selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
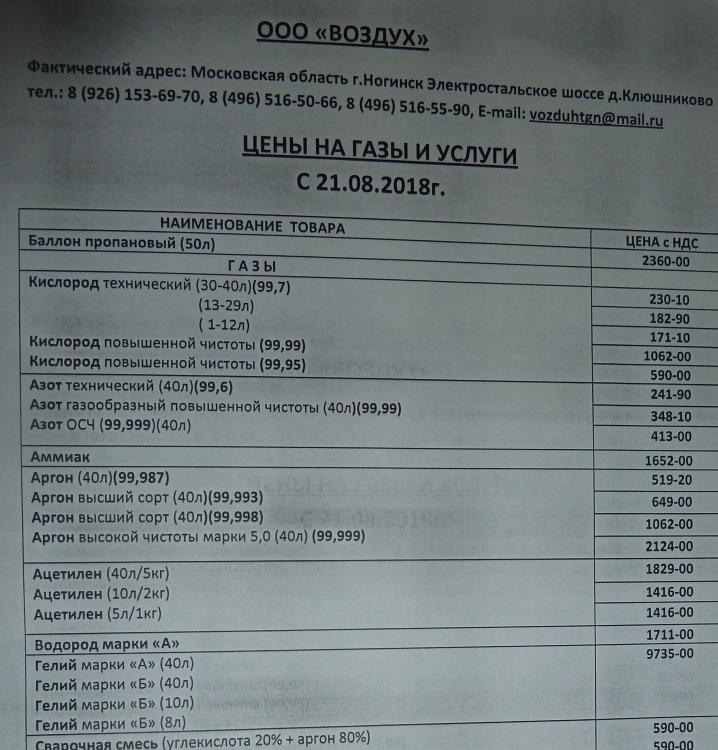
Георгий , туты понятно , но вот проблема в баллонах и мои под высший сорт не пойдут и даже переделать не берутся и говорят там вентиль другой и вообще хочешь высший покупай баллоны под него и раньше 8кр были сейчас наверное дороже и почесав лысину сказал а зачем мне это если и с первым усе отлично.
-
Виктор , ты чо на себя взял и мы про аппаратики и кузовщики конечно не сварщики да и к аппарату надо притереться и за неделю сие не получится , так что не переживай. Впрочем я уже где то говорил об этом что обычный трансформаторный ПА "точки" лепит лучше любого инвертора и даже моего большого Меркле у коего аж два импульса поджига и знаю у меня Брима немецкая была (сейчас наверное REHM или как то эти две конторы связаны были) транс правда 320 ампер так вот он точки лепил раза в два лучше чем Меркле . Вот для себя я таков вывод сделал ТРАНС всегда при полной мощи на кончике проволоки кою ему поставил сварщик и он не думает и лепит точку , инвертор хоть и быстр но тупят-тормозят у него мозги для точки и пока он "подумает " то уже испортил точку наплавленном через чур или наоборот не сплавлением. Как то так P.S. похоже это понимают и в самом Меркле и для авторемонта у них ТРАНС серия и менять на инвертор не хотят и правильно делают .
-
 Вот у человека надо было сразу спросить горелка какова воздушка или водянка . Скорее всего воздушка пока температура наконечника в норме и сварка в норме как перегрелся и пошел "тормоз" и дуга длиннее и жарче и в конце концов проволока приварилась к наконечнику.
Вот у человека надо было сразу спросить горелка какова воздушка или водянка . Скорее всего воздушка пока температура наконечника в норме и сварка в норме как перегрелся и пошел "тормоз" и дуга длиннее и жарче и в конце концов проволока приварилась к наконечнику. -
Так и будет через грунт , и грунт то обычно через отверстие просверленное "перышком" если не снялся то чертилка или еще что подходящее шкрябаем через отверстие и уже сразу усе хорошо . Что то мне оба не понравились в "точках" фыркают а должны одним броском спеть свою песню или так грунт мешает или не корректно настроен ПА или ...........
-
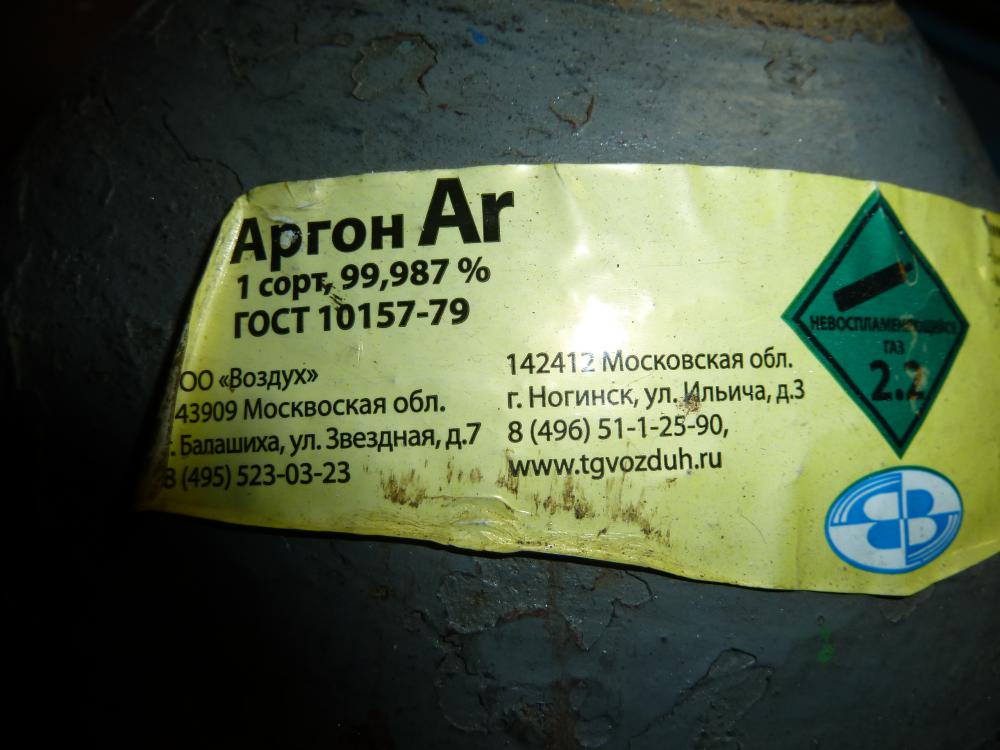
Конечно все от производителя газов зависит но цена " высшего сорта" примерно в 2 раза выше (правду стоит заметить высших сорта два в прайсе) , а 99999 еще выше. Но в моем случае все прекрасно и с 1 сортом да и знаю друг сам начальник конторы где меняю по названию "Воздух" говорит что 99999 не так и далеко от моего 99987 , не они бесспорно 99999 но их в основном АТОММАШ Электросталь заказывает .

-
Скорее нет , но зависит наверное от производителя . Я пользуюсь очень давно 1 СОРТОМ и нареканий нет АЛ НЕРЖ и даже Титан.
-
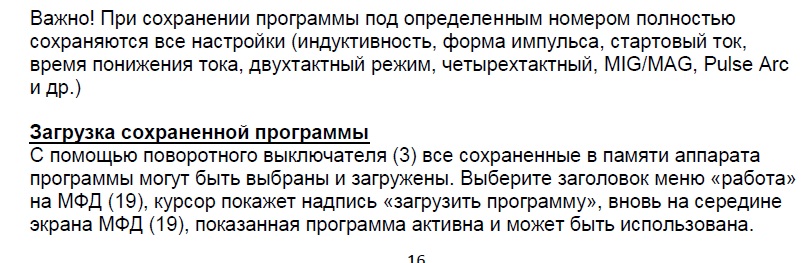
Владимир , тЫ еще не избавился от этой адовой коробки ? Избавляйся как можно быстрее , а то будет так примерно , каждый рабочий день будут одни настройки и не каких швов . Вот что пишет мануал Меркле и у Алюмига так не выходит и например сегодня кое как настроил и даже в память вбил ему , но на завтра он уже с этим откажется работать и потребует насСССтроекккк .
-
Думаю медь здесь тоже не причем и повторюсь современными средствами можно добиться превосходных результатов. http://www.auremo.org/materials/splav-1201.html
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Вадим , если за три сезона не лопнула то уже не лопнет . Кстати первые из Д1 были в последствии на Д16 перешли. Справочники много чего болтают и согласен раньше может и не сваривался по причине что те же сварочники например УДГУ или даже УДАР давали расфокусированную дугу энергии в металл вкладывали не мерено и вот пример . Как то надо было подварить отломанное ухо крепления КПП Волга и у меня еще не было ТИР315 принес на завод и УДГУ400 это ухо сварщик , так вот минут десять грел прежде чем начало плавится да и амперы не шуточные были вольфрам в полужидком состоянии шарик в общем заварил шов вогнутый нагрел так что час сидел ждал пока остынет. На современном хватило бы 150-170 ампер без 10мин. прогревов да и шов любой положишь. Вот справочник и ВАД 1 немногим от Д1 и даже Д16 отличим и один свариваемый второй нет , так что хорошим аппаратом можно творить чудеса конечно с головоЙ. Ну да так оно и есть , но это не означает что они не варятся . http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Варится но у меня присадочка была под Д16 но чуток не хватило и 4043 добил. http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=155289 P.S. Лодочка бегает по Волге и уже 4 й сезон пойдет и доп. заплаток на мои сварные не делали , друг информирует так как мне интерес есть .
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
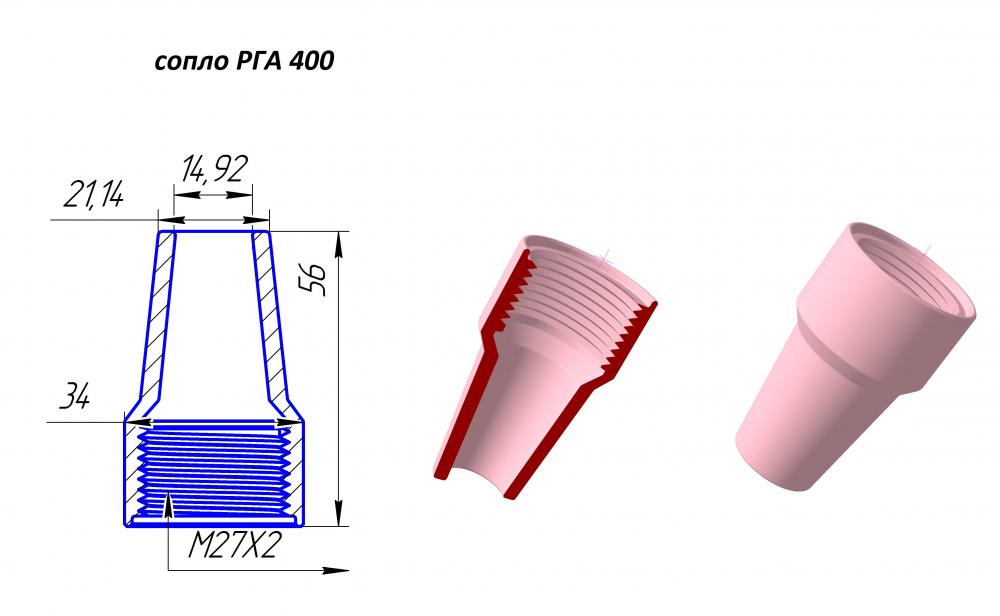
Компас можно сохранять в формате фото .
-
Николай , гараж это нашЕее все ,,,,, но в моем возрасте, а было бы мне 35-40 то нашел бы фирму где ценят труд сварщика . Вот в принципе в перестройку и в самом начале ее было тяжко , но нашел и в то время конечно в те времена не кому сварщики не нужны были , а вот классные шофера и конечно не на грузовик и не к простым людям еще как нужны и платили щедро . Вот тут друга детства встретил и он уже 30 лет в Мостоотряде № не знаю в Москве их много , так вот все эти 30 лет вахтовый метод и очень достойная зарплата (он работает трактор, экскаватор) да раньше в вагончиках кои сейчас запрещены и теперь модули , туалет ванна и т.д. по 3 человека в комнате. В общем живет хорошо да и дом построил почти как у Чубайса .
-
В Америку . ЗЮ хорошо там хде нас нет ,,, работайте дома и главное все качественно и хорошо делать .
-
@Вад11, Вадим , ну не интересно,,,,, не работа класс но, и хоть чуток приблизительных параметров Фрони , да и проволока- газ (смесь) или порошок ты последнее время только им и варил и тогда намного интереснее будет. .
-
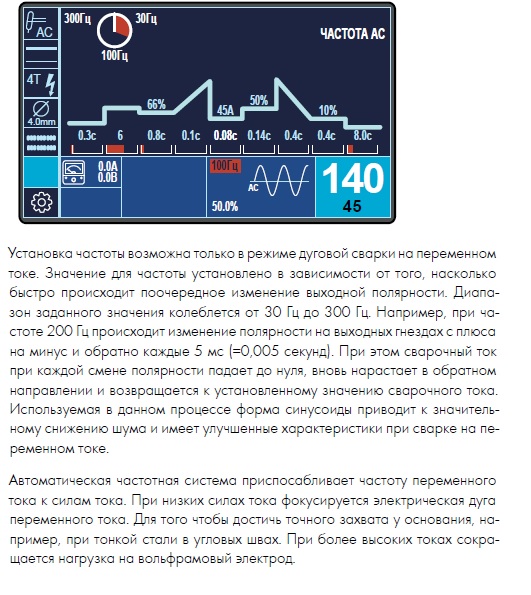
Олег , это так но сейчас уже актуально 400гц и они работают . Здесь идет уже подмешивание ВЧ импульса к АС току и например сам АС ток может иметь например 30-300гц а вот подмешанный ВЧ импульс от 600 до 15000гц . И даже в низкочастотном импульсе можно подмешать ВЧ импульс и например в пике 600гц а в паузе 10000гц и это как в DC так и в АС токе . На сей момент две фирмы сие могут в АС токе + ВЧ , REHM и наш EVOSPARK . ВЧ импульс стабилизирует дугу не дает ей "скакать" и т.д. Впрочем вот тут можно посмотреть . Ево EVOSPARK_cat_oct.pdf REHM 730 1994_INVERTIG.PRO digital RU_20130610.pdf
-
А если трубу пропустить змейкой через поддон и эффективнее усе будет. Вот раньше на военных подогреватель грел тосол , а его выхлопные газы поддон и смотрите конец 2й минуты.
-
Должна и работает , но сварка низкотемпературная и я выше это обозначил и нужон опыт с нею , но вот с опытом особо проблем не вижу и каждый может приноровиться к сему и главное есть несколько способов . http://svarka-weld.ru/svarochnye-materialy/prutki-prisadochnye/prisadochnyy-prutok-dlya-latuni-cuzn40-d20-mm Вот видео и скорее тут не цинковая но вот как то так нужно со всеми латунными присадками .
-
Георгий , это очень очень много фыркать будет зверски и надо спец. приемы в ТИГ применять с нею.
-
Скорее всего аппарат из этих +\-15% предела не выйдет и отключит сварочную дугу оставив рабочим вентилятор. Усе правильно сделано и при напряжении 160вольт это не сварка и что нам показывают иные "фирмы" оставим на их совести.
-
Не пробовал , но сразу смущает тот факт что цинка в ней 40% и он будет серьезной помехой в ТИГ сварке . https://rs-nt.ru/products/327/2324/ А вот CuSi3 , на чугун тоже ложится отлично да и проблем в ТИГ и МИГ не составляет. https://rs-nt.ru/products/327/2317/
-
Вадим , вот если они стоят и с ними общаются то есть с Ево , то это и есть работа и не представляю по другому ,,, ручки - кнопки покрутил и думаю уже не кто не остановится и обязательно попробует чо вышло в "живую" . Ну и учебный процесс с горелкой в руках в самом начале обучения ученика для самого аппарата куда неприятнее так как постоянные замыкания в ванну и так далее ,,, и аппарату куды приятнее общаться с опытным сварщиком ,,,,, но в обоих случаях это для аппарата работа.
-
Да заточка влияет , вот с двойным углом электрод меньше нагревается и дуга плотнее . Есть такая технология охлаждения электрода тоже влияет на плотность дуги но там спец горелка . http://tctena.ru/texnologii/cold-wire
-
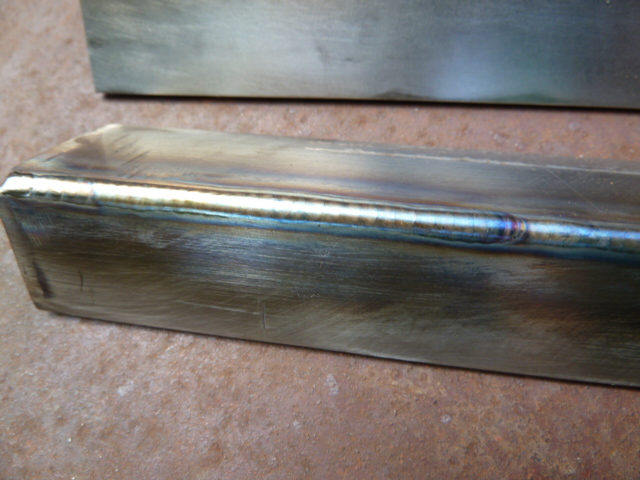
Понял . Вот это главное и тогда будет успех ,,, убирайте зазор и желательно в 0.
-
Вот это не хорошо и надо как то убрать сей зазор и это много для его заварки с толщиной самой стенки в 1.мм Вот вижу буртик на фото и может осадить так до буртика чтобы зазор ушел.