selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Сергей , согласятся и им без разницы от коль аппарат им главное надпись Меркле , а вот другое они конечно бы отвергли. А вот с таможней я не сталкивался , но вот мысли такие , когда то за сей аппарат который ввозили не с Марса же , была заплачена пошлина и думаю так как в Двенадцати стульях" торг здесь уже не уместен . Какая пошлина он уже 10лет живет в России и его просто на лечение отправят на недельку на родину.
-
Костя , да не чем ему уделывать то. http://gazss.ru/catalog/199/1095/ http://partalstalina.ru/article/item/8
-
100% СОГЛАСЕН , или Евротек надо убрать сию вывеску , да еще извиниться перед всеми владельцами Меркле ,,,,, "мол ребятки простите но мы не в состоянии выполнять свои обязательства дилера Меркле и увлеклись Авророй ".
-
Костя , я думаю 9258 не далеко ушли от ПАНЧ , а может и проиграют ему "битву" https://www.ligasvarki.ru/shop/model.php?id=4046 У Михаила , нормально ухо получилось + накладка и работать будет.
-
Михаил , вот про газ я не чего не скажу , а обратная полярность более менее понятна , на ней в металл то есть чугун меньше тепла вносится что важно для него . Но так как ПА и там изначально обратная полярность так что менять на ПА не чего не надо. Ну и думаю газ зашита лишнем не ббудет и не помешает , да кстати газ аргон у тебя был . P.S. Да с ТИГом ты бы долго сие делал .

-
Михаил , а вот здесь поподробнее если можно , режимы и прочие да и твои впечатления так как наверное первый раз варил ПА чугуний . Я вот усе собираюсь но не как не дойдет до сего. Да и ПАНЧ под ПА надо прикупить .
-
Да думаю одно и тоже что чушки что проволока. http://www.auremo.org/materials/splav-znal4a.html
-
http://www.s-m.su/ GW - проволока цинкоалюминиевая ZnAl AERIS.pdf
-
А сколь книжец интересных было и хвала тем кто хранит . http://retrolib.narod.ru/book_tom.html Вот пожалуй подпишусь на сей канал , паренек молодец.
-
Goga_S и Grim Reaper не ругайтесь Kurt1 Михаил, давай ее пригласим в Великие Луки на экскурсию за одно и посмотрит . Во девка а в лякторике соображает ,
-
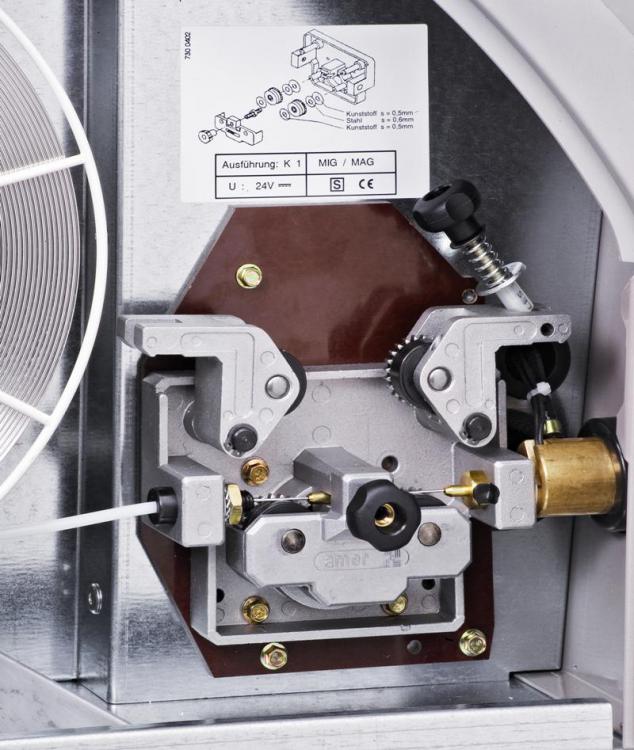
Вот он такой , шестереночки тоненькие надеваются на выточку ролика с пластмассовыми шайбами- проставками по торцам. У меня немецкая Брима была с таким . В общем REHM такое пользует и здесь на форуме есть их представитель . У современных Селко совсем другие механизмы http://websvarka.ru/talk/user/3390-sergey-61rus/ http://websvarka.ru/talk/topic/4299-svarochnoe-oborudovanie-rehm/page-1 Так что к нему , сверите размеры роликов , но думаю одного поля "ягода" https://ms-spb.com/svarochnoe_oborudovanie/svarochnye_apparaty/svarochnyj_apparat_synergic_pro_450-4ws_vod_ohl_rehm/
-
@Режиссер, И присадка у вас под такие трубки ну очень толстая и посему так выходит. Возьмите 1мм проводок и им , греете трубки дугой и как появился блеск ванны так и подавайте пруток и капля с 1мм прутка ляжет и сразу растечется и так дальше . С 2х мм прутка капля большая теплоемкость меди громадна и вы усе это разгоняете дугой и конечно околошовная зона трубки тоньше и ломаться будет . А еще лучше если есть CuSi3 и ей работайте , намного проше будет вам да и трубкам тоже. Но если нет то можно и проводком медным , выше отписал и почистить все как следует перед сваркой и главное не спешите и если чуете что перегрели остановитесь дайте трубкам отдохнуть да и сами перекурите.
- 165 ответов
-
- 12
-

-
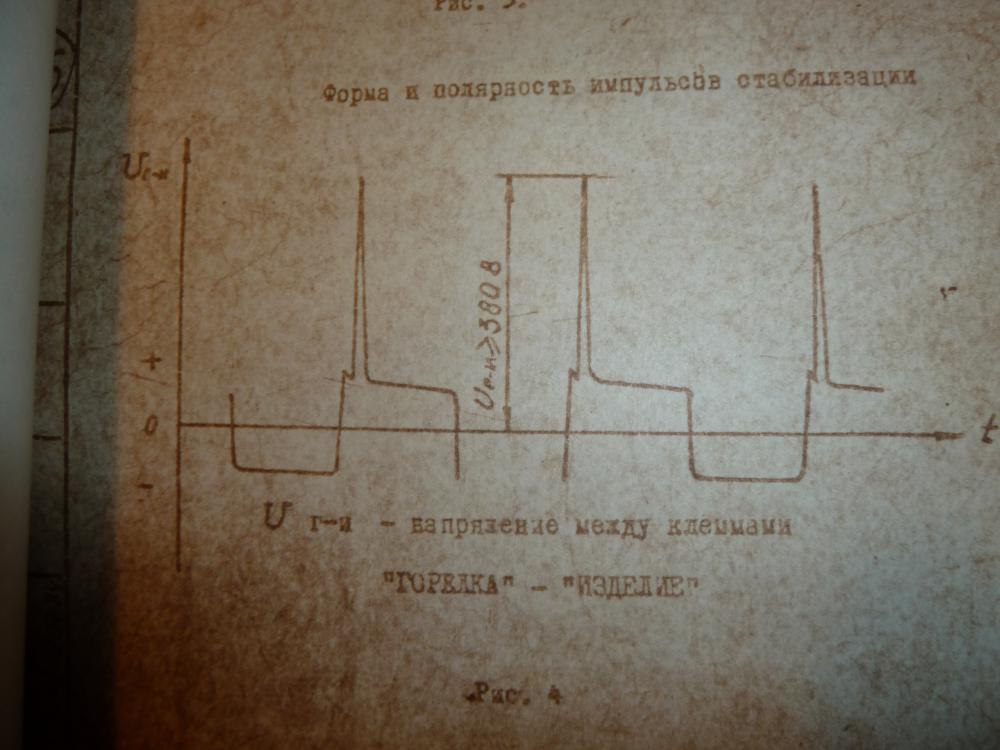
 Уже давно не работает и только для поджига , на ТИР315 СССР уже подавались стабилизирующие импульсы когда ток через ноль проскакивал , вот у него дуга очень стабильна и работает на всем металле да и газ ей не проблема Гелий или Аргон или их смесь, вот современные многие сие не могут. На китайских современных не знаю но думаю тоже отключается осциллятор. Ну смысл такой о чем выше и говорили защита электроники и она не только на авто есть агрегаты у которых так просто не отключить да и бывает нельзя отключать а варить -ремонтить надо. Второе , есть люди в том числе и сварщики с кардиостимуляторами и прочим вот им осциллятор противопоказан , уважающие себя производители в мануалах обычно отмечают сей момент.
Уже давно не работает и только для поджига , на ТИР315 СССР уже подавались стабилизирующие импульсы когда ток через ноль проскакивал , вот у него дуга очень стабильна и работает на всем металле да и газ ей не проблема Гелий или Аргон или их смесь, вот современные многие сие не могут. На китайских современных не знаю но думаю тоже отключается осциллятор. Ну смысл такой о чем выше и говорили защита электроники и она не только на авто есть агрегаты у которых так просто не отключить да и бывает нельзя отключать а варить -ремонтить надо. Второе , есть люди в том числе и сварщики с кардиостимуляторами и прочим вот им осциллятор противопоказан , уважающие себя производители в мануалах обычно отмечают сей момент.
-
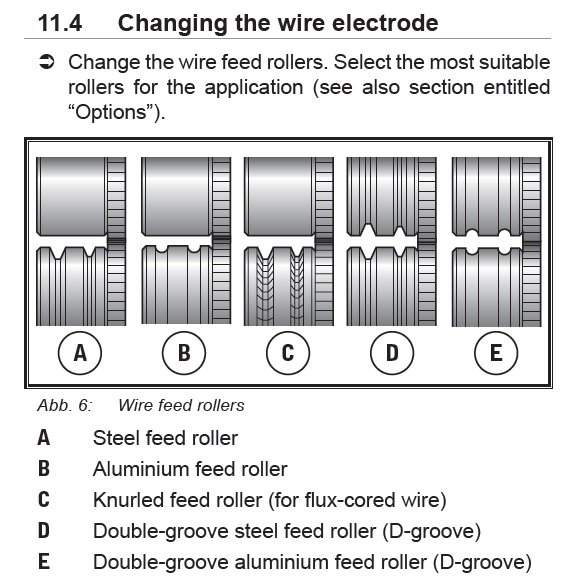
Проще V изготовить вот наверное и усе. Почему для люмини U канава , да усе просто и опять это только связано с деформацией , можно сравнить примерно так , сядем на пенек и посидим с комфортом , а вот на торце палочки много не насидим и даже пирожок не успеем скушать. Вообще уважающие себя производители подающих обязаны канавки шлифовать и точность должна быть. Мне на Меркле под 06 мм делали и шлифовали не только ролик но и саму канавку , в принципе по изготовлению их они явно переплюнули немцев и от роликов что мне сделали тут в России (правда надо отметить что инструментальное производство высокой точности) немцы по качеству уступили примерно на половину. P.S. И конечно вариант Е с успехом можно применить ко всей проволоке любого состава без исключения.
-
Канавками на верхнем и нижнем ролике полностью согласен и вот от Лорх картинка , экономят и не делают сего . Насечки на Ал да и на нерже- черном я думаю не допустимы во первых тефлон сотрут напрочь да и стальной канал забьют опилками. У Меркле сие скопировали
-
Есть , но я вот эту машину купил уже БУ у брата , он брал его новый в салоне . Так вот как то после покупки через полгода зимой заглох дизель и усе остальное , осталось рабочее только габариты (дальний - ближний помер со всем остальным) да аварийка . На эвакуаторе в салон - сервис ,ну и они сразу сказали блок комфорт , где то час поменяли по гарантии и усе заработало.
-
дА не надо не куды иммигрировать и конечно четыре ролика лучше это как четыре лапы у кошки , но и два работают если протяжка и ролики + горелка задуманы и исполнены как надо.. Четыре ролика придумали чтобы ослабить давление роликов на мягкую алюминиевую проволоку не деформируя ее но без потери качества протяжки , два ролика конечно давление выше и тут надо более точно выбирать затяжку роликов чтобы не деформировать и в то же время чтобы "букса" не было. Я вот где то видел конструкцию подающего с тремя роликами , то есть один сверху и два с низу , сейчас не как не найду сей "эксклюзив". Вот у него тоже два ролика но вроде усе в пределах
-
Ну сейчас уже наверное не так немножко и вот на моем Сан- Енге 2007 год всего один "Комфорт" вроде название и он управляет всем в том числе и двигателем , а остальное просто исполняющие механизмы конечно тоже с электроникой какой не какой . Да вполне достаточно отключения АКБ
-
Антон , но нельзя исключать и сварки на технике и бывают моменты что по другому не как. Как то на Ауди 6 крыло подваривал , снять то его можно и то сложности он на герметике сидит крепче чем на саморезах да и их там всего 6 штук, ну и потом спец герметик , краска на саморезах да и на крыле потеряет свою "девственность " а это для некоторых хозяев как измена жены. Вот как то и показывал клапанную крышку на Шкоде , попал человек в аварию и он инвалид без ног , в сервисе снимать отказались так как крышка за одно целое с постелями и распредвалом геморно , паяли они ее неделю Харисами всякими но текла , приехали и мне работы то 20мин , отковырнул хариес да клему с акума сняли и на аппарате умерили характер Прометея выставив электрод диаметром 0,1мм и зато радости инвалида не было предела он снова с "ногами" и кончились его мучения .
-
Ну там пару фишек вытащить то и делов . В большинстве случаев хватает отключения аккума , но с условием что поджиг то есть осциллятор адекватен и не лупит мощью Прометея с небес .
-
Это он мягкий на DC токе , вот даже не одного ролика рекламного не видел в инете где применяют Lift с АС током , ляктрод сразу портится а тонкая Ал деталь получает "черную дыру" не сквозную но которая ай как не нужна и будет мешать сварке тем паче на кузове авто и если он Ал сплав то авто не дешев чтобы с ним так. Впрочем вот смотрим ролик и у Меркле при включении АС тока , функция Lift с экрана пропадает и это правильно и аппарат свое название Logi оправдывает.
-
Антон, на алюминии да еще кузовном "контактом" можно да что можно точно натворишь много нехорошего с чем будет не согласен заказчик и обвинят опять сварщика. По сему NF и не каких гвоздей .
-
Виктор , аппарат конечно играет роль но большую роль играет сам хозяин который может сварить так и эдак . Сколь на переделку приносят всем в том числе и тебе , и ты не спрашиваешь чем варили да и не нужно это тебе и думаю если бы даже и озвучили что это варили Меркле и тебе то это не "о чем" , ты просто свои силы оценишь и соразмеришь , брать али нет вот и все наверное. Про цену , ну примерно оцениваешь сколь времени проковыряешься и какова деталь и насколько она нужна клиенту . Вот иногда привозят и такое и готовы заплатить сколь скажу , так как этой детали место на помойке http://websvarka.ru/talk/topic/10874-budni-svarschika-s-illiustratciiami-chast-5/?p=333583 но без нее клиент потеряет пока новую будет ждать намного больше, ну и конечно делаешь и помогаешь но с совестью , что с него брать то если он такое притащил да еще умоляет помочь. Заметил что простые и не слишком богатые меньше торгуются и обычно соглашаются, но и с ними конечно не наглеешь они таки же как и я ,с теми у кого ломится кошелёк сложнее , они торгуются и норовят задаром "прокатится" . Ну и от стоимости детали отталкиваться , думаю не получится . Так как усе в ценообразовании перекошено , вот поддон от большегруза как то в Грузовом центре , приехал посмотрел и говорю 10р , по рукам , кинули в багажник , сажусь в машину и смотрю директор подходит и говорит , ты при шоферах-клиентах цену не озвучивай своей работы и знаешь сколь стоит этот поддон 150р новый а на разборе 70р . Вот вам усе ясно , директор наживется с моей сварке и плюсанет этак еще 10р к моим 10р , но этого я не узнаю.
-
P.S. Почитал все о сервисах и фирмах , и не важно малеханькая она или большая и думаю с большой фирмой могут быть такие же а то и "круче" не "увязки" с ремонтом. Да сервис может и накладно держать так как не каждый день сее ломается , а вот представителя от фирмы ой как надо и он бы решал множество проблем. Вот по такому путю (поезд Москва - Воркутю прибывает на 3е путю ) и пошла Selco , уже тысячу раз писал и он то решил проблему разом. ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- @copich, Игорь , давай бери аппарат и совместно с Юрий Николаевичем я думаю решим проблему. Сегодня с ним разговаривал и он готов помочь , но вот сам аппарат отправить на завод у него нет возможности и если говорит отправите сами то на заводском сервисе будет с его стороны помощь . Сегодня поговорили по тел. и он говорит что давайте попробуем не гонять аппарат на завод , а тут у нас . Он немцам видео отправил и ждет ответа и они должны "ткнуть носом " где копать . С платами и зап. частями проблем не будет и он что нужно будет доставит. От Михаила , может дополнительно немцам еще видео потребуется и фотки плат , № аппарата обязательно. Игорь я тебе завтра отзвоню и сведу вас с Юрий Николаевичем и так вам комфортнее будет работать. https://rs-nt.ru/merkle/merkle.php ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Юрий Николаевич один из первых, если не первый, стал возить Меркле в Россию , и вот у Михаила желтенький аппаратик и он мне сразу сказал заказчика для кого делал Меркле , но аппараты не отличаются ничем от оригинала Меркле. PU300k.pdf
-
Вот они и помогут на завод отправить и там посодействовать . Михаил , вот предполагаю да и уверен на заводе таки же как мы и переживают за "свое" и они бы рады , но их вассалы высокопоставленные запрещают - вот оно истинное лицо демократии .