

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
это значит что на это нужно обратить внимание.
Я думаю должно быть всем понятно , ибо после сварки , всегда будут поводки , сварка это такая сила!!! , (когда в КБ работал там прижимали свариваемые детали к плитам , Вы бы видели как рвало струбцины-прижимные и вырывало чугунные плиты под силой утяжки после сварки .)
А плоскость будь то коллектора , привалочная головки или блока , да даже поддона , должна быть идеально ровная .
Хотя поддон или коллектор с небольшой кривизной плоскости прижать то есть возможность .НО!, создасться напряжение , и в месте постоянного напряжения металла , он лопнет .

-
 7
7
-
-
- можно положить красивый шов, но не факт, что это будет работать; - ремонтируете коллекторы - ОБЯЗАТЕЛЬНО фрезеровать плоскость (одна из составляющих по ремонту коллекторов)
Вот почему вы так отчитываете человека как школьника ?
Как буд то тут на форуме все тока сидят и знают что Вы проффесионал , и щас придете все расскажите нам , недоучкам . (Извините если не правильно вас понял но тон-манера написания была такова или мне показалось ? )
Неуже ли вам в голову не пришло что
ugaidaвсе это знает ?
-
7
-
-
Хотят привезти мотоцикл,при скольженим ручка ударила в раму и образовалась ямка и трещины с прорезом большим,клиент не хочет выпрямпять и говорит наплавать алюминия в ровень,чтобы ямку не было видно,и шлифануть и полирнуть,кто что думает ??? Чет смущает такой вариант...
"Любые капризы за Ваши деньги. "
Работа не сложная , сделаешь быстро.
-
И я подтверждаю )) Но правда полуавтоматом опыт был один раз недавно как проволоку 0.8 приобрел -несрослось.

-
315 -ый помню еще по МОВЕНу ...Плеханова улица...отличные аппараты...только в постоянно помню наладчики меняли периодически какие то платы..что слетало там..
Да , я читал тут на форуме про них где то , да и у Валеры был такой аппарат , он наверно много знает о нем , что там сгорает и что сколько стоит .
-
Не для подводных ли лодок придумали ПАНЧ
Я слышал что придумали его и разработали , для сварки блоков КАМАЗА.
-
2
-
-
поры
Бывает на одном чугуне ни одной , льется как слеза , бывает что поры лезут и ничего практически с этим не поделаешь . Но перебрать , посмотреть нужно многое , начиная от электрода которым работаешь , и далее , защита (аргон) , давление аргона , сколько Ампер на выходе при сварке чугуна (не перегреть главное ) , под защитой понимаю как ванны так и электрода , что бы электрод был чистым и не раскрывался розочкой и не плювался частицами в сварочную ванну , исправность сварочного аппарата . ( у меня кстате щас подозрения что в моем ТИРе 315 что то не исправно , ну не так он варит по внутренним ощущениям и результату сварки). И нагреть бы не плохо деталь .
-
4
-
-
Тут вчера привезли три блока (американца) V-8
Заезжал сегодня на работу .
Американец отломано как говорил крепление стартера.
Зачистил просто кусок блока (пока не варил) и попробовал как будет литься (варится) этот метал(чугун) . Вроде приемлемо . Щас праздники , варить буду после них .


-
6
-
-
У меня к примеру электродами по чугуну на холодную всегда все было хорошо..ПАНЧЕМ одни неудачи..что то не так делаю..........
А что именно ? в чем заключаются неудачи ? трескается около-шовная зона ? поры ? , отбеливается чугун ? Или кипит панч ?
В чем выражаются неудачи ?
-
По температуре проковки шва тоже
Ну да , тонкостей много , чугун можно варить и на холодную , смотря что конечно , определять и решать и брать ответственность сварщику.
На холодную , "более мелкими перебежками " с почти полным остыванием , каждого шовчика и соответственно пока он остывает , куём его и куём ,
С подогревом в печи как я лично делаю , опять смотря что варю , колектор , блок чугунный , головку , или еще что то можно раз разогреть до 400 градусов и быстро проварить и в печь на остывание-медленное . Можно греть деталь по 5 раз и варить на горячую , расковывая , с манипуляциями , зачварил 3 см примерно шва , расковал и в печь , чрез 20 минут опять на сварочный стол и дальше так же . Все зависит от детали , от места сварки , от характера трещины , пробоины или отломанного фрагмента . Тут вчера привезли три блока (американца) V-8 Шевроле , отломаны крепления (резьбовые) стартера , буду варить на холодную , ибо они очень большие и в печь не влезут . Если даже влезут то таскать их одному не получится в двоем и то еле еле , не говоря уж о горячем блоке из печи.
-
1
-
-
Я Вам сюда скопирую , может тут прочтете и сделаете выводы (поймете , почему).
Как ребенок ей Богу , дискуссия из серии "сам дурак" . Я лишь спросил почему , (раз уж Вы пришли на форум делиться или набираться опыта ) Ваше мнение ?. А мне тут тупо , "отсыл" ,- сходи сам почитай.
да выше я писал про сварку чугуна ТИГом.. Можно, если другого нет ничего..лучше нагорячую тогда. Я варю в импульсном режиме но и на постоянке можно.. Короткими швами по 2 см и проковывать обязательно пока шов красный.. Остужать очень медленно, в минвате например. http://websvarka.ru/...ost&p=12293 проволока ПАНЧ 11 в полуавтомате все равно лучше.. Нихром с реостатов чуть лучше нержавейки. Х20Н80 применяю если ТИГом приходится варить. Кстати чугун оч неплохо варится плавящимся штучным электродом.. В каталоге ЕСАБ ищите электроды по чугунию. Наши не хуже, да их мне кажется поштучно не продают. А иномарки чаще. Или если варить чугун нужно будет много, озадачьтесь полуавтоматом и проволокой ПАНЧ 11.
-
1
-
-
вот там и почитайте на первых страницах почему
Что мне читать ? Я варю чугун ТИГом , каждый день. ARGONIUS, наверно, имел ввиду то, что ТИГом-это более трудоемкий процесс с большим разогревом металла . И, соответственно, большими отбелом и потяжками .
Хотя думаю , если Вы собрались попрактиковаться в сварке чугуна с Валерой ( Selco) , то он Вам все объяснит.
-
4
-
-
ARGONIUS сказал(а) 22 Мар 2012 - 15:20: не советую варить чугун ТИГом
Это почему ? ))
И написано по моему это сообщение в 2012 году ?
-
2
-
-
Так , скорее уже бы ! а то прям невтерпежь.
Ведь аппетит уже , пропал , не ем голодаю , все думаю , гадаю.

-
2
-
-
Медаль кандализе , писюар обаме ?
не ?
опять не угадал ?
-
почему нет смысла то?Посчитаем:600 р. за 30 мин.работы,за 8часов 9600 руб,минус пруток,аргон,амортизация,свет,даже можно услуги уборщицы включить,ну максимум 1600 (грубо),выходит 8 т.р.,умножаем на 22 (кол-во смен)=176 т.р. в месяц,мало?
Где то мы уже такой математикой занимались . и не раз и по моему что то выходило что парикмахер зарабатывает 369.000 в месяц .

-
5
-
-
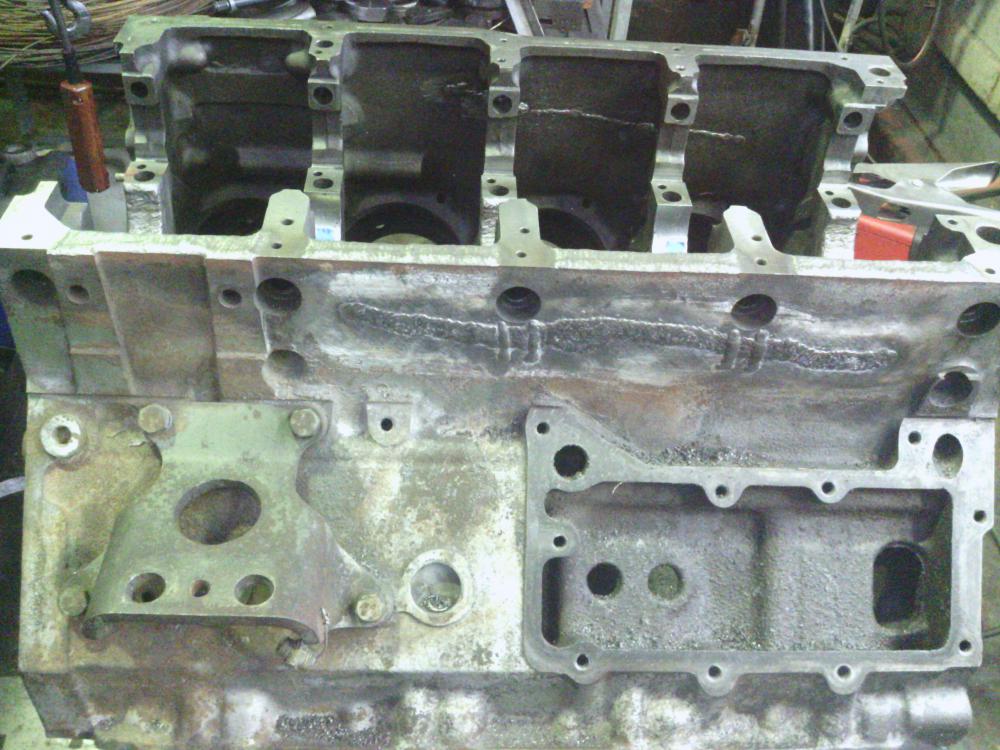
Молодец, krech - сложный блок.Понаблюдать бы за этим блоком.Нагрузки он будет испытывать большие,и как он себя поведет после сварки неизвестно -сварка есть сварка,а "травмы" серьезные
Это , точно.
-
3
-
-
А сварка будет ?

А то собрались искатели истины , я уже попкорМ приготовил

-
1
-
-
О , опять не успел ковсем , ребята именинники , всех с днем рождения , всех благ!
-
3
-
-
- Популярный пост
- Популярный пост
Варю (поднимаю) щас плоскость , блока , под поддон.

-
15
-
- Популярный пост
- Популярный пост
МЕРСЕДЕС V-8
-
12
-
Обычно бабышки крепления , опор двигателя , ломает там и все что около них и под ними.
-
Идея вторая , за переделку , удаления этого срача , и вваривание нормальных заплат , иотдавание качественнопроделанной работы , оплата в двойне ! ЭТО даже не в наказание клиенту , и отучение его от догмы (скупой платит дважды ) а реально проблем с переделкой таких экспонатов в два раза больше ) .
Что за блок то Х-5 ...?
Желательно погреть градусов 250 ХОТЯ бы .
Желательно.
-
@mehanik1102,я при 200А спокойно доношу,если зевать,то любая до ванны расплавится.
300А даю , все нормально .))




Сварка чугуна ТИГ-ом часть 1
в Аргонодуговая сварка — TIG
Опубликовано
Совершенно верно , редко обращаю внимание на это (стараюсь просто не перегревать), в процессе сварки смотрю (чувствую) что бы не перегреть чугун , что бы он не подкипал и не пенился и потом после остывания не отбелился .