- Популярный пост


krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
О это помоему в каждом дворе было , начерчено на асфальте .)) У девочек резиночка , прыгали а мальчики квадрат , банки ))
-
 2
2
-
-
@krech, а разделку не делаете??
Если имеется ввиду разделка (фаска) между заплатой и чугуном , то пришел к выводу что она практически не к чему (но не во всех случаях , зависит от толщины металла ) , чугун проплавлять (греть) - перегревать нельзя. Заплату даже изнутри не провариваю , черевато .!!!(и так кувалдой замучаешься отрывать)
Только силовые фрагменты варю по кругу .
-
4
-
-
 Поздравляю !
Поздравляю ! -
- Популярный пост
- Популярный пост
Блок чугун
Разбит цилиндр , юбка (шатуном), разбита постель , трещина , дыра в бочине как обычно , и сломано ребро жесткости.












Нечайно сюда и головка алюминевая залетела , БМВ сломало отверстие под ось -выварил.
-
23
-
- Популярный пост
- Популярный пост
Глушил коллектора , 2штуки алюминь , 2штуки чугун.




-
17
-
Поздравляем от души , счастья и любви )))
(мы тоже 3 числа , отметили год совместной жизни-официальной )
-
2
-
-
Ну, например, аустенитные стали рекомендуется не перегрева свыше 100 градусов при сварке. Для толстостенных изделий.
Наверно , опечатка ? я изделия в печке грею перед сваркой , минимум подогреваю 240 градусов .
Какая сварка на 100 градусах ? Может режим сварки , не превышать более чем на 100 градусов от того или иного значения ?
==========
http://taina-svarki.ru/svarka-chernyh-metallov/svarka-austenitnyh-staley.php
тут почитал , сварка этих сталей очень хорошая , подогрева и термообработки не требуется ..
-
Ага! А температуру околошовной зоны можно посчитать, решив систему дифференциальных уравнений .
Ну хватит ребята , мозг уже кипит , у меня так вся работа встанет если я буду ходить вокруг шва и решать уравнения , и измерять термометром температуру околошовной зоны . ( а это Вам зачем , ? простите.
 )
) -
3
-
-
белым маркером написал . в точности то что обозначено на этом поддоне.Указана маркировка EN 46200 Точная маркировка или вольный перевод? Это сплав для блоков цилиндров
-
1
-
-
В местах повреждения стенок проварить кмц на герметичность ,а потом все перекрыть панч
Панч тоже неважно ложится на тот чугун , порится , вздувается.
-
Мне кажется рискованно варить медным сплавом в зоне сгорания топлива
Ну все делается методом проб и ошибок , я практик , пробую порой одно или другое на подсознании на интуиции , и конечно советуюсь с ребятами тот кто в теории силен , и решаю как поступить .
По поводу рискованно варить медным сплавом .
Ну я думал об этом , во первых это седла впуск , а не выпуск , там температура меньше .
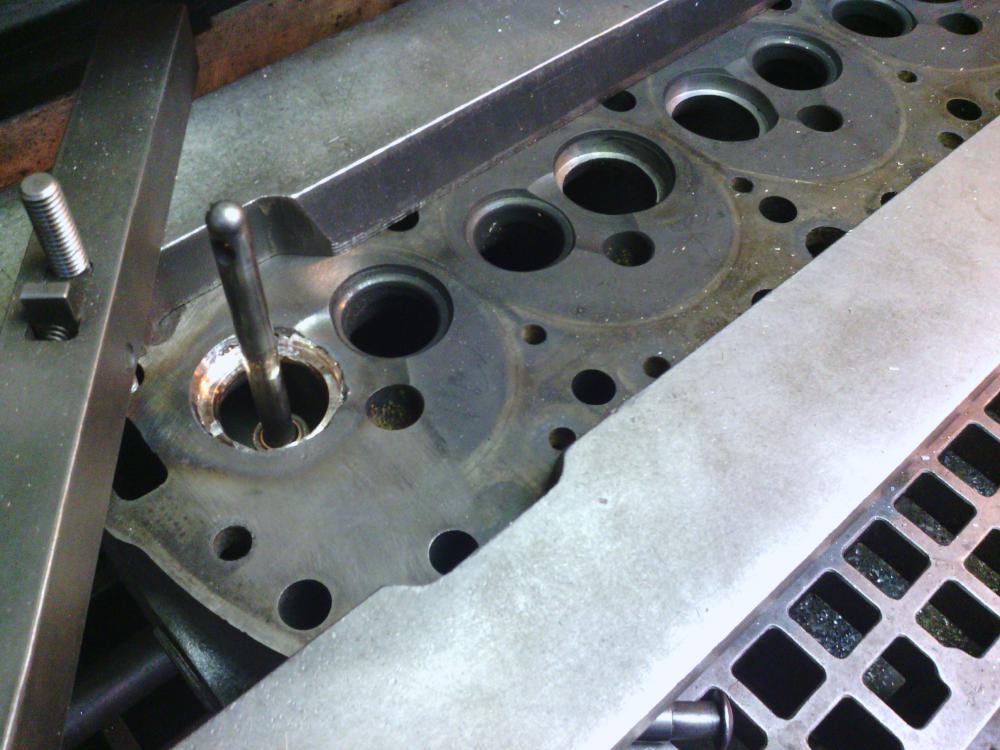
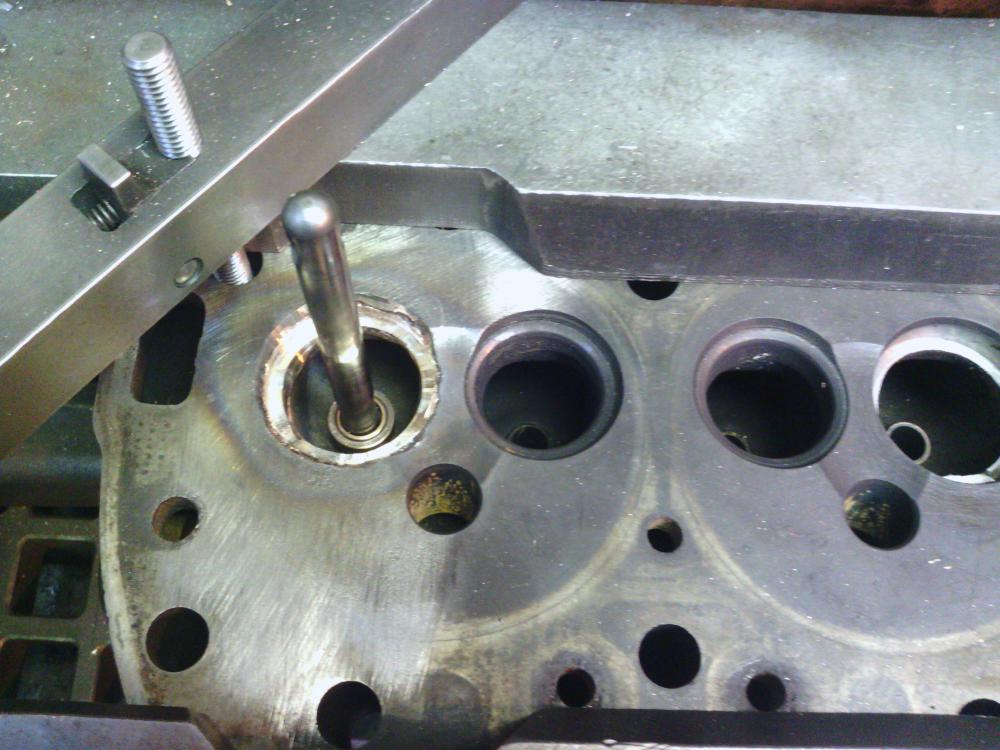
Посмотрев на головку с торца видны "технологические" отверстия через которые производились сверления , для каналов охлаждения , вылезли в воду восновном там , остальное "тело" по диаметру (будем надеется) сидит жестко. И наварка -наплавка , только что бы приподнять упорную поверхность и герметичность в местах где вылезли в воду.
Так же , бывали в работе у меня головки , по моему спортсмены восновном привозили , при обработке седел я видел характерный "медный " окрас , это очень редко , но бывает .( поправте ребята меня если кто знает что об этом ).
-
2
-
-
Одно посадочное попробовал , обварить и раcточить , даже опресовывать пока бестолку , так что результат пока неизвестен.


-
6
-
-
Проблемма скорее в чугуне , именно этой головки , так же не очень удобное место , плохо формируется сварочный шов не вижу четкого затекания , пенится бывает но это уже моя вина от перегрева .
-
Чем хуже? Пробовал заварить дефект или просто положить шов?
Нет не дефект , все седла впуск 5 штук варить под седлом по всему диаметру.
-
1
-
-
Спасибо, господа, коллективный разум как всегда побеждает.
Еще что бы заглушить трубку с одной стороны можно взять маленький "съемничек" на отверстие (вход-выход) ставится резинка-плотная , цепляется съемник за развальцовку(двумя или тремя лапками , смотря какой съемник) если такая присутствует , упираемся центром съемника в резинку и закручиваем .
-
3
-
-
диаметр проволоки 2.0мм?
диаметр 1.6 мм.
Пример выше чугунные кольца , с эмитировал как бы площадку под седло , есть две полки . Варилось нормально . Но взялся за головку , все намного хуже скажу я вам . -
.Пацаны решили расточить каналы.Расточили насквозь.
Да , спортсмены , обычное дело , частенько такое , и есть видимая дырочка , а вокруг фольга ))
-
2
-
-
- Популярный пост
- Популярный пост
Ребята выложу все тут в этой теме .
Блок БМВ-рядный , шесть цилиндров. Прогар и трещина


Гидрик (стакан под него ) больная тема для многих . Заваренно фото позже , с обработкой .


Плоскость коллектора

Головка Мерс , варили эту головку , варили с порами , в резултате "пробой" седла сгорели -вырезал , буду выгрызать и варить.

И самое интересное первый раз пробовал CUSI3 , по бронзе , переменка , по чугунным кольцам , и переменка и постоянка .


-
26
-
На АГНИ я кнопку расположил с внутренней стороны и момент включения намного удобнее,чем с внешней стороны

-
1
-
-
Шланг что бы налазил , с одного конца шланга , простл металическая заглушки , можни болт и хомутом его , другой конец на трубку и тоже хомутом его .Здравствуйте, господа. Кто сталкивался с опрессовкой кондейных трубок фордов?
Пара трубок Форд Мондео: http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_4634.JPG
Как заглушить эти концы при опрессовке? Противоположные концы прикрываются без проблем, через них же и азот подаётся, а эти надо просто временно заглушить.
-
2
-
-
Да я о тексте статьи..талантливый корреспондент у вас побывал
Молодой парень , видно что с интересом , распрашивал , а не так просто , сухо для "галочки" .
-
1
-
-
Это про то,как на Феррари клапаны встретились с поршнем? А потом к тебе попали?
Статья та , только феррари это не помню делал я или нет (поршни мне не нужны , не о чем не говорят , головка может и была в работе ), фото первая эта взято из их архива , остальные у меня .
-
2
-
-
Прочел, по сути спор ни о чем. Абсолютно все сварочные материалы(проволоки) - "специальные", универсальных нет. О чем спор так и не понял.
Я тоже , просто понял что один из спорщиков , захотел автора статьи на какой то мелочи поймать . Ну что же , да , все мы эксперты ))
-
2
-
-























Сварка чугуна ТИГ-ом часть 1
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем krech
Сравнение.
Три присадки
Панч , CuSi3 , МНЖКТ . Сваривались чугунные кольца (обрезки).
На первой фото где представлены 3 образца , сварка идет с одинаковым током ( примерно 180 А).
На втором фото , варил-паял МНЖКТ , справа шовчик ток уменьшил что бы (больше паять а не варить) , слева ток наоборот увеличил более 180 А .
Если присмотреться на левом шве (правой второй фотки) , где варил на большом токе , видно что идет сплавление чугуна , а присадка там не монолитом , как добавка .
(ну ребят как то так объяснил как смог , я как собака все понимаю объяснить не могу )