- Популярный пост


krech
-
Постов
1 942 -
Зарегистрирован
-
Посещение
-
Победитель дней
59
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
- Популярный пост
- Популярный пост
УАЗ 514
Дизельный





-
 1
1
-
 10
10
-
Ребята, извиняюсь что пишу тут, как всегда некогда.
Нужна магнивая присадка.
Помню но форуме кто то продавал.
А то появились блоки БМВ слоенные. Как бутерброд. ( так по простому объясняю)
Нужно их варить ( не сваривать свариваются две детали) а тут пробои заварить.
Ладно это лирика.)) если кто подскажет спасибо.
-
В 25.06.2024 в 08:11, Точмаш 23 сказал:
Это всплывает тема некой универсальной мастерской со минимумом необходимого оборудования,то бишь,помимо сварочного,надо иметь в одной мастерской токарный,фрезерный универсальный,сверлильный станок и всю необходимую к ним оснастку .Идея хороша,кто бы спорил.Надо быть и токарем,и фрезеровщиком с разрядом не ниже пятого в одном лице. Условно,к десяти метрам производственной площади надо добавить двадцать метров складского хранения оснастки . Для этого оборудования,а оборудование должно быть промышленным,а не бытовым,нужен объем работ,притом объем не планируемый,а реальный. Допустим,есть объем работ с головками-15-20 штук восстановить резьбу. Легче всего сделать кондуктор для сверления-в трех отверстиях закрепил,а четвертую прогнал по направляющей.Это если головки однотипны-очень просто и очень быстр. Сделать цековку под Ф 14? Можно,все можно,только,где это все хранить,и когда это в следующий раз пригодиться. Поэтому,нужна мастерская,которая занимается мех.обработкой ГБЦ -узкоспециализированная . Весь вопрос в такой мастерской с хорошими специалистами,а с этим в России уже очень сложно. Оборудование может быть осталось,да специалисты заканчиваются.
Все это есть и оборудование и специалисты , рук не хватает , очень большие сроки работ получается.
А так у нас весь станочный парк , и с амерbканской линейкой Sunen .
Вернее два станочных парка (каждый станок про дублирован таким же ))
-
1
-
1
-
-
В 05.08.2024 в 12:44, copich сказал:
так это же никасил и т.п. покрытие. Если правильно понимаю. Гильзовка будет или восстановление покрытия? Про восстановление, тема актуальная. Хотелось бы понять как и чем это возможно сделать. А вообще, предстоящее количество работы - КОШМАР!
Еще раз привет , всем. Две крышки заварил уже давно , блок еще в работе в очереди ибо очень много их у меня с похожими работами.
Да , будем гильзовать блок. ну естественно все что выварю и площадки под форсунки и под их крепления , будем фрезеровать.
-
-
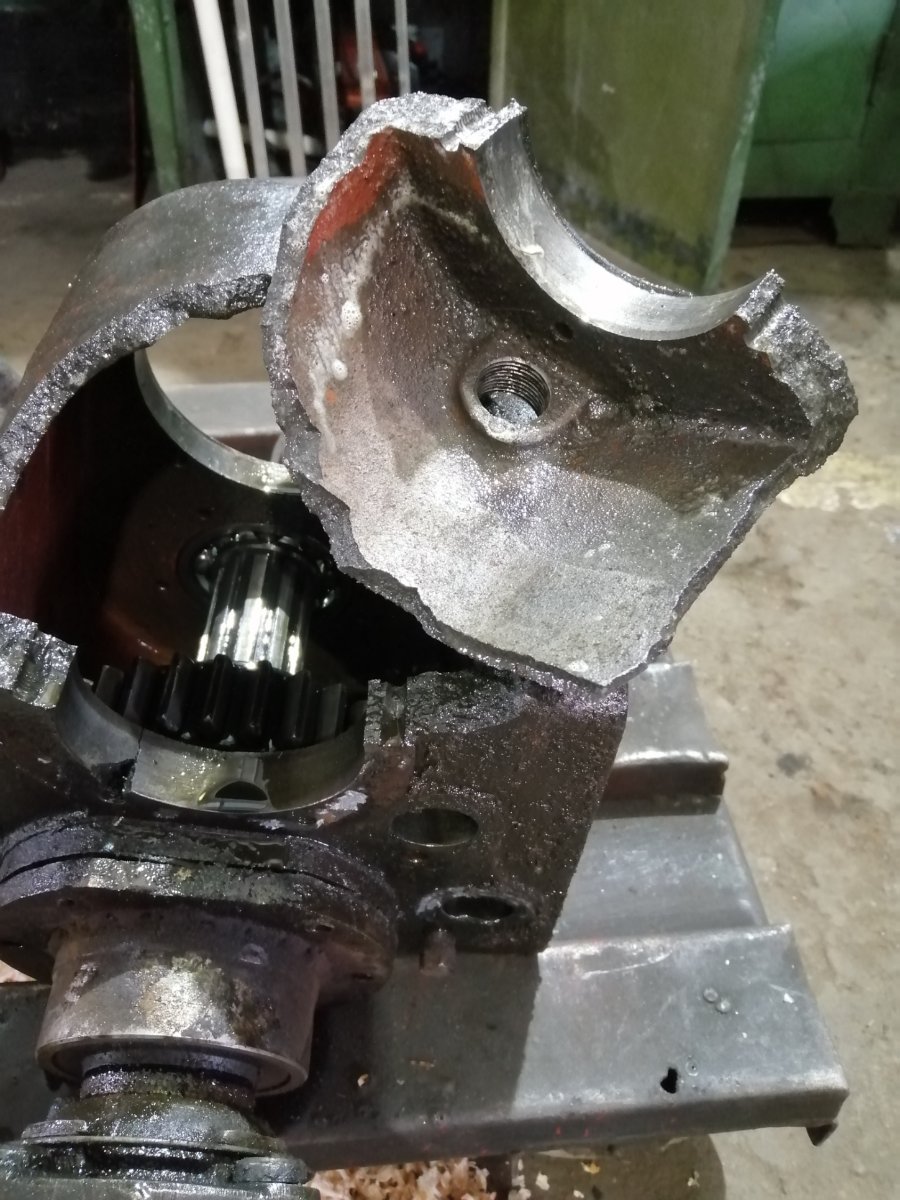
В 06.04.2024 в 15:01, Morvein сказал:
Здравствуйте нужен совет специалистов разорвало картер механизма обратного хода возможно восстановить или под замену материал чугун, за новый цену ломят по 30 шт.





Там нет давление , масло разбрызгиванием тока. Заварить можно , но восновном потом проблемы со станочкой , расточкой.
-
В 01.04.2024 в 13:34, Точмаш 23 сказал:
Проковывать этот шов нужно? Шов это так,на скорую руку с разделкой с двух сторон. По сути это уже криволинейный шов с соответствующими напряжениями длинной порядка 100мм /5мм. Нужна проковка или нет? Это я к "молотобойцам", а не только к тебе.
![IMG_20240401_120813[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/140964589_IMG_20240401_1208131.thumb.jpg.1e34dd945db7eb8c9bcd6110581542e7.jpg)
Конечно не везде нужно проковывать , где нет напряжения и потяжек . я обычно называю это так . Если отломан фрагмент и он не за что не цепляется , что бы не было напряжения . Ели только за воздух.
-
В 24.03.2024 в 21:38, Точмаш 23 сказал:
Ты бы в следующий раз лучше не торопился. Фаска на корпусе должна быть снята на 3/4 толщины. Стальная вставка должна быть отожжена и иметь слегка выпуклую форму-постепенно осаживая ее во время сварки,снимаются напряжения. В твоем случае,св.шов будет работать на срез(подкалочный слой),а не на растяжение,если бы была сделана разделка. Учитывая,что зона подкалки /мартенситная прослойка/ будет составлять не две десятки,а больше при тиг-сварке,да еще ты молотком постучал по этому шву,раздалбывая мартенсит,а он очень хрупкий,что может привести к отколу. Часто это происходит на подварочных швах,где напряжения распределяются таким образом,что край шва отрывается от чугунной основы.В следующий раз не торопись.Мораль сей басни такова-не забывай о разделке.
Привет , если внимательно смотрел видео то заплату выгибал как по диаметру , так делал выпуклость что бы осаживать . ее и осаживал . ( но из за этого долго подгонял что бы все встало на место) все подгонки убегают .
Дальше . варю не первый десяток лет , и принимаю решение как разделывать , на 3\4 толщины или меньше , вижу что большой проплав и перегрев на такую толщину чреват большим отбелом , и с последующим растрескиванием чугуна . иду другим путем .
Все работы у меня чисто на практике , чугун весь разный .
Молотком я еще постучал по этому шву)) что не нужно было ? это расковка , чеканка , снятие напряжение шва , так же при осадке заплаты. Если этого не делать то потяжки большие .
Могу швы положить одна красота , но без расковки чревато , большой рис что треснет чугун.
-
1
-
-
-
Колокол ,чугунный ,от трактора









-
2
-
6
-
-
Дополз до дома , фото выше выкладывал , щас пытаюсь видео воедино собрать их 18 по этму блоку .
это только одно ))
-
5
-
-
К своему стыду узнал только сегодня . Часто с ним созванивались . Очень ошарашила новость. Редко щас захожу на форум .
Эх .. Ну нет слов . ребята .
-
3
-
-
18 минут назад, БукВарик сказал:
krech как всегда занимается глубинным бурением!

Многие говорят проктолгией ))
-
1
-
-
-
Трудно что то мне щас орентироваться хотел текст добавить к фото .
Не получилось.
Вечно я тороплюсь. Все некогда .
2 и 3 Фото лодка из Сочи
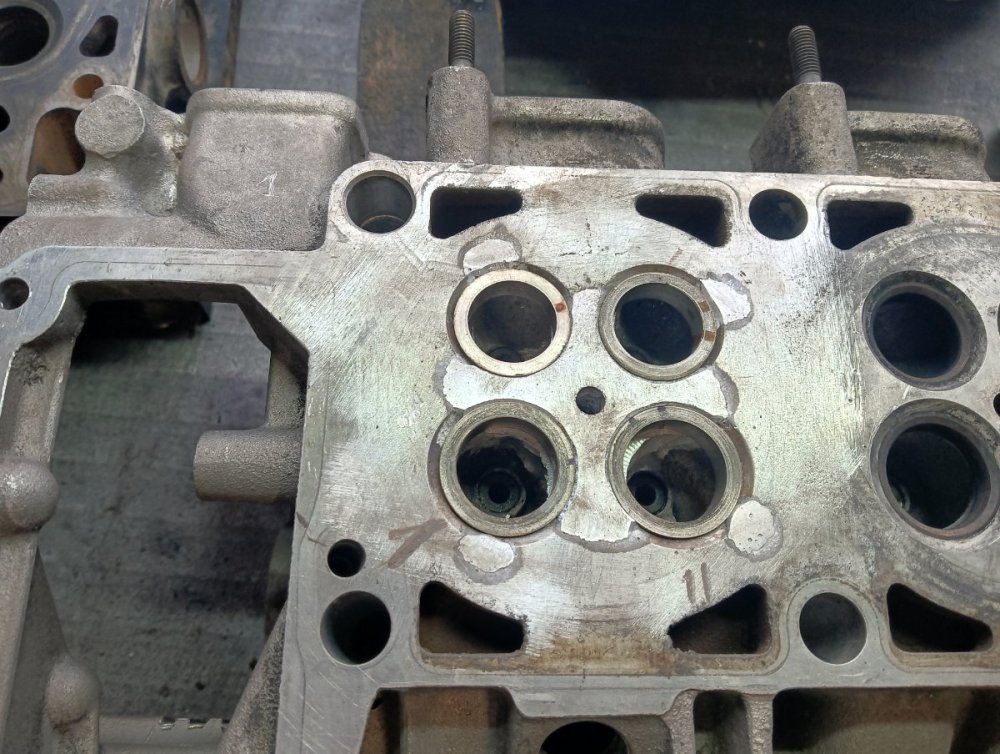
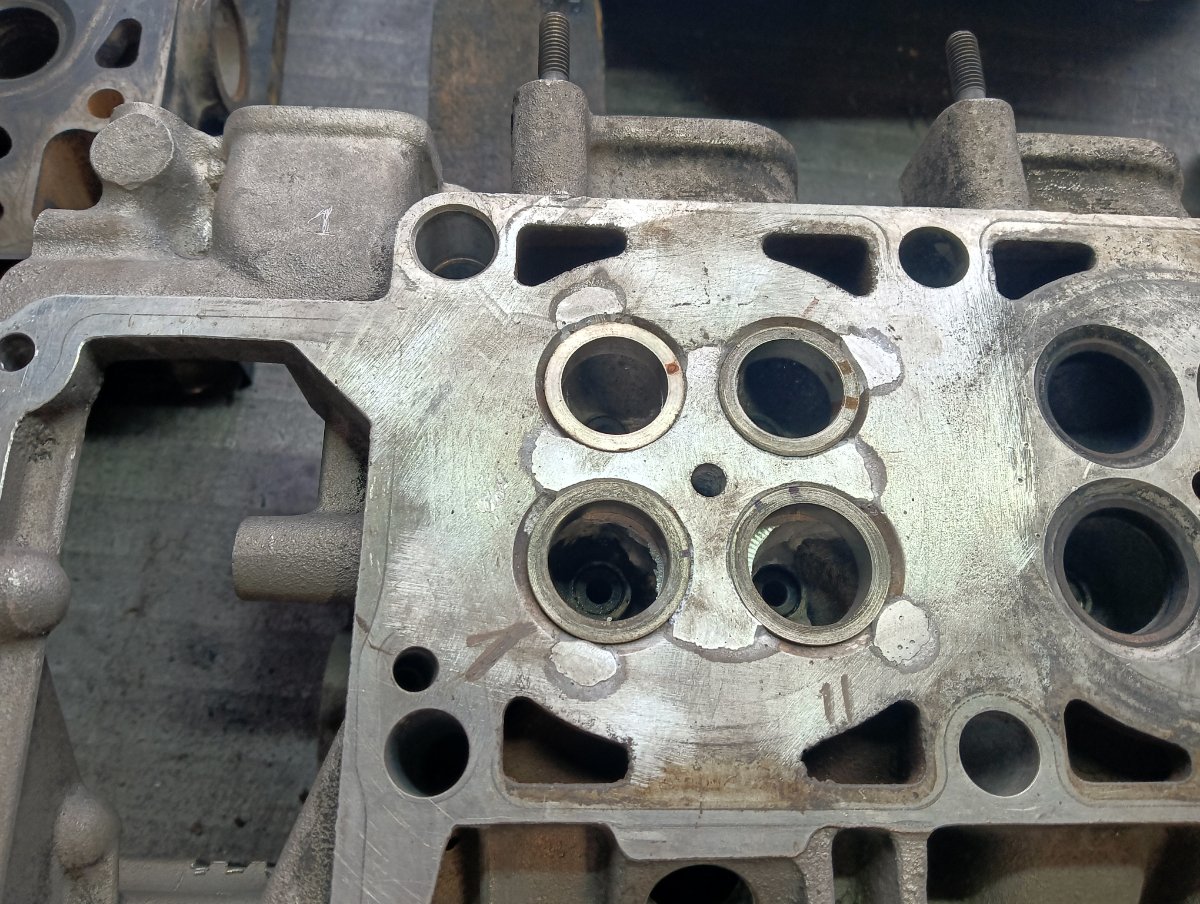
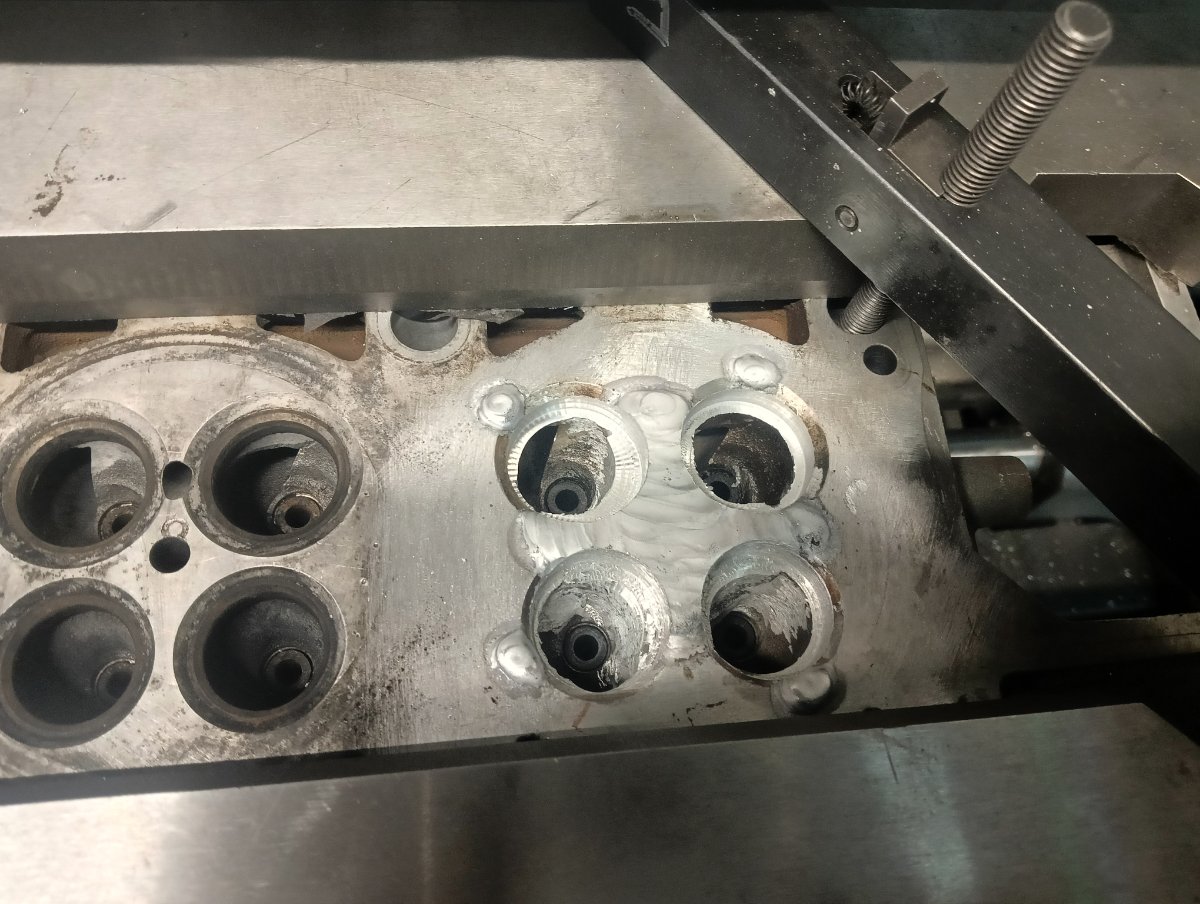
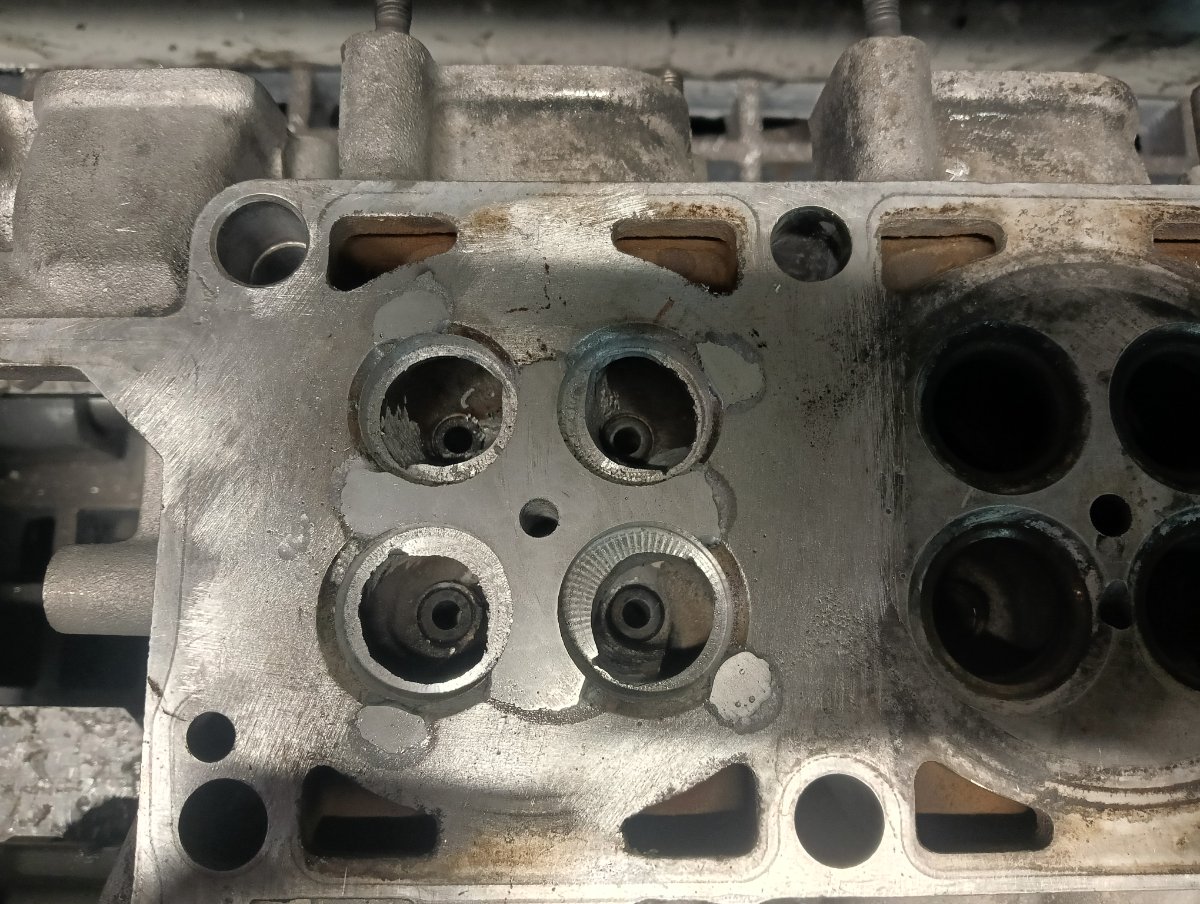
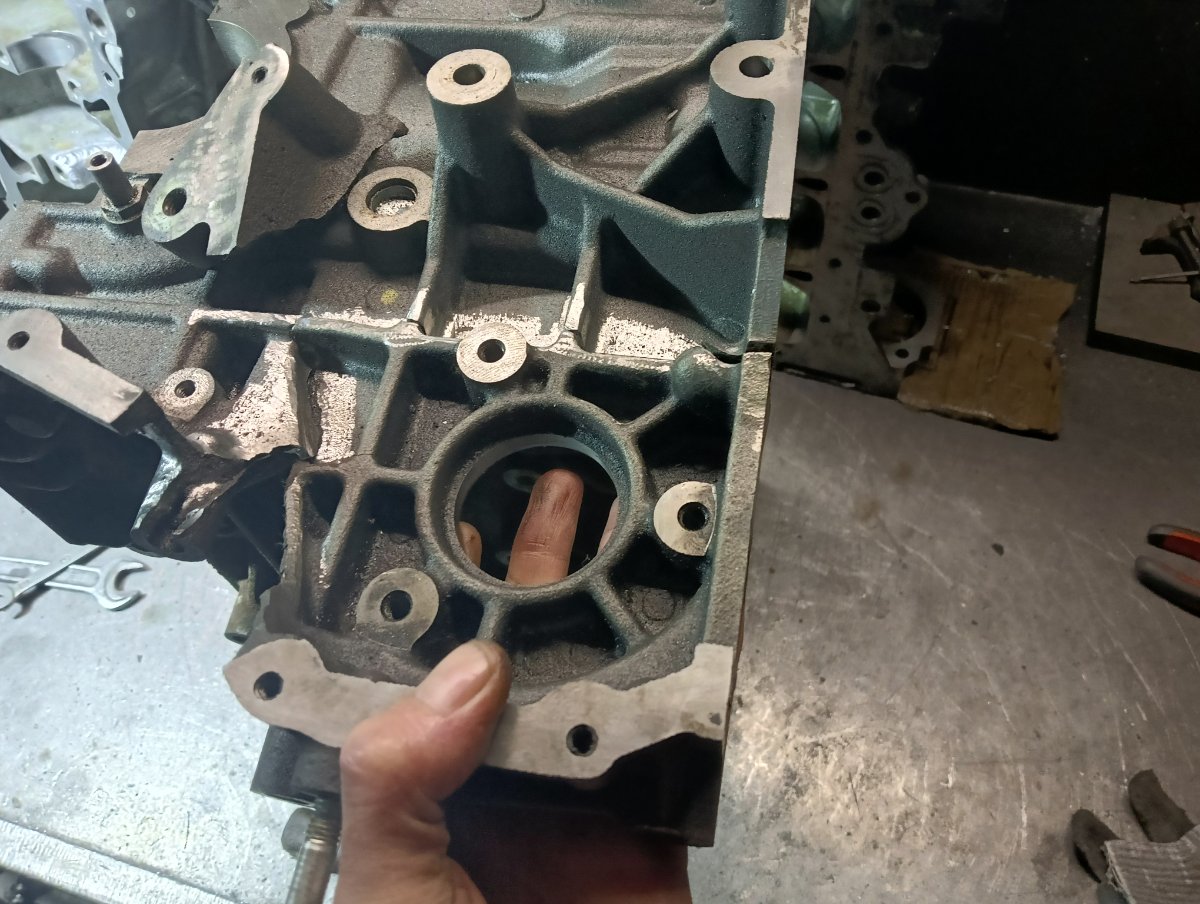
1, 3,4,5,6 Фольцваген Т-5 вечная проблемма не правильной сборки .
Часто варю. Рвут каналы через которые шпилька проходит , крепления гбц и крышек колен вала.
Этот экземпляр намного интереснее ибо , пытались ремонтировать , втулить , все вскрыли внутри по мимо трещин еще и дырищь наделали. Увеличили по диаметру ,и по длине колодца вообще в два раза и на герметик поставили , сифонило из всех щелей.
Но они втулкой перекрыли масляный канал и еще герметика туда набили.
Вообще красота , масляные магистрали заглушили а по воде бежит еще хуже , из всех щелей .Так трудно обьяснять на видео рассказываю подробнее , тут только фото.
И последнии две фотки , голова БМВ , дорогая говорят очень .
Трещины в выпускных коллекторах.
Машина нагруженная , заряженная , три турбины.
-
2
-
-
4 минуты назад, Точмаш 23 сказал:
Значит,так и заходи. Ты зашел под своим ником,писать сообщения можешь.
Да вроде могу.
-
-
Ребята по прежнему не могу зайти путево на форум .
Щас из дома через хром выкидывает , нажал вкладку инкогнито и зашел.
-
-
Художеством все занимаюсь ))

-
6
-
-
Колектор, каждый разный иной не верится вообще.
Другие норм.




-
7
-
-
Пока отказался делать, много выставлять, три плоскости. Помимо под помпу, и две бабушки резбовые.это чугун.
Два часа зачищали, ладится, перепад пдоскости в 2 мм. Даже не прихватывает.
Вообщем работа не столько по сварке, сколько по подгонке
-
-







![IMG_20240401_120813[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1347546492_IMG_20240401_1208131.jpg.e751c7ff6c500a25c0d2b4bb949f6951.jpg)

























Сварка деталей двигателя, трансмиссии и подвески
в Сварка в ремонте автомобильного транспорта
Опубликовано
Конечный результат