krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
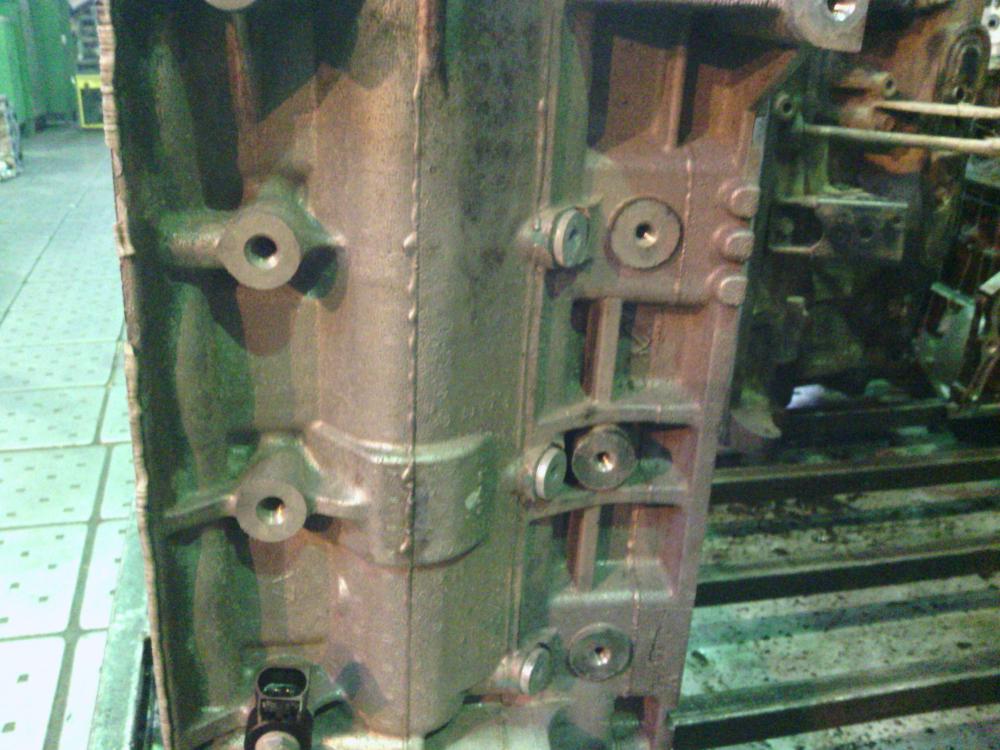
Да , я видел , я и нижнее фото справа сделал где видно стуктуру литья .
-
Вот этот блок .

-
Я тоже планирую 12 числа там присутствовать .
-
Решил попробовать отснять еще материал . Но опять плохо видно , ванну , как "кладу присадку" , света наверно не хватает. https://www.youtube.com/watch?v=hkPKfx3JAdE
-
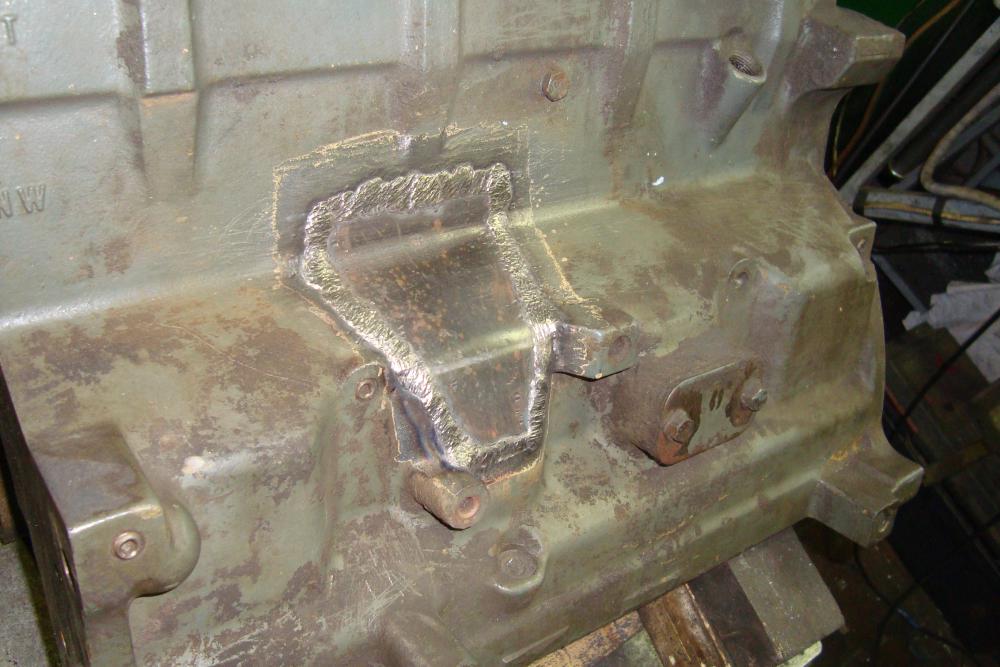
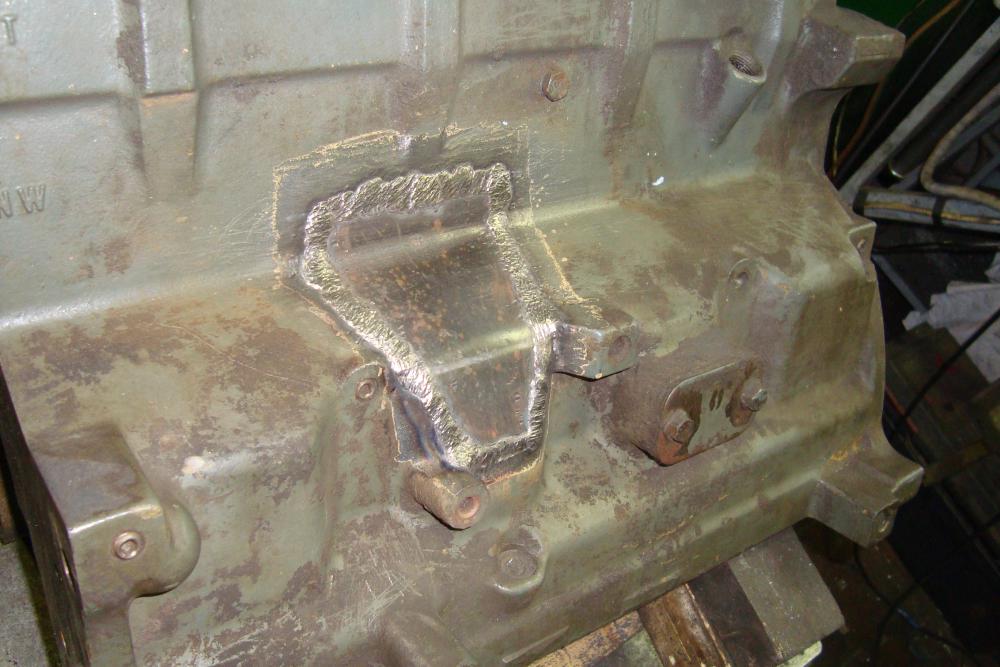
Толщина заплаты 4мм .
-
Как обычно , ТИГ сварка , варил Панчем , ньюансов много , заплату как можно плотнее , идеально (но это высший пилотаж , очень трудоемко и долго ) это вырезать и изогнуть заплату по размеру , чуть больше , и потом на блоке снять фаски(как бы конус по всему периметру ) и вогнать заплату с натягом туда .
-
Нет , мне сказали , но можно уточнить , что это Шевроле каптива.
-
Ну вот руки дошли и до блока о котором говорил в посте http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=233872 Извините за большое количество фоток , ну как бы поэтапно.
-
Блок , чугун , более подробно , поэтапно в теме Сварка в ремонте автомобильного транспорта Сварка деталей двигателя,трансмиссии и подвески
-
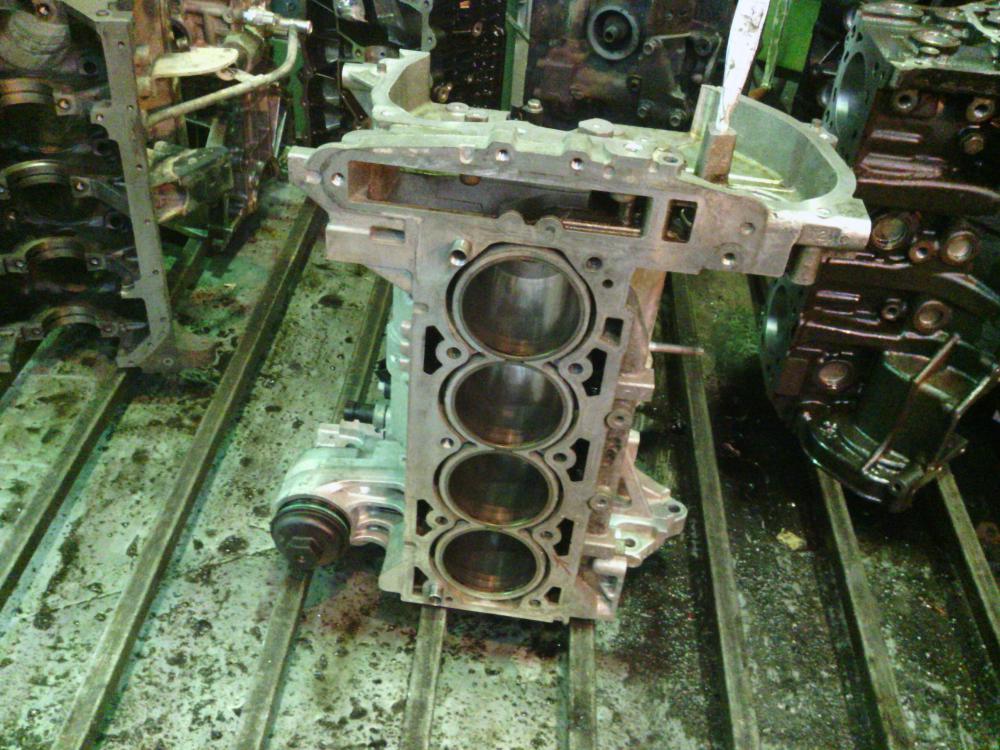
Тут на днях блок опресовывали , алюминиевый , так вот я первый раз столкнулся с таким экземпляром (если не изменяет память ) . опресовали он течет по воде , но трещины расположены глубоко в водяной рубашке охлаждения цилиндров . Добраться при желании можно , вырезав почину и потом вварив обратно , или сверху вырезав масляный канал , и потом естественно его придется востанавливать. но суть не в этом , не пойму что за сплав , нет маркировки , структура такая , внешне , как будто спресованые шарики . И сам блок "как бы сварен" из трех частей , литье такое , три формы соединены будто сварочным швом . Варить не пробовал.
-
Многие крышки ,распред вала этим грешат. Варишь а из них сочится масло , прям ручьем .
-
Дмитрий не переживайте , с Вами думаю все в порядке в плане профианализма , если можно поподробнее что за контора , где находится может сайт у них есть ?
-
И сколько клиенту обошлось теперь уже , надеюсь не 300 рублей ?
-
Панч
-
я так делаю . выборочно оставляя стеночку не разделывая насквозь но кончы трещин засверливаю. также обязательно провариваю потом изнутри сплавляя что бы был монолит. А полочку эту я оставляю скорее для того что бы меньше тянуло что бы при сварке не было потяжек на смыкание. как бы упор . распорка.
-
Клапан зажимается пневматически , и с учетом выработки я по соткам подаю клапан к камню , износ конечно будет , камня , но там есть "правило " периодически камень правлю . Правило видно , на фото если не запускать видео , оно между камнем и пневматикой , в поднятом положении , когда нужно править камень , опускается , фиксируется , и правится . Так же где зажимается клапан , это поворотная конструкция , угол снятия фаски можно регулировать 45 градусов 30 , вообщем сколько нужно .
-
Ну я там жал судорожно )) на какие то кнопки , вроде что то по поводу монетизации , но там вывесился талмут , типа договора , описания что это и как работает , до конца вроде не проходил , плюнул , мож само уже по умолчанию )) Вообще они мне уже бабок должны там что то типа 30 просмотров
-
По срезу , слома , похоже на чугун.
-
Там два ролика , и на обоих музыка , первый прошел без проблем))
-
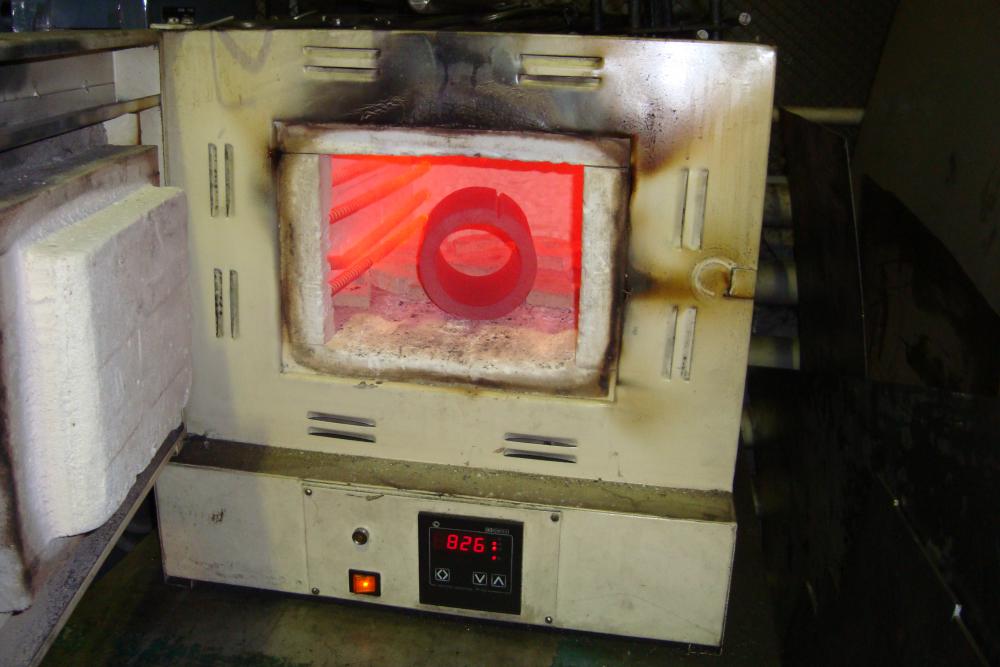
Просто , опыт , было интересно разогреть до красна .
-
Я не ставил его на монетезацию .
-
И еще , странно , хотя ... --------- с акунта в ютубе --- Ваше видео заблокировано в некоторых странах. В вашем видео найден контент, защищенный авторским правом. Согласно политике правообладателя ролик заблокирован в некоторых странах. Ограничения на просмотрВидео заблокировано в одной странев частности в Германии----- к чему бы это ? Наверно звуковая дорожка , так и знал нужно было самому петь !
-
Врешь , не возьмешь )) пришлось освоить чуть , "выкладку роликов" скоро СТРИМ буду делать , онлайн по сварке )) https://youtu.be/gNehEpqEoZk Чугун то после остывания , покоричневел , но я честно водой его не поливал , это не "ржа".
-
Так же добавлю сюда , то что я ранее выставлял в теме "сварка чугуна ". Подогрев в печи 850 градусов , сварка панчем , и медленное остывание. После фото , проба сверление шва , около шовной зоны , и "проба на напильник". https://youtu.be/gNehEpqEoZk
- 310 ответов
-
- 15
-

-
Небольшое видео , что бы понятнее был процесс. https://youtu.be/NDk9HucWYJU
- 310 ответов
-
- 10
-