krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
Решил создать тему , ибо не нашел куда выставить лучше. Стали обращаться , изредко с нестандартными (моей специфике ) работами. Это как мне объяснили канделябры , подсвечники. На первых двух фото , на столе у меня маленький "пробничек" , отрезал от бронзы два маленьких кусочка толщиной приблизительно такой же как придется варить (шейки канделябра.) и попробовал на двух бронзовых прутках , видно они еще не остыли-красные. Самое сложное было выставить ровно , первый варил не в тисках а подставлял разные подпорки , в итоге от нагрева прогнулось , приходилось греть опять и выгибать-ровнять. Второй уже быстрее в тисках. Вообще муторное дело , если брать в расчет потраченное время и оплату , ибо клиенту кажется что там маленькие шовчики положить .

- 171 ответ
-
- 12
-

-
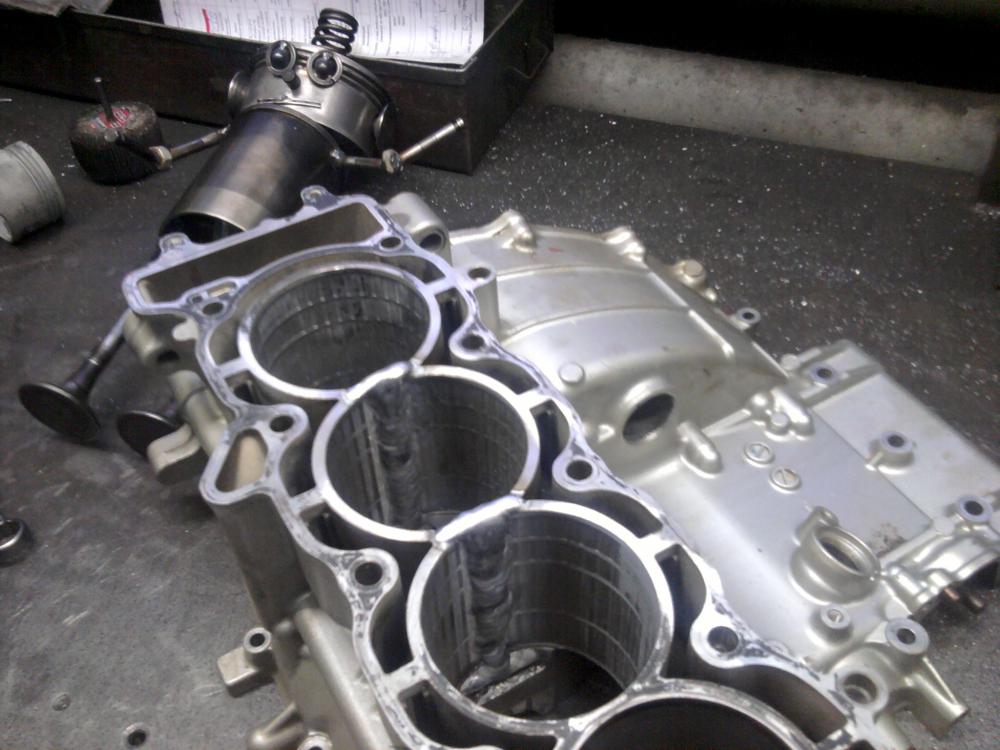
Головка ну дальше заварил . Блок разбило шатуном с обоих боков. Блок алюминь , большой - старый свищь появился в полости охлаждения цилиндров. Засверлил-заварил (поверте на слово).
-
Ну чтож я тоже так варил год назад или более , апарату уже десятки лет , все когда то выходит из строя. Я же не говорил что Тир плохой аппарат.
-
Спасибо.
-
Машина ТИР 315 , видео ? там настроек то особо нет , сниму попробую сегодня на телефон , не думаю что это поможет , и где то тут на форуме мы обсуждали уже мою проблемму .
-
Можете кидаться в меня камнями , но многие знают что у меня почти такая же проблема , где то больше года уже , я забыл как выглядит "хороший электрод" с гладким блестящим шариком , постояно грязный и черный и бывает розочкой раскрывается , так пока и варю , и чувствую что не так варит , на постоянке не так мягко , и на переменке не то (обьяснить не могу , я как собака все понимаю сказать не могу). Так и варю... дело думаю в аппарате ...Может в будующем решу эту проблему покупкой нового аппарата )))
-
варит хуже
-
Настройки мне трудно озвучить у меня аппарат ТИР 315 на "ампераж" не смотрел , амперметр на самом аппарате который от меня отвернут и мне стрелочку не видно. Нет так же импульса не меняю частоту и все и что там еще бывает на современных аппаратах . Могу сказать лишь одно подогрел градусов 200 . и варю смотрю как плавится метал , образуется ванна если приблизительно может ампер 200.
-
Наверно когда в карман кладешь , что бы ближе к телу прилегало.
-
Приезжала машина ( маленькая , марку точно не помню , девушка ездит ) фольцваген по моему , тоже течь , я когда разделывал бочину блока в районе цилиндра , снизу -рубашка охлаждения , то поразился (я уже где то по моему писал об этом) там толщина стенки , заводское литье около 1мм в некоторых местах. Ну рану я залечил , и продублировал еще в одном месте с противоположенной стороны , где было тонко , что бы и там не треснуло .
-
Ну как бы сказать , я просто на фото не разгляжу , но поверхностная заварка трещины , устранит течь тока наружу , и то на время , мы же не знаем не видем что там внутри , если на подобие как в моем блоке то трещина идет по стенке блока далее масленный сливной канал и далее треснут резьбовой колодец крепления головки. И так по наружи течь антифриз не будет , но так как масляный канал треснут , и это сливной там давления нет , и значит будет передавливать не масло в антифриз , а наоборот антифриз в масло и далее , головку вы толком не прижмете (затянете к блоку) так как там трещина и при затяжке она еще больше раскроется и скорее порвет все еще более печально . Нужно вываривать все монолитом на всю и более толщину заводских стенок блока , масляного канала , резьбового колодца , соответственно после разделки , что бы удобно было подлезть и все это выварить .
-
Ага я как то варил себе самогонный аппарат , когда в КБ работал , так он несколько лет простоял в кладовке дома у меня , не опробованный , подарил его потом .. Хотя было любопытно что получится выгнать .))
-
А мне тоже привезут на новый год коньяк из Казахстана (наверно такой же ) , из Петропавловска .))
-
Валера а плоскость клиент буде проходить на колекторе или у тебя есть возможность .
-
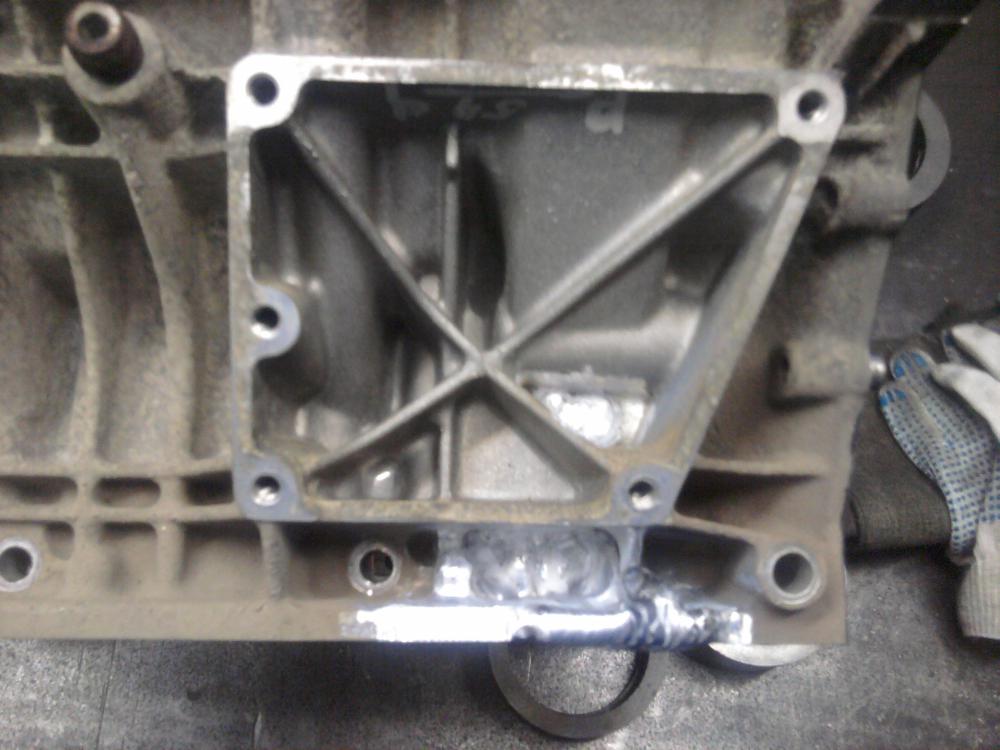
Этот Блок пришел (прилетел самолетом ) из Хабаровска . Небольшие пробоины с двух боков , трещина плоскости крепления поддона . Сегодня пришел еще один но фото не делал (V-6) Мерседес) треть блока разбило шатуном , осталось V-4 Работа по тому блоку большая , если клиент даст добро делать сфоткаю.. до и после работы
-
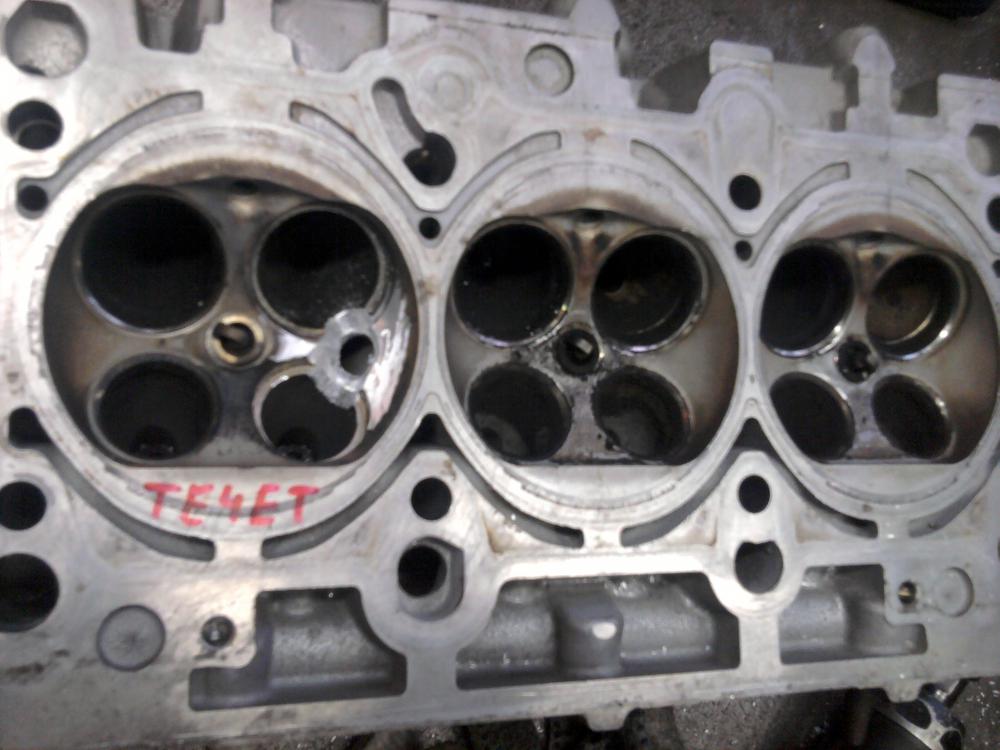
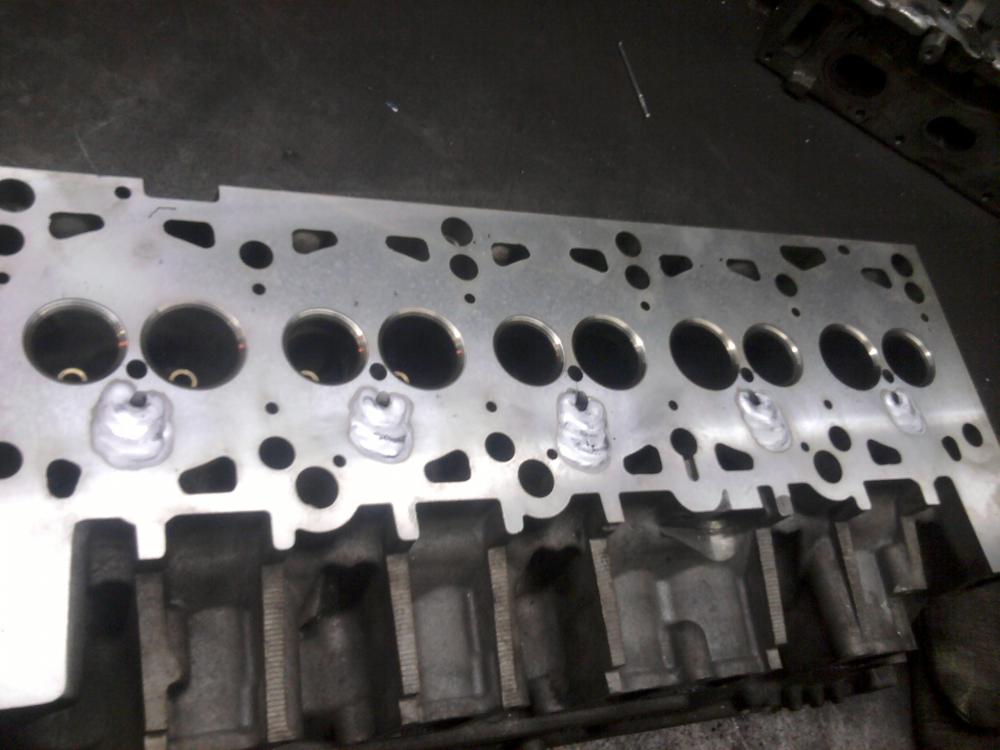
Головка одна из тех наверно что были выше , но тока заварена и расточенна без седел .
-
Не )) не купили пока старым мучаюсь , а работы ? да так постоянно , просто не все я фоткаю и до компа добираюсь что бы выставить тут , а то завалю весь форум ))
-
Колектора , Мерседес грузовик .. деталь дорогая Уши крепления Варил к родному телу Панчем , усилял наваливал сверху (для мяса) , полуавтоматом .
-
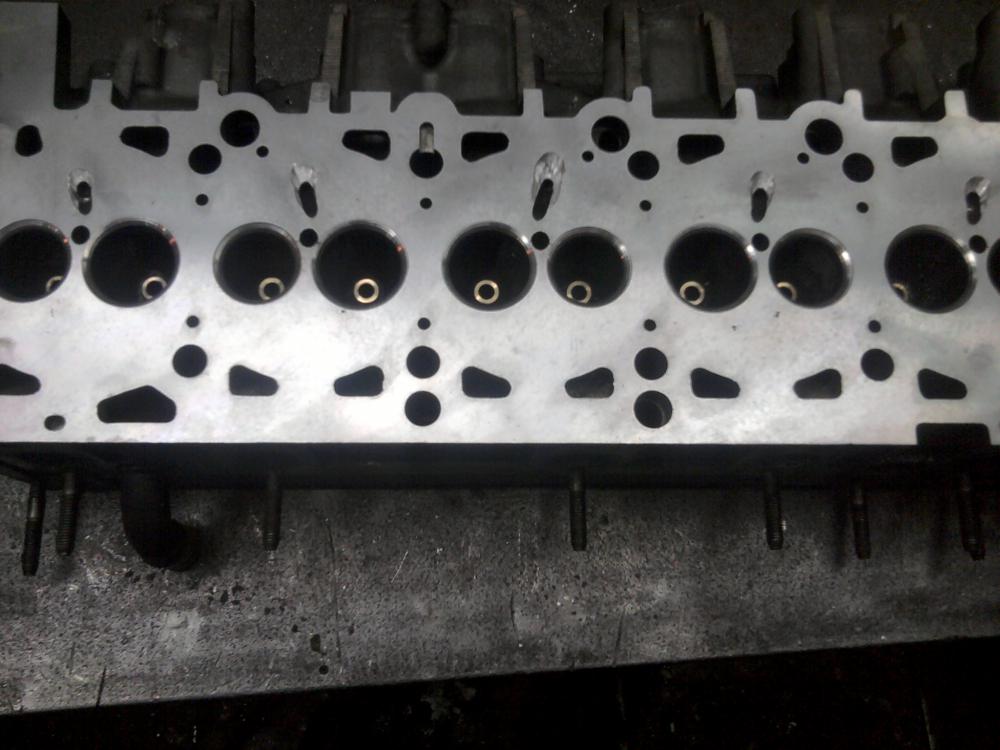
Головка Фольцваген , 5 трещин -5 цилиндров . До этого была притерта , плоскость отфрезерована . Но клиент захотел заварить трещины от свечного отверстия , пришлось варить , плоскость заново делать и естечтвенно повторно притирать , ибо , Вакуума , не было , потянуло ))
-
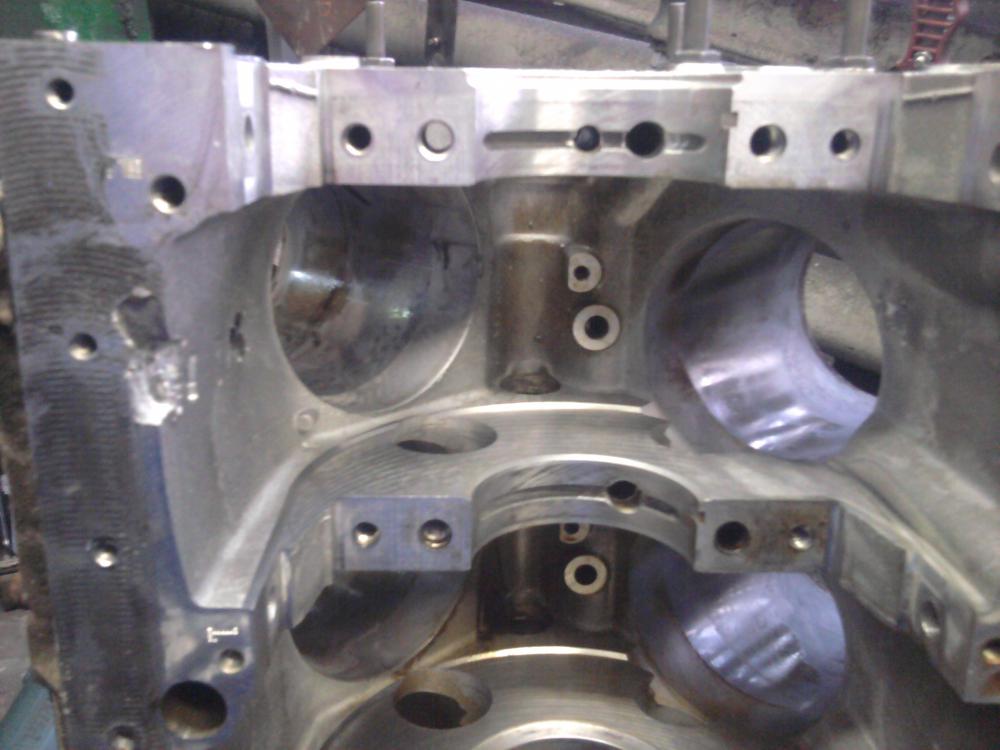
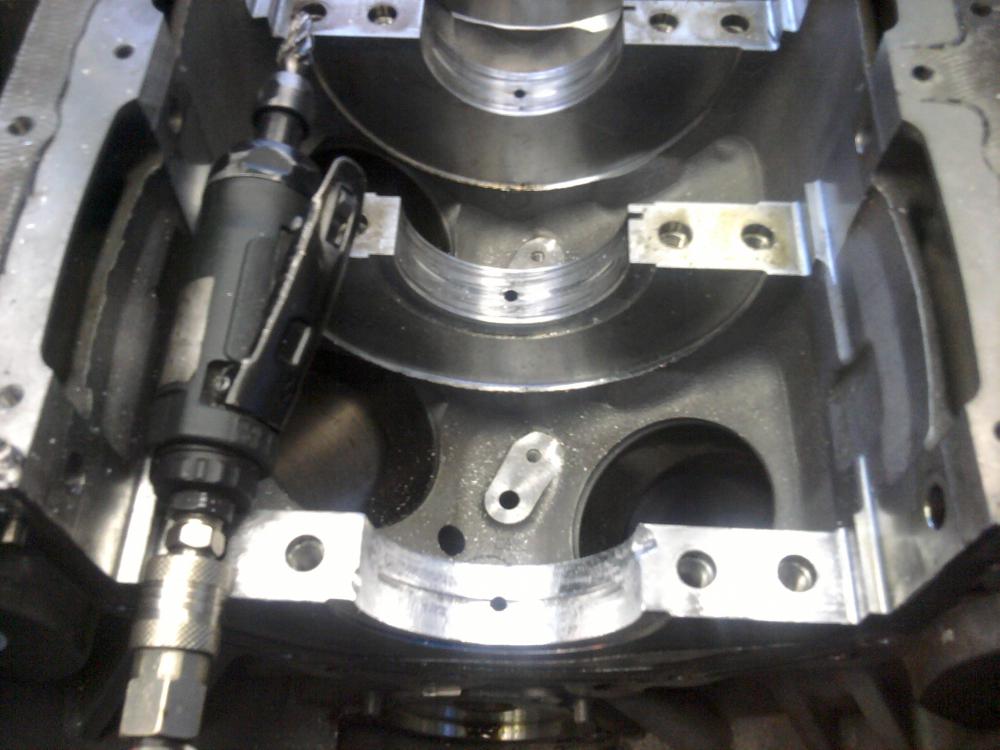
Постель уже алюминевый блок .
-
Блок чугун , бабышка крепления или навесного но скорее лапы .
-
Блок Алюминия , разбило две бочины шатуном , много подробных фоток делать не стал , некогда , выварил юбку отколовшуюся , слоями с проковкой что бы не вело около постелей . За юбкой масляный канал , нужна герметичность . По этому тяп-ляп приварить кусок не вариант.
-
Снегоход , трещины внутри цилиндра.
-
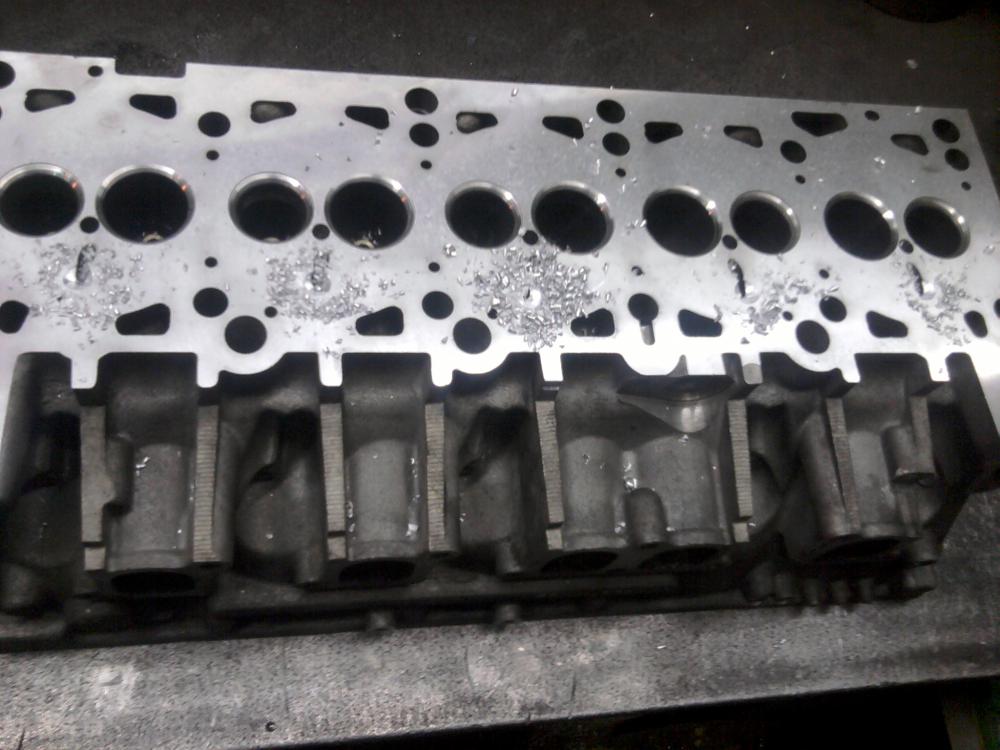
Трещины меж седлами , уже заварены и обработаны и седла изготовлены , нарезаны и притерты .
-
Немного постелей , блок чугун , варил Панч.