krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
Ух ты , во дает , чудо какое то , а что там было ?, царапина , не трещина , уходила от плоскости под сдедла к направляющим втулкам клапанов .
-
Из нутри дотянулся ? Проварил ? ))
-
Блок , Чугун , отломана - срезана ? Бабышка крепления кранштейна. Постель отдельно (по моему от этого блока) Постель (в продолжение блока которого тут уже показывал с заплатой и ребром жесткости) в масляный канал вставили трубку и обварили.

-
.Я бы поспорил , прочность , на таких чугунных ушах , после сварки , и усиления , гарантирую , больше чем заводское литье .
-
А еще Джигурда побрился )) трудно узнать его в этом образе
-
На вторгм фото варил МНЖКТ 2мм, мех обработку не пробовал.
-
А меня где не разбуди , и спроси я все одно 4043
-
Сравнение. Три присадки Панч , CuSi3 , МНЖКТ . Сваривались чугунные кольца (обрезки). На первой фото где представлены 3 образца , сварка идет с одинаковым током ( примерно 180 А). На втором фото , варил-паял МНЖКТ , справа шовчик ток уменьшил что бы (больше паять а не варить) , слева ток наоборот увеличил более 180 А . Если присмотреться на левом шве (правой второй фотки) , где варил на большом токе , видно что идет сплавление чугуна , а присадка там не монолитом , как добавка . (ну ребят как то так объяснил как смог , я как собака все понимаю объяснить не могу )
-
О это помоему в каждом дворе было , начерчено на асфальте .)) У девочек резиночка , прыгали а мальчики квадрат , банки ))
-
Если имеется ввиду разделка (фаска) между заплатой и чугуном , то пришел к выводу что она практически не к чему (но не во всех случаях , зависит от толщины металла ) , чугун проплавлять (греть) - перегревать нельзя. Заплату даже изнутри не провариваю , черевато .!!!(и так кувалдой замучаешься отрывать) Только силовые фрагменты варю по кругу .
-
Поздравляю !
-
Блок чугун Разбит цилиндр , юбка (шатуном), разбита постель , трещина , дыра в бочине как обычно , и сломано ребро жесткости. Нечайно сюда и головка алюминевая залетела , БМВ сломало отверстие под ось -выварил.
-
Глушил коллектора , 2штуки алюминь , 2штуки чугун.
-
Поздравляем от души , счастья и любви ))) (мы тоже 3 числа , отметили год совместной жизни-официальной )
-
Наверно , опечатка ? я изделия в печке грею перед сваркой , минимум подогреваю 240 градусов . Какая сварка на 100 градусах ? Может режим сварки , не превышать более чем на 100 градусов от того или иного значения ? ========== http://taina-svarki.ru/svarka-chernyh-metallov/svarka-austenitnyh-staley.php тут почитал , сварка этих сталей очень хорошая , подогрева и термообработки не требуется ..
-
Ну хватит ребята , мозг уже кипит , у меня так вся работа встанет если я буду ходить вокруг шва и решать уравнения , и измерять термометром температуру околошовной зоны . ( а это Вам зачем , ? простите. )
-
белым маркером написал . в точности то что обозначено на этом поддоне.
-
Панч тоже неважно ложится на тот чугун , порится , вздувается.
-
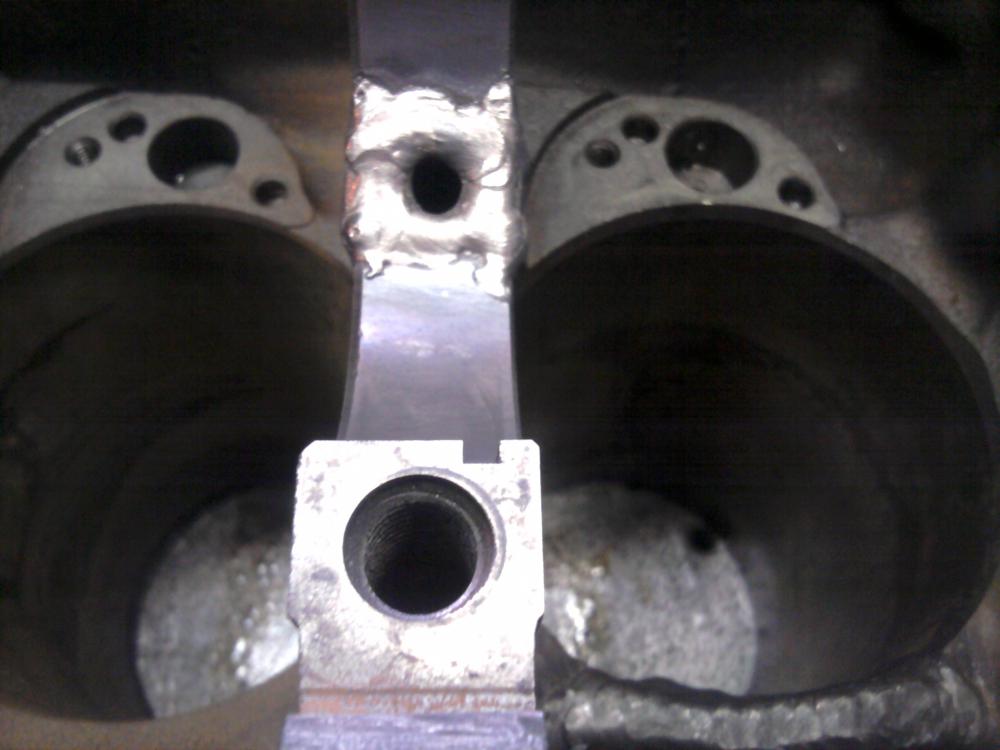
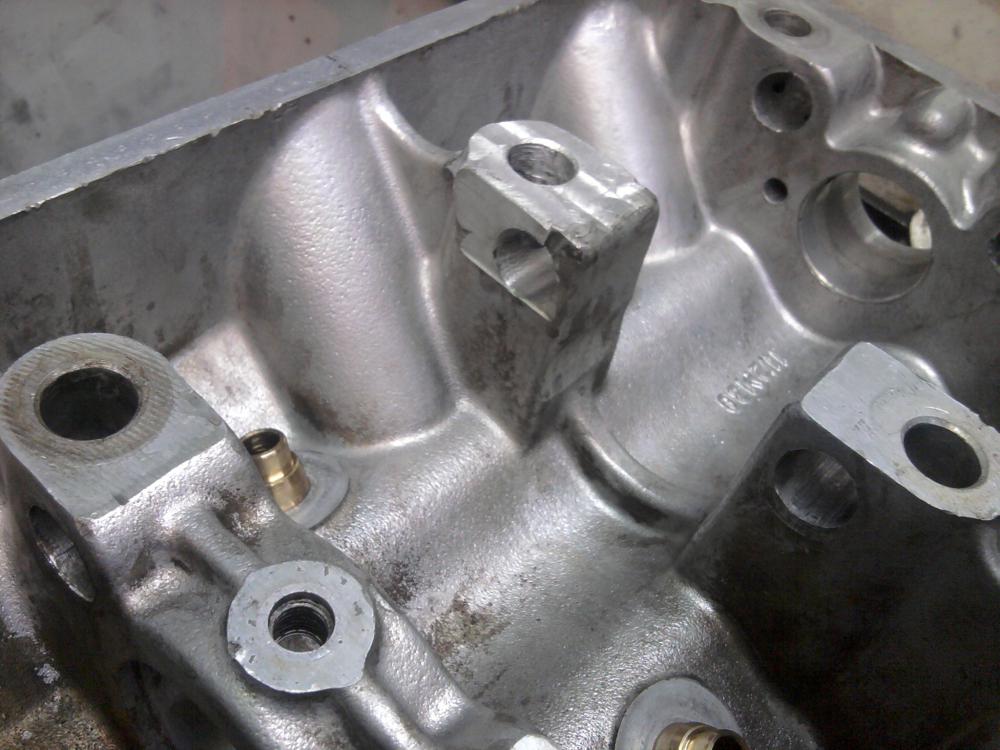
Ну все делается методом проб и ошибок , я практик , пробую порой одно или другое на подсознании на интуиции , и конечно советуюсь с ребятами тот кто в теории силен , и решаю как поступить . По поводу рискованно варить медным сплавом . Ну я думал об этом , во первых это седла впуск , а не выпуск , там температура меньше . Посмотрев на головку с торца видны "технологические" отверстия через которые производились сверления , для каналов охлаждения , вылезли в воду восновном там , остальное "тело" по диаметру (будем надеется) сидит жестко. И наварка -наплавка , только что бы приподнять упорную поверхность и герметичность в местах где вылезли в воду. Так же , бывали в работе у меня головки , по моему спортсмены восновном привозили , при обработке седел я видел характерный "медный " окрас , это очень редко , но бывает .( поправте ребята меня если кто знает что об этом ).
-
Одно посадочное попробовал , обварить и раcточить , даже опресовывать пока бестолку , так что результат пока неизвестен.
-
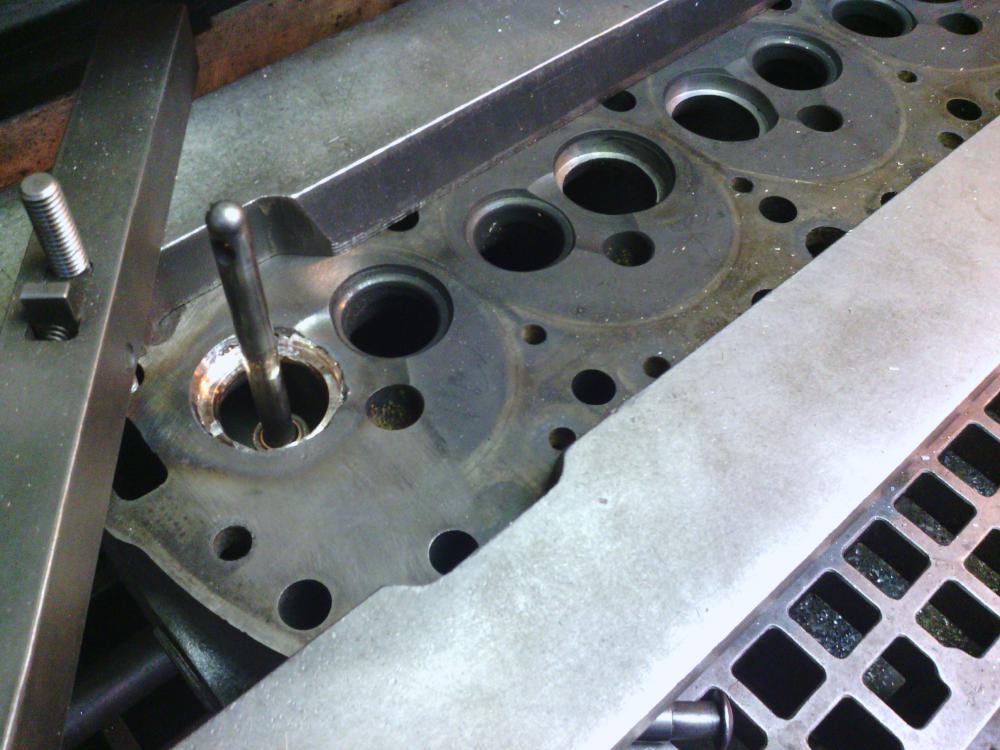
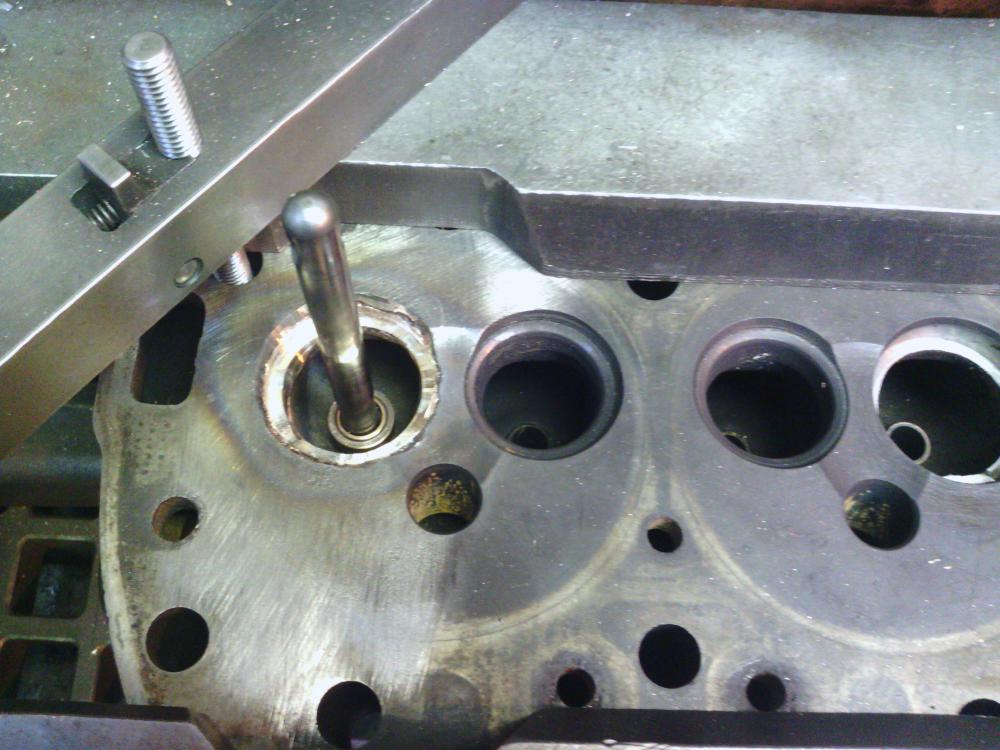
Проблемма скорее в чугуне , именно этой головки , так же не очень удобное место , плохо формируется сварочный шов не вижу четкого затекания , пенится бывает но это уже моя вина от перегрева .
-
Нет не дефект , все седла впуск 5 штук варить под седлом по всему диаметру.
-
Еще что бы заглушить трубку с одной стороны можно взять маленький "съемничек" на отверстие (вход-выход) ставится резинка-плотная , цепляется съемник за развальцовку(двумя или тремя лапками , смотря какой съемник) если такая присутствует , упираемся центром съемника в резинку и закручиваем .
-
диаметр 1.6 мм. Пример выше чугунные кольца , с эмитировал как бы площадку под седло , есть две полки . Варилось нормально . Но взялся за головку , все намного хуже скажу я вам .
-
Да , спортсмены , обычное дело , частенько такое , и есть видимая дырочка , а вокруг фольга ))