Лидеры




Популярный контент
Показан контент с высокой репутацией 13.02.2024 во всех областях
-
Ну а опыт он так и приходит, через тренировки.2 балла
-
увеличивая частоту, скорее всего потребуется поднять и ток сварки. НО!!! Если тока не достаточно и высота между деталью большая, то дуга будет по-прежнему бегать и ее трудно остановить и не важно какая частота установлена. Поэтому увеличивая частоту немного сжимаете дугу и возможность ее свободного перемещения, но не забываем про высоту и ток. Так же, электрод должен быть качественно заточен и если уткнетесь в ванну или присадок попадет на электрод. то дуга опять начнет плясать, т.е. нужно подправлять электрод и после дальше пробовать. Тавровое соединение, будет доступно когда вы осилите нижнее положение. Т.е. не по телу варить, а стык двух заготовок, чтобы шов был не широкий, чтобы валик был равномерный, чтобы провар был ровненький и т.д. Когда поставите руки, чтобы они вас слушались, равномерно было перемещение и подача присадка, то только после этого уже можно пробовать угловое соединение. Так же не забываем, что толщина для проб должна быть более или менее совпадать, а то возьмете одно большей толщины, другое меньшей. Тут несколько иные методы сварки чем равно толщинного.2 балла
-
Лед тронулся , долгожданная покраска . Сегодня наконец покрасил кузов W210 Mersedes . Базовый металик + легкий слой жемчуга и лак Body . Ну и соседка пришла оценить качество покраски . Покрасил на улице , февральский теплый денёк ... Остальные детали потихонечку покрашу ...

 2 балла
2 балла -
Он же коксонаполненный или графитонаполненный фторопласт. Первый характерный внешний признак - он всегда черный из-за наполнителя. Добавка кокса (углерода) повышает его твердость и износостойкость (очень сильно) по сравнению с обычным фторопластом. Оффтоп небольшой. Когда это ZEDEX стал фторопластом (он же тефлон, он же PTFE) ?1 балл
-
На черном тоже надо тренироваться, но на алюминии совсем все по другому. Берите этот профиль, зачищайте и еще пробуйте.1 балл
-
Володь, имея хоть небольшой опыт - да...1 балл
-
Может быть, может. Конечно сужу из своего опыта. Я на этой двойке поставлю максимальный ток 120А, вдавлю педаль в пол и через пол секунды у меня будет ванна на обоих деталях, сунул туда присадку и отпустил педаль на половину, ну и дальше пошел процесс. Ну или с кнопки, так же 120А, потом только на спаде, что бы к аппарату не бегать. Но вот по частоте мне видится, меньше частота легче сделать ванну на двух деталях. Только электод успевай убирать когда ванна образуется. Но это точно, чем дольше греешь та таком соединении металл тем хуже.1 балл
-
С тех пор много воды утекло.Вот не самый плохой, на сегодняшний день.Для начала-пойдёт. В рецензентах -сварщик 6 разряда.!!Не академик, не профессор, не главный специалист профильного НИИ... так что так себе уровень...только для начала..как говорится, за неимением лучшего... Ну и далее-изучайте работы Потапьевского, Шарапова, Николаева, Ольшанского и других генералов от сварки... А это-ефрейтор. Юхин Н.А. - Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG-MAG) (...pdf1 балл
-
Она и будет бегать, даже на DC, ток идет по наименьшему сопротивлению. Просто на AC это больше выражено. Частоту поставьте например 50Гц, чем выше частота тем меньше ванна, тем меньше нужна присадка, а на тавре нужно больше тока и больше присадки по сравнению с другими соединениями. Конечно кто умеет может и 0.8 на Вашем соединении подать, но это выходит за рамки этого разговора. Педаль конечно решает много задач. Тут главное поставить первую прихватку и что бы ее поставить нужно еще больше тока чем при тавре. Если будете "сидеть" на месте то у Вас одна деталь уже потечет а вторая еще нет. Делайте ток больше, важно минимальная короткая дуга, и это надо делать быстро так как ток большой. Поставили прихватку, убавляем ток и дальше будет легче, так как дуга уже будет гореть на прихватке.1 балл
-
Энергичность - это наверное, главный ресурс человека. Напомнили как в 90-х 2000-х с товарищем, тоже кузова ремонтили, болгарка - роскошь, которая появилась спустя время, сначала пороги крылья снимали срубками из рельсопилы и молотком. Точечную сварку, зачищали дрелью с насадкой под круг. Варили трансформатором самодельным, и электордами 3 мм ано, меньше не было. Помещение - гараж 6 на 3 без отопления. Паялку запустил, погрелся, пока переодевался и вперед.1 балл
-
Ну так для начала-алюминиевый сплав или чугун можно ведь определить? А может и магниевый, как вариант... Если никаких опознавательных знаков нет, а хочется знать точно, можно на приличной приемке цветмета сделать экспресс-анализ(RFA)...это недорого. Продаваны пишут, что это литой алюминий.Но это не точно...1 балл
-
Частоту подними, ну, 150 Гц, к примеру. Пробегись дугой по профилю, и сваривать начинай с профиля. И не с самого краю!1 балл
-
Длинная дуга/мало тока. Криво настроен баланс, перегревает электрод в большой шарик. Добавьте частоты.1 балл
-
Семёрка из России у нас на расхват . Покупают , пригоняют перепродают . Врезались на эту семерку , и ко мне на ремонт . Шпаклёка на заднем крыле более 2см ... Пришлось почистить отрихтовать шпаклевать заново ... Во ...

 1 балл
1 балл -
@Учусь, Игорь прав , смените сопло и сеточка не к чему в Агни , или у вас мал поток газа и сетка доп. тормоз. Увеличьте пост газ и на нерж минимум 7-10сек у вас толстая и я бы сек 15 ставил. Агни , скорее всего не причем , я вообще без заглушки варю и бывает заклею изолентой не от "подсосов" а от осциллятора бывает если железяка близко к болтику то он хад в него и бьет видит кратчайший путь , и моей старушке ОЙ ..оЙ сколь лет , сопло обычно вот это и в плоть до 200А работает превосходно на внутренних , наружных углах, бывает ставлю чуток побольше но редко Притереть конуса сопряжения можно , но только откручиваем винт чуток алмазной пасты покрупнее совсем немного ГОИ капельку масла ну и голову наместо и раз двадцать в крайние положения крутим, да кстати свою не притирал . Герметик мертвому припарка , пару раз голову крутанете и он в кучу соберется.



 1 балл
1 балл -
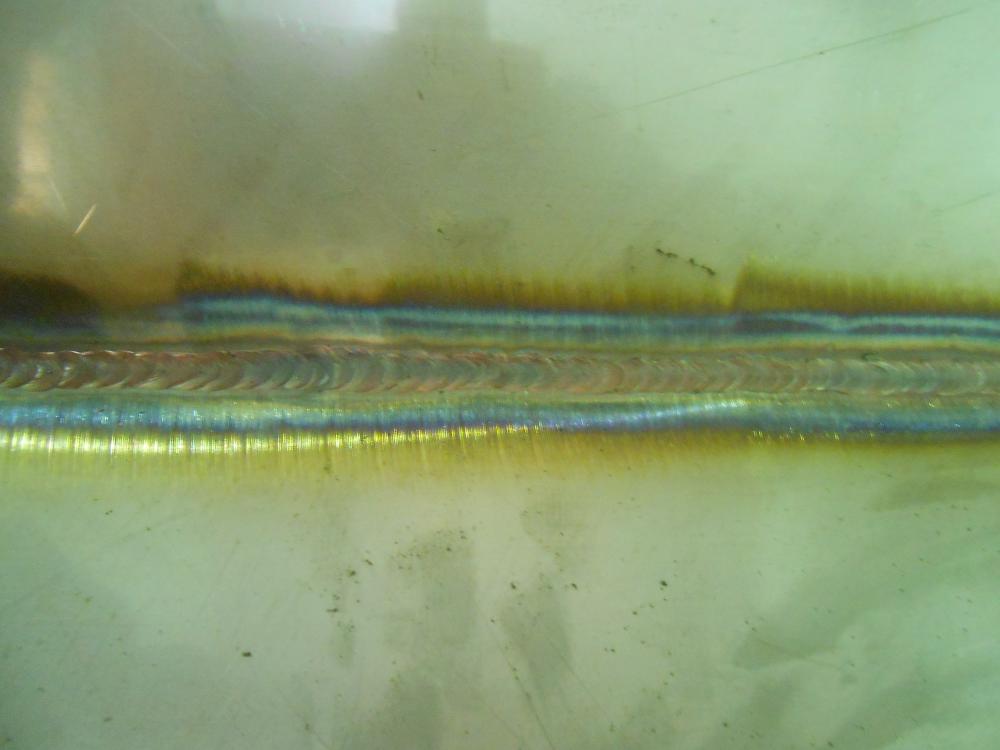
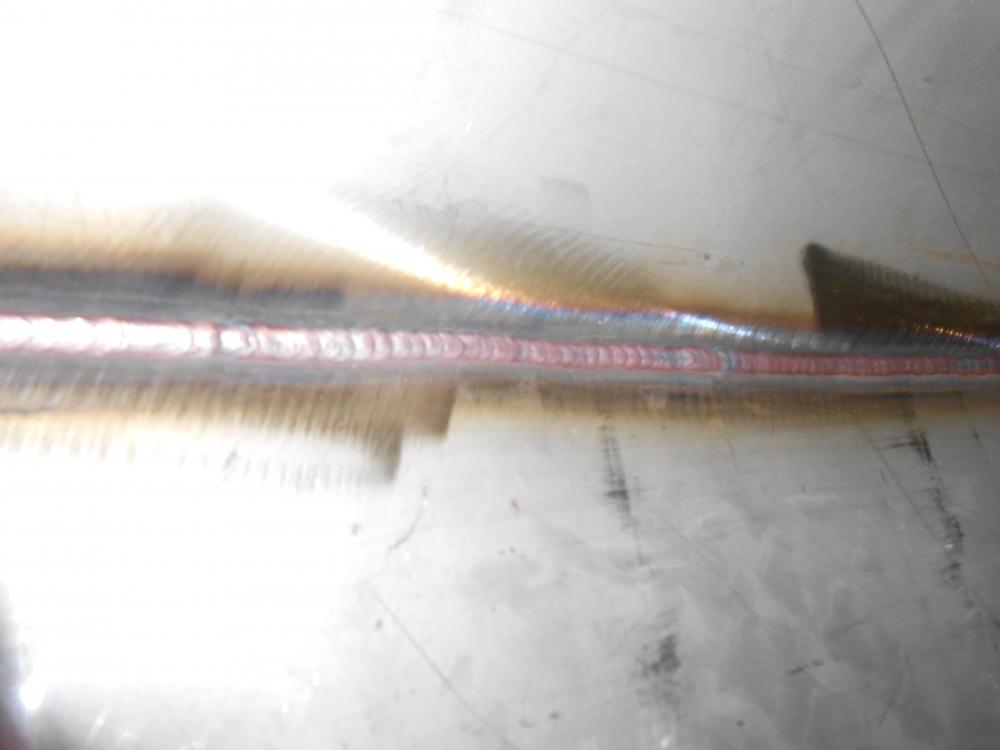
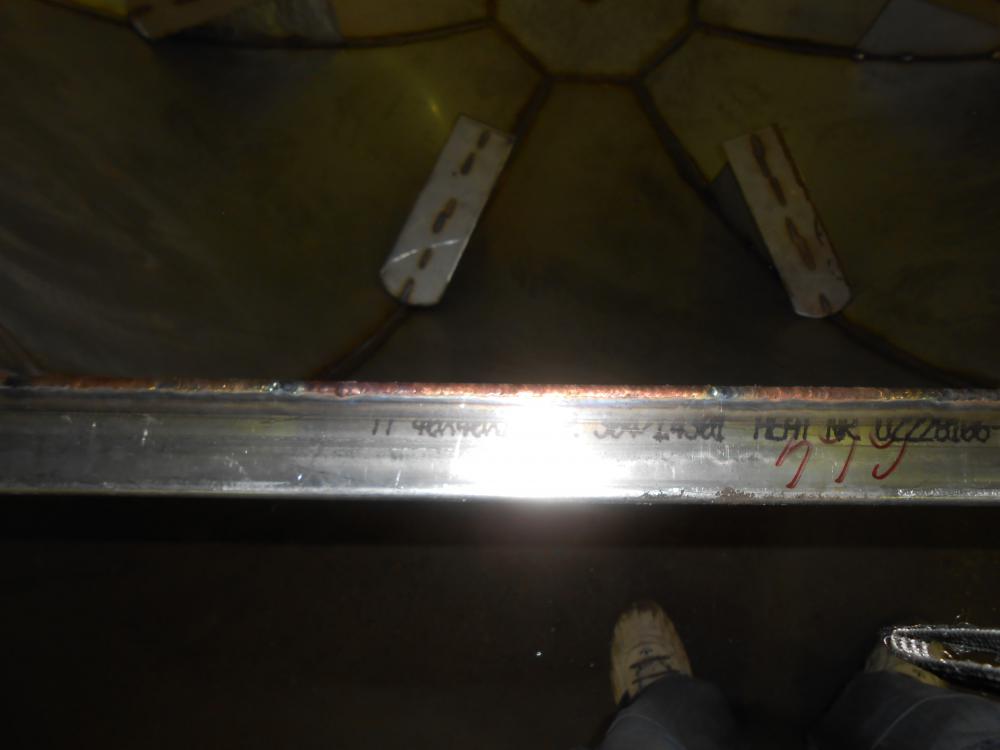
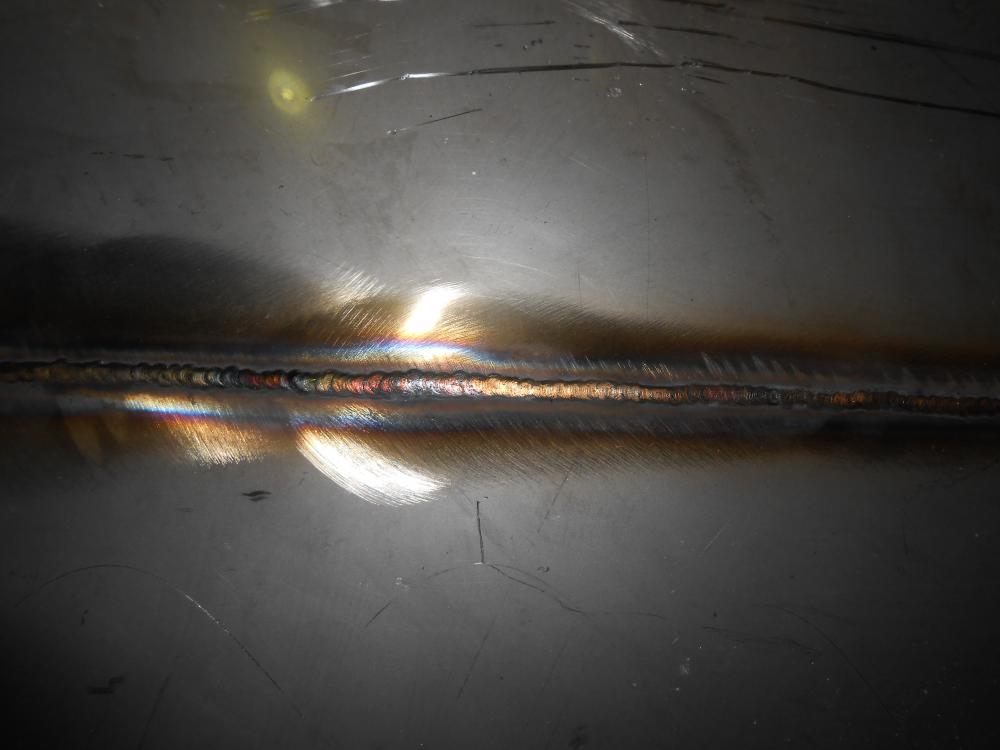
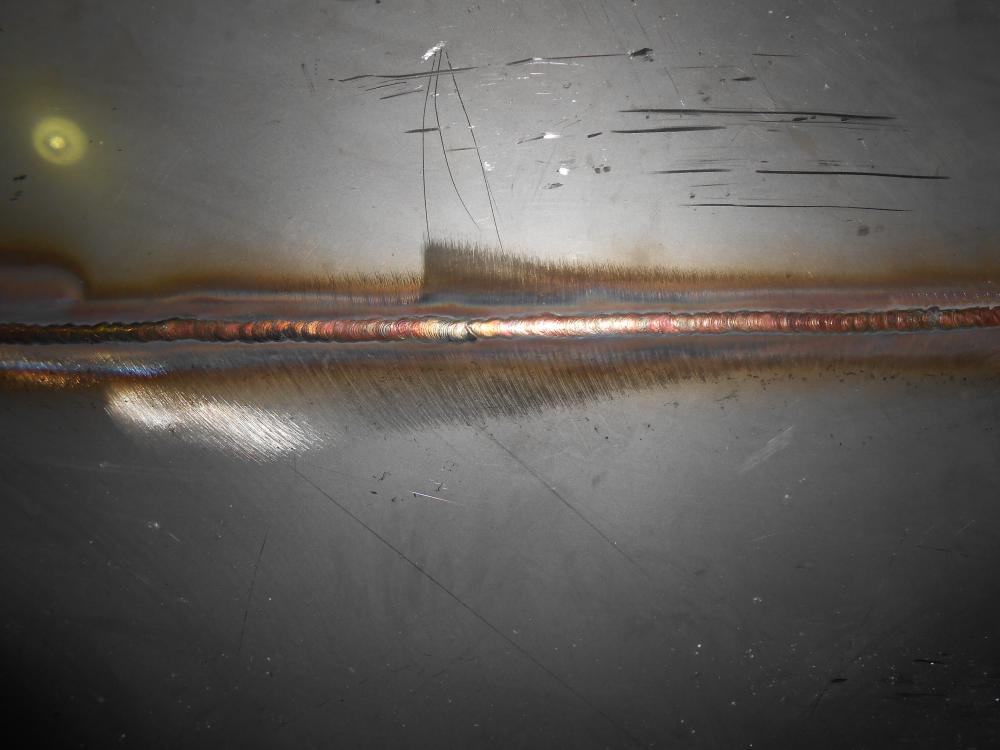
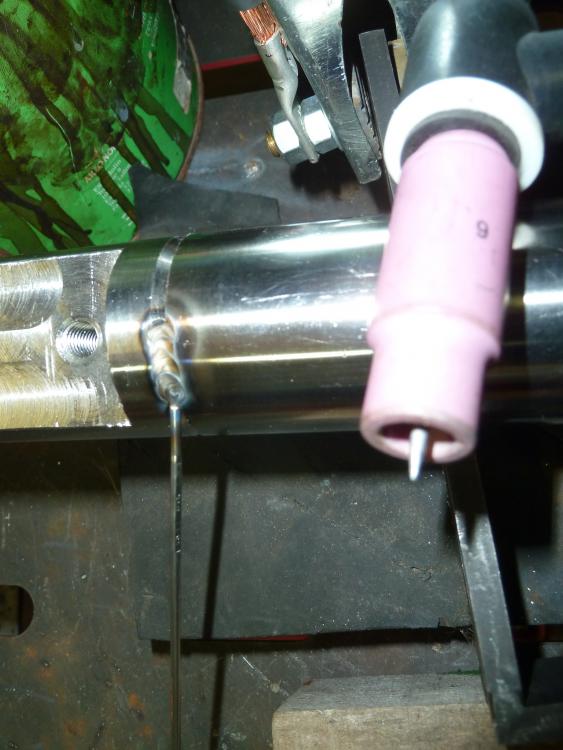
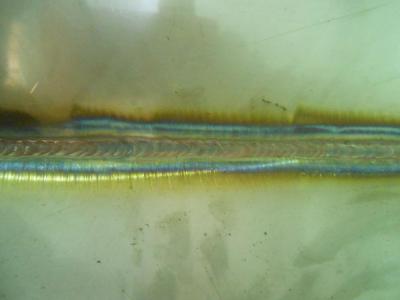
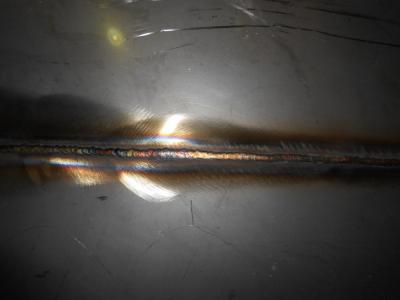
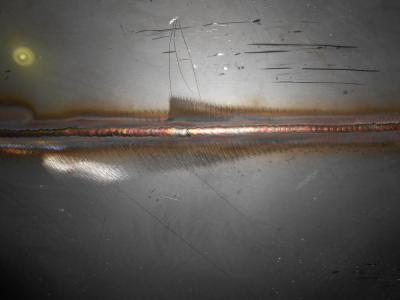
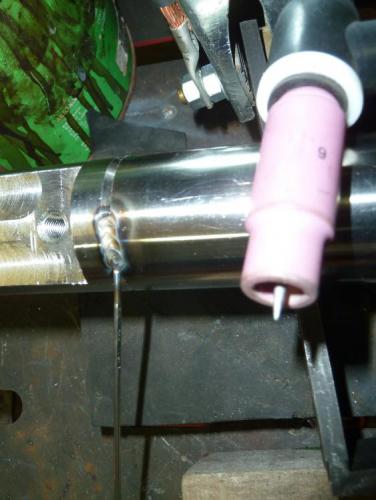
Сварочный ток тоже очень важен. Я так понимаю купить колбочку-ротаметр? Опять же родилась теория. Поскольку сифонит горелка, то в некоторых положениях, поток аргона из выходя из щелей перемешивается с воздухом и начинает обдувать остывающую нержу, ну и возникает внешний вид как при грязном аргоне. На пятно проверял всегда серебро с с некоторым золотым оттенком, может правда из за освещения, да и сопло в таком случае находится перпендикулярно шву... Отступая не много от диалога. Я конечно понимаю, что мой стаж аргонщика месяцев 6 и вызывает скепсис. Но грязный газ по внешнему вида шва я отлечать уже научился, и так не бывает, что вот ты свариваешь всё норм, потом прерываешься, для удобства меняешь угол наклона сопла и положение тела и всё становится несколько печально. Нет, не пережигаешь металл,к тому же его потом обработают в добавок пастой и немного полернут, так что цвет шва станет как у основного металла, важен лишь внешний вид шва. Меня просто это напрягает. В любом случае я сегодня съездил на работу, высокотемпературным герметиком сделал прослойку-прокладку между соплом и переходником. С вилкой - подожду ответ агни, но с болтиком тоже что-то сделаю, и увидем результат. По дороге взял фотик, видно как менятся цвет. Лепестки 2мм, труба 1мм. Сначала сваривалось изнутри, потом снаружи. В обоиз случаях ширина шва около 4-5мм. Присадок внутри 2,4, снаружи 1,2. Режим импульный. 190/25А, скважность 30, частота тоже в районе 30Гц, вроде 34. Тавровые соединения (с трубой) Линейный 75А (присадок 2,4), внешний угол 60А (присадок 1,2). Тавр. Вн. Угол Стык. внутр. Стык. внешн. Вот ответ АГНИ: Возможно посадочные конуса головки не притерты. Попробуйте притереть. Для этого необходимо снять заглушку на вилке и подтянуть винт, после чего головку покрутить, потом опять подтянуть винт и снова покрутить и так несколько раз. До тех пор пока конуса не сядут, вы поймете (головка начнет поворачиваться с заметным усилием и может появиться характерный металлический скрежет). Так как узел подвижный, полностью исключить утечку не получиться, но должно стать лучше.














 1 балл
1 балл -
Расход газа в литрах равен диаметру в мм сопла. Можно меньше, но не ниже 30%. Завышение тоже не есть хорошо, больше 15% получается чипуха. Сетка у них изначально не правильная, поэтому и не пошла в массы. Если газ норм и расход, как описано выше, и почему то не получается защита. Тут скорей выход больше тока и скорости сварки. Если нет сквохняка, то до ф 16 сопла спокойно работают на вылет равный 1-1,5 диаметра сопла Сам по себе аргон имеет свойство "душить" дугу, много энергии уходит на пробивание столба дуги. Следовательно, если снизить плотность газа то и энергии надо меньше. У вас расход газа упал -току меньше1 балл
-
Значит попалась мне вот такая сеточка для фильтра Я её разрезал, сделал центровку электродом и обрезал по краю резьбы на месте, обычными ножницами, лучше сделать чуть больше, от края отступить, совсем чуток, чтоб при закручивании сопла, сеточка как бы запресовалась, затем обрезанные (готовые) сеточки одеваем на электрод, как мясо на шампур и закручиваем сопло, все, готово, подавать горячим. Сеточка кстати на ощупь такая же, как и та, что продают на сайте Агни. Из одной такой сеточки стоимостью в 10р, можно сделать 4 маленьких, для обычных сопл, или 2 большие для сопла в 20мм Отправлено с моего Redmi Note 4 через Tapatalk1 балл
-
Не очень удачный день сегодня , сломался мой " Калашников" И пришлось достать и работать " Дробовиком 18 века " по другому ее не назову , архи не удобно и на швах сразу сказалось. Все еще началось вчера , на Ево работал и смотрю поджиг идет из нутри горелки , переполошил ребят с Евоспарк но уже извинился и аппарат не причем. Сегодня достал Форсаж и на нем такая же хрень поджиг из нутри горелки куча искр и пару раз поджег и пошел отстукивать импульс , но на электроде шарик как на АС токе . Включил Селко и на нем такое же , и даже при очередном поджиге выстрел и от сопла кусок отвалился , а оно не старое и с ним все хорошо то есть было без дефектов. В общем подсоединил " дробовик" и все три аппарата вошли в норму. Прозвонил шлейф и все звонится и предполагаю что что то в голове у АГНИ не то где цанга вставляется не знаю есть там какой изолятор али нет, и может кто знает. В общем надо новую Агни , старушка думаю уже не оживет. С дробовиком тоже справились но по времени дольше , а по удобству вообще не как.








 1 балл
1 балл -
@D500, объяснили бы, что вилка в ручке вращается без сопротивления и всё бы сразу стало ясно. На вилке есть резиновые колечки для уплотнения газового канала, входящие в соответствующие проточки внутри ручки. Они и создают сопротивление вращению. Видать, колечки усохли. Разберите горелку, замените уплотнительные кольца (позиции 8 и 9 на изображении в Вашем сообщении #462).1 балл
-
@Vanguard, защитный рукав-это ещё цветочки. Ягодки-это обратный шланг с токоведущей жилой внутри.1 балл