Лидеры




Популярный контент
Показан контент с высокой репутацией 24.02.2026 во всех областях
-
Уважаемый @Alessandro, почитайте пожалуйста стандраты на подготовку кромок сварных соединений. Например, ГОСТ 5264, ГОСТ 16038-7, ГОСТ 14771. Вы задаёте некорректный вопрос. Сварка- это не просто горение дуги, как многие показывают блохеры в тытупе. Меня супруга просит не смотреть видеот от них вечером- я начинаю ржать так, что возникает впечатление, что мне плохо, и мне срочно нужна скорая. Например, рекламируя охрененного робота, могу сваривать ржавые детали... Или залить шов вусмерть антипригарной жидкостью и потом, при сварке полуавтоматом у них дым валит, хуже, чем от электрода... И без разделки на серьёзных щах варит чуть ли не каждый второй! Провар зависит прежде всего от подготовки кромок. Для каждого сварщика своя подготовка. Поэтому сварщиков и слесарей собирают в бригады. То есть, слесарь должен знать, как подготовить кромку, чтобы сварщик проварил корень без косяков. Одному сварщику нужно притупление 1,5 мм, другому- 1,3. Третьему- вообще без притупления. Один корневой шов варит на маленьком токе в 2 раза дольше, чем запронение, другой без притупления пробегает за секунды, а вторым слоем переплавляет и фолрмирует обратный валик... Каждый сварщик имеет свою манеру. Поэтому с какой бы стороны не варили- если разделка сделана верно, и слесарь сделал знакомую сварщику разделку- не сомневайтесь, заварят, как надо.4 балла
-
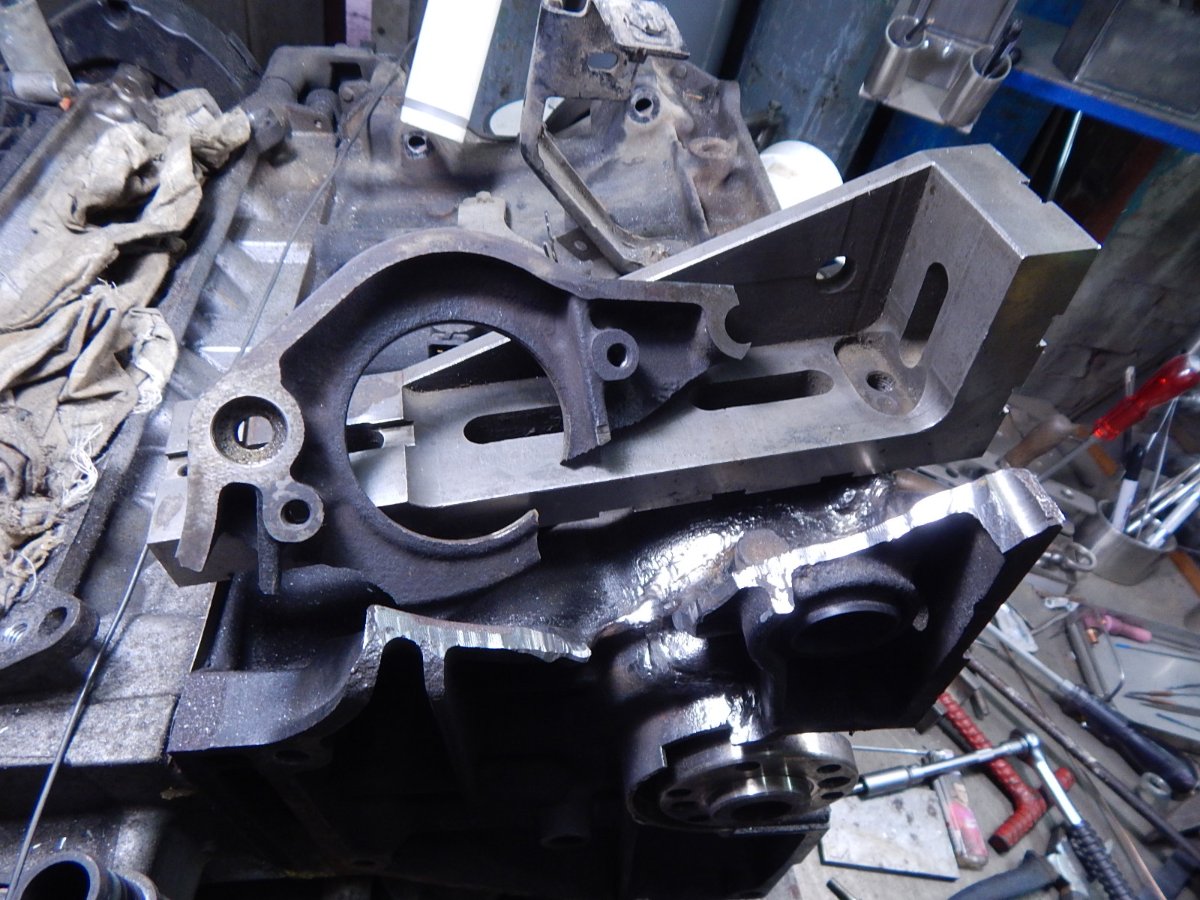
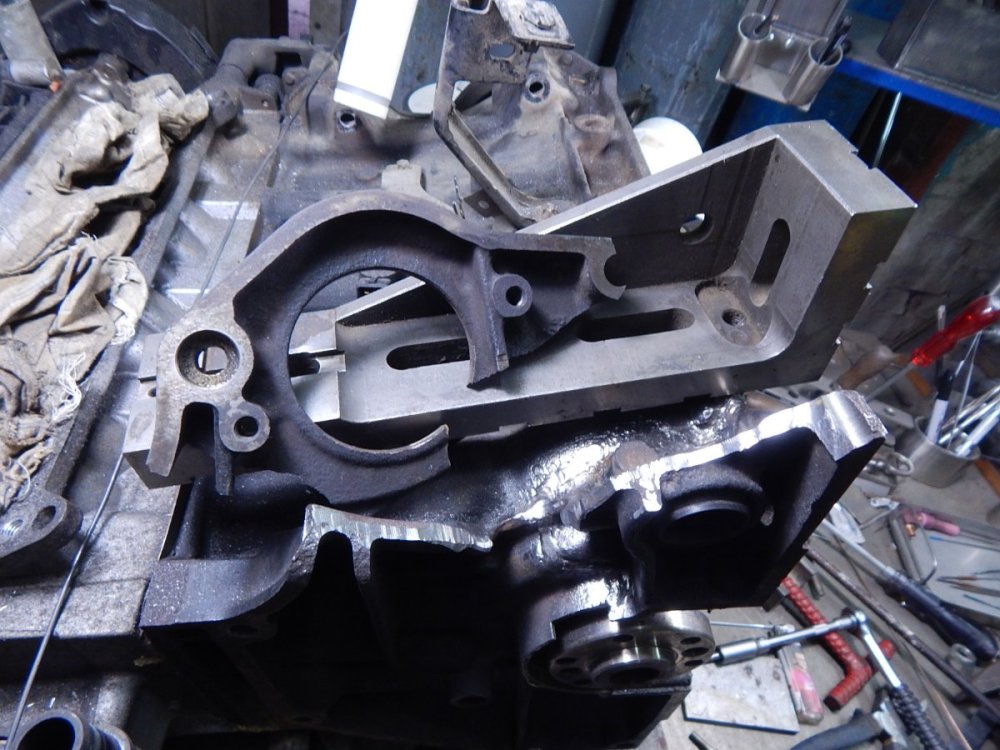
Старая работа,но вспомнить не мешало бы..Чем сложнее работа,тем она интереснее. Сложность здесь, это не сварка,а плоскость в допустимое значение.. Это небольшая част измерительного инструмента,который надо иметь дли работы.





 3 балла
3 балла -
Наверное речь идет о способе сварки арматуры гост 140981 балл
-
Если про общую борьбу с коррозией. Вам (в домашних условиях владения технологиями) не удастся подготовить/загрунтовать/покрасить так, чтобы повторная коррозия появилась в приемлемый срок эксплуатации (правда срок этот по вкусу). Основные места появления коррозии: стыки панелей; сквозная коррозионная перфорация; острые кромки. Стыки и сквозная коррозия недоступны для всех видов абразивной обработки. Эти места и будут тем временным ограничителем для состояния кузова. Вся остальная коррозия лечится механической зачисткой -> обработкой остатков ржавчины (если есть трудноудалимая, рогом здесь упираться смысла нет, это показатель общего состояния кузова) преобразователем ржавчины с латексным связующим (я применял "Кольчугу" см. фото) -> обработка голого металла фосфатирующим грунтом (ВЛ-02, или забугорные аналоги) для профилактики, или нейтрализации остатков ржавчины, которые не попали под преобразователь ржавчины (если не применялся фосфатирующий грунт, то нанести пассивирующий грунт- "праймер", "кислотный") -> сверху фосфатирующего грунта нанесение грунта-изолятора (чаше грунт-наполнитель, или наполнитель) -> нанесение лако-краски. Я здесь не буду мусолить про процесс шпатлевания, тут практически все наступают на грабли, так что читайте энциклопедию сами. Если есть хоть кокой-то доступ к внутренним полостям ремонтных мест, то попытаться распылить туда фосфатирующий грунт или преобразователь ржавчины - будет немного лучше. После окраски (через неделю, или две, если температура ниже 15 градусов): обработать все внутренние поверхности антиткором, с надеждой, на некоторое время, закрыть доступ влаги к местам сквозной коррозии; обработать все места фюзеляжа, подвергаемые пескострую из под колес, антигравием; обработать острые кромки (в основном отбортовки крыльев) антигравием. П.С. Через пару-тройку лет все повторить.
 1 балл
1 балл -
Вот это одна из сложных работ,даже скажу сложнейших.В целом это не получилось-две перемычки-да,а две -нет...трещина со стороны цилиндров. Это головка Катерпиллера, седельного тягача. В чем здесь проблема?Трещина в перемычках между цилиндрами по которым поступает охлаждающая жидкость.Не будем говорить о причинах,водитель опытный,там либо пропасть,либо перегрев.Что здесь получается? Естественно,V -образная разделка,надо сохранить диаметр прохода,но при наплавки верхних слоев,даже при проковке, возникают напряжения усадки,которые начинаю отрывать стенку внизу Нужен объемный подогрев,так как установленная снизу горелка приводит к деформации плоскости порядка 3мм А при объемном подогреве сложно выполнить сварку.Всегда надо помнить,что диаметр отверстия между цилиндрами должен соответствовать номиналу. В таких случая надо бы две,три таких головки,чтобы отработать технологию сварки. Сейчас,думается,подогрев поперечный плоскостный по перемычке,даже общего не надо.









 1 балл
1 балл -
Это гидронасос погрузчика. На что надо обратить внимание и не допускать подобного.Была трещина в чугунном корпусе. Первый шов,второй,третий,может и четвертый-будет течь под ними. В чем здесь ненормальность? В том,что надо,скажем так,ликвидировать устье трещины,которое находится на поверхности цилиндра. В принципе возможно ,но на раритетах,которым замены нет.К чему ведет наложение "латки"? Вся система в этом случае будет работать по принципу домкрата,то бишь:давление в системе порядка 230-280ати,жидкость поступает в полость площадью несколько кв.см. В любом случае будет отрыв это накладки. Снимка накладки нет.


 1 балл
1 балл -
как настроены сварочные процессы и как это все поддерживается в гарантийном и дальнейшем периодах эксплуатации. Если предприятие проектирует оборудование и выпускает на рынок продукцию собственной разработки, выполняет его послепродажную поддержку, то можно его назвать отечественным. Другое дело уровень использования собственных технологий и комплектующих и способность реагировать на внешние обстоятельства не переставая при этом производить продукцию. Взять пример организации, где я работаю: проектируем и изготавливаем оборудование. Чтобы его оживить сами программируем контроллеры. Вклад организации в продукт: проектирование, механическая обработка, сборка, электромонтаж. Все комплектующие (электрика, пневматика, всякие двигатели и редукторы и т.п.) - покупные, импорт в 80% случаев, завод по сути только металл перерабатывает. Но... на любое наше оборудование, выпущенное даже 15 лет назад мы можем оказать поддержку, поднять из архива чертежи, изготовить детали и узлы, сделать модернизацию, отправить контроллер с ПО, если тот перестал работать. когда что-то выбираешь, иной раз по крохам вытягиваешь информацию, если в вопросах выбора не хочешь идти очевидным проторенным кем-то путем плюс ресурс должен быть максимально информативным в избранной тематике. Сегодня такого рода технические ресурсы, переживают мягко говоря, упадок. Весь актив, который был готов делиться опытом, знаниями много и безвозмездно, мягко говоря сильно повзрослел и в силу разных причин снизил активность, а кого-то и вовсе уже нет в живых. Это видно и по этому форуму, и по чипмейкеру (другие я не читаю).1 балл
-
Видите ли,любое производство допускает какое -то количество брака,то бишь того,что не соответствует,скажем,госту или иным технически параметрам,стандартам. Та же Тошиба или кто-либо другой не может обходиться без брака в производстве.То есть это не совсем брак,а что-то не дотягивает до какого -либо параметра,установленного стандартом-это вполне рабочий элемент,но "инвалид" от электроники.Что с ним делать?,с этой некондицией? Обязательно найдутся предприимчивые люди,которые пустят эти детали в дело ,а сама Тошиба и еже с ним будут рады избавится от неокондиции по соответствующим ценам. Есть одна ниша,пригодная для этого -это ширпотреб,а ширпотреб он и в Африке ширпотреб по соответствующей цене. Ничего не мешает заменить обмотку на алюминиевый провод вместо медного ,предварительно омеднив ее,поставить некондиционный транзистор или другой элемент-в общем,удешевить, где только можно.Надо иметь в виду,что аппарат,собранный в Китае из качественных компонентов и который будет соответствовать стандартам, будет стоит в любой стане одинаково,может быть,за небольшим минусом1 балл
-
Присоединяюсь! Всех с праздником.
 1 балл
1 балл -
С праздником, товарищи солдаты, сержанты и старшины!
 1 балл
1 балл -
У меня товарищ занимается профессионально покраской. Так вот он говорит с песком тоже свои проблемы имеются. Так что идеального материала убрать ржу нет.1 балл
-
Трубка 6 мм, проволока 1,6. П.С. Приспособа для выталкиваия ключа дверного сувальдного замка из скважины, когда пожилой плохослыщий человек оставил его в замке и невозможно снаружи замок открыть.

 1 балл
1 балл -
Ну, мое дело снабдить мудростью. Ваше дело эту мудрость подтвердить, или опровергнуть. П.С. Песок можно применять, тогда, когда стали меньше чем ржавчины, чтобы окончательно сталь не сошлифовать. Тут выбирается меньшее зло. А так, механической очистке альтернативы нет, нужно только зернистость абразива правильно подобрать (там по цвету различия).1 балл
-
Что могло, потекло бы давно. Совет вне темы и форума, из личного опыта - делайте короб легко и быстро разборным.1 балл
-
Ребята, всем спасибо, все прошло хорошо. Я верхние флянцы варил с водой. Кран закрыл и налил через стык воды прямо под стык. А нижний просто поливал из бутылки после каждого электрода...

 1 балл
1 балл -
сами изучайте: http://dokipedia.ru/document/5148482 газосваркой по госту такие трубы( толщина стенки 2.8 мм) надо варить вот так

 1 балл
1 балл -
Основными вообще нельзя, рутиловыми можно. Пока учитесь, учитесь без отрыва, а то потом хлебать будете как я.1 балл
-
@som, Умеют "корневать",не сомневайтесь.. там по технологии положено варить с "подваркой",Без "подварки" только на " захлесте"1 балл
-
Привет, коллеги. Согласен с Питерским. Действительно, всё зависит от положения, расположения, одним словом - от условий. Но, я стараюсь (при благоприяте) варить без отрыва. Пацанов учу, как учили меня начинать с отрывом. Так легче понять всю "механику", а потом постепенно переходить на "безотрыв". К 3 курсу все спокойно варят и очень не любят по-другому. Удачи.1 балл
-
Ну вот,как обещал- облицовка-полстыка на УОНИ 13-55,полстыка -на рутиле(ОК),диаметр426 мм,7 мм.стенка,2 прохода-корневой -ЛБ-52У сверху вниз, лично мне рутилом показалось сложнее и качество хуже,шлак так и норовит затечь вперёд,управляется дугой плохо,в общем-то результат был предсказуем,но эксперимент должен был состояться,раз слово дал...


 1 балл
1 балл -
Такие маленькие,микро-микротрещины.После каждой замены электрода нужно полностью вычищать кратер и стартовые поры,ведь так?1 балл
-
Я же не зря акцентировал внимание на наклоне,прижиме и положении электрода,скорости его ведения.На размещённых картинках есть подрезы ? Следует учесть,что такие токи уместны в определённых случаях,поэтому включаем голову и варим,где то на 140-160 А,а где то на 60 А.К примеру,трубу ф57мм,вертикал,"подымаю" на 50-55 А (эл.2,6) Источник сварочный ВД-306 + РБ 302.1 балл
-
Фланцы варить не довелось-другие задачи стояли,но "наскоряк" изобразил на кошках .Принцип,я думаю понятен.Ток побольше,но без фанатизма,иначе будет металл из ванны выдувать,наклон и положение относительно деталей ,приблизительно,в этих пределах.Удобно это чем,шлак отжимается дугой и не мешает формировать шов,направление электрода вскользь не даёт дуге прожечь стенку трубы (4мм) на большом токе,но,в тоже время,силы тока хватает для того,чтобы "косвенно" сделать качественный провар.Изменяя угол "регулируем" катет и управляем шлаком.Если надо усилить катет,то ведя электрод таким макаром,но ещё и прокручивая его,получает беспроблемное усиление.Кстати,попадаются фланцы с фаской или с увеличенным зазором.Варить их в два захода глупо,а в один проблемно.Так вот таким способом варить их удобнее.Когда буду варить,процесс сниму,ну а пока как то так. http://youtu.be/CjKyxxeSpBU Здесь электрод "продвигается" подневольно,в реалии (уже писал ) он продвигается по мере сгорания.Нам остаётся только поддерживать заданный угол и постоянный прижим.1 балл
-
Короткая дуга ( электрод плотно прижат к металлу и его продвижение осуществляется по мере сгорания) ,оптимальный наклон электрода ( чтобы и металл грел и шлак отгонял ) и повышенный ток.Всё это работает вкупе,все параметры подбираются опытным путём и с обязательным контролем .Сложного ничего нет. Врезка в 100-ку трубки ф 32мм.,эл.ОЗС-12,ф 3мм.,ток 140-160 А .Нижнее положение,в два захода( 2 замка)
 1 балл
1 балл -
Я такое "практикую" на 57 мм труба / фланец,на большие диаметры не хватает электрода.Шлак,правда,отбиваю в ходе сварки (на ощупь ),потому как рутиловую обмазку переплавлять дело неблагодарное и ненадёжное. Сварка в нижнем положении,деталь на месте,я - по кругу ,эл. ф 4мм (ОЗС-12, МР-3,что под рукой оказывается), 260 - 280 А.
 1 балл
1 балл -
сейчас в Воркуте тянем теплотрассу,а до того в Усинске на лукойловских трубопроводах работал,так что заметил ,что для неповоротнах стыков там все используют LB-52U,2.6 по корню,3.2 на облицовку, безотрывной дугой,лучше всего конечно с выносным потенциометром, я его малость доработал,приклеив магнит на корпус,теперь леплю его под левую руку прямо на трубу,ток можно регулировать прямо по ходу процесса,шов получается отличного качества.Переехал в Воркуту,здесь УОНИ 13-55, трех разных производителей,характеристиками отличаются кардинально,от полного сходства с LB,до полного барахла,потому как поработав с LB,поневоле начинаешь считать его за стандарт1 балл
-
Хорошие электроды(ESAB,LB,Bohler...),нормальный аппарат и тренироваться.Отрабатывать сначала одну позицию(несколько катушек извести),затем другую,потом всё вместе и т.д.Сразу охватить все пространственные положения будет трудно.И постоянно контролировать и корректировать шов-если не пошло,то не тупо доваривать,а остановиться и исправить.1 балл