Лидеры




Популярный контент
Показан контент с высокой репутацией 11.10.2024 во всех областях
-
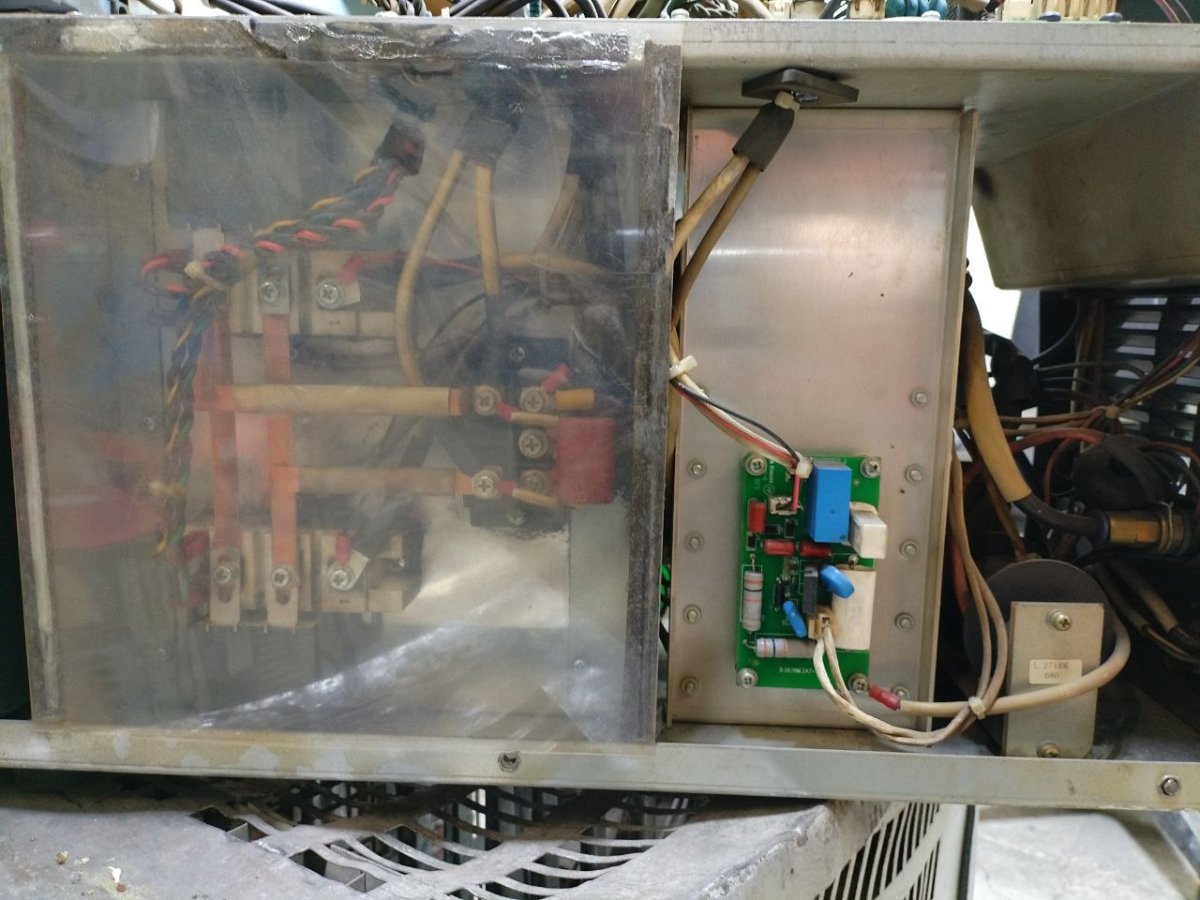
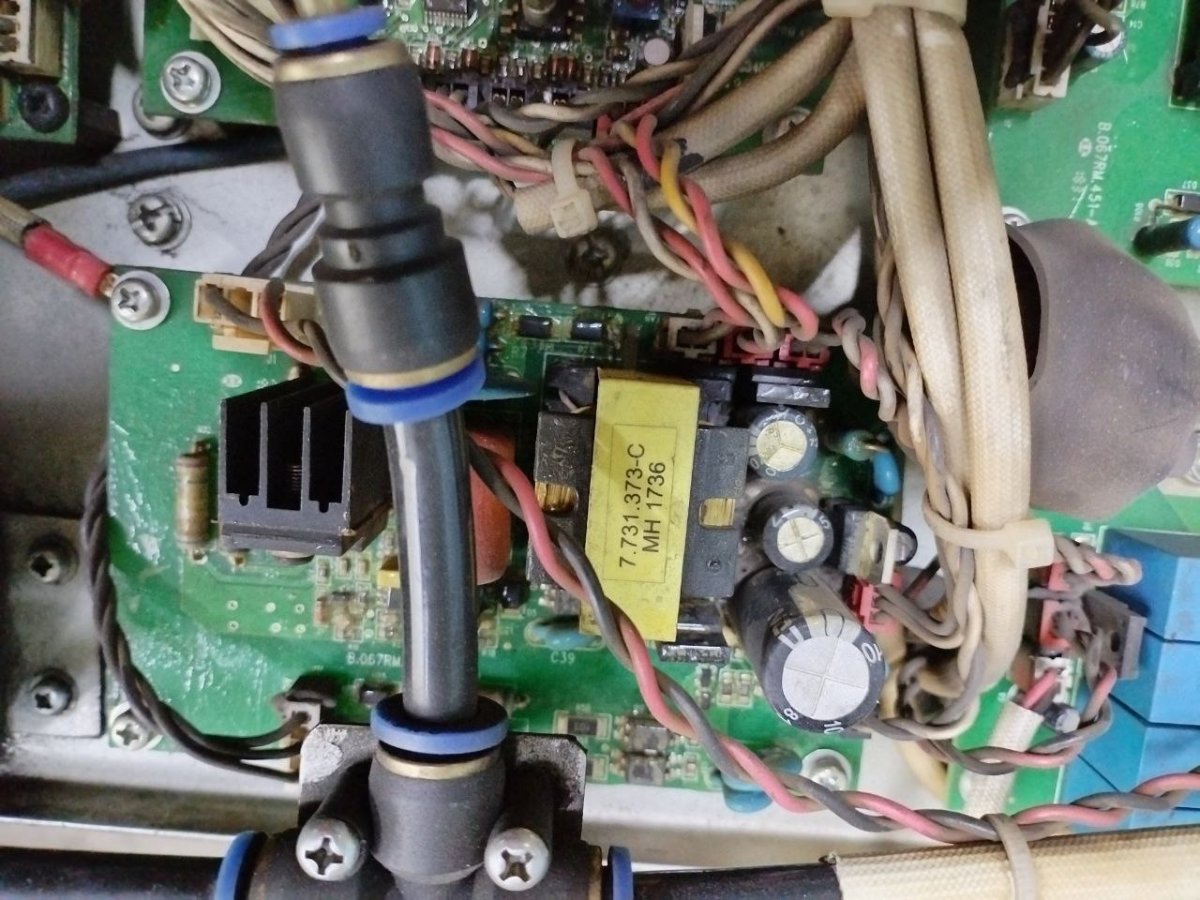
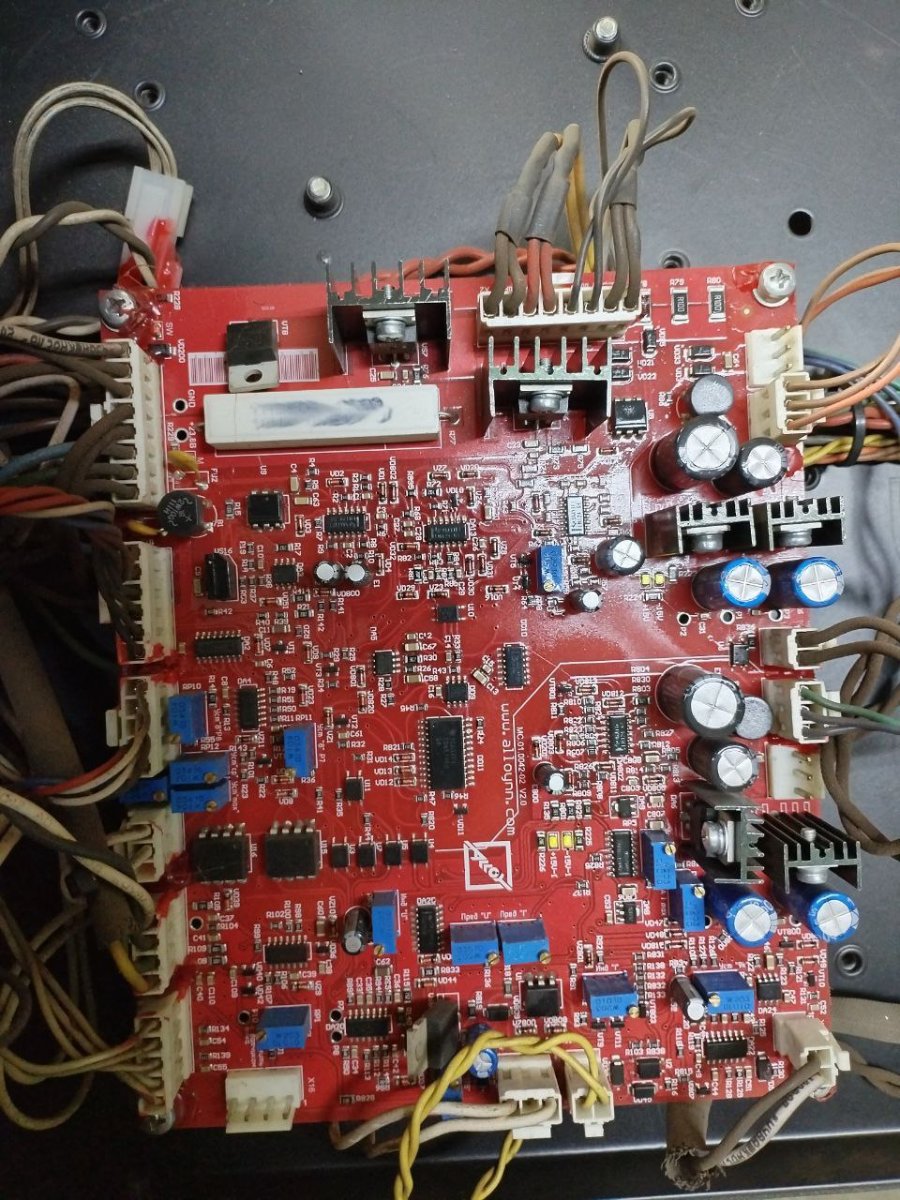
Плазменная резка Флама CUT 100 CNC. Пробой транзисторов дежурной дуги, битое их управление и многочисленные прогары в текстолите под радиаторы. Полная разборка и восстановление. Для защиты транзисторов дежурки установил в разрыв провода на сопло 10 Ом 50 Ватт резистор. Это сделано во многих таких источниках. Служит для защиты от наших недобросовестных пользователей, когда им лень менять катод и сопло. Либо некачественные и дешёвые расходники покупают, что в итоге приводит к КЗ между соплом и катодом.
 2 балла
2 балла -
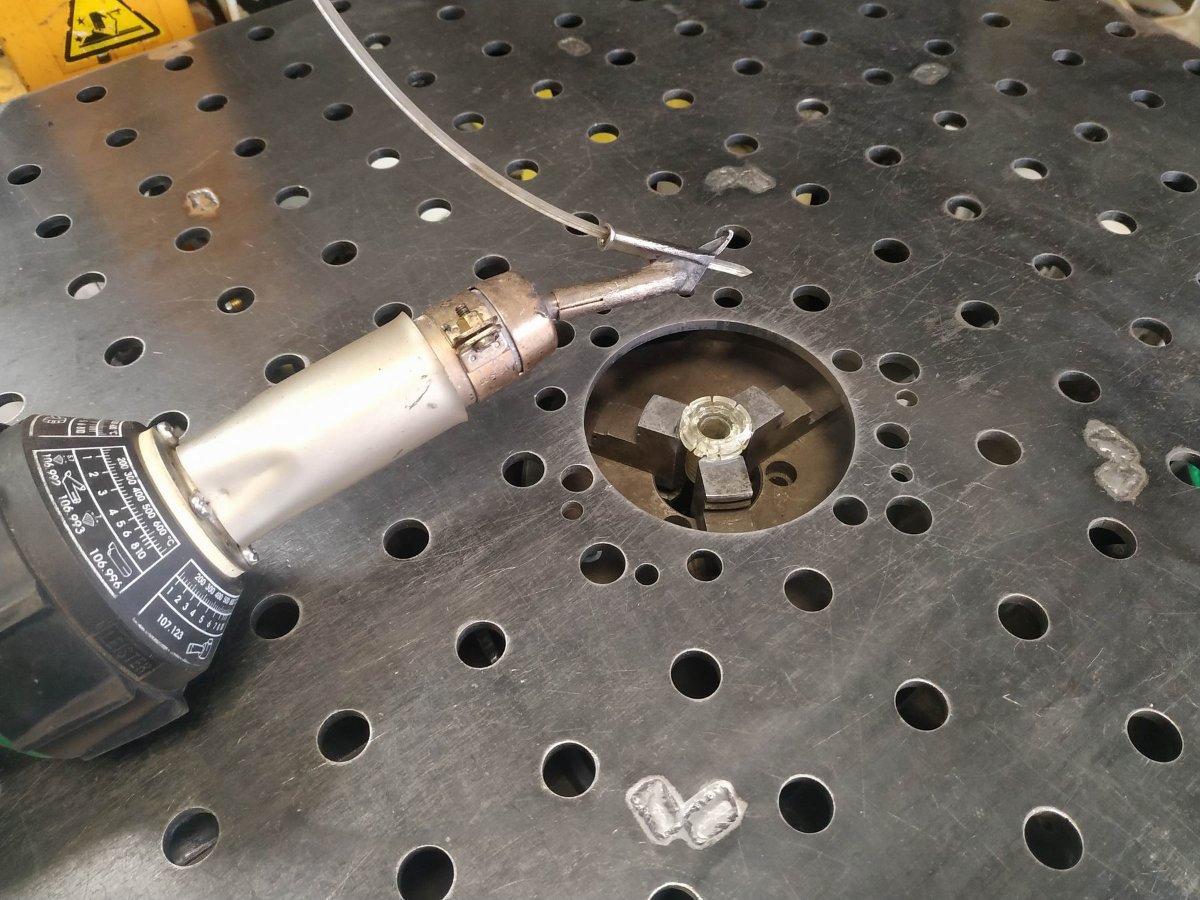
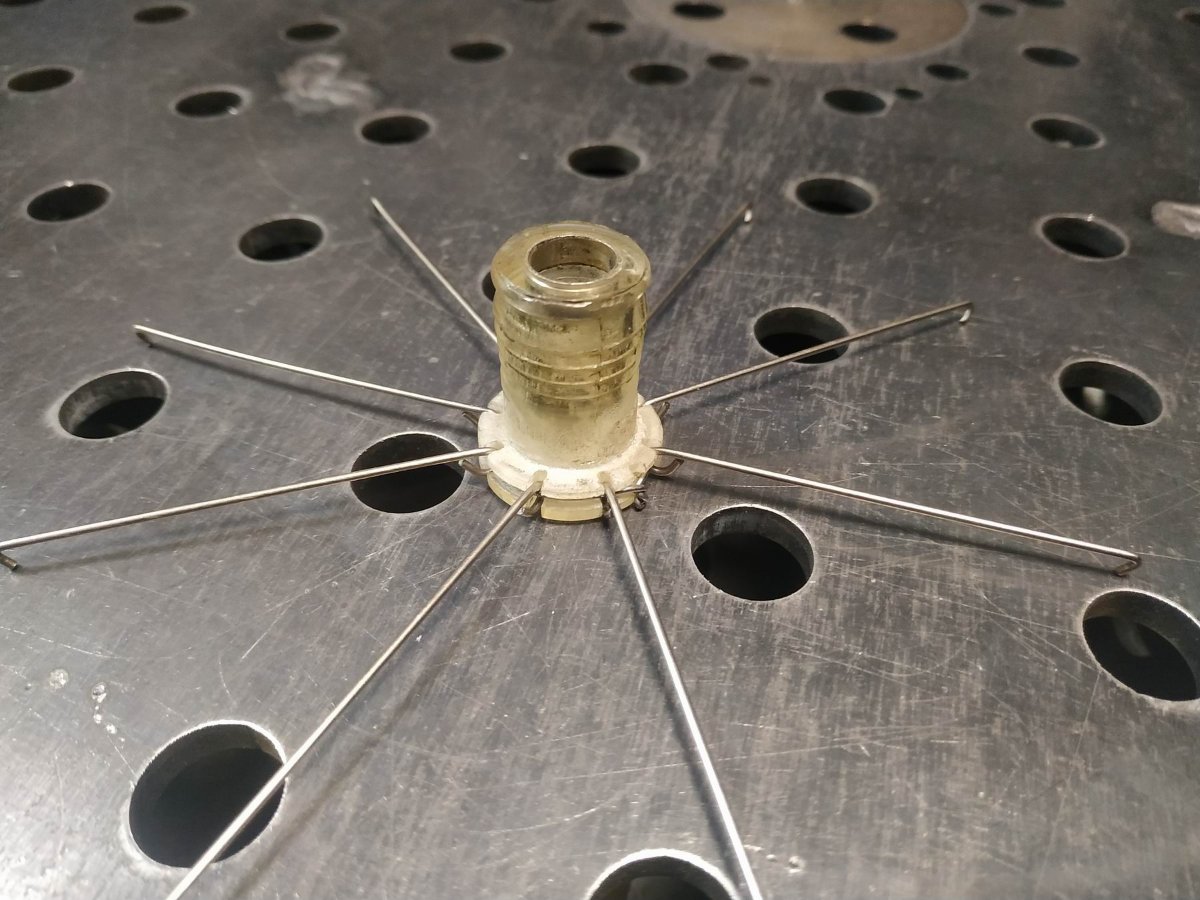
Случилась трагедия, произошел аварийный отказ моего любимого зонтика. Дефектоскопия выявила факт усталостного разрушения детали конструкции (вырвало часть венца, где крепилось кольцо с тягами). Так-как зонтику нет еще и 35 лет (практически новый), было принято решение ремонтировать. Из-за того, что разрушившаяся втулка имеет внутренний паз, чтобы не долбить его в новой детали было решено восстанавливать старую. Метод восстановления - наплавка в среде нестерпимо горячего воздуха. Наплавлялась часть верхнего венца, а также проваривалось основание втулки, где тоже все растрескалось. Материал - поликарбонат.
1 балл
-
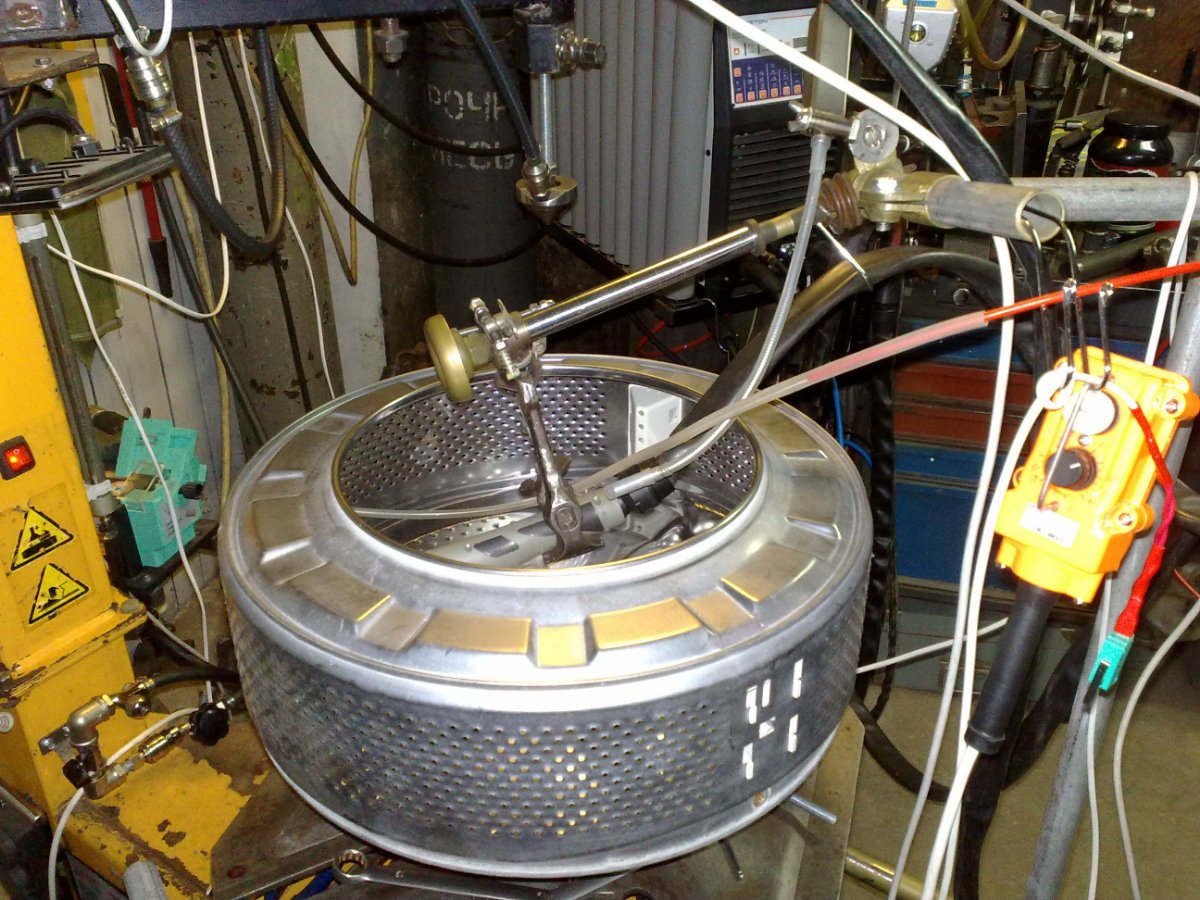
Работа без гарантии это обговорено и претензии не принимаются. За работу взял как за обычную не больше не меньше. Получилось поставить пять хороших прихваток. Если они еще хомутом прижмут то думаю на разок вспахать хватит.
1 балл
-
Видео - ЗЛО!!!! Лучше удалить и так ни когда не делать!!!! И тем более не советовать так другим! Зачем давать вредные советы? 1. Для каждой банки, ну пусть для каждой параллели, надо делать контроль. А тут без какого либо BMS все нагородили. 2. В процессе заряда, должна контролироваться температура. Что далеко не у каждой BMS есть. 3. Если нет уравновешивающей цепи, все это проработает не долго, если предварительно не взорвется в процессе заряда. Да, на год. Наверное хватит. Но если достаточно интенсивная эксплуатация, то быстро станет плохо аккумуляторам. Одни будут перезаряжаться, другие не до заряжаться. Что и делает BMS, контроль, контроль и еще раз контроль. 4. Паять "банки", так же ЗЛО! Только контактная сварка! Времянка в виде пайки, годится, но не постоянная эксплуатация. Еще есть банки с уже приваренными контактными пластинами, вот их и паять можно. 5. Зачем уродовать то, что в целом изначально работает?! 6. На корпусе написано, что после каждой эксплуатации, надо ставить на зарядку. Особенность эксплуатации литиевых аккумуляторов, дольше работают, если они заряженные. Желательно на 80%. Наверное, надо просто читать инструкции, а не заниматься уродованием изначально рабочего и довольно качественного изделия. P.S. а на "спе...о" клей, вообще аллергия должна быть. А не пихать его везде куда можно и куда нельзя.1 балл
-
Каким инструментом меряете? Пирометр может врать до 20% мерить надо калиброваной термопарой. Перед сваркой подогреваете? Низкая ударная вязкость может быть и из-за слишком высокой скорости охлаждения. Металл охрупчивается. Термообработку проводите? По какому режиму? Как регистрируете температуру? Межпроходную температуру стоит поднять повыше- до 150- 200 градусов. И следить. чтобы держалась в вилке. Валики должны быть ниточные- 5-10мм шириной. Если валики широкие, объём наплавленного металла большой- скорость низкая. Вот и перегрев. Есть предложение- сделайте макрошлиф в хорошем качестве, протравите, чтобы были видны все проходы и пришлите мне. Я его перешлю в лабораторию сварки- там посмотрят.1 балл
-
тут дело в другом. Разные предприятия смотрят на свое развитие с разных сторон. Некоторые ценят сварщиков, следовательно и текучка минимальная и устроиться с небольшой квалификацией сложно. А есть те что даешь больше за меньшие деньги, где иностранные специалисты работают. Поэтому если там говорить, что так делать нельзя, все развалится, то тебя там же и пошлют. Поэтому надо развиваться, где-то терпеть, но после получить желаемое. Ведь время, это чего не купить. Опыт без определенного затраченного времени не получить.1 балл
-
территориально от куда? Скоро выставка будет. Если есть возможность, то можете посетить и в живую перепробовать разные бренды. Есть еще демонстрационные залы у разных компаний. Можно и там попытать демонстраторов и менеджеров. Я лично в таких ситуациях как у вас, не берусь советовать. Ведь китайские производители, они такие ... от партии к партии имеется отличия. Поэтому если у одного все хорошо, то у другого проблемы. Не факт, но шанс есть. Посмотрел... Rainbow150 - 78 000р. - 80 000р. Это проверенное годами оборудование. А то что дешевле, можно рассмотреть что-то из Хугонга, например. На выставке они обычно дают поварить. В последнее время, очень сильно изменился рынок сварочных аппаратов. Характеристикам верить, себя не уважать. Если реально себе любимому, то без пробы покупать - называется играть в рулетку. Сугубо личное мнение.1 балл
-
меняли недавно батареи отопления. И РЕСАНТА у сварщика пела. Просто электроды не абы какие, а сварщик специально их покупает. Я спросил, мол сушил? А он: "а зачем?" Но реально хорошие швы и мягкий процесс. Электроды 2мм. А еще конечно в вашем вопросе непонятен бюджет. Все аппараты бюджетной линейки плюс\минус одинаково сделаны. Попробуйте Rainbow150, например. Это уже другой бюджет но и ведет себя совершенно по-другому.1 балл
-
Эллой МС-500М1. Не проходит сигнал с кнопки горелки. Банально продавили в адапторе контакты. Но изначально пришлось разбирать и тестировать компоненты, ведь привозят в ремонт очень часто без всякого объяснения причины. А водитель вообще не в курсе дела. Силовая часть и управление также как и до этого - абсолютно такая же, как и в Гроверс МИГ 500, только со своими разводками плат и транса питания цепей управления.
1 балл
-
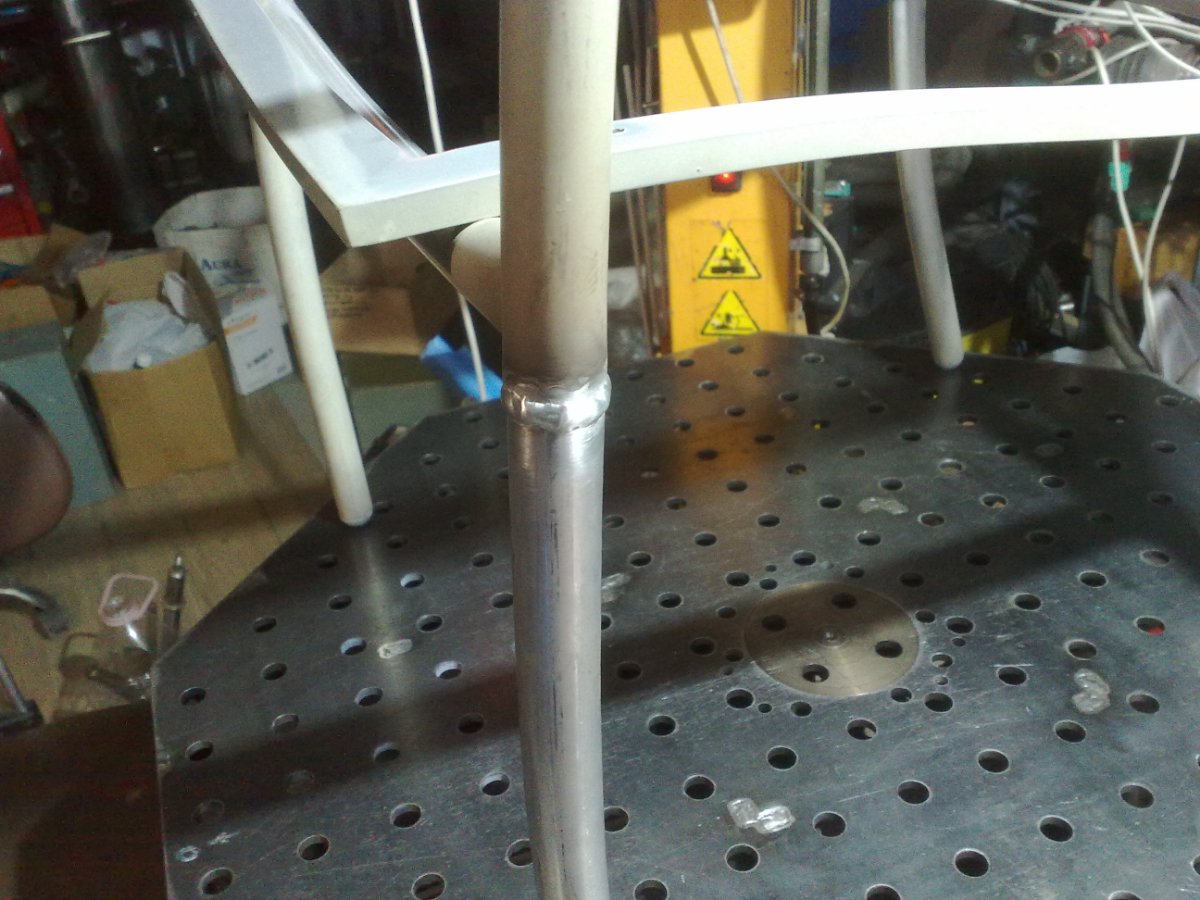
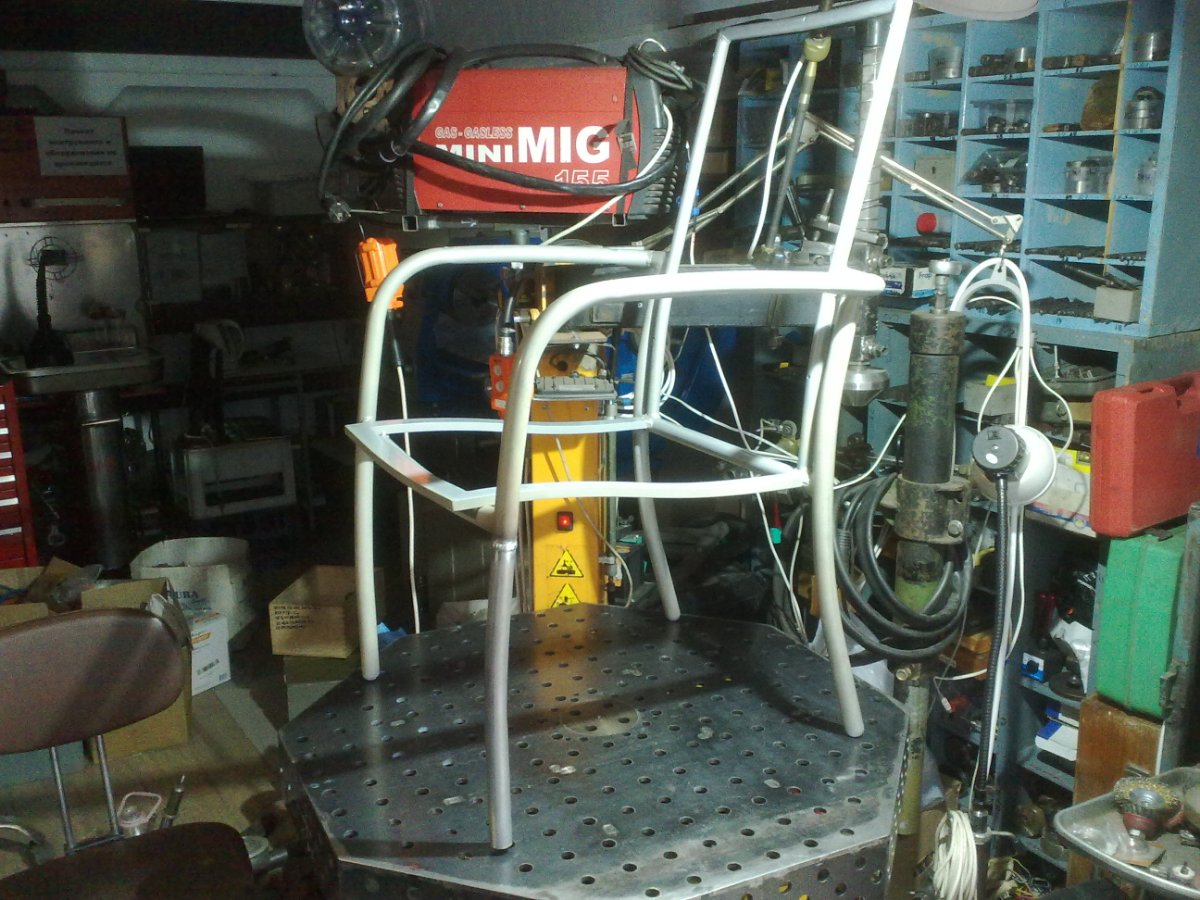
"Велика у стула ножка - подпилю её немножко..." В данном случае - "подогну ее немножко". Итальянский стульчик из комплекта мебели, дорог владельцу. Пришлось восстанавливать. Труба АД31 D30х1.
1 балл
-
Луноход-1 в 70-м почти год катался по Луне, а тут шов в бочке обдуть... Дарю технологию. ПС. Если бочка глухая, то, как говорил мой сосед по гаражу: "это будет стоить дороже".
1 балл
-
Во- первых, сначала советую разобраться с терминологией и обозначением швов по ГОСТ. В случае сварки стали в защитных газах- это ГОСТ 14771-76. В случае сварки стальных труб- это уже ГОСТ 16037-80. Для никелевых, алюминиевых и медных сплавов- свои ГОСТы. Николай, открой ГОСТ, чертёж и посмотри, совпадает ли конструкция кромок по ГОСТ, с той, что сделана в натуре. Если в натуре какая-то хрень- то надо переделывать. Либо кромки, либо чертёж. Следующий момент. Если свариваются чёрные стали, то обратная сторона обычно не защищается. Если сваривается нержавеющая сталь- то обязательно защищается. Даже если бригадир говорит, что онанизм это плохо, нам надо работать, а не дрочить на твои приспособы- защищать надо. Поищи в и-нете приспособы для защиты корня шва. Если интересно- могу расписать, что происходит в нержавейке при сварке без защиты обратной стороны, но это не существенно. Существенно то, что с обратной стороны лезет "капуста"- хлопья окисленного металла. И это не просто косяк- за это сварных гоняют ссаными тряпками. Следующий момент. Зачищать обратную сторону перед сваркой- надо обязательно (равно как и обезжиривать перед сваркой, даже если ничего не видно, даже если спирта нет, даже если что угодно- ацетоном или спиртом надо обезжиривать. И перчатки надо менять- жирная перчатка обосрёт всю сварку, и знать не будешь откуда после обезжирки появляются поры. Бензин- только ректификат "Калоша"- бензины часто после высыхания дают масляную плёнку- проверять перед использованием задо). Была защита или нет- зачищать. Без фанатизма, без ям. Просто пройтись шлифовальным кругом 3 мм и посмотреть, есть ли натёки, трещины,поры. Если есть узкие щели, ведущие вглубь- это потенциальный непровар. Его надо вышлифовать. Округлые поры, трещины- всё вышлифовать пред сваркой. Если нержавеющие листы 2-3 мм толщиной варились без защиты- то "капусту" зачищать, возможно, придётся на бОльшую толщину лицевого прохода. Так вот, возвращаясь к раблюдению, что ванна не хочет образовываться- там всё в окалине- как ей образовываться? Вот жидкий металл и катается по окислам. Следующий момент (кажется я повторяюсь ) Обычно защиту корня шва ведут до толщины наплавленного металла 3- 4 мм- это 2- 3 прохода. То есть, когда с одной стороны сварил с защитой проход двустороннего шва листов 3 мм толщины, то при сварке корня надо защищать лицевую сторону, потому, что может пойти капуста- первый проход нередко проплавляется и формируется валик "продавленного" металла. Защита уменьшает объём зачистки и улучшает вид шва. А по поводу того, что напротив дуги металл разогревается до красна- это правильно. Даже, в принципе, можно определить, что металл был сначала красным, потом побледнел, потом опять крсный- то там, где был недогрев с высокой долей вероятности будет несплавление. Прогретый металл варить с обратной стороны не стоит- прожег может быть и поводки потом могут быть сильнее. Не "улетучилась" а окислилась. Если не было защиты- газа, расплавленного флюса или слоя другого металла. Если ванна была хорошо защищена и металл остыл под защитой- то ничего никуда не улетучилось и не выгорело. Есть различные приёмы, которые описываются в УЧЕБНИКАХ. Там и иллюстрации есть. Есть устройства для подачи газа, есть подкладки- съёмные и несъёмные, металлические и керамические. Есть расплавляемые вставки. Много чего есть. Читать надо. Можно смотреть видео, но там слишком много ереси- для повышения аудитории и монетизации многие начинают давать пространные наукообразные пояснения, мало имеющие общего с реальностью. Для общего развития советую почитать ОСТ 26.260.3-2001 "Сварка в химическом машиностроении. Основные положения." и РТМ-1С. Оба документа обычно называют "Талмуд"- они имеют всеобъемлющий характер, но каждую главу можно толковать и дополнять. Ну и ГОСТы.1 балл
-
а вот вы решили пошутить? У каждого свое назначение. Или это не очевидно? Или у вас как в армии, когда таблетку анальгина разломали пополам и дали солдату. "Вот, держи. Эта половинка для головы, другая для жопы. Смотри не перепутай!"1 балл
-
Кем? Если Вы сварщик, то режимы и методы сварки должны определять технологи. Они же и оснастку должны предоставить. Дело сварщика - исполнять предписанное. Для этого полезно тренировать моторику рук. Стремление к знаниям похвально!1 балл