Лидеры




Популярный контент
Показан контент с высокой репутацией 11.01.2024 во всех областях
-
Уважаемые коллеги! В данной теме будут рассматриваться вопросы, касающиеся обучения технике сварки ММА, навыкам работы со сварочным оборудованием, выкладываться литература по данной тематике.Прошу всех, опытных в сварке ММА снисходительно отнестись к вопросам новичков.Нечего сообщить по теме вопроса-лучше воздержитесь от кнопания по клаве.Поменьше эмоций-побольше конструктива. Договорились?5 баллов
-
Кружка,титан вт-1, 1мм,сварка своим телом,стенка с листа,донышко и ручка
 3 балла
3 балла -
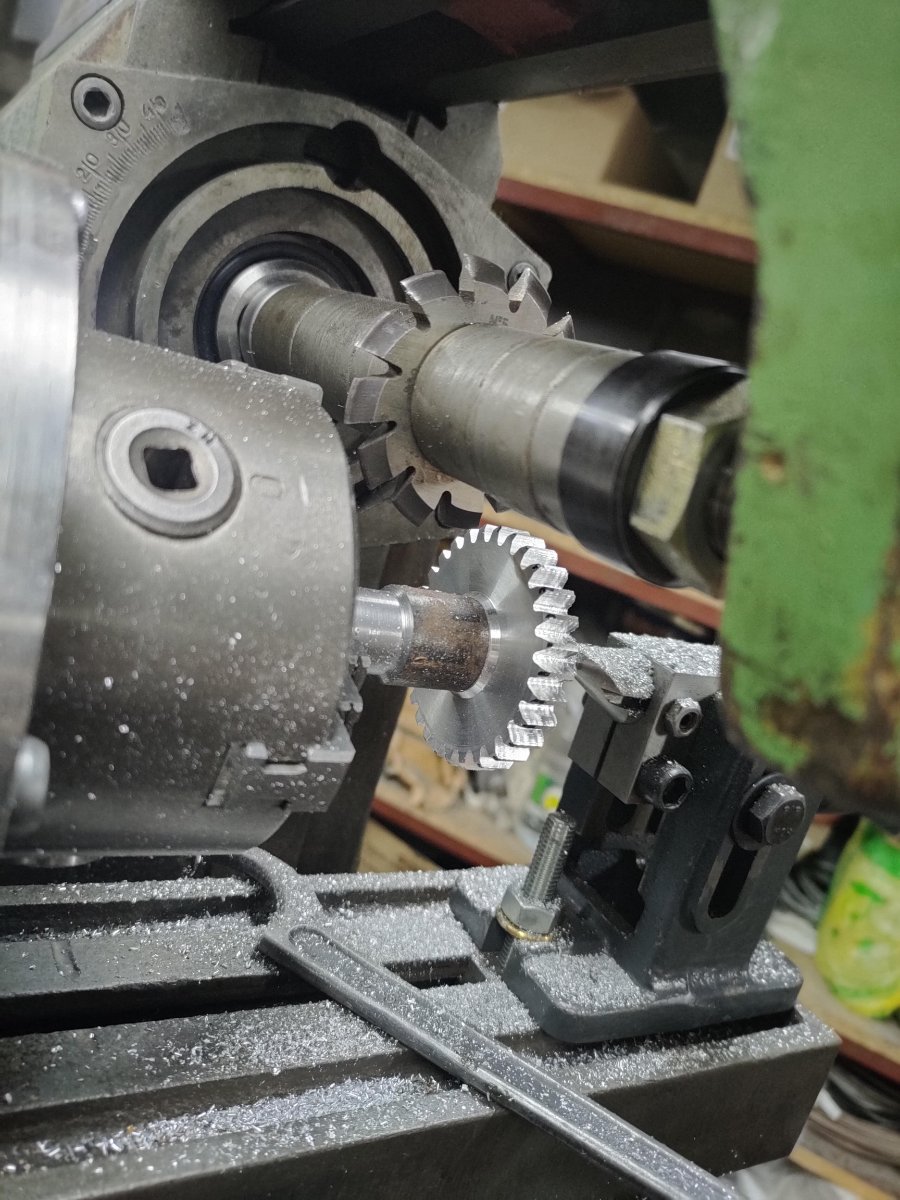
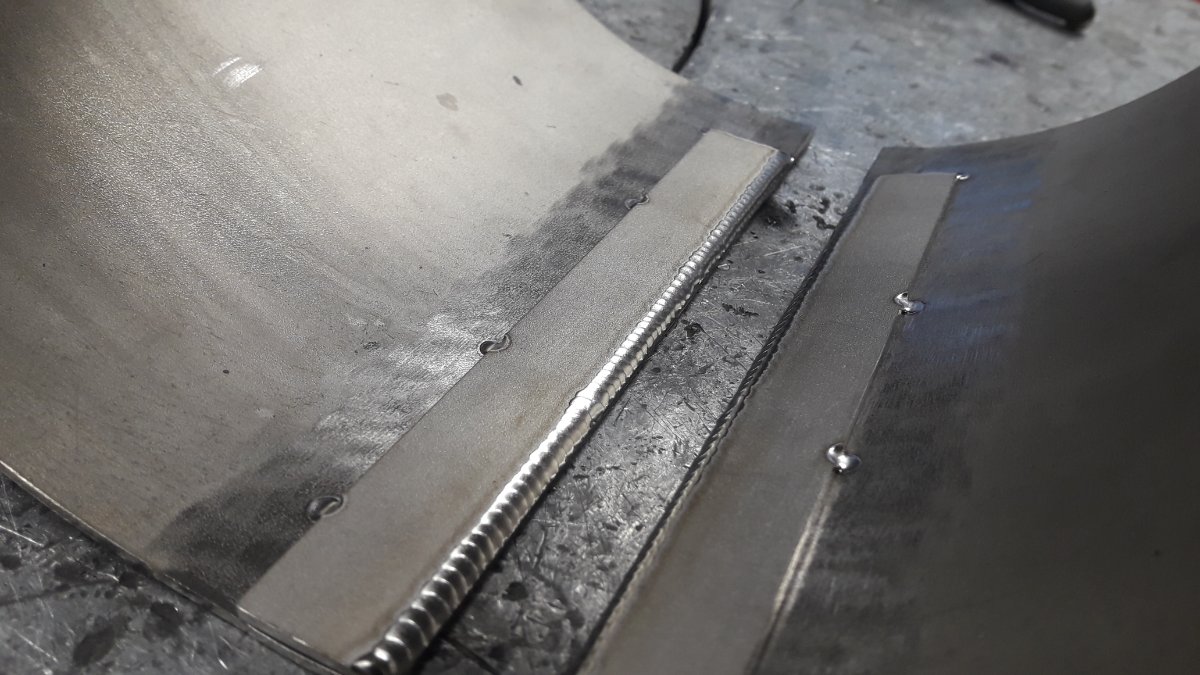
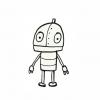
На снимке шестерня /будущая/ ст.40Х или 14Х2Н4А,точно не помню,что-то из двух. Диаметр 60мм,длинна 100мм. Проволока 1,2 08Г2С .Ведите наплавку обратной ступенью. Ничего сложного там нет.
3 балла
-
Новичкам следует помнить, что манипуляция электродом в разделке- это тонкая моторика довольно увесистым предметом с длинным гибким стержнем. Сварка плавящимся электродом- это сочетание трёх движений- поступательное- нужно подавать отгорающий электрод и держать нужную длину дуги, нужно перемещать электрод вдоли шва и нужно при перемещении делать колебательные движения от оси перемещения. При этом нужно следить, чтобы кромки проплавлялись, чтобы не было прожогов и непроваров в корне шва, пор и шлаковых включений в заполнении... И много всего. Поэтому кажущаяся лёгкость, с которой профессионалы перемещают дугу вдоль разделки и кренделя, которые они выписывают- это результат долгих и упорных тренировок. Как-то услыхал, что сварщики держак иногда зовут смычком. Поэтому всем, кому хочется научиться варить покрытым электродом нужно тренироваться сначала зажав в держак карандашик. Даже если кто-то будет стебаться (где-то публиковали видео с китайцем- там вообще у него кирпич на держак повесили). Нужно рисовать вдоль линии зигзаги и петли. Фокус не в том, чтобы нарисовать, а в том, чтобы они (зигзаги и петли) были одинаковы всё время. Мышцы, нервы и мозг должны натренироваться. Должен появиться автоматизм. Конечно, при наличии достаточного количество обрезков металла и электродов, под руководством опытного мастера- наставника, в совершенстве владеющим техническим матерным языком, можно этот этап пропустить, да где его всем найти... Поэтому не стесняйтесь, тренируйте руки. Сначала будет тяжело, но с развитием навыка будет легче и интереснее. Появится автоматизм- можно будет разбираться, что видишь в ванне расплавленного металла. И надо учиться попадать электродом в ту точку, которую видел 4 секунды назад до того, как маска закрыла обзор (хотя с появлением дешевых масок- хамелеонов это стало не так критично). Мало того, что следы зажигания дуги на основном металле некрасивы, так и во многих изделиях сугубо и трегубо запрещены. Поэтому тоже тренировки сначала без маски, потом в маске. Ещё раз повторюсь. Без долгих тренировок, без заварки кракозябр не получится. Выкладывайте свои швы и не обижайтесь, когда их будут критиковать. Это не от злости.3 балла
-
Забыл, валик делал около 4мм шириной,дабы компенсировать отсутствие радиуса между дном и стенкой
2 балла
-
Наплавлять по спирале или зиг загом, не имеет ни какого значения. Тут именно в удобстве дело и чтобы деталь не завязало узлом или в виде яйца его не получить, ведь спираль будет равномернее прогревать деталь и усилия стягивания после остывания наплавленного будут равномернее распределяться. Некоторым наплавляли зигзагом, но по причине толстого и массивного, на выходе было кольцо, оно таким же и осталось. Некоторым именно спиралькой. Много тока то же не всегда нужно, т.к. тепло, оно замкнуто и деваться не куда. Поэтому тут уже со скоростью играться приходится, т.е. быстрее и на большом токе либо пусть медленнее но за счет естественного остывания вся деталь не перегревается. В любом случае, это не серия, а штучно и в ручную, следовательно, следите за ванной и формированием валика. Начинает растекаться, либо ток ( напряжение) уменьшаете либо небольшая остановка для естественного остывания и перераспределения тепла. Но в МИГ\МАГ проблема, старт\стоп, может быть пОра. И после обработки может быть не удачно расположена, придется подлечить. Если это не критично, то и проблем нет.2 балла
-
https://www.yaplakal.com/findpost/130645055/forum2/topic2722193.html2 балла
-
Сварка потолочных швов – проблемы и решения. Среди множества профессиональных навыков, которыми должен обладать сварщик ММА, одним из безусловных критериев мастерства является умение сваривать швы в потолочном положении. Потолочное положение – самое сложное в силу следующих причин: — работать надо против силы тяжести; — затруднённый обзор за состоянием сварочной ванны. Причин вроде мало, но последствий в виде массы негативных факторов – гораздо больше. Начнём разбираться с первого пункта – работать надо против силы тяжести. Что это значит? А значит это то, что металл, будучи в расплавленном состоянии в виде жидкости в определённый момент времени, стремится самопроизвольно покинуть рабочую зону в виде сварочной ванны, то есть банально вытечь вниз, по пути проделав пару дырок и ожогов в спецодежде, сварочной маске и даже! Ужас-ужас! В вашей «шкурке». Что энтузиазма сварщику, конечно, не добавляет. Шлак тоже бодро льётся вниз, усугубляя проблему ещё и своим присутствием. Да и дыры шлак тоже жжёт на раз-два… Как с этим бороться? Знаниями физики процесса в общем и технологии дуговой сварки – в частности. Что такое металл и шлак под дугой мы уже выяснили – жидкость. Может жидкость висеть на потолке? Может, и ещё как. Зависит от размера и массы, и её температуры. Это физика, причём не вся… Теперь о технологии: Чтобы капля металла, вместе со шлаком, быстро и задорно, отлепившись от стержня электрода прилипла к потолку – надо придать ей некоторый импульс, который желательно не растерять, пролетая сквозь дуговой промежуток. Поэтому что? Правильно! Дугу держим максимально короткую, стараясь прямо-таки утыкаться козырьком обмазки электрода в сварочную ванну. Для быстрейшей кристаллизации металла в сварочной ванне сварку ведём на пониженном, по сравнению со сваркой в нижнем положении, токе (до 20%), не набираем в одной точке массу металла, превышающую силу поверхностного натяжения капли. Шлак из вредителя перетянем в союзники – используем электроды преимущественно с короткими шлаками (основное покрытие здесь рулит). Ну или с лёгкими (целлюлоза). Если это невозможно в силу каких-то причин – занимаем положение под стыком, отличное от диретиссимы, чтобы не находится «в зоне огневого поражения». Но здесь – главное не увлекаться, потому как обзор, и ранее не блиставший качеством, может скатится уж совсем в никакие характеристики. Со знаком минус, естественно. То есть плавно подошли к пункту номер два – затруднённый обзор за состоянием сварочной ванны. Удерживая минимальную длину и поддерживая сварочную ванну давлением дуги можно вести сварку условно «углом вперёд» и «углом назад». «Углом вперёд» – приличный обзор, хорошо считывается «окно контролируемого прожога», она же – «замочная скважина». Однако хуже формируется «обратная стороны Луны» (сварочного шва), возможны несплавления и провисы корня (речь за стыковые соединения типа С2 и С17 по ГОСТ 5264-80/16037-80). «Углом назад» – обзор гораздо хуже, однако формирование корня и особенно обратного валика – гораздо лучше. Даже на положении «6 часов» можно добиться формирования валика с усилением с обратной стороны. Впрочем, этого можно добиться и «углом вперёд», но с меньшей долей вероятности. Электроды в случае сварки потолочных швов предпочтительнее с основным типом покрытия, хотя и с рутил-целлюлозным можно добиваться приемлемых, с точки зрения качества, результатов. Практикуйтесь чаще и хорошего Вам провара! Взято с сайта-https://www.top-weld.com/blog/sovety-pokupatelyam/svarka-potolochnykh-shvov-problemy-i-resheniya/
1 балл
-
Если разговор за выбор держака ММА, то вот этот: мне кажется самым удобным. Цена не большая. Держится электрод, по моему личному убеждению, лучше. Замена электрода не кардинально отличается от обычной прищепки. Если уж говорить за обучение, то надо начинать все же качественными материалами. Плохие, это уже на испытание своих сил и умений. За трезубец могу только одно сказать, это палка копалка. Да, очень и очень удобная вещь, но нет защиты от короткого замыкания на деталь когда выпускаешь из рук.
1 балл
-
а почему должны хотеть? Ведь им нужно галочки ставить из предложенных вариантов. Вот и все знания. А чтобы головой думать, преподы, ну тогда мне так виделось , издевались... А после стало понятно, что они преследовали. Ведь сводить информацию, выкидывать не нужное из моря данных, это довольно трудно. Поэтому лекции в институте ценились по причине получения выдержек, а не увлекательное чтение 1000 страничной книги и далеко не одной. При этом, тот кто это делал за нас (препод) имел опыт и не одного года и не 10 лет. А человек устроен так, меньше тратить энергии получая результат. Поэтому что проще, то и принимается легче. В данный момент информацию не фильтруют. Ее просто выкидывают в виде вообще пережеванной пищи, из множества всяких видосиков можно понять логичность и правильность только если сам попробуешь, либо знаком с материалом. В противном случае, кажется, что оно само все получится. Немного постарался но быстро сдулся канал Доктор Дью. И ведь еще тут интересное, на этом в России не плохо зарабатывали. Т.е. выкидываешь откровенную ДИЧЬ, народ это глазеет, тебе лайки из-за тупости просматривающих и этот деятель еще денег получает. Следовательно, другим то-же хочется халявы, следовательно еще больше деятелей вылазит и так ... пока не закрыли монетизацию. Сейчас немного схлынул этот поток бесконечного блуда. Поэтому возвращаясь к исходной теме разговора. Вопрошающий не хочет понять и разобраться с тем, что было ему сказано. Т.е. видосики оно понятнее. Касательно книг, то же имеется некоторое НО, т.к. в некоторых книгах разбирается определенное условие. Следовательно, другие можно игнорировать. Но если это в теории работает, то на практике не все можно принять за 0. И обычный человеческий фактор так же ни кто не отменял. Ну перепутали картинку, ну ее описание не верно...1 балл
-
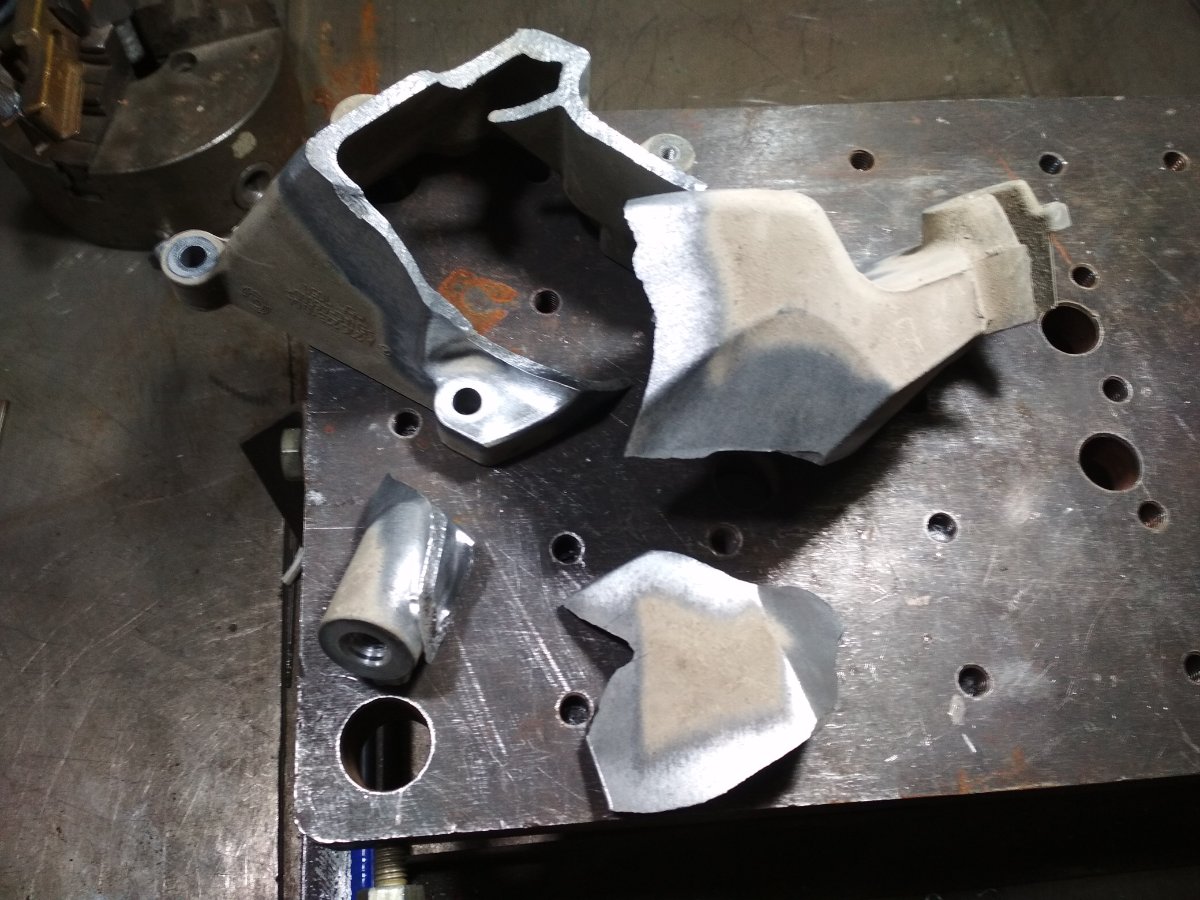
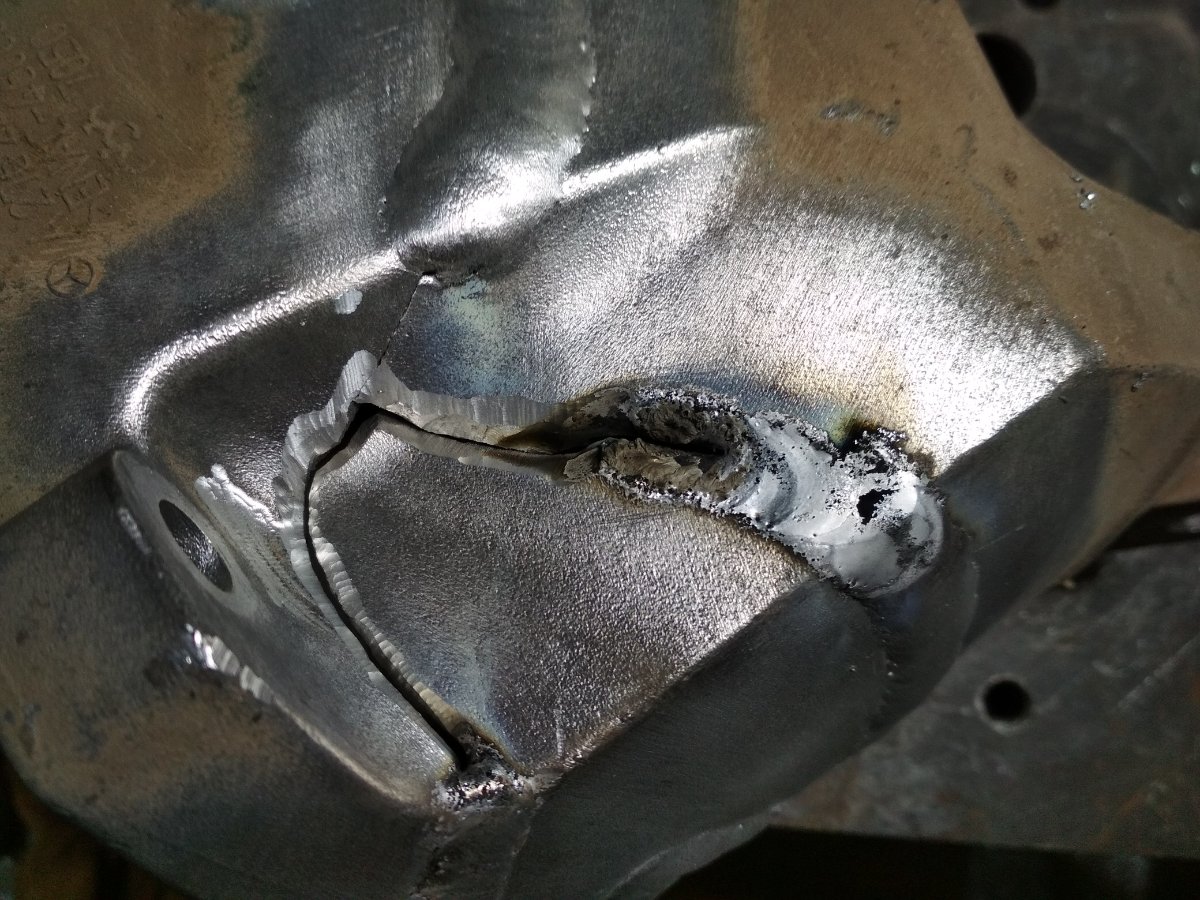
Кронштейн. Мерседес. EN AB46000. Казалось бы,стандартный сплав -поддоны,блоки и т.д.,но содержание примесей и газонасыщенность сплава кронштейна намного выше. Распределены они неравномерно по объему.Примеси мешают образованию св.ванны,загрязняют ее,а водородную пористость полностью устранить сложно,если в принципе возможно.Это кронштейны Мерседес и Ауди начала 2000-х.Надо иметь в виду,что подобный ремонт займет намного больше времени,чем сварка того же поддона из аналогичного материала. Потребовалось около четырех часов,чтобы это сделать. Сложности в фиксации частей и сварки нет-все открыто и доступна,как с внешней стороны,так и с внутренней. Единственная проблема -это примеси и водород:приходиться многократно наплавлять,вырезать и т.д. В таких случаях,когда наблюдается "кипение,на поверхности образуются темные окисные пленки,то проверяют качество газа,т.е. берется пластинка АМц,АМг и зажигается дуга.Если катодное распыление идет нормально,то проверяется электрод на предмет его загрязнения. Если все соответствует норме,тога придется повозиться,чтобы добиться приемлемого качества св.шва. Новичкам на заметку.
1 балл
-
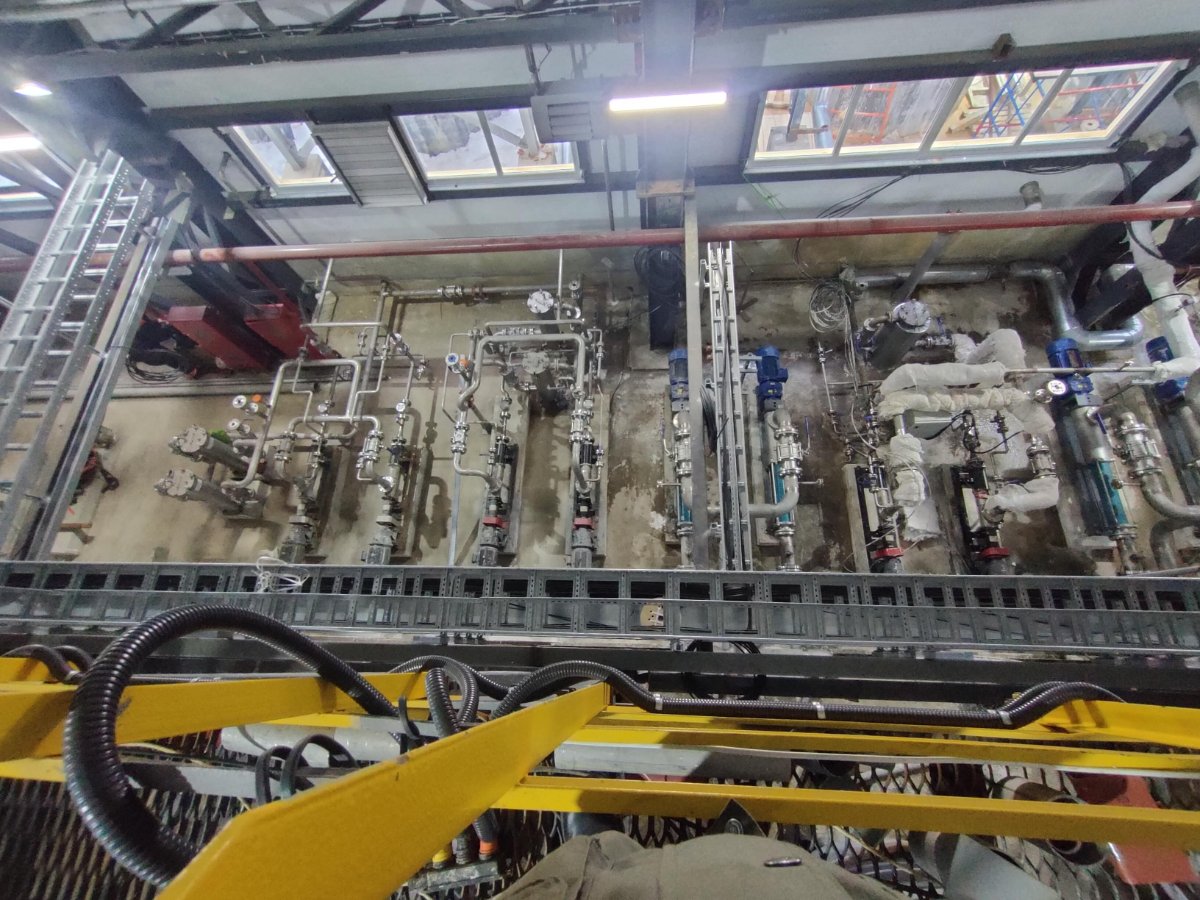
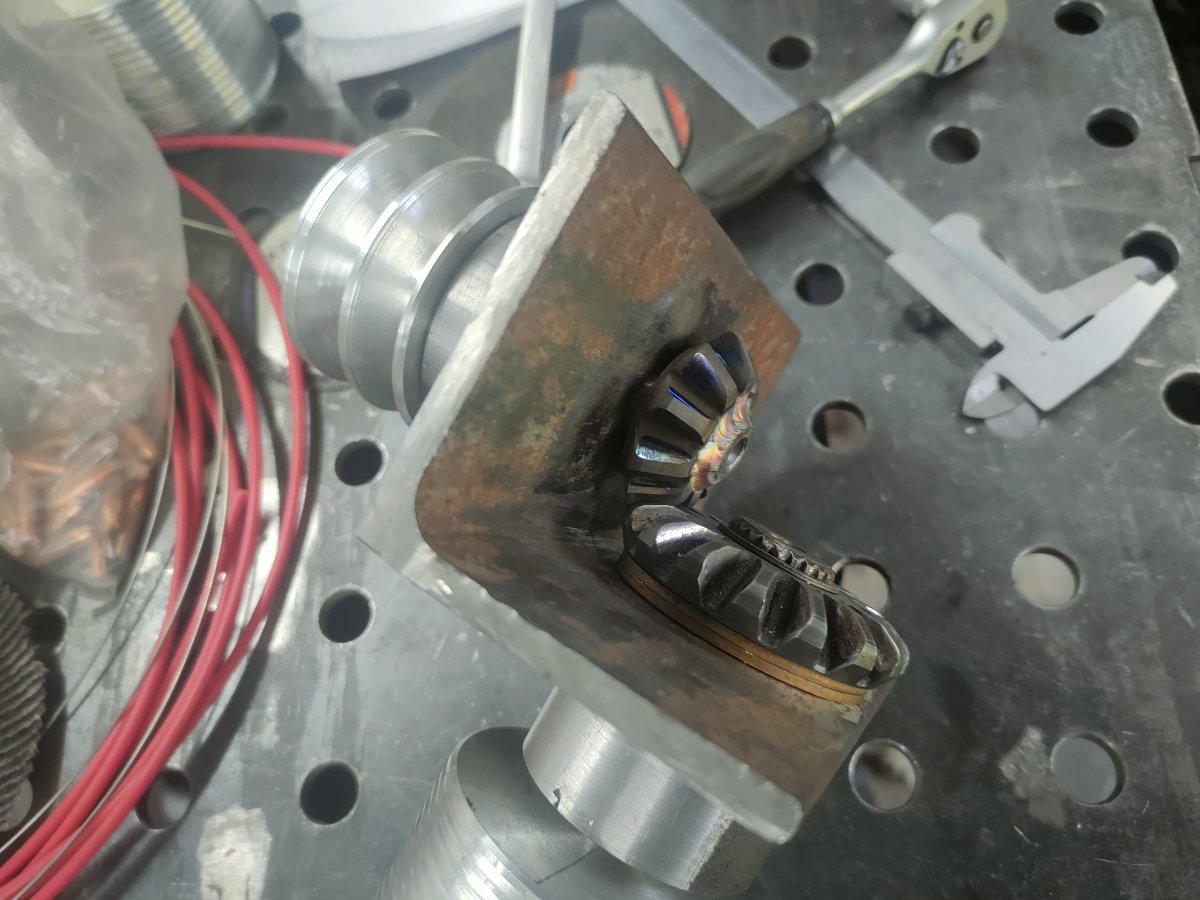
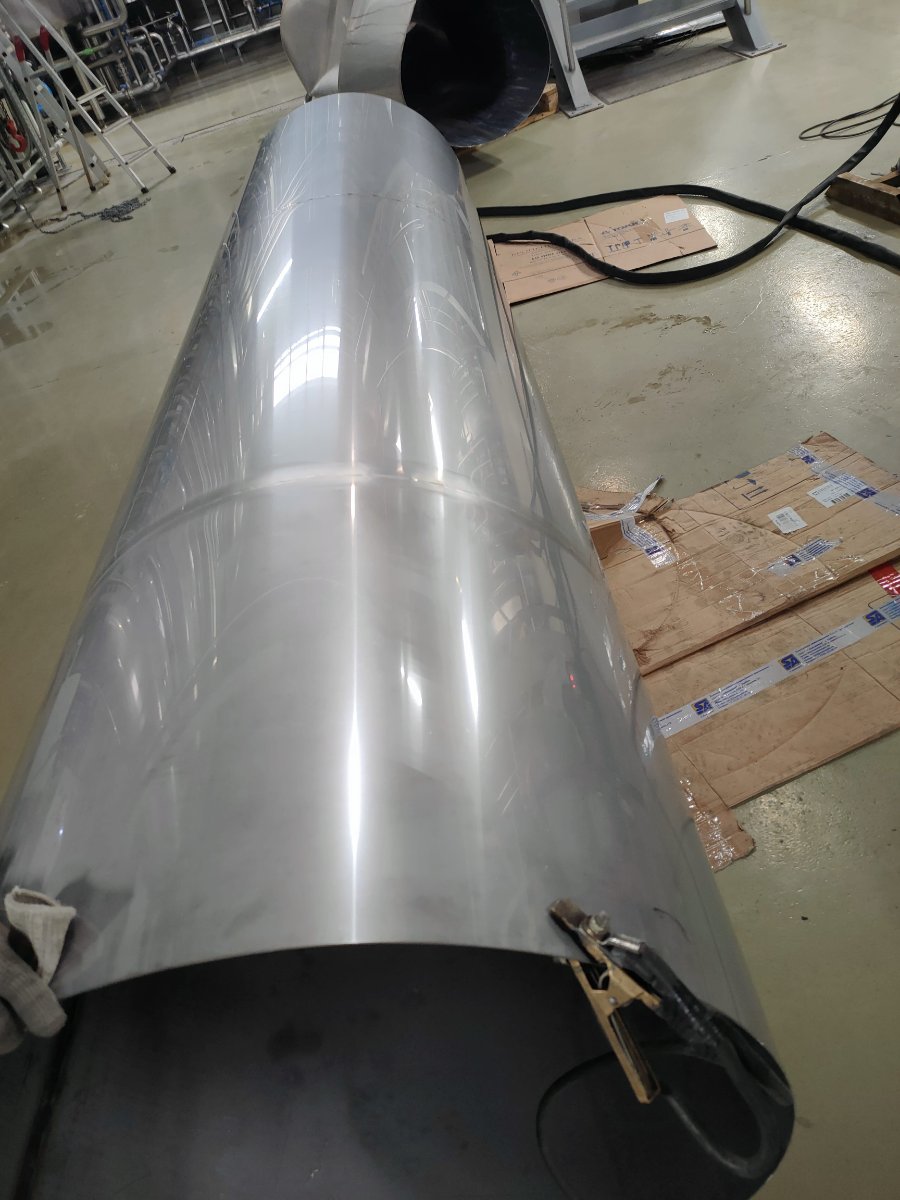
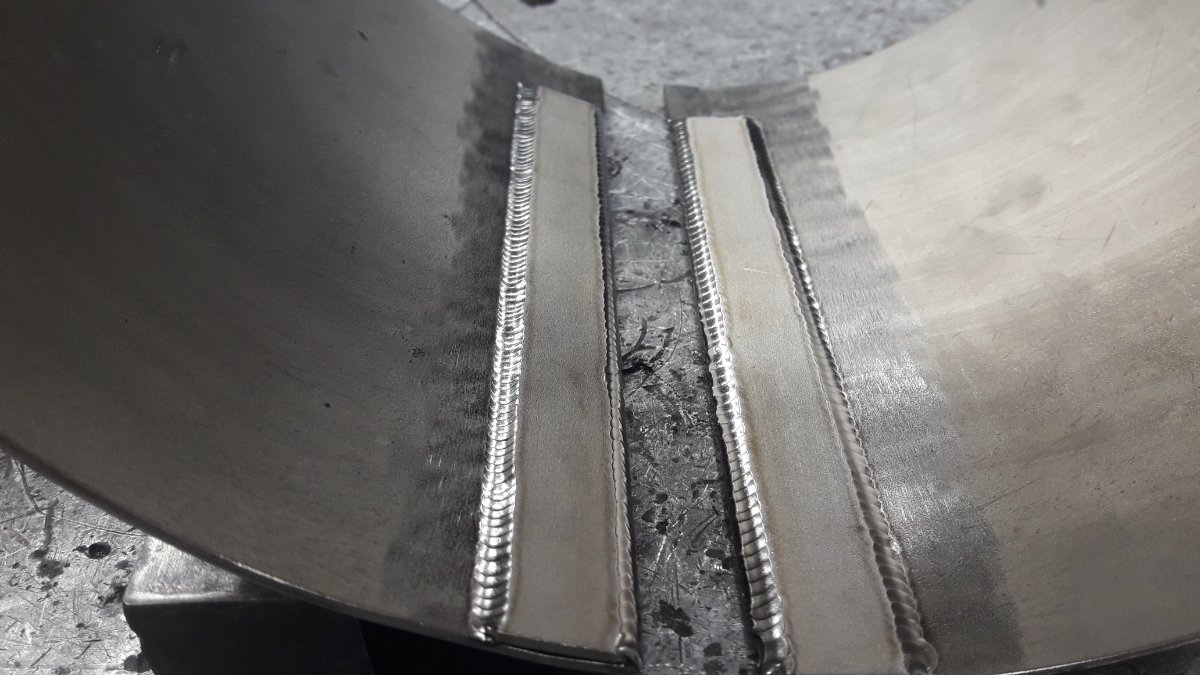
Коллеги здравствуйте, добавлю немного в тему работ: обвязка емкостей и насосов, на объекте телефоны запрещены, снимал под конец отъезда домой, материал 12х18н10т немного токарки, ремонт и изготовление зубчатого колеса, изготовление углового редуктора на сомодельный минитрактор ремонт емкости на пивзаводе(вакуумом всосало), обечайки давальческие, с нас сварка и монтаж, изготовление сувенира на пивную тематику для директора завода сварка каркаса под рундуки из алюминиевого профиля
1 балл
-
Кронштейн Кио. Сварка простая. Что хотелось бы отметить? Выполняется без проковки Пнан11 или NF. Единственное,что надо накладывать валики противоположно утягивающими ,то бишь,закрепляются торцы,затем корень мм 15 с одной стороны,потом с противоположной и так по всему сечению.Если сваривать одну сторону,затем другую,то может произойти отрыв(не откол).
1 балл
-
Вт1,стенка 1.5мм,сварка своим телом
1 балл
-
Странно, так вроде и раньше утверждали, что отстрелов не было, да и варил аппарат изумительно сразу из коробкиhttps://tse2.mm.bing.net/th?id=OGC.03a73afb6523f7e3536afbca880a7711&pid=Api&rurl=https%3a%2f%2fmedia.tenor.co%2fimages%2f03a73afb6523f7e3536afbca880a7711%2fraw&ehk=hAkpq8VMFamhHU21P%2f7M%2b5idoq4gjLglrXmem2G%2bCvs%3d1 балл
-
Да не благодарите! Вас же не просят выступать заступником этого барахла. Хотя лично к вам никогда не было никаких претензий, хотя вы, заступаясь за эти чудо аппараты, за все время жизни этой ветки, ни разу не показали доказательства обратного. Ну что поделать, если Гроверс теперь только с этим "коричневым" и ассоциируется, причем не только у меня. И заметьте что не по нашей вине и нашему желанию... Нормальный продавец и производитель просто бы отозвал брак назад и вернул покупателям деньги. За что Гроверсу была бы честь и хвала Но Гроверс предпочел вести себя как некоторые известные политики. Главное держитесь, а мы ещё по экспериментируем за ваш счёт! И я не скрываю, что миссию изобличения "коричневого" как вы правильно сказали, набора микросхем я буду нести насколько мне хватит сил во всех социальных сетях и форумах. Ибо не нужно вытирать ноги о добросовестных покупателях, причем за их же деньги. Надеюсь вы поняли, как говорится, ничего личного, только бизнес! )))1 балл
-
Да потому что производителю абсолютно пофиг на своих покупателей, лишь бы продать сие чудо. Оно к стати стало стоить не понятно по какой причине 60т.р.Доллар даже на столько не вырос... Только жадность производителя. Наверное нужно как то компенсировать убытки от упавших продаж. Не качеством конечно же..1 балл
-
@Вячеслав164, Ну я всю тему осилил.. Да,аппараты разные попадаются Но кроме отстрела (он меня не напрягает),впринципе всё хорошо. Брызг,гуляния тока-такого не замечено. Синергетика средняя,требует чуток подстроек,это нормально я считаю... т.к проволока разная.напряжение разное в сети,газы тоже... Она только для новичка,подстроить под себя всегда можно же. Ну не знаю,на новые прошивки надеятся уже наверное не стоит,а там будет видно. Аппарат-подарок.....а дарёному коню,сами знаете чего-1 балл
-
Глупости. Они ограничены в толщине выставленного металла. Для чайников неуёмных,котороые "нули" Умееш настраивать.выстави ручной режим и всё.-1 балл
-
Зачем тебе сварочный аппарат?Купи электрорубанок- рученки кудрявые строгнешь и все будет в елочку.-1 балл
-
Мой юный друг, я за много лет столько наварил...Не мне интересно(хотя иногда смотрю и фото и видео), а форумчанам может быть интересно.Кидай видео-пущай посмотрят.-1 балл
-
@tehsvar, Алексей,я больше склоняюсь что у здешних сварных либо руки кривые,либо аппараты "левые" Одно из двух.-1 балл
-
Они внутри другие. Ничего страшного, у всех свои недостатки.-1 балл
-
Господа "обсиратели",рукажопы и т.д,хоть один есть у кого новая прошивка?-1 балл
-
@Splinder, а фото швов можно?-1 балл
-
По поводу Гроверса 200с,так вот,после замены (причём бесплатной,гарантия прошла) платы управления с передней панелью на новые,отстрелов нет,аппарат варить стал хорошо. 200p с новыми платами вообще работает изумительно (видосы есть на ютубе) Так что если остались аппараты 18-19 годов,требуйте замену плат.а не сритесь по поводу "плохо варит и т.д"-1 балл