Лидеры




Популярный контент
Показан контент с высокой репутацией 14.08.2023 во всех областях
-
Привезли срочную детальку, пришлось выкатываться на станке под расточку. Быстренько выточили оськи для штурвалов, зажали их в редукторы станка и понеслось... Получился "HandWorkCNC" Товарищь стоит на штурвалах, я ему кричу "Петька поворот 20" и товарищ быстро крутит штурвал на 20 оборотов. Поржали как лошади, но детальку выкатали. На днях расточу в размер. Заколебался выставлять, ни одной живой базовой плоскости на мосту не осталось. Все точки через калькулятор и измериловку вычислять пришлось. . . На днях расточу, вварю втулку и расточу уже под нужный размер.
 3 балла
3 балла -
Мир потихоньку сходит с ума , вот изречение и главное способ "калымный" которому и ржавчина не почем . --------------------------------------------------- Я специально не стал чистить лопухи ржавчины внутри, что бы продемонстрировать решение проблем в сварке корней с запасом. И вот приходит на выручку один из удивительных способов сварки тигом, называю его колымным. ----------------------------------------------------------------- https://m.chinatopcncmachinery.com/news/why-argon-welding-produce-pores-38013078.html2 балла
-
Весьма печально слышать подобные вещи о технологии ремонта сварных швов на объектах Росатома. ..2 балла
-
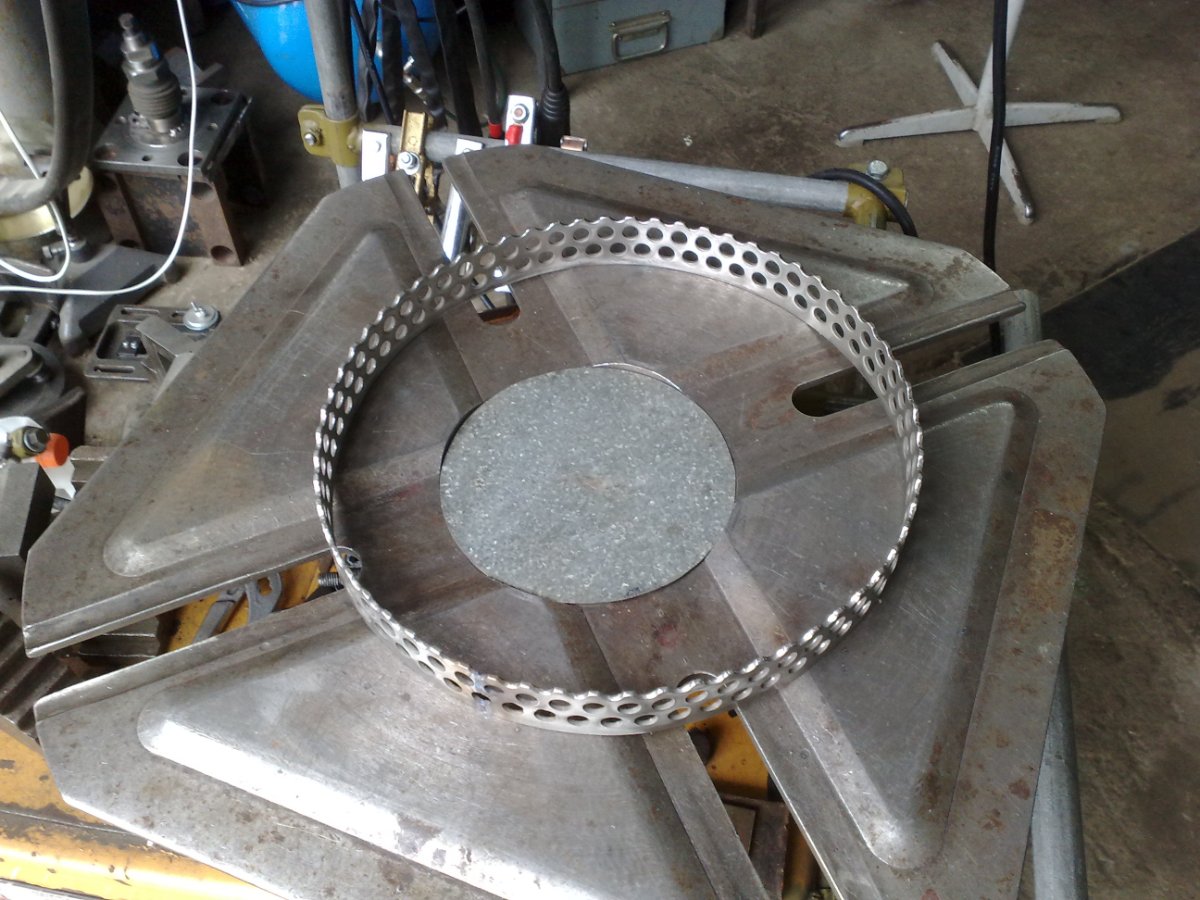
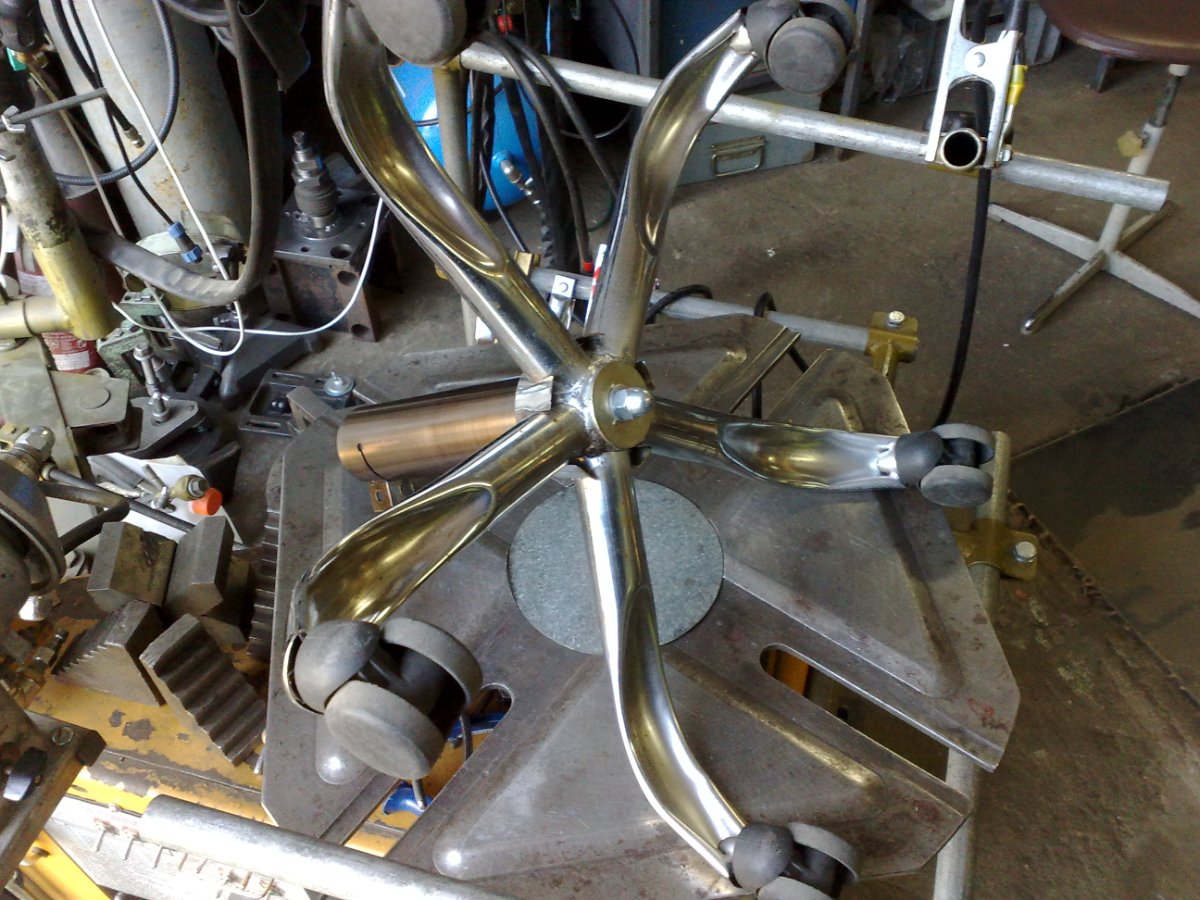
В продолжение темы про телескопический стульчик. Какой же барный стул без подставки под ноги? Теперь я в бары со своим стулом. Все сделано из неделовых отходов, параметры которых не очень подходили. Спицы подставки слишком узкие, обруч меньшего диаметра, чем хотелось бы, но что было. Пришлось моделировать и проверять запас прочности. Хватило только на 60 кг (если встать на обруч).
2 балла
-
Тогда нужно посмотреть, есть ли отверстия в основании, куда вкручивается держатель наконечника. Если внимательно посмотреть каталог- на некоторых держателях видны отверстия.1 балл
-
Добрый день! Надо просто открыть каталог и посмотреть конструкцию горелки и какие есть комплектующие. http://kemppi.inwelding.ru/data/br_mig-torch.pdf В держателе наконечника должно быть отверстие для выхода газа, а в керамическом кольце отверстия для равномерного распределения по объёму сопла.1 балл
-
Ну как в порошковом огнетушителе. Сыплет из горелки порошок, тот сгорает уже)1 балл
-
Тут больше вопросы к Вашим ИТР..1 балл
-
Можете озвучить объект, где в ходу подобные технологии ремонта и организацию, культивирующую столь прогрессивные методы организации сварочных работ на ОПО? Чтобы страна знала своих героев...1 балл
-
Кто же вас допустил до АЭС???? Поры не перекрываются ,,,,, их надобно беспощадно вырезать и уже потом устранять сваркой. Да и вопрос-вопросов какая черная сталь и их море марок????? ,,,,, да и нержавейки тоже море ,,,,,,, так вот озвучьте как это все происходит да еще на АЭС с капиллярным контролем???????????????................1 балл
-
Причем тут АЭС вообще? У Вас подобная технология ремонта прописана в РД? Или это "инициатива на местах"?1 балл
-
Нержавейка для примера, рядом спичка.
1 балл
-
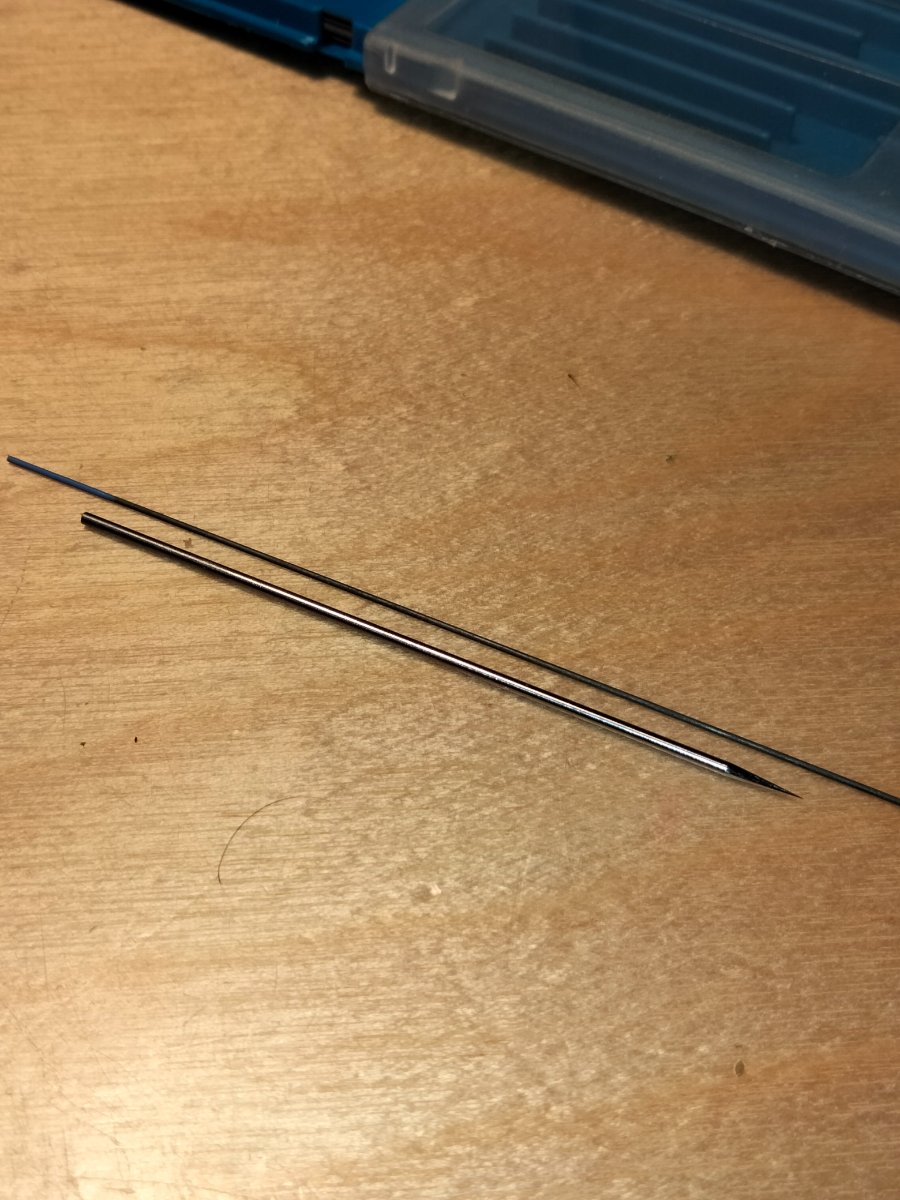
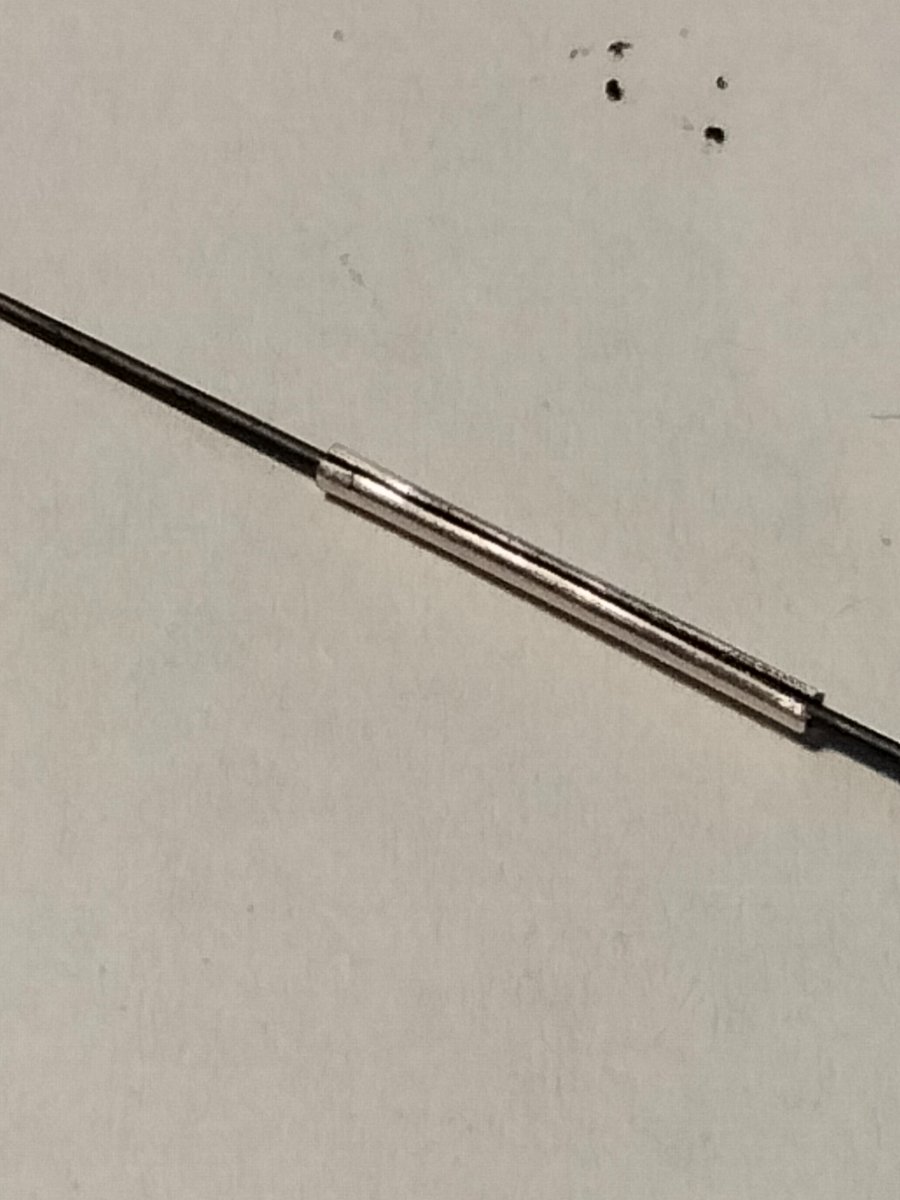
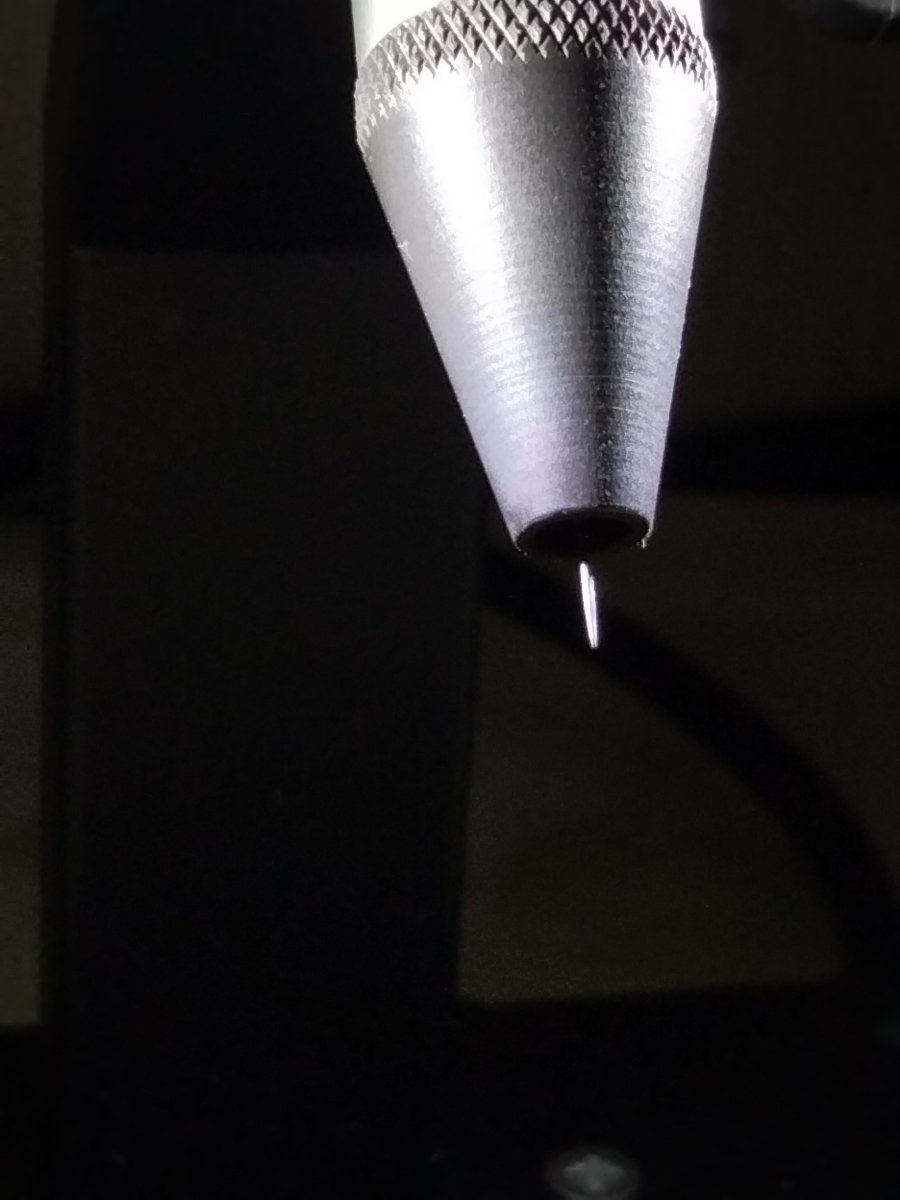
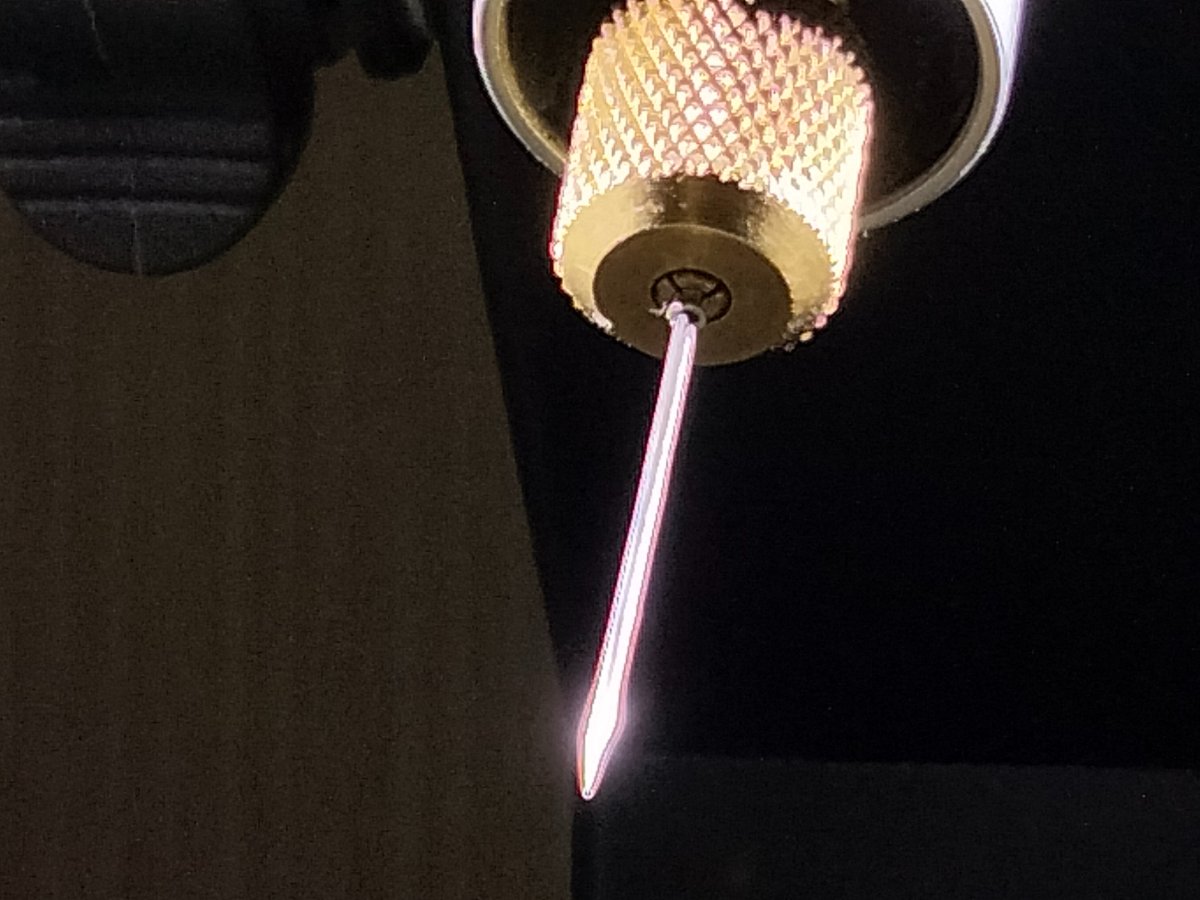
Лет пять назад по случаю приобрел данные электроды- диаметром 0.5мм. На вырост, так сказать, так как цанга в моем аппарате рассчитана на работу с электродами диаметром 1мм. Острой нужды в 0.5мм не было- так, поспрашивал, кто цангу мне выточит пару раз и забил на это дело. Да и 0.5 редкий размер- в доступе только "фирма" за невменяемые деньги, да и та в ряде случаев качеством не блещет. Относительно недавно распробовал хранящиеся электроды на другом аппарате, с нужной цангой и решил все-же вернуться к попытке пристроить их на свой аппарат, ибо хороши) На фото упаковка и фото для сравнения 0.5мм и 1мм электродов. Решение было найдено, что называется "лежало под ногами"- была изготовлена серебряная трубочка с толщиной стенки 0.25мм и наружным диаметром 1мм. Продольный плотный стык трубки был пропилен лобзиком. Получилась такая цанга в цангу) И вот результат:
1 балл
-
Стульчик телескопический. Для ситуаций, когда при сварке сидеть уже поздно, а стоять еще рано.
1 балл
-
Всем привет. У нас как всега все привычно... Стройка медленно движется, свершения свершаются. Подготовили полы к заливке в будущей котельной и в мойке. Ну и собираем опалубку под заливку фундамента административного здания. Надеюсь на днях зальем очередные 90кубов бетона. Пока добрались до опалубки уже всё травой поросло.
1 балл
-
Раз! И легким движением руки убитый вал превращается в целый.
1 балл
-
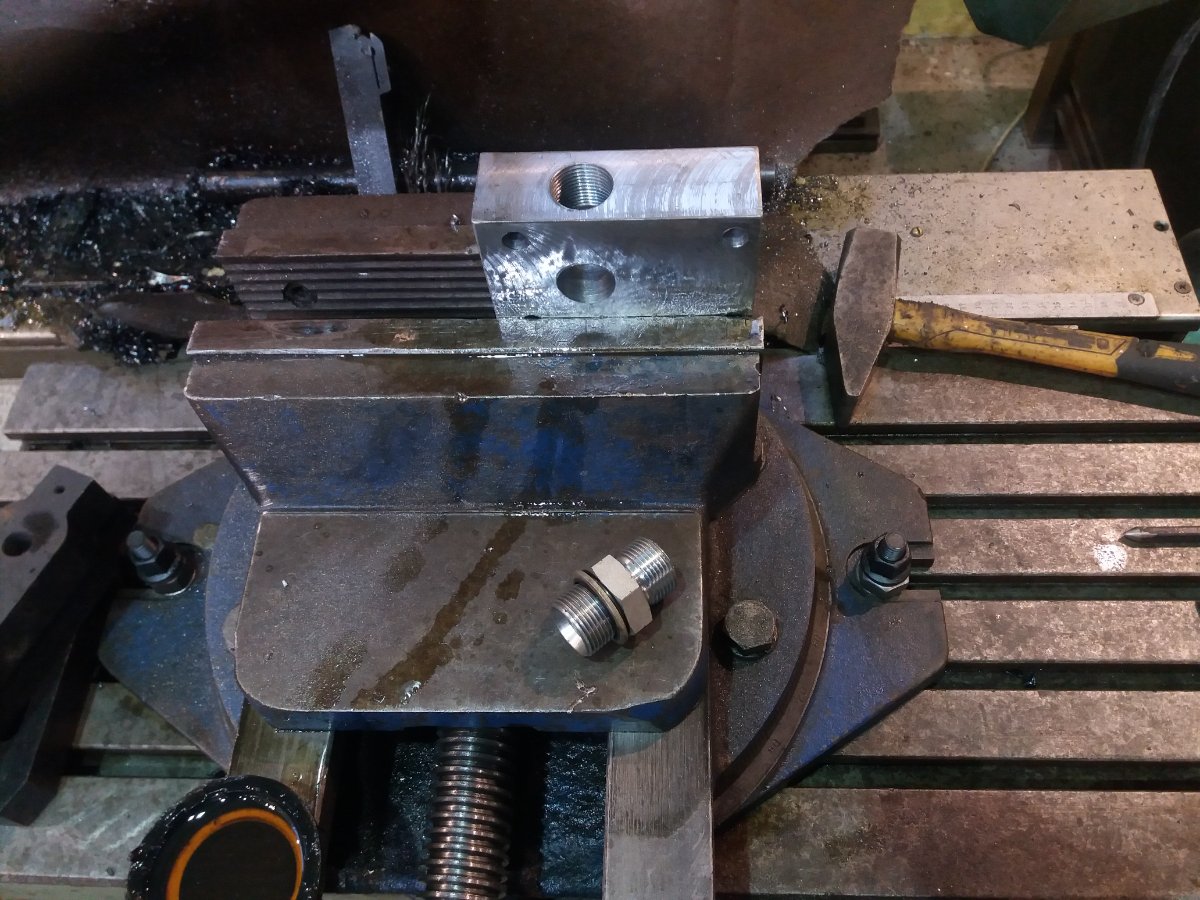
Давно не писал в тему, надо немного размять пальцы. Опять немного автосервиса: У людей немного кузов на самосвале не поднимается, видимо насос без масла долго гоняли. Ведомая шестерня намотала на себя втулку и "профрезеровала" для себя корпус насоса на пару миллиметров, уплотнения частично расплавились. Так как умер и корпус, и шестерни, клиенты решили поменять насос, привезли Б/У, но живой, свои 230 бар выдает по результату проверки. Еще немного автосервиса, но из более старого, установка гидросистемы на седельный КамАЗ (нашел в папке с фотографиями). Сначала разводим немного бардака, потом прикручиваем кронштейны гидробака на раму, потом ставим сам гидробак и начинаем прокладывать рукава: Смешиваем насос и немного "сантехники", да впускной патрубок для установки на коробку ZF пришлось делать аж 180-ти градусным: Выкладываем всю мелочь для монтажа на бак и расчищаем себе место для установки КОМа и насоса: Готовим монтажный комплект КОМа и таки ставим насос на место: Ах да, еще же промежуточную гидроплиту для обратки хотят (самосвалу оно не надо, а вот бензовозу пригодится, изначально комплект гидравлики на самосвал): Вот примерно так получилось. Рукав на обратку не ставим, вместо него ответный быстросъем который служит "местом для парковки" рукава. Так клиент захотел.
1 балл
-
Ура, я прозрел!!! Толяныч сегодня сделал мне освещение на фрезерный станок....
1 балл
-
Сегодня прям какой-то эрозионный ажиотаж. Сначала обломил метчик в отверстии, пришлось выжигать: Видео работы супердрели - Потом срочно понадобился новый профильный резец с гребенкой как на фото, пришлось напаивать пластину и вырезать новый. - На фотографии изношенный резец которому изготавливалась замена. - Ну и радость моя Залитый фундамент. Правда дождик пошел, с одной стороны в плюс - увлажняет бетон, со второй минус - нельзя заняться гидроизоляцией. Но ничего дождик кончится промажем, утеплим и затрамбуем.
1 балл
-
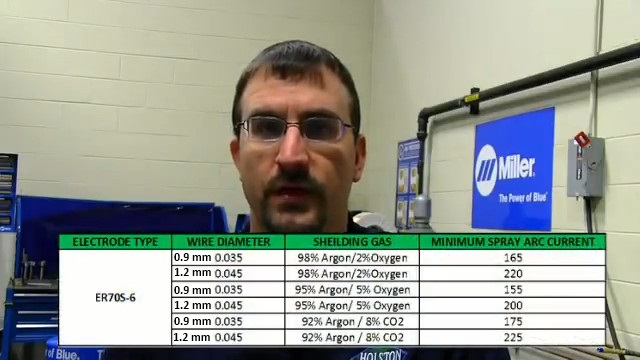
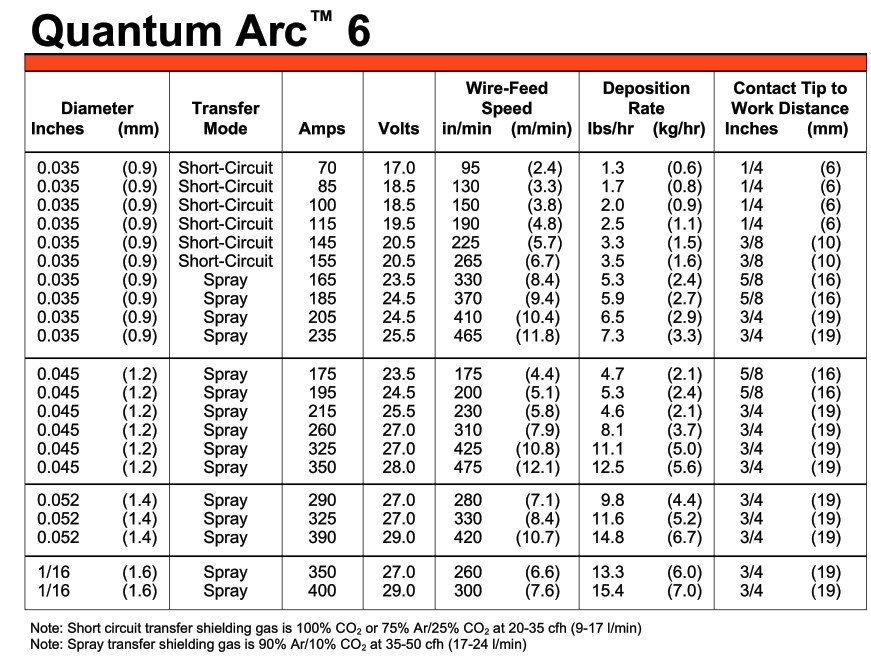
Пока в смеси варишь и 0.8 проволокой, попробуй настроить "струйный перенос", мощности 200А и напряжения 25-26В должно хватить. Металл от 3 мм., отодвинуть горелку поначалу подальше чтоб не испортить наконечник, накрутить напряжение, а потом добавлять подачу проволоки. Поначалу проволока будет оплавляться крупными каплями и надо добавлять скорость подачи пока дуга не уменьшится и, если хватит силы тока в аппарате, то проволока начнет распыляться где-то за 10-5 мм до сварочной ванны без коротких замыканий (почти). Индуктивность убрать в минимум, сопло побольше, вылет проволоки тоже, ну и расход газа увеличить до 12-15 л/мин.. Чтоб уже реально на струйный перенос настроиться лучше чтоб аргоновая смесь была где-то Ar-90%/CO2-10% (если в смеси будет пару процентов кислорода, то еще лучше), и наверное еще лучше будет смесь для нержавейки (Ar-98%/O2-2%) Вот видео человек настраивает аппарат на струйный перенос, но с проволокой 1.2 мм (толще проволока требует больше мощи, для 0.8 мм может и 200А хватит). здесь проволока 1 мм. вот еще учебное видео, человек сначала варит как положено, а потом не очень правильно и комментирует дефекты таблица с параметрами еще одна таблица Варить "углом вперед". Если получится струйный перенос, то это отличный способ варить толстый металл с хорошим проваром. Ну и скорость намного выше.
1 балл




















.jpg.d7d84f55b640237c442ea4995e54bdf9.jpg)
.jpg.abc77b1527b09de45ba713c7bd3f118b.jpg)
.jpg.ab5eaf74be0c69fec270e341b3fa63de.jpg)
.jpg.ddba50998bc47e85da869a5c2275f4d5.jpg)