Лидеры




Популярный контент
Показан контент с высокой репутацией 15.06.2023 во всех областях
-
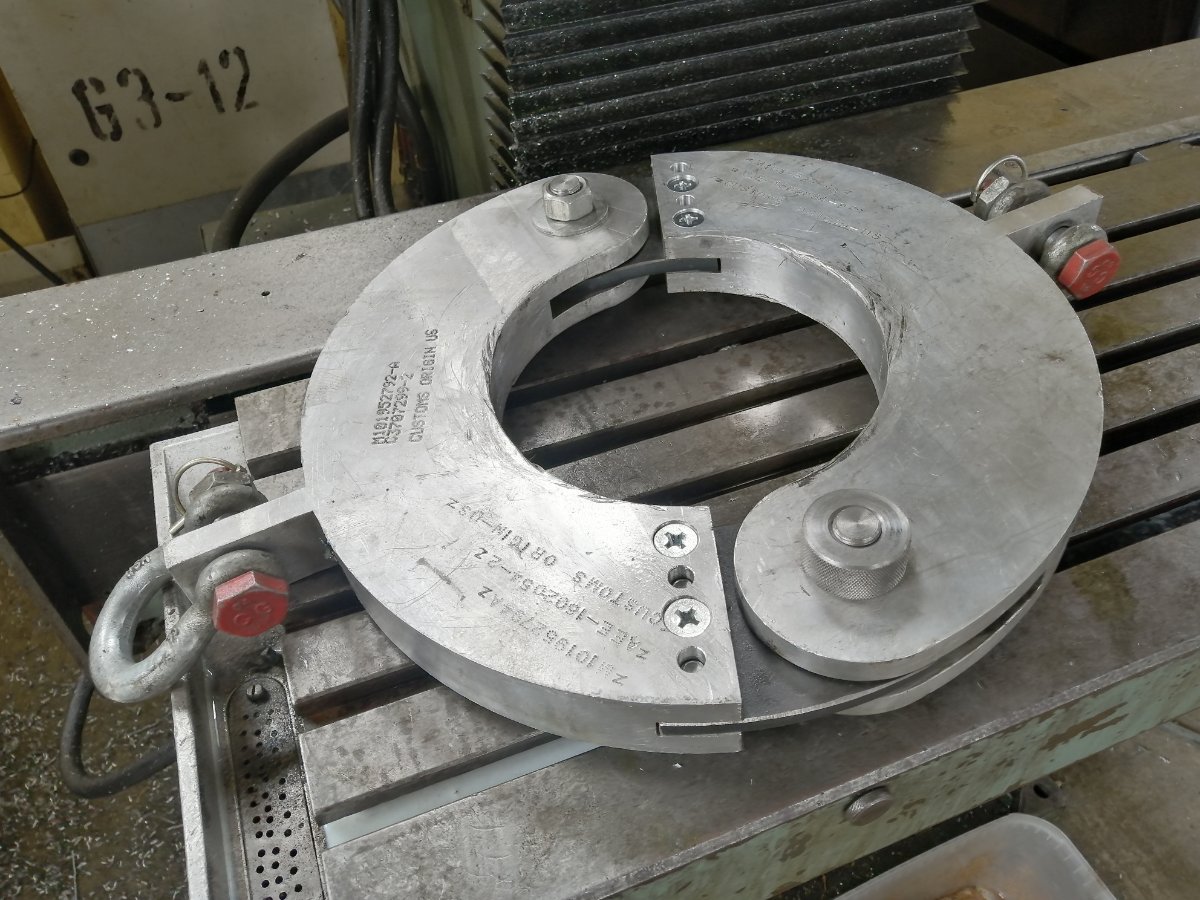
Всем привет. Опубликую очередной опус на тему "Как я провел выходные". ---- В один прекрасный и солнечный день было сухо, тепло и солнечно. Спокойно и незамысловато тянулся послеобеденный пятничный отдых и вроде-бы ничего не предвещало беды. Но тут, внезапно появился наш суперменеджер и озадачил очередной задачей из разряда "пипецкаксрочнонадоатовсёвзорветсяивсеумрут"... Этому человеку отказать никак нельзя, поэтому пришлось осваивать данную задачу. Итак, дано: Буровой магнитный ловитель Ф172мм для сбора металлической стружки при разбуривании переходной пробки на обсадной колонне. При разбуривании пробки в ствол что-то попало и гильзу прикрывающую магниты завальцевало внутрь. Штатными средствами снять не получается, а в связи с санкциями новых гильз нет. Задача снять гильзу не повредив. Решено стянуть гильзу при помощи 100тонного сьемника благо на ней есть бортик, за который можно зацепиться. Ловители весят примерно по 300кг и выглядят так: - Для изготовления хомута пришлось взять большой бревно Ф400мм из стали 40Х и отпилить на пиле от него небольшой блинчик толщиною 50мм. Процедура не быстрая учитывая вес бревна и его перемещение по базе, но задача была успешно решена и необходимая заготовка для работы была успешно получена. Вот она лежит и поблескивает неумытым торцом на солнышке. Тяжеленная зараза... - После отпиливания заготовку следует почистить и приготовить к работе. обрабатываем "как чисто". Правда станочек маловат для подобных заготовок, но это не страшно и мы просто разделим токарную обработку на два этапа до фрезеровки и после, что позволит нам не прыгать пытаясь зажать необьятное в патрон Ф250мм. - После токарного станка тащим заготовку на фрезер и начинаем ковырять в ней необходимые отверстия. Но сначала базируем и зажимаем заготовку: - Ну и сверлим её кольцевой фрезой Ф35: - Так как максимальный размер сверла (кольцевой фрезы) в наличии был только Ф35мм, то растачиваем полученное сверлением отверстие до размера "на сколько хватит расточной головки": - После расточки опять сверлим необходимые отверстия так как сразу их просверлить забыли. В эти отверстия будут вставляться тяги за которые мы будем этот хомут тянуть. - Теперь переходим к операциям фрезерования. Фрезеруем уступы где будут располагаться стяжные болты: - После чего сверлим отверстия под болты: - После того как отверстия под болты просверлили деталь можно снимать и возвращать на токарный станок для последующей обработки. Устанавливаем и обрабатываем торцы в чистовую, снимая все припуски. - Обработанную деталь снимаем с токарного и тащим на эрозию, чтобы получить две половинки от целого. - Ну а после эрозии режем резьбу в отверстиях, стягиваем полученные половинки и растачиваем в чистовую внутренний профиль хомута. Профилируя его под переходную ступеньку гильзы которую необходимо стянуть. - :Ура!!! Сьемник готов, финальная примерка и последующая жесткая эксплуатация... - По правде сказать покачав ручным насосом три часа я очень сильно загрустил и ушел домой, так как процесс получился сверхмедленным и нудным. На следующее утро нами уже была вытащена электрическая гидростанция и в течении часа раздеты оба ловителя. Но фоток этих процессов сделано не было. - На этом прощаюсь, так как устал писать этот бред. Всем добра и хорошего настроения.
 6 баллов
6 баллов -
Уважаемые участники форума, тема называется -Вопросы новичка по п/а сварке. Вникли в суть темы? О каких стандартах может идти речь? Заканчивайте заумные комментарии и объясните человеку нормальным языком -Приветствую всех. Подскажите юному полуавтоматчику. Есть ли какая-то зависимость от длины применяемого токосъемного наконечника?..и т.д.4 балла
-
... будучи на практике на заводе в свободное время сваривал всякие железяки и предлагал более молодому ломать образцы с условием ; если сломает с меня мороженное или эквивалент в деньгах ., если удавалось ему сломать я изучал излом , а он пополнял свой карман и наслаждался накаченными мышцами ( малец был увлечен кунфу )2 балла
-
Что у нас еще нового? Согласовали газ, подписали договор, теперь в течении года необходимо сдать котельную для подключения. В связи с этим пришлось срочно проектировать новое технологическое здание и переносить трансформаторную подстанцию на новое место на время стройки. На пару с Анатолием промудохались с переносом два рабочих дня, куча кабелей по низкой стороне, временные опоры для линии 6кв. Но умудрились успешно провести сию процедуру за субботу и воскресенье, поэтому рабочий процесс на предприятии не прерывался... Фоточки: --- Ну и новое расположоние КТПН правда видно плохонько из-за теней. --- --- После переноса быстро вырыли котлован и начали собирать фундамент под новое "Технологическое здание". Потом внутрь здания переедет и сама КТПН но уже скорее всего с другими трансформаторами. --- Вид из окна второго этажа АБК на будущий фундамент поверх КТПН... Слева видно ржавую крышу "Временной котельной" которая тоже переместится внутрь нового здания. --- Ну и небольшое здание собирается под хозбыт. Пока только фундамент связали, скоро собирать опалубку начнем. --- --- Половина территории завалена грунтом выборки из котлованов под фундаменты. Достало жутко... Скорее бы уже залиться и всё затромбовать обратно. Говнище по колено после дождя, липкое такое несчищаемое глинянное говнище... На эту половину территории аж заходить не хочется... --- --- Вот как-то так и проводим всё своё время. Даже некогда на форум зайти
2 балла
-
Судя по вашим сообщениям, тратить проволоку вы будете на однофазном полуавтомате, осмелюсь предположить, что сварки в целом будет немного. В таком случае можете брать вообще любую из популярного в ваших местных сварочных магазинах (именно сварочных, а не просто в общестроительных и упаси боже, не а Леруа Мерлен или петровича). Главное обратите внимание на то, как хранится проволока в том месте, где будете ее покупать. Важно, чтоб не сырой склад был. Если выбрать особо не из чего и вся проволока выглядит, как нонейм или что-то непонятное, то берите эсаб, не ошибётесь.1 балл
-
Сан Толич, после прочтения учебника по сварке для училища, года, так, 75 выпуска, вообще всё будет видно и понятно. Учебники позже 80 года выпуска читать бесполезно. Тренируйтесь, читайте, теорию с практикой складывайте.1 балл
-
Раз контроль у нас-визуальный, то надо обеспечить как можно более благоприятные условия его проведения-достаточное и правильно ориентированное освещение рабочего места, качественную!! маску с адекватной цветопередачей, подготовку поверхностей сварки( очистка/фаски и т.д...) По своему опыту, достижение сплавления присадочного материала и металла шва определяю как исчезновение тёмной линии на границе сплавления "шов/основной металл" И тренировки в этом деле, именно в овладении данного навыка-сначала научиться видеть целенаправленно, потом это будет проходить на автомате, а Вы будете контролировать другие аспекты1 балл
-
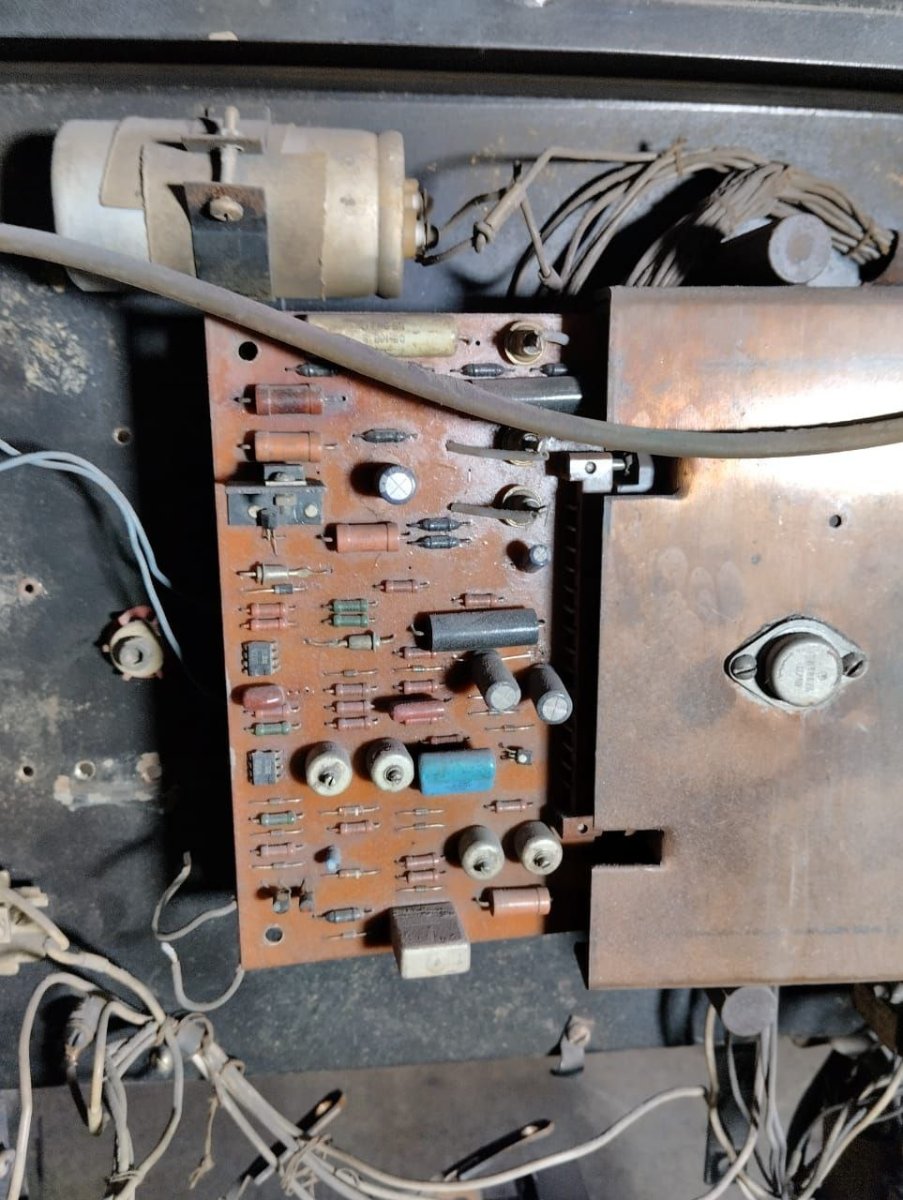
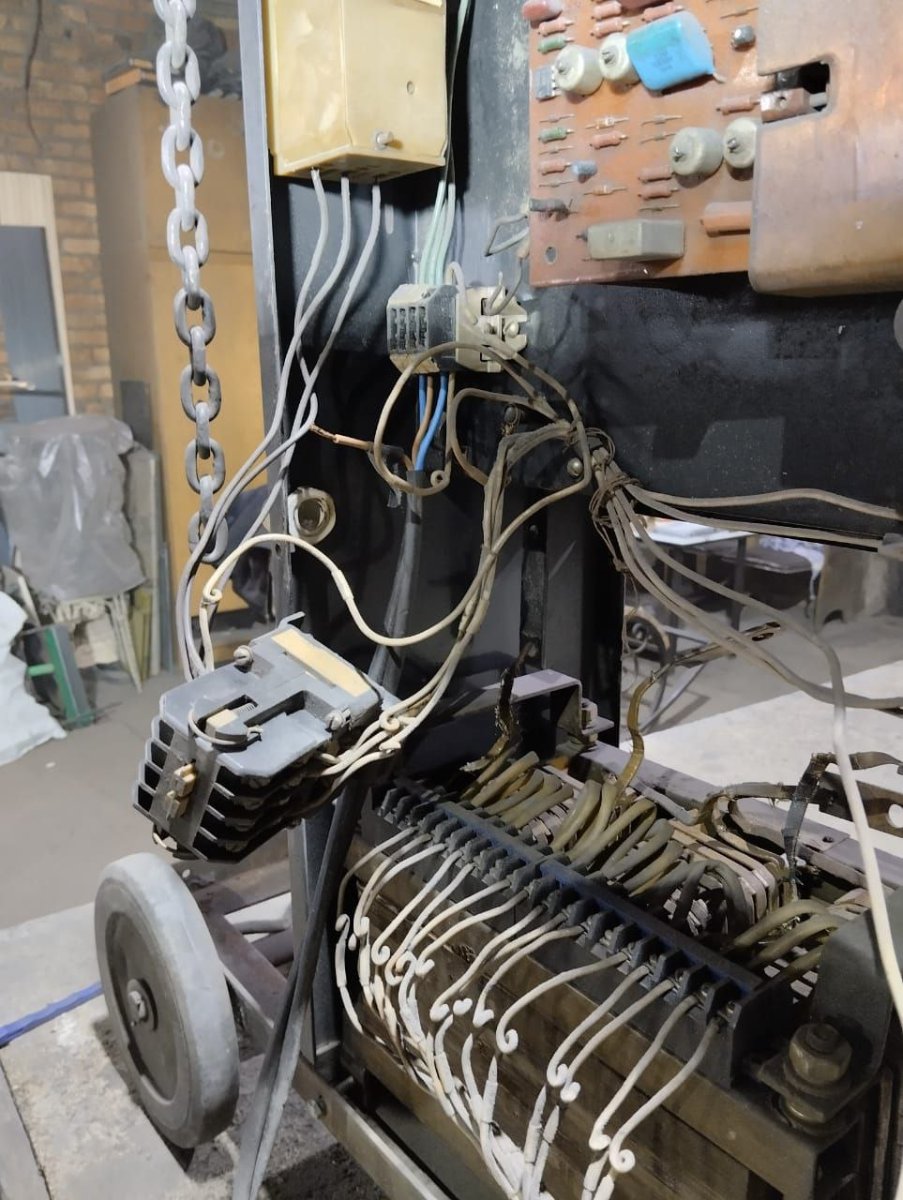
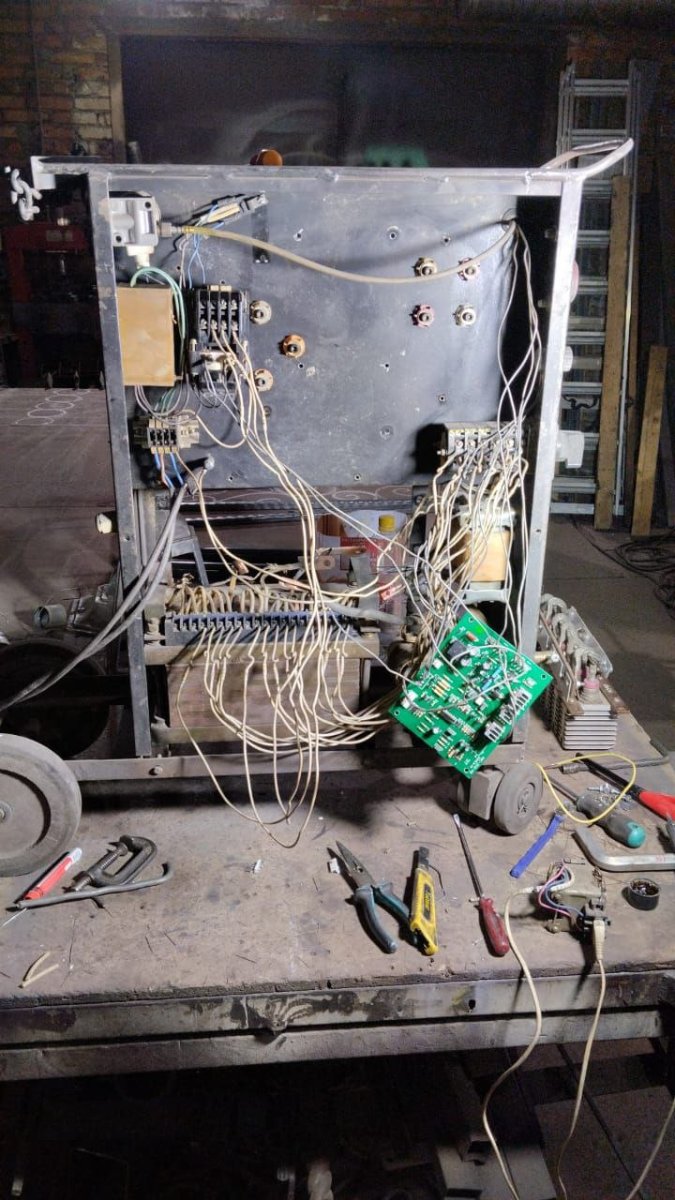
Восстановление работоспособности по интернету старенького Автоваза. Где-то в России .... Плату я прислал от Гроверс МИГ295-395, а её подключение и ремонт самого аппарата помогал делать по Вотсапп. Получился хороший трансформаторный полуавтомат. Дали ему вторую жизнь. Таких полуавтоматов в своё время я переделал довольно много в автосервисах.
1 балл
-
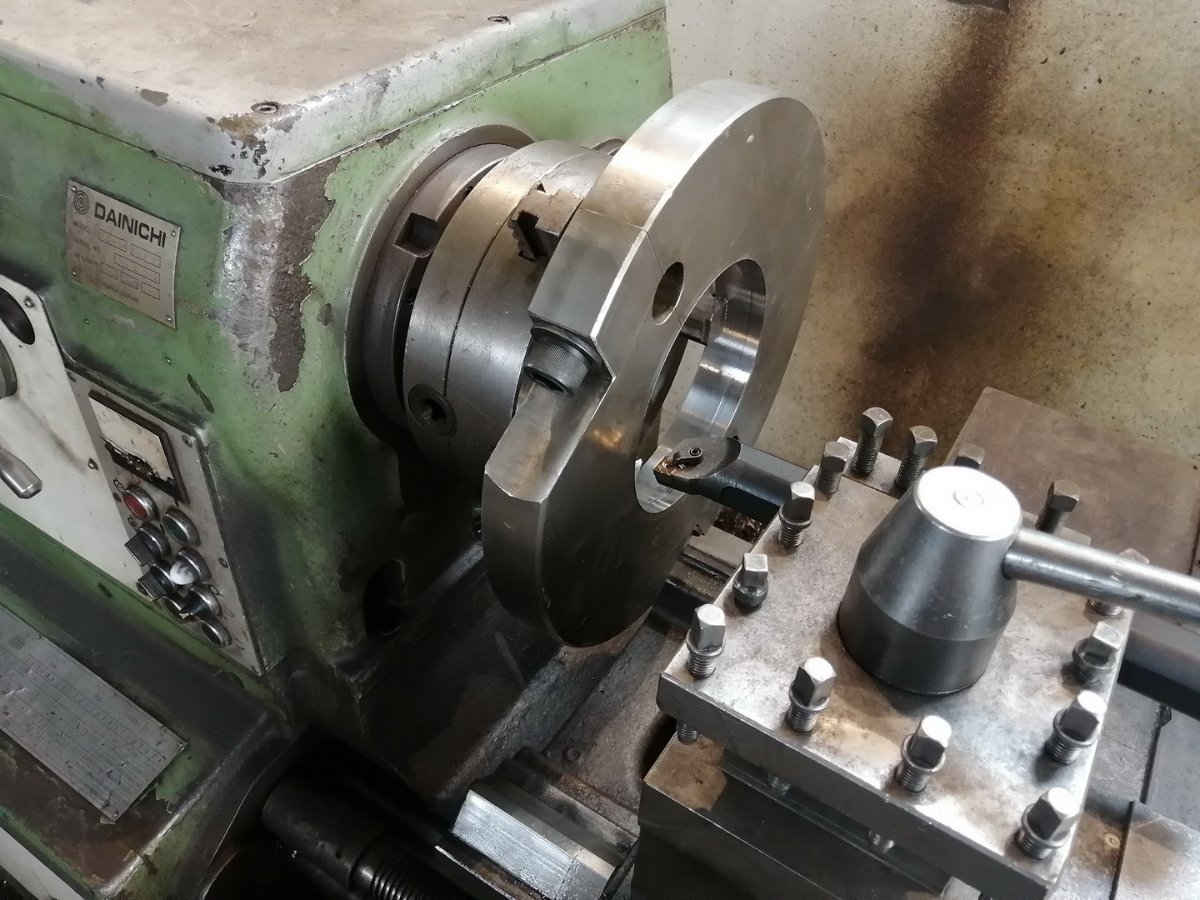
Всем привет. Обновлю тему, а то давно ничего не писалось. -- Притащили на ремонт с обломанными ушами по которым оно на половинки раскладывается. Обломки старых ушей отрезал, изготовил уши из стали, отфрезеровал пазы, изготовил болты-штифты и гайки к ним. Ну и собрал в нормальное, рабочее состояние.
1 балл
-
Всем привет. Освежу чуток тему. Не так давно затянули зуборез в цех. подшаманили, зачистили, загрунтовали, покрасили и начали осваивать процесс изготовления различных шестеренок. Процесс забавный, особенно расчеты.
1 балл
-
В данном случае-не сказал бы, что это-чисто японский подход. Это, скорее-английский подход. Я достаточно часто встречал подобную архитектуру двигателей именно производства Англии. В частности-Перкинс. По части моторостроения англичане-не меньшие затейники, чем французы. Из японцев, балующихся, скажем так, нетривиальными решениями-это как раз Исузу. Чего стоят одни топливные форсунки на дизелях, имеющие подачу масла от общей системы смазки!!! Если менять масло, не следуя чётко заводским инструкциям, то впоследствии можно поиметь немало "чудных мгновений"...1 балл
-
Пробовал на прошлой работе, в большинстве случаев помогает, иногда нет (видимо герметик "несмываемый" бывает). Если выбрать механическое удаление, получишь полчаса сосредоточенной возни и предсказуемый результат (для эпизодической работы это приемлемо). В этот раз было очень лень ехать за смывкой, у меня это второй случай за год (узлы и агрегаты у меня не основное направление деятельности). Что удивительно, в последнее время там мало "странностей и сюрпризов", например у Isuzu начиная примерно с 2006-2007 все довольно тривиально и предсказуемо, без инженерных изысков, просто для работы. Этот двигатель меня немного удивил именно потому, что выбивается из общей тенденции.1 балл
-
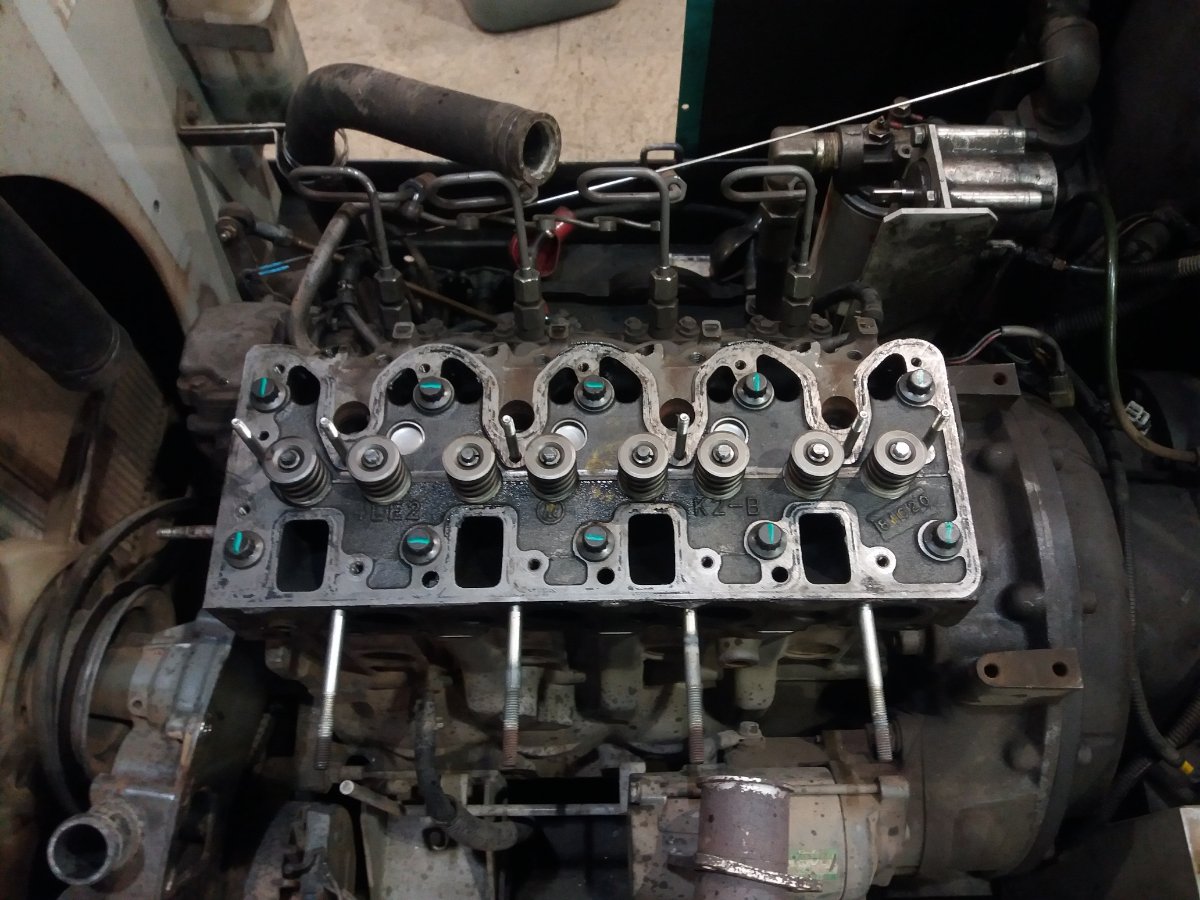
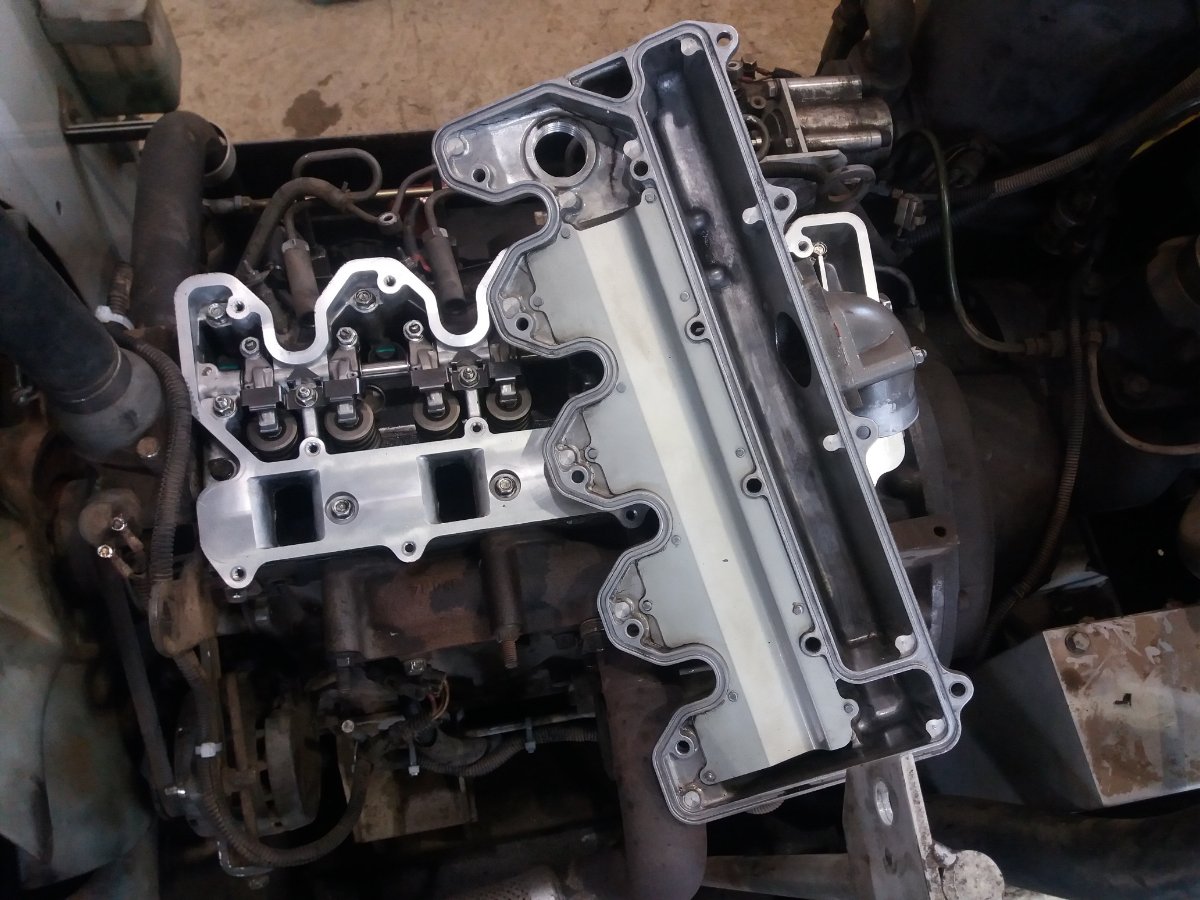
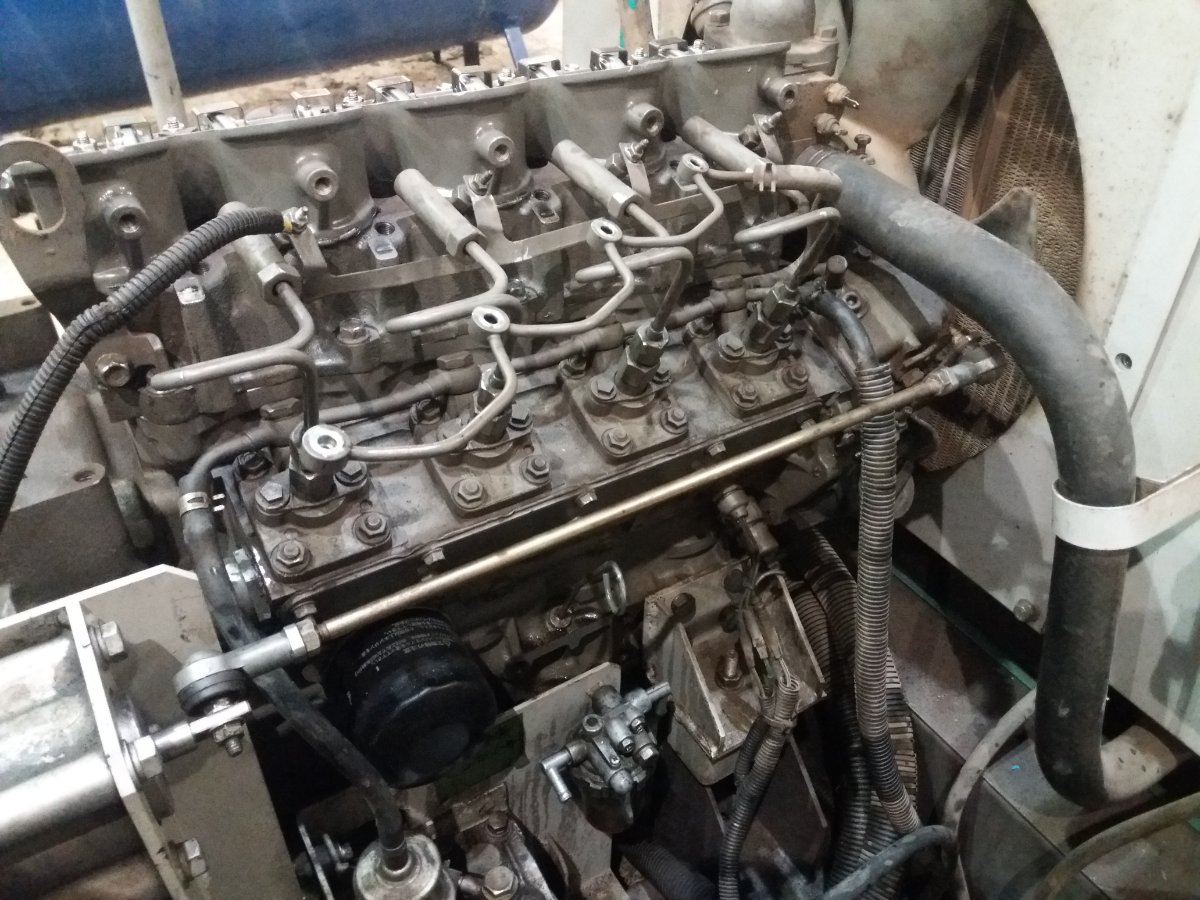
Сварки у меня в последнее время мало, да к тому же вся она банальная и непримечательная, а вот в моториста опять пришлось поиграть. Привезли на днях небольшой компрессор Danyo 180, винтовой дизельный японец со скромным пробегом в почти 3600 часов. Двигатель Isuzu 4LE-2, довольно интересно скомпонованный, кстати. Не заводится, хочет но не может, а раньше все хорошо было. Попробовали, действительно, вспышки есть, но запуска нет, жизнь покидает его сразу после выключения стартера. Мой нос сразу вынес диагноз, но озвучивать я его не стал, нос это не прибор, ему верить нельзя. Пришлось углубиться в проблему... Для облегчения доступа в моторный отсек пришлось снять с компрессора крышу, иначе там совсем не развернуться: Предварительное обследование довело до компрессометра, а как известно компрессометр до добра не доводит (но он в этом не виноват). Результаты замеров оказались удручающие-обнадеживающие, да так бывает. В первых двух цилиндрах по 10 кгс/см^2, а в других двух по 27, почти нормально (для холодного двигателя). Поддув первого цилиндра в верхней мертвой точке подтвердил пробой прокладки - перетекает во второй. Пробитую прокладку не фотографировал, но есть голова до шлифовки (слегка побило раковинами по газовому стыку), и после: Новая прокладка (пришлось подождать несколько дней пока прилетела), приземляем голову, тянем динамометрическим ключом, доворачиваем болты на четверть оборота. Все привычно, по букварю (на данный двигатель): Самое мое нелюбимое в данной операции, это очистка канавки под герметик на проставке под клапанную крышку. У самой крышки резиновая прокладка, а у проставки снизу (по плоскости прилегания к головке) уплотнение герметиком. Старый нужно каждый раз вычищать из канавки, очень муторно. На фотографии канавка уже расчищена полностью. Кстати, в клапанную крышку можно встроить впускной коллектор (можно видеть на второй фотографии). Просто пара веселых особенностей данного двигателя, которая несомненно может обрадовать топливщиков. На первой фотографии видно, что ТНВД, как отдельный агрегат, отсутствует, секции прямо в блоке и приводятся от распредвала, РЧВД тоже на блоке (то есть снять ТНВД и отнести на стенд не получится). На второй фотографии простые пятигранные болты секции (хорошо что я не топливщик). А это клапанные зазоры, немного великоваты... У одного аж 2мм, видимо никто не регулировал за весь срок эксплуатации. Это не шутка и не постановка для фотографии, так тоже бывает. Разумеется у двигателя даже перекрытия клапанов на продувку не было. Ну да ладно, при замене прокладки регулировка все равно обязательна, вал то нижний. Ну и восстановил проходимость слива конденсата с фильтра-осушителя. Он немного забился. В целом получилось предсказуемо и привычно, в два захода: принял, продиагностировал и разобрал, потом подождал прокладку собрал и сдал клиенту. Опять получился длиннопост-комикс...
1 балл