Лидеры




Популярный контент
Показан контент с высокой репутацией 18.04.2023 во всех областях
-
Приветствую! Давненько валялась ржавая канистра в гараже. Днище полностью корродировало, поэтому отрезал его без зазрения и внимания к основному объекту восстановления. А тут такое! Трофейная! Досталась от очередного "освободительного" похода фрицев в нашу страну. Пришлось дырявое дно вваривать обратно для сохранения кастомного вида.
 6 баллов
6 баллов -
Это Шаманский, мебельщик, собирает коллекцию. Поднимают старую технику из болот и водоёмов, реставрируют. У него кстати единственный в мире тягач "коминтерн" есть. В его мастерской человек работает, в чате постоянно выкладывает фотки и видео3 балла
-
Ну теперь работа попрёт, можно две катушки зарядить.....если что, на разные диаметры и процессы.1 балл
-
Небольшое уточнение по музею. Создатель музея Фомичев.1 балл
-
1-2 мая планирую со внуками в музей от вело 19 века до летающей тарелки , в 20км от меня и как то в 2014 был на военно - патриотическом слете но вот в музей не попал , так что посмотрим очень много интересного и уникального , кстати музей частный и мужик просто молодец собрал практически все что было . фотка из далекого 14го Ну а это ссылка музея и можно погулять по просторам виртуально , конечно не то что в живую но .......... фотки будут и от меня после посещения музея . https://gvtm.ru/
1 балл
-
Хорошая наклейка, рекомендую всём)))
1 балл
-
Христос Воскресе! Немного разнообразия в ленту)1 балл
-
Но не только от диаметра горелки зависит формула , но и от силы тока и чем мощнее дуга тем выше расход газа . Да и ладошка от ветров как мертвому припарка , иногда фанерка метр на метр и та не справляется. Вот чинили стрелу и фанеркой прикрывались да и расход газа-смеси был за 20 литров . так что придумывайте как лучше от ветров защищать дугу + расход отладьте Экспериментально то есть не по формулам а на яву на пробных "кошках" и все будет как надо .
1 балл
-
Неделю назад проварил один шовчик на раме, 1,2 проволока
1 балл
-
@G_Kar,немного добавлю. Из личного опыта, что называется. Самый лучший проявитель трещин на алюминиевых ГБЦ-это холостой проход дугой на небольшом токе. Поверхность чуть прижигается, но не проплавляется, а трещина-сама себя проявляет тёмной полосой. Пенетрант в такой ситуации отрабатывает не всегда. Да и возни, времени с ним-больше. Удалять кромки трещин лучше не на станке, а ручной бормашинкой с двухкромочной фрезой. Можно подлезть аккуратно туда, куда инструментина станка или не достанет, или полголовки в стружку придётся переработать. Как правило, после трёх-четырёх проходов дугой и последующей строжки-добираемся до живого металла без зон долома и тогда уже можно вести сварку. @Rashid, такие детали варятся с предподогревом эдак до 180-200 град. Поэтому ГБЦ надо максимально облегчить от деталей (ГРМ, навеснуха и датчики). Естественно-никаких резины и пластика не должно остаться. Сгорит нафиг и менять придётся даже то, что ещё бы походило. На холодную могут быть и новые трещины и поры и несплавления. При масштабном вареве-ещё и коробление лютое. После сварки-медленное остывание под хорошей "шубой" из теплоизоляции. А потом-к станочникам. Сам подобными работами занимаюсь едва ли не ежедневно. Определённые опыт и чуйка уже наработаны. Если что, то задавайте ещё вопросы, чем смогу-помогу.1 балл
-
Че то о Форсажах замолчали и обновим темку. И так интеркулер здоровенный , но трубки не толще пивной банки , галька из под колес пробивает запросто . Одна сота замазана смолой , две свежие. вОТ пивные банки не баловство и тренируйтесь , паять да ну и мы заварим. И так ФОРСАЖ молодец дуга отличная и с кончика то есть не бегает и ясно тут 300гц АС тока и кто говорил что не надо и я бы и от 400гц не отказался. Ток от 21А до 47А , баланс 67% и смотрите он не в попугаях как у многих и работает как положено ляктрод востренкий. Быстрый Спад 75% , форма тока синус , ну и усе параметры на экране. Смолу долой Обезжириваем и сушим Цепляемся за соту и по кругу , присадок 4043 1мм (косичек на АЛ не крутите и на таких малых токах только себе проблем с ней создадите и вот спецом показал ) Получите , час работы 1000р , все довольны. Скажите дорого? , а нет еще дешево. Вчера с женой в городе к ключнику пару ключей запасных сделать и они простенькие как две копейки . В общем 30сек работы и готово , с вас 500р , во как а вы говорите дорого , за час у него интересно сколько будет.
1 балл
-
Сегодня подготовка . Чугуний зверь , фрезу посадил . Попробовал чуток варится отлично и опосля фрезой подрезал нормально усе . В общем большое отверстие Ф140 и не нашли такой болванки и пришлось подготовить трубу Ф110 , а токарь сим временем на работе два кольца сделает наруж Ф150 внутренний Ф110 ширина по 40мм и я приварю к трубе в нужных местах и он потом обработает в чистовую Ф140 .Малое отверстие Ф80 и он выточит из болванки . Ну и останется усе совместить и прихватить насверлить шпилек и тогда сварка полностью
1 балл
-
@Kurt1, Это смотря что варить и на каких режимах варить полуавтоматом.Если,допустим,приварить какой-то кусок к блоку при соответствующей разделке и повышенных режимах,где нужна будет механическая прочность-это одно.Другое дело заварить трещину в рубашке с толщиной стенки 5мм на герметичность -это совсем другое.Много зависит от структуры и состояния чугуна.Во многих случаях панч здесь ни при чем. Когда Патон разработал свой панч,а потом его запустили в производство,то люди,занимающиеся его изготовлением находились в лучших условиях:тогда действовали ГОСТы,а сейчас,когда везде сплошные ТУ,то производитель получают такие исходники,что не знает,что с ними делать и как выйти из положения.И,если производитель получит,к примеру, цериевый мишметалл паршивого качества или никель со значительным количеством примесей,то и получит в итоге продукт такого же качества,хотя весь технологический режим свято соблюдет...такая наша технологическая действительность.1 балл
-
Други, поделюсь пока еще не завершенным опытом, но все же. Постояльцы форума знают мою слабость (пусть будет так ) к аппаратом форсаж. Относительно не давно, вышел из строя форсаж ПА200, был сдан в ремонт в местный авторизованный сервис. Аппарат не новый, давно уже не на гарантии, к слову первый форсажик в моей коллекции. Сервис решить проблему своими силами не смог, сказали надо отправлять на завод. Тут нужно уточнить, что ГРПЗ очень странно относится даже к своим авторизованным сервисам. Если коротко, то он доверяет им замену электроклапанов и т.д. на что-то более сложное, не предоставляют ни документации, ни чертежей, ни запчастей. Мастера я знаю достаточно давно и сомнений в его квалификации у меня нет. Но... надо отправлять технику на завод. Как работает завод с ТК по поводу ремонтных аппаратов я думаю тут все знают. Созвонился с Германом из "Промэлектроники" (спасибо Вадиму aka @Вад11,), законетил его с мастером местного сервиса. По результату, диагноз моему пациенту поставили в телефонном режиме, уже выслали микросхемку. Местный мастер, в ближайшем будущем, интегрирует её в моего кормильца. Никаких катаний агрегата через полстраны и многомесячного ожидания. Как вылечат первенца, сообщу о результатах и цене вопроса.1 балл
-
Вадим а вот я их на высокой частоте шпарю и усе нормально и конечно попытаю низкую , но для гов. сплавов страшнее ток повышенный и нужно ловить момент . Во от стиралки петля дверцы такое Г (и это даже не Ал сплав и больше похож на оловянного солдатика из детства СССР делали для детей целые армии) , но поправили и побегает . Ну и тут кулиса Мерса частота за 200гц и надо точно что и сделал и даже обтачивать нечего и шабером управился.
1 балл
-
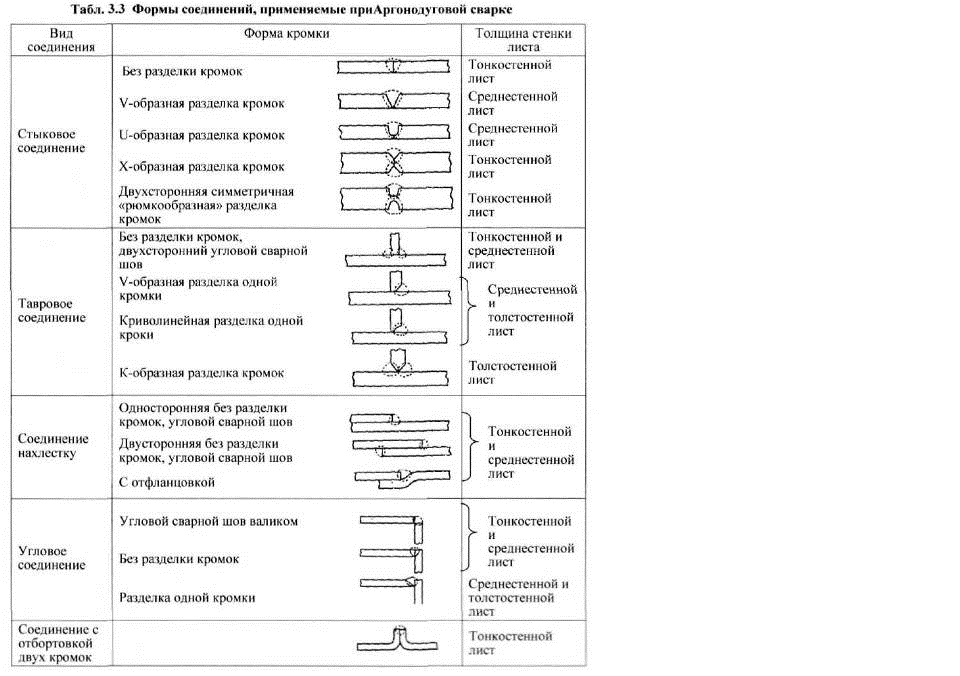
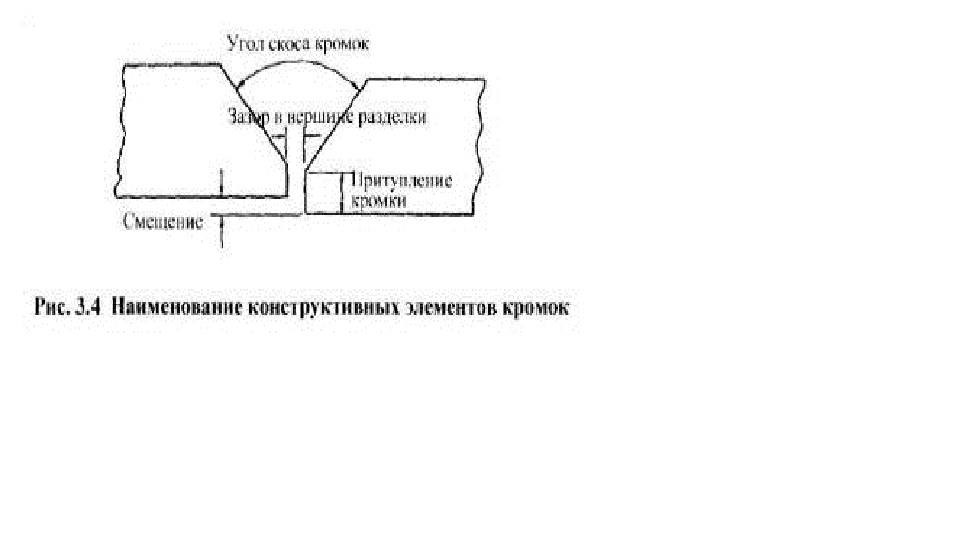
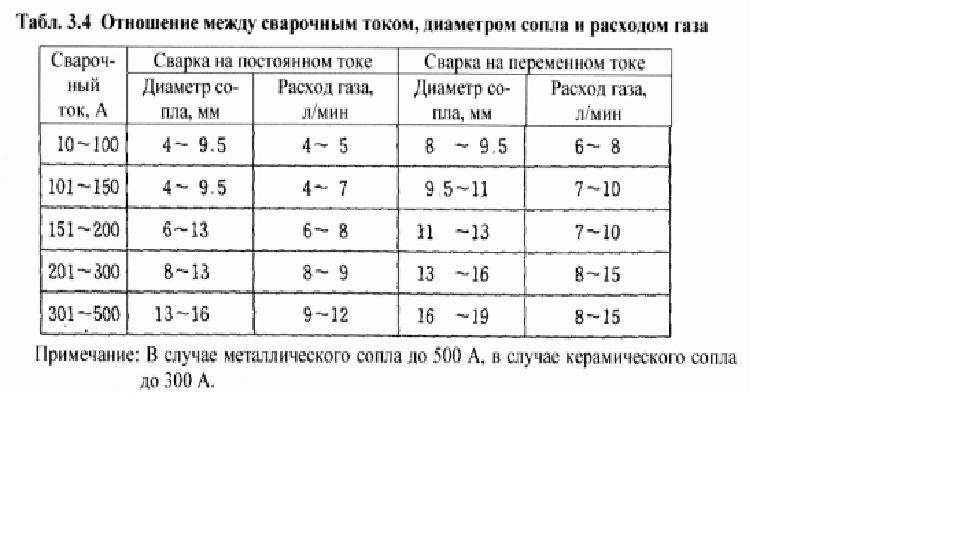
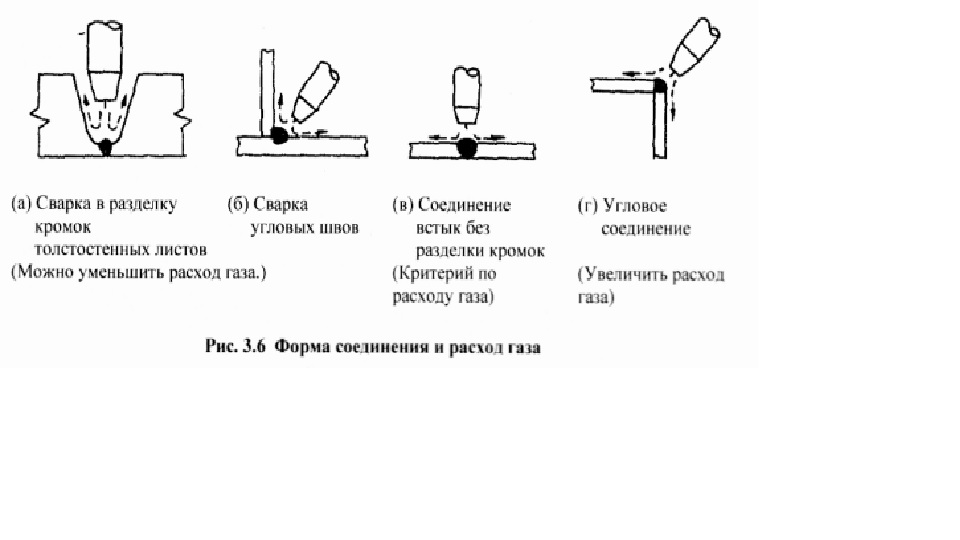
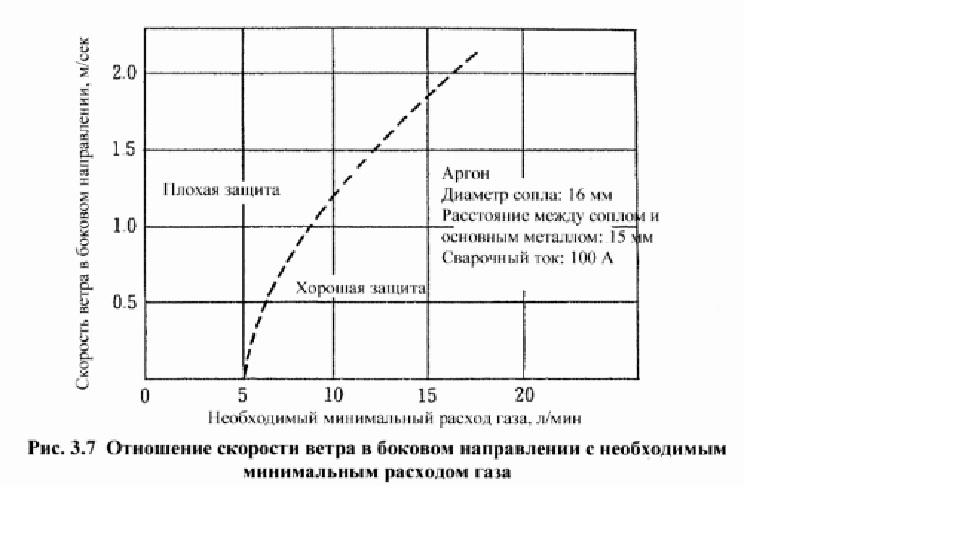
3-2-1 Формы кромок Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок. Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой. Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке. В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение - без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов. 3-2-2 Очистка кромки Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью. Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п. Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали. При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны. Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками. В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте. 3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку. В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл. При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно. После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки. Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку. 3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА 3-3-1 Защитный эффект В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки. Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу. Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода. Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 - 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром. При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно. 3-3-2 Расход защитного газа Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать. Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа. 3-3-3 Влияние ветра Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите. На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа - это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек. Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку. При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра. 3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ 3-4-1 Выбор фильтровальных щитков Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму. Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика). Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5. Табл. 3.5 Выбор степени светомаскировки (JISTH141 - 1980) Сварочный ток, А Номер степени светомаскировки не более 100 9 или 10 от 100 до 300 11 или 12 от 300 до 500 13 или 14 не менее 500 15 или 16 Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п. Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к . 3-4-2 Защита кожи Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги. Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм. Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика) Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога. 3-4-3 Проветривание Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника. Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать. Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха). Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
1 балл