Лидеры




Популярный контент
Показан контент с высокой репутацией 23.12.2022 во всех областях
-
Можно я поставлю точку в диспуте? Что, как, когда и главное зачем варить (речь о стареющих сплавах) - необходимо, прежде всего, рассматривать в свете металлургии. Если внимательно посмотреть на термообработку таких сплавов, то многое наверное будет понятно. Теперь поставьте себя на место конструктора, перед которым стоит задача создать конструкцию рядового назначения (не Шатл-Буран-АПЛ Акула). Зачем конструктору этот геморрой в виде всех этих отжигов; многостадийных закалок, с жесткими рамками термоконтроля (плюс-минус 5 градусов); химического контроля поставленного материала; контроля его состояния поставки и т.п.? Когда можно взять беспроблемный сплав и компенсировать его недостатки конструкторскими решениями. Да, будет чуть тяжелей, может не так изящно, но зато надежно. И голова не будет болеть о предварительной и последующей термообработке (надо еще печь хорошую иметь, я вот на своей, с имеющимся терморегулятором, даже 40Х неохотно калю, стараюсь в своих изделиях обходиться 45-й). Мое мнение: если пришлось варить проблемный сплав (ко всем сплавам относится - и к черным, и к цветным, титан отдельной темой) - то это серьезный конструкторский просчет (многие не замечают как становятся конструкторами, взяв на себя ответственность за принятые решения). Термическая обработка алюминиевых сплавов.pdf4 балла
-
Хорошо,объясняю- путем введения в магнитный зазор сердечника.Но какое это имеет отношение к П/А?).Скажем так,современные П/ А настолько сложные машины,что я с уверенность не смогу описать процессы в них происходящие.И в них уже не только ток и напряга,но и частота и ОС и черт знает что ещё.3 балла
-
Из альпинисткой молодости-прём с корешем из Ижмы( Коми, оленеводы, торгаши, воины-очень колоритные типы) на Коммунизма Пик, 7499,5... приткнулись на 6300 переночевать... погода -полный анус.... хрен нос из палатки высунешь...... горняшка давит по мозгам, так себе самочувствие-прикемарил кое-как-просыпаюсь-дышать вообще не могу-полная палатка дыма вонючего.. Мля-чего за хрень-подрываюсь как по тревоге-смотрю,кореш курит, гад, в палатке гадские болгаркие сиги-"Ту-134".... Коля, иди нахер на улицу кури-а ответ полный глубокой философии ответ-Зачем? Там тоже нечем дышать...2 балла
-
"Искушение" "Расскажи мне, как там в небе?" "коротко о том как я съездил на рыбалку" "Квинтет Сукины дети" https://anekdotov.net/pic/picphoto0511215466r.html2 балла
-
Сергей,тут я ничего сказать не могу- не моя специфика.В старых ПА если по простому,то получается что есть некий условно скажем промежуток сварочного режима( более - менее устойчивый) в котором при неизменном V подачей регулируется A.Хотя я например работал на П/ А у которого подающее питалось от сварочной цепи и вся эта делюга происходила слегка,но иначе.1 балл
-
Не могу знать.Для меня лично есть две фирмы ПА для производства,которые я уважаю- Кемппи и Фрониус.Но это сугубо личное мнение,никому не навязываю.1 балл
-
На мой взгляд все зависит от источника.Во всяких модных со свистоперделками ток может быть не прямо завязан с подачей.1 балл
-
нУ я рычаги подвески не варю со вставками В95 , да и так не варю а искушение было раза два от Порше привозили высокопрочный "кованный" Ал рычаг от подвески , отказал и даже объяснил что лучше вам ребятки новый рычаг прикупить и грех на душу не возьму . Ну а грейдер если отвалиться то встанет и все так же и с алмаз бурилкой ,,, но пока работают иначе бы меня опять потревожили . Вот видит бог не я это начал . Это ты опять о чем ??? и какое горе??? , ты что то какими то загадками отписываешь , похоже больше не о чем писать ,,,,, да мы обсуждаем тут не совсем простой вопрос , а ты что то не внятное и потустороннее ,,,,, Зы , ну и надобно прекращать обсуждение сего вопроса и все равно каждый останется при своем мнении .
 1 балл
1 балл -
оторвет в другом месте. В БМВ сейчас не только все из алюминиевого сплава но еще и болты из алюминиевого сплава. И ни чего не ломает. Знакомый землю возит. на ГАЗ От перегруза все что может ломается. И какие бы усиленные запчасти не ставил. А некоторые просто подкрашенное б\у за новое впаривают. Так и с этим устройством. Нагрузка скорее всего превышена. Или была модернизация от завода, только к ним ни кто не обращался. Если реально производственный брак. Рядом с нами одни работают с тканью, направляющая линейка ломается. Тоже алюминиевый сплав. Анодированный какой-то сплав да от китайцев. Болтами прослабили уши и те отрывает теперь. Я к тому, что футорка не факт, что спасет, если превышают нагрузку на узел. Либо перетяжка болтов, что так же вырвет футорку.1 балл
-
А вот еще "равнопрочное соединение" от американцев . Ну сразу на новых прошли .
1 балл
-
1 балл
-
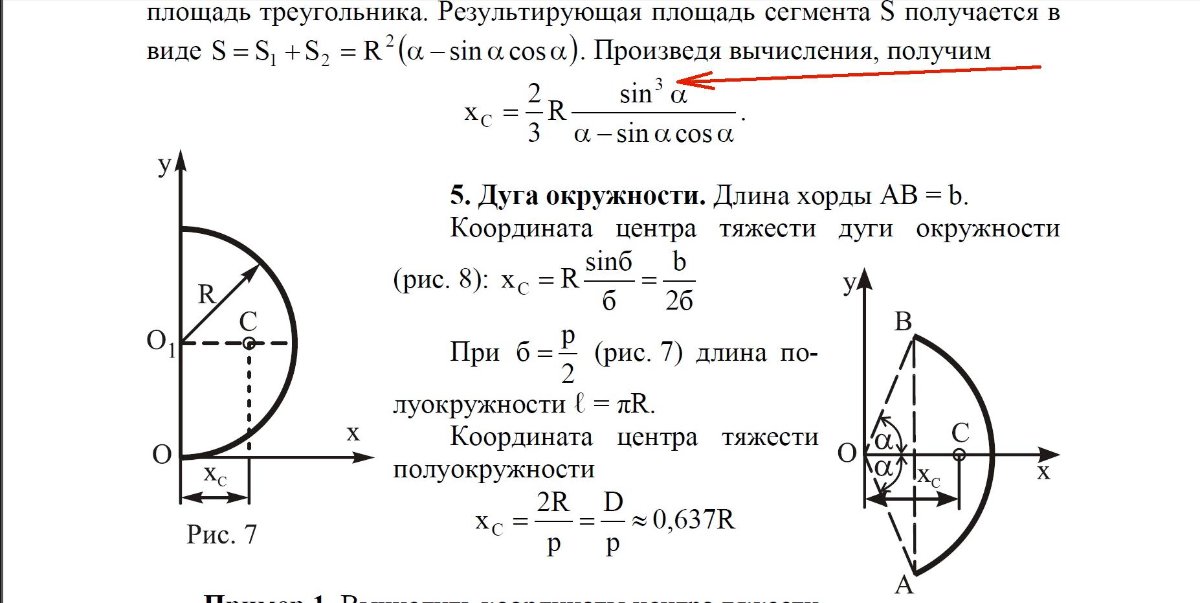
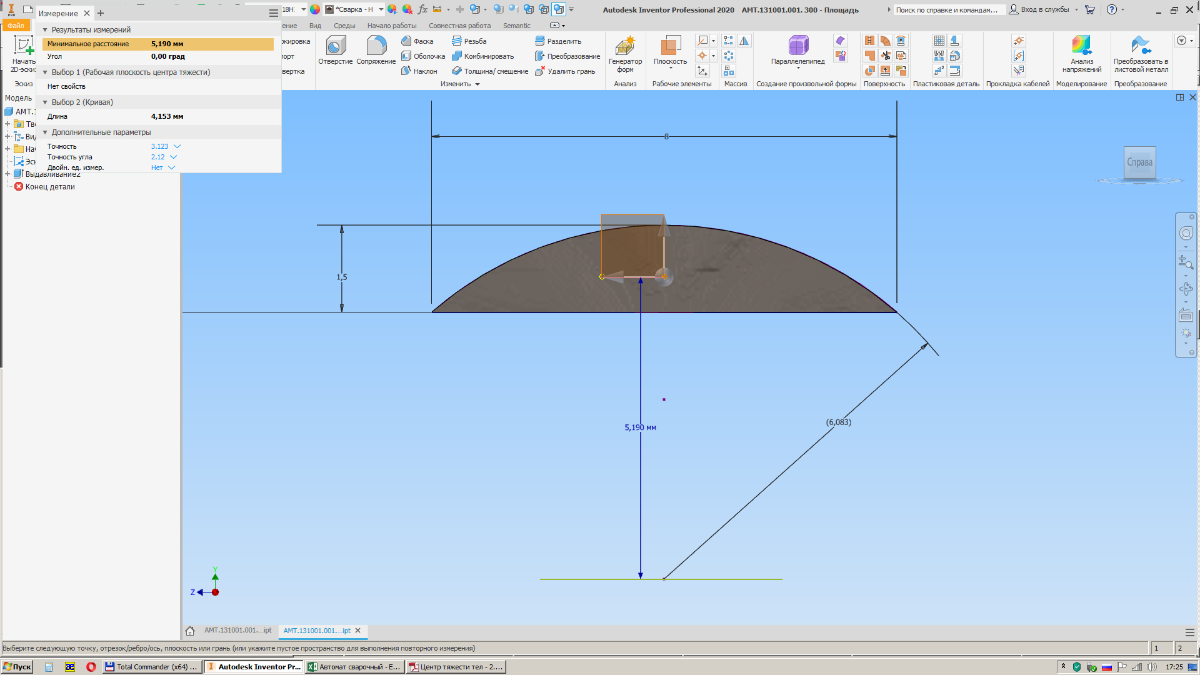
Потребовалось найти центр тяжести сегмента. Нашел в интернете формулу. Так-как я воробей стреляный смоделировал геометрию в CAD для проверки результата. Результаты не сходятся. Хорошо под рукой был еще одно пособие. Посмотрел, там вместо степени 2, должна была стоять степень 3. Целый час корячился, искал где я ошибаюсь.
1 балл
-
https://www.yaplakal.com/forum2/topic2546270.html1 балл
-
т.к. - У не имеющего опыт вообще каша в голове, сколько не прочти. Да и кто советует так же задачи решаемые разнятся. Поэтому нет однозначного ответа. Вот паяльник... Он тоже разный бывает. И скажу так, что если сразу взял качественный то научиться быстрее чем это делать на убогом. Так же и по аппаратам. И в сварке как и в любом деле, надо иметь голову и руки из плеч растущие. тут не к аппарату вопрос, а к тем кто в такой конторе работает. Холопу дал две ручки для регулировки и то сложности возникают. А если кнопочки да экранчик, уууууу, поплыл. Кстати у ОТС тоже есть простенькие аппараты. Совсем простые. Но и при этом есть настройки которые расписаны на 80 страниц инструкции. А визуально все просто и без функционала, только одна кнопочка "F" на передней панели сиротливо говорит об обратном но далеко не всем, что не такой простой этот брат как может показаться.1 балл
-
Сварка полуавтоматом.Основы. Процесс - саморегулирование - дуга Процесс саморегулирования дуги в значительной степени зависит от внешней характеристики источника питания, плотности тока в сварочном электроде и стабилизирующих свойств флюса. [1] Процесс саморегулирования дуги проявляется как результат реакции на какое-либо внешнее возмущение, вызвавшее нарушение в установившемся равновесии между скоростью подачи и скоростью плавления. Так, при увеличении длины дуги уменьшаются сварочный ток и скорость плавления электродной проволоки, а скорость подачи, оставаясь постоянной, становится больше скорости плавления, что приводит к восстановлению длины дуги. В случае уменьшения длины дуги происходит обратный процесс - скорость плавления проволоки становится больше скорости подачи, что приводит к восстановлению нормальной длины дуги. Для того чтобы горение дуги было устойчивым, необходимо равенство скоростей подачи и плавления электродной проволоки. [2] На эффективность процесса саморегулирования дуги существенно влияет и форма ВАХ источника питания. С большим быстродействием колебания длины дуги будут отрабатываться при жестких ВАХ, так как при этом будет возрастать параметр р рд - ри ( р уменьшается при переходе от крутопадающих ВАХ источника питания к жестким) и, как следствие, параметр р будет увеличиваться, а постоянная времени Т уменьшаться. [3]https://www.ngpedia.ru/index.html Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников. На настройки влияют внешние параметры Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки: сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока; напряжение дуги. Значения регулировки влияют на величину тока; расход защитного газа зависит от основных параметров сварки. Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются. После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям: комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя; из-за перепадов напряжения настройки полуавтоматической сварки сбиваются; изменение марки и состава проволоки; изменение состава газа; даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.https://stal-kom.ru/ Газозащита Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях. Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер. Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом. Подбор газовой смеси На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения: углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости; аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг; для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%); при сварке алюминия применяется чистый аргон. Настройка напряжения Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом. На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы. Скорость подачи проволоки От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи. Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов. Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника. Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту. Талица прямой зависимости между регулировками и результатом работы: Полярность Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги. При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака. Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника. Читайте также: Для защиты железных изделий от коррозии используют покраску изделий почему краска защищает металл Выпуск и вылет проволоки На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению. В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм. Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку. Выпуск и вылет напрямую зависят от диаметра присадочной проволоки: Настройка дуги Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата. Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг. Влияние напряжения на качество соединения Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким. Проблемы и ошибки В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы. Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков: щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала; если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой; слишком много брызг: нужно увеличить показатели индуктивности и подачи газа; шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита; непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности; сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок); зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву; прерывистый шов + избыточное разбрызгивание – длина дуги очень большая. Как устанавливается ПВ/ПН и примеры аппаратов Продолжительность включения/продолжительность нагрузки Для определения продолжительности нагрузки у любых видов сварочных аппаратов используют методику, прописанную в ГОСТ Р МЭК 60974-1-2012. Согласно документу, испытания проводятся при температуре окружающего воздуха +40º С в течение 10 минут. Оборудование подключается в сеть, возбуждается электрическая дуга и засекается время, сколько аппарат сможет варить беспрерывно в течение 10 минут, пока сам не отключится из-за перегрева. Например, у инвертора ///////// указано в характеристиках ПН 35%. Это означает, что на максимальном токе 200 А получится варить 3.5 минуты, а 6.5 минут нужно давать аппарату остывать. Конечно, такая характеристика не означает, что инвертор отключится сразу на 31-й секунде четвертой минуты. Время уходит на смену электрода, отбивание шлака, смену положения, поэтому оборудование немного отдыхает в такие паузы и может варить 4-5 минут, но не более. https://www.svarbi.ru/ § 79. Сварка в углекислом газе Советскими исследователями К. В. Любавским и Н. М. Новожиловым в начале 50-х годов был разработан способ сварки в защитной среде углекислого газа, который в настоящее время нашел широкое применение во всех странах мира. Сущность процесса сварки в углекислом газе заключается в следующем. Поступающий в зону сварки углекислый газ защищает ее от вредного влияния атмосферы воздуха. Причем при высокой температуре сварочной дуги углекислый газ частично диссоциируется на окись углерода и кислород 2СO2 ↔ 2СO + O2. В результате в зоне дуги образуется смесь из трех различных газов: углекислого газа, окиси углерода и кислорода. Вследствие того, что температура дуги не везде одинакова, неодинаков и состав газовой смеси в зоне дуги. В центральной части, где температура дуги высокая, углекислый газ диссоциирует почти полностью. В области, прилегающей к сварочной ванне, количество углекислого газа преобладает над суммарным количеством кислорода и окиси углерода. Все три компонента газовой смеси защищают металл от воздействия воздуха, в то же время окисляют его как при переходе капель электродной проволоки в сварочную ванну, так и на поверхности. Fe + СO2 ↔ FeO + СО; Mn + СO2 ↔ МnО + СО; Si + 2СO2 ↔ SiO2 + 2СО; 2С + 2СO2 2СО + 2СО; 2Fe + O2 ↔ 2FeO; 2Мn + O2 ↔ 2МnО; Si + O2 ↔ SiO2; 2C + 2O2 ↔ 2CO2. Порядок и интенсивность окисления элементов зависят от их химического сродства к кислороду. Вначале окисляется кремний, имеющий большее сродство к кислороду, чем другие элементы. Окисление марганца также происходит значительно интенсивнее, чем окисление железа и углерода. Следовательно, нейтрализовать окислительный потенциал углекислого газа можно введением в присадочную проволоку избыточного кремния и марганца. В этом случае погашаются реакции окисления железа и образования окиси углерода, но сохраняются защитные функции углекислого газа в отношении атмосферы воздуха. Качество наплавленного металла зависит от процентного содержания кремния и марганца в сварочной проволоке (при условии наличия необходимого количества углекислого газа). Хорошее качество наплавленного металла при сварке углеродистых сталей гарантируется тогда, когда в составе проволоки соотношение Мn к Si составит Mn/Si = 1,5 ÷ 2. Образовавшиеся окислы кремния и марганца не растворяются в жидком металле, а вступают во взаимодействие друг с другом, образуя легкоплавкое соединение, которое в виде шлака всплывает на поверхность сварочной ванны. http://metallurgu.ru/ Углекислота/смесь не рассматривается Углекислота (по ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая») применяется как защитный газ для электросварочных работ. Состав смеси: СО2; Ar + CO2 ; Ar + CO2 + O2. Еще производители могут маркировать ее как смесь MIX1 – MIX5. Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. При рабочем давлении углекислоты в баллоне 14,7 МПа (150 кгс/см2) коэффициент заполнения: 0,60 кг/л; при 9,8 МПа (100 кгс/см2) – 0,29 кг/л; при 12,25 МПа (125кгс/см2) – 0,47 кг/л. Объемный вес углекислоты в газообразном состоянии равен 1.98 кг/м³, при нормальных условиях. Посчитаем вес углекислоты в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7 МПа (150 кгс/см2). 40л • 0,6 = 24кг Посчитаем объем углекислоты в газообразном состоянии: 24кг / 1,98 кг / м3 = 12,12м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 24кг = 12,12м3 Св. проволока По механическому строению различают следующие структуры проволоки. Сплошная. Представляет собой протянутый цельный калиброванный сердечник, собранный с помощью рядной укладки в бухты, катушки или кассеты. Механические свойства позволяют применять на автоматах и полуавтоматах. ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Порошковая — это полая трубка, наполненная порошком (флюсом) со специальными свойствами. Такая структура затрудняет настройку протяжки проволоки на полуавтоматах. Усилия роликов, кроме создания качественной подачи, не должны превращать круглую трубку в овальную Активированная. По возможностям использования в полуавтоматах она аналогична сплошной. Такой же цельный сердечник, но с добавлением, например, в виде тонких прослоек, компонентов, используемых для порошковых проволок. По виду поверхности Качество сварки полуавтоматом зависит от состояния поверхности проволоки. Покрытая медью, она значительно увеличивает стабильность сварочной дуги. Это создается улучшением подвода тока к зоне сварки по причине хороших электротехнических характеристик меди, а также уменьшением сопротивлению подачи проволоки через отверстие подающего наконечника. Преимуществом непокрытой «черной» проволоки является более дешевая экономическая составляющая. Непокрытая проволока может выпускаться с полированной поверхностью. Этот вид приближается по характеристикам к проволоке с омедненной поверхностью. По химическому составу Химический состав сварочной проволоки должен соответствовать составу свариваемых материалов. Этим требованием объясняется многообразие видов проволоки по химическому составу — от проволоки из обычной малоуглеродистой стали до легированной с большим количеством элементов. Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии По количеству легирующих элементов Свойства проволоки напрямую зависят от количества входящих в нее легирующих элементов. Различают следующие виды легированной сварочной проволоки: низколегированная (до 2,5% содержание элементов); среднелегированная (от 2,5% до 10%); высоколегированная (свыше 10%). Применение легированного присадочного материала делает возможность сохранить, а в некоторых случаях улучшить, такие уникальные свойства основного материала, как коррозионная стойкость, жаростойкость, жаропрочность и другие. Для разных материалов Кроме стальной существует проволока для сварки чугуна и сплавов цветных металлов (алюминия, меди, титана и других). Это дает возможность применять полуавтоматическую сварку для разных материалов. Для получения качественного шва требуется учитывать особенности материалов при настройке параметров сварки. Нержавеющая сварочная проволока в расплавленном состоянии обладает повышенной жидкотекучестью. Это сильно затрудняет сварку в вертикальном и потолочном положениях. Высокая скорость плавления нержавейки требует от сварщика наличия квалификации при формировании шва. Исправление литейного брака чугуна (раковины, трещины) производится с помощью сварки. Текучесть чугуна является препятствием при заваривании сквозных трещин. Высокая температура сварочной дуги при длительном воздействии приводит к изменению структуры, что делает чугун в месте сварки хрупким и склонным к появлению трещин. Полуавтоматическая сварка нагревает ограниченную по площади поверхность. Шов формируется отдельными последовательными точками. Тем самым минимизируется влияние обозначенных выше свойств на качество сварки. Сварочный процесс цветных металлов сопровождается появлением тугоплавких окисных пленок. Это предъявляет высокие требования к защитному газу — обычно это аргон с высокой степенью очистки. Высокая теплопроводность требует наличия на полуавтоматах импульсного режима сварки для уменьшения риска прожига свариваемых материалов, особенно тонколистовых. По диаметру Выбор диаметра проволоки напрямую связан с толщинами свариваемых материалов. Чем меньше толщина, тем меньше диаметр. Соответственно этому правилу варьируется параметр величины сварочного тока. Рекомендуемые размеры диаметра: оборудование со сварочным током до 200А – применяется проволока диаметром 0,6 мм, 0,8 мм, 1,0 мм; с током 200-350 А — диаметры 1,0 мм, 1,2 мм; с током 400-500 А — диаметры 1,2 мм, 1,6 мм. Марки Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки. Св-08Г2С – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов. Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности. ПАНЧ-11 – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению. https://kovka-svarka.net/material/svarochnaia-provoloka-marki/#1 балл
-
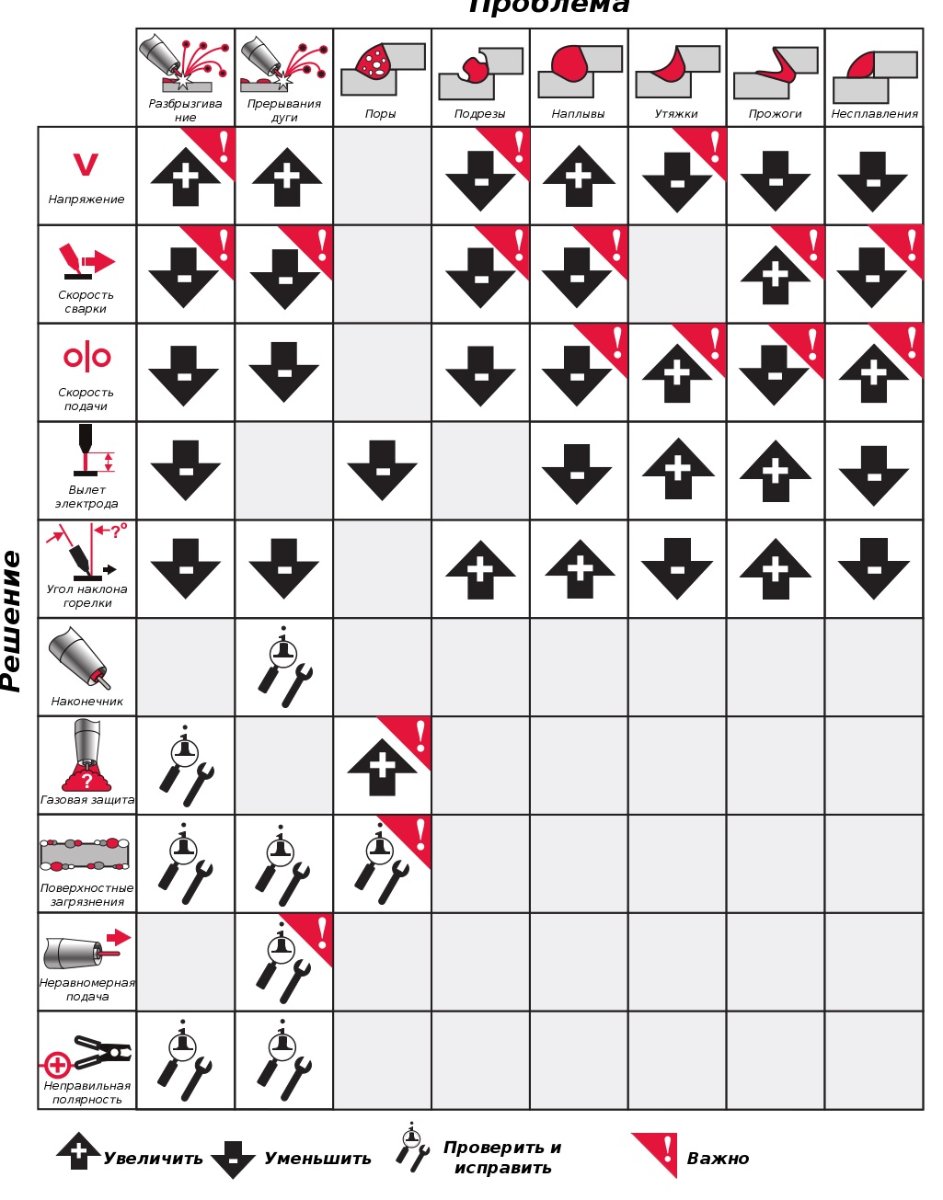
Я выше отписал что подача (а она именно подача и не как не регулятор ампер) и напряжение повязаны одной веревочкой и ловите баланс и тогда ПА будет "жужжать " и не как иначе , да подачей можно чуток поднять или уменьшить ток но это мизерное значение и лучше поймать золотой "баланс " Надо учесть что газ и даже наклон горелки влияет на сий баланс . Вот "скорая помощь" для начинающих и все просто посмотрел и лови баланс . Ну и видео от классного и практикующего инженера по сварке и все подробно рассказано
1 балл
-
Всеми любимая Вега мини МИГ 200. Выбило силовые транзисторы. Аппарат попадает к нам в ремонт, но не скажу, что часто.
1 балл
-
Если вас попросили родственники или друзья заварить трещину в казане- можете ссылаться на апокалипсис ,на занятость, не берите в работу. Проще купить самому для них новый ,чем работать с таким. Толщина - варианты от 3мм. и меньше. Материал- переплавили что, попалось. Если взялись за работу из " спортивного интереса", трещину удаляйте без сожаления, с запасом. Латка поможет вам, лучше справиться с порообразованием.
1 балл
-
Валера, это же не к тебе обращение. Вы вообще русский язык понимает? Читать умеете? Или вам больше заняться нечем. По троллить меня решили? Третий раз пишу, а это уже диагноз. Не подставляйте себя под эти понятия:1 балл
-
@copich, никто не спорит, и 4 лучше 2. Но все преподносят так, что на 4 можно работать, а на 2-х, всё абзац приплыли, и выкинь нахрен аппарат. Попросили продемонстрировать, на видео все прекрасно работает, но снова придирки. Просто признать, что китайский аппарат превосходит бренд у людей брендолюбие не позволяет, вот и строят козни. И как заворожённые продолжают боготворить тех, кто с них последние штаны спускает. Вот как бы Игорь весь расклад.1 балл
-
Ну вот взять видео Андрея, везде он использует две горелки, TBI 6G самую мощную воздушку в линейке и Binzel 405, которая как мне кажется ещё мощней. И это на однофазных аппаратах, кои комплектуют горелками mb 15, которые смело с новья можно выкидывать. Но народ то у нас не понимает и пытаются работать ими во всем диапазоне, отсюда аппарат говно, податчик 2 роликовый тоже говно.1 балл
-
Валера, на этом диаметре 4 ролика ничего не изменят, сколько можно жевать одно и тоже. Всё зависит от сопротивления канала и если оно больше, чем подающее сопротивление проволоки, то хоть 10роликов поставь, ничего не изменится, всё равно будет борода. 4 ролика необходимы для стали, нерже(твёрдой проволоке) в пульсе и дабл пульсе, всё остальное от лукавого. Вроде все профи, а простой физики не ловите.Или личное личное видео о приемуществе 4-х роликов перед 2-мя на 1 мм алюминии или я вас всех забаню за дезинформацию.1 балл
-
Ты давно не работал на производстве.Там аппараты мало кого интересуют,интересен результат.Если есть приемлемый результат с минимальными затратами,то он устроит.Видишь,можно привести классический пример;если работники справляются со своими обязанностями за минимальную плату и не уходят,то плату за труд никто не будут поднимать(зачем) до тех пор,пока они не будут увольняться в массовом порядке. Импульс и четыре ролика - это междусобойчик на этом форуме.Если же для производства действительно необходим дорогой аппарат(и без него не обойтись),то купят,но самый дешевый из представленной линейки.1 балл
-
Сейчас речь идет не об алюминии,а в принципе.У меня такое ощущение,что вся страна только и делает,что варит алюминий полуавтоматом.Если на производстве(мастерской) двухроликовый механизм справляется со своими задачами,никто тебе не купит четырехроликовый,понимаешь?1 балл
-
Валера,если аппарат покупается для сварки кузовщины,то зачем там нужны четыре ролика и импульс?Понимаешь,техника техникой,но условия эксплуатации и экономические показатели стоят на первом месте.Чем проще механизм,тем он надежнее и в обслуживании,и ремонте.1 балл
-
Как то извращаясь с пикомигом я на разных настройках приваривал все ко всему. Так вот. Играясь с напряжением и пробуя варить тонкостенную профтрубу к швеллеру получил шов, угловой, с четко видимой приваркой к профтрубе. Но примыкание к швеллеру выглядело подозрительно. Ломанул. Не без усилий, но профтруба оторвалась от швеллера вместе с наплавленным металлом. На швеллере остались лиш мелкие каверны, а поверхность была в тойже плоскости что и до сварки. Свариваемые поверхности зачищались перед сваркой. Это о чем говорит. Из за большого объема металла в швеллере, и заниженного напряжения( а как следствия тепловложения) , металл электрода к профтрубе приварился а к швеллеру нет. Но от швеллера оторвать удалось только ломанув в сторону шва. Значит на лицо вполне жезниспособное соеденение в определенных условиях. Хотя для сварки брак чистой воды. Да ваша драгоценная альфа как и пикомиг в определонной степени при выборе режима выдает оптимальные для конкретной задачи настройки. С той лиш разницей что альфа присовокупляет к ним электромагнитные конвульсии сварочного тока и напряжения , рождаемые в недрах полупроводниковвх мозгов. Называемые разными страшными словами типа г(к)олдарк и пр. Это все несомненно облегчает участь сварщика (хотя суперменом его самого не делает), но никак не отвергает следующее. Если гдето в гараже пытливому дяде Пете, захочется ПАЯТЬ, на своем ( свароге, фоксвелде, ресанте, авроре) то он конечно врядли сразу попадет в нужные цифры настроек. Но приложив усилия сможет! Мож не так красиво но сможет. В очередной раз недоумеваю этож как без альф и пикомигов наш мужик в космос полетел)))1 балл
-
Рано вы меня в спецы записали=) 1) Взять более-менее нормальную проволоку, "зарядить". 2) Полностью ослабить прижимные ролики. 3) Регулировку начать с входной пары, затягивать до начала прохождения эл-да по всему лайнеру горелки. 4) Выходную пару затягивать чуть больше чем входную, при стабильной скорости эл-да без проскальзывания. Проверку прижима осуществляю просто, мизинец и безымянный на сопле или конце гусака - остальными 3-мя удерживаю проволоку (без фанатизма конечно), удержал без деформации - норма. (при залипании будет проскальзывать, а не намотается "бородой" в подающем и не пропыряет горелку) Подпружиненый прижим легко компенсирует не большую разнокалиберность проволоки (она присутствует у всех производителей). Лайнер продувать после каждой выработанной катушки.(вне зависимости использовалась омеднённая или хим. полированная проволока) (Саркастично) - "Ни на какие цыфири на рукоятках ориентироваться не надо, токмо на ачучения - оне не подведут".1 балл