Лидеры




Популярный контент
Показан контент с высокой репутацией 22.09.2022 во всех областях
-
Писарям и диванным теоретикам посвящается -2 балла
-
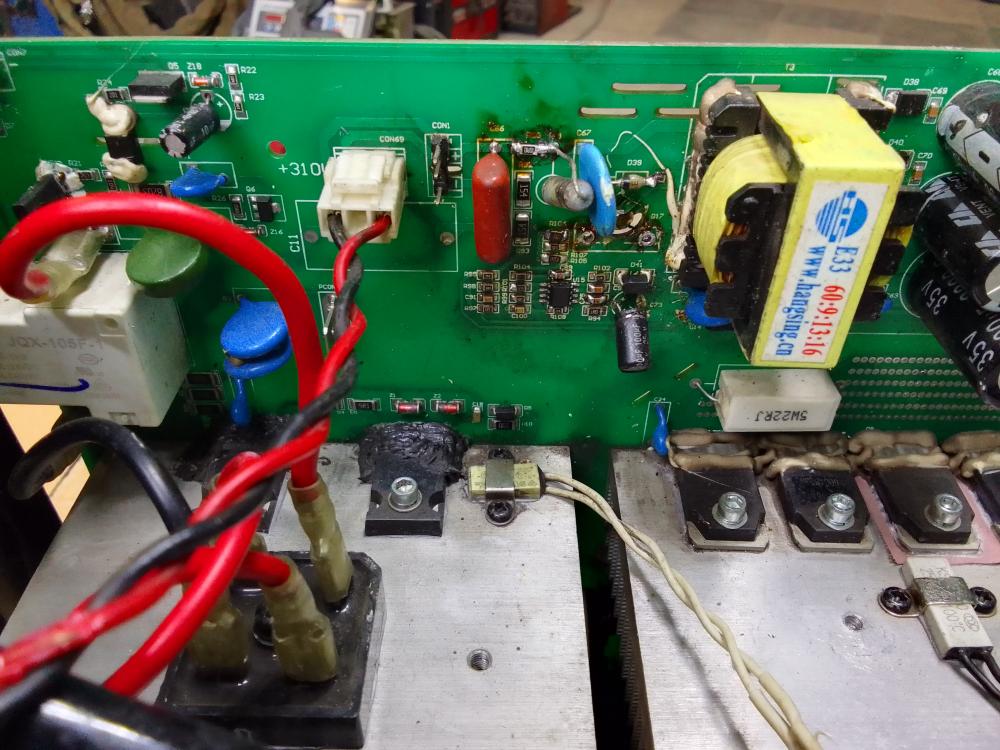
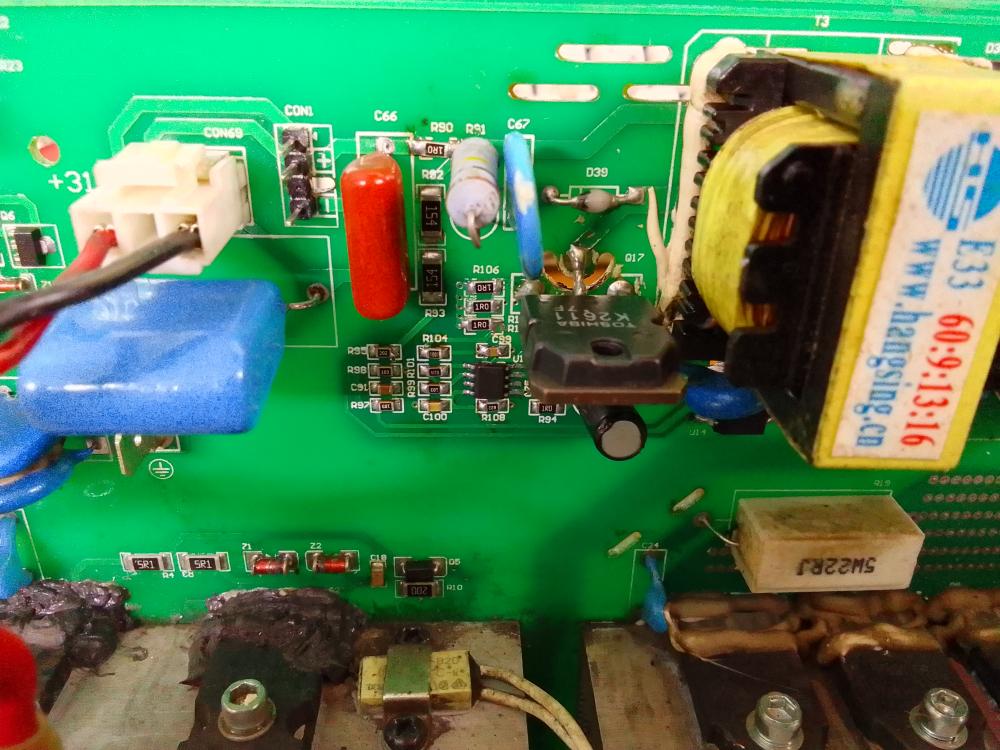
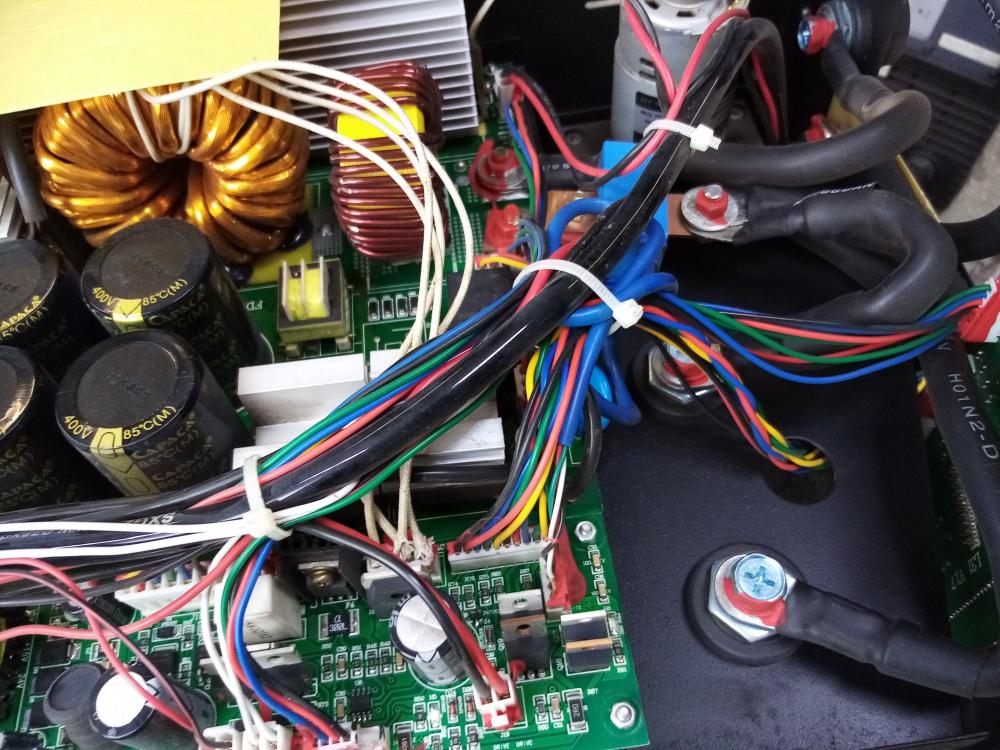
Привезли INTEGRAL InAMIG500 с г.Семёнов нашей области. Это тот же AOTAY AMIG 500. Первоначально сказали, что большая предпродувка газа. Около 10 сек. Нашёл им паспорт с описанием как убавить это время и отправил на почту. Но у них оказался сломан энкодер регулировки индуктивности, а без него в эту функцию не зайти. Предложил восстановить, чтобы могли регулировать. Привезли, после восстановления энкодера оказалось, что дело не только в нём. Заметно дёрганье двигателя и его включение происходит с запозданием в эти самые 10 секунд, независимо от выставленных настроек. Была неисправна плата управления. Утечка компонента. Замена на заведомо исправные детали, так как измерительный прибор показывал исправность деталей платы. После ремонта регулировка продувки восстановилась и двигатель стал работать ровнее. amig_350_500_500b_630_rukovodstvo.pdf
 2 балла
2 балла -
Подглядывать надо в сварочную ванну. Её надо видеть, за ней следить, и ею варить. Токарь работает по металлу режущей кромкой резца. Всё остальное вторично. У сварщика такой "режущей кромкой" является край сварочной ванны. Вы должны его видеть, а не вести горелку по воображаемой линии. И не тренируйтесь на плоском металле -- сделайте пропил болгаркой, пусть даже не сквозной, и заварите его. Тогда вы начнёте именно гнать ванну по этому пропилу. Теперь о настройках. Поскольку полуавтомат это стабилизатор напряжения, то если ускорять подачу проволоки, дуга будет укорачиваться, а значит её сопротивление будет падать. А если сопротивление нагрузки падает, то ток в цепи растёт (при стабилизированном напряжении). Теперь смотрите какая зависимость интересная.Скорость плавления проволоки напрямую зависит от электрической мощности которую на неё подают. Это очевидно.Мощность это ток умножить на напряжение. Втупую.То есть чем короче дуга, тем больше ток, и тем быстрее плавится проволока. И наоборот.Таким образом полуавтомат стабилизирует длину дуги. Именно дугового промежутка. Теперь как это работает на самом деле.На самом деле мы слышим характерный треск, или жужание на букву "З". Это звук замыканий проволоки в ванну.На малых токах мощности не хватает для поддержания постоянного горения дуги. И проволока таки замыкается на металл. Но поскольку напряжение не меняется, то на коротком замыкании развивается ток, способных снова зажечь дугу.Этот процесс происходит очень быстро и даёт тот самых характерный звук сварки полуавтоматом.Если это всё понятно, то перейдём к вопросу шо там делает индуктивность. Итак мы имеет процесс постоянно тухнущей и вновь воспламеняющейся дуги. Это происходит со звуковой частотой и мы это слышим -- ззззззззз...Но не видим -- глаз не различает такие быстрые изменения яркости.Это всё происходит очень быстро: замыкание -- возрастание тока которое зажигает дугу, на которой ток падает, что приводит опять к замыканию, которое приводит к возрастанию тока, и так по кругу около 1000 раз в секунду. Индуктивность не даст току резко вырасти в момент замыкания, и поэтому в таком режиме она должна быть минимальна. Иначе дуга не будет загораться ваабще. Однако если индуктивности не будет совсем, то бросок тока станет слишком резким, и мы получим излишний набрызг. Вместо дуги будет разряд, который разнесёт проволоку в пыль, а уж потом дуга, опять замыкание, снова скачок тока, брызги, дуга, замыкание и снова и снова. На больших токах дуга начинает гореть постоянно, и вот тут то нам стабилизатор напряжения портит всю малину -- в реальных условиях металл переносится в дуге не ахти как ровно и стабильно. От этого сопротивление дуги всё время пляшет, и тут нам уже не нужны резкие набросы тока -- от них только брызги образуются и более ничего полезного. Нам надо чтоб помедленнее ток на дуге изменялся, ибо его там уже навалом.И вот тут мы накручиваем индуктивность -- она сглаживает резкие скачки тока, и резкие провалы. Рекомендуется к чтению книжка: http://websvarka.ru/talk/files/file/870-svarka-stalej-v-zaschitnykh-gazakh-plaviaschimsia-elek/1 балл
-
да о какой самозащитной проволоке можно говорить, если планируется сварка листа 0.4 . Не каждый аппарат на такое согласится в настройках, даже с учетом сварки в газе. Кто пользовался самозащитной проволокой, просветите меня. То что я видел, имеет структуру скрученного штрипса в трубу, где и располагается флюс. Следовательно стык так или иначе будет иметь возможность пропускать влагу. Если согнуть под прямым углом то стык легко расходится. Следовательно и доступ влаги относительно не ограничен. Если кто-то имел опыт по самозащитной проволоке, встречали ли верхнюю оболочку в герметичном исполнении? Самому интересно. А с поставленной задачей, как у автора сообщения выше, так совсем любопытно. Ведь у автора темы, проволока так аж 2014г. ни кто не говорит, что не будет получаться, только качество сварки страдает и дуга горит не стабильно. Когда флюс подсыхает, то дуга более стабильно горит и процесс уже лучше идет. А вот с самого начала сварки... И если учесть, что в аппарате не было (ну допускаю такое) антизалипания, то от залипания электрода происходит его нагрев, как и в самом процессе сварки. Флюс довольно быстро высыхает. Только если флюс высушить заранее, он не имеет такого свойства как отваливаться кусками. А когда сушка быстрая, то трещинами весь покрывается и в некоторых местах начинает отваливаться. И после приходится чирканьем обжигать оголившуюся часть электрода. Но это из моего опыта. Может у других оно не так.1 балл
-
@Иван335522,Вы бы фото аппарата с читаемым индексом привели-проблем было бы меньше- а еще в сети есть инструкции по применению почти всех сварочников от этой финской компашки-поищите-почитайте-снимутся многие вопросы на крутилках машинок подобного класса обычно напряжение и подача.... иногда обозначаемая как сила тока ... иногда правильная маркировка-напруга в Вольтах, подача в м/мин... иногда не очень... типа напряжение и ток. но сути это не меняет, иногда маркировка в у.е... что тоже сути настроек не меняет... Вам какая хрен разница-какой там ток , если условно машинка стабильно работает на напруге на 2 и подаче на 3? а тепловой энергии хватает на сварку профильной трубы 40х20х2 мм... условно... Расход и род газа тоже имеют значение. но в Вашем случае не принципиальное..про проволоку, диаметр,род,длину шланг-пакета, количество роликов в подающем писать не буду-это уже обжёвано здесь миллион 100500 раз... и продолжает обжёвываться....1 балл
-
"sarcasm on" Геннадий, у вас клещи не поверенные неканоничного бренда, изначально завышенная напруга в сети и вообще вы подменили источник и все так смонтировали, что только единицы подлог заметят "sarcasm off" А вообще аппарат норм, очевидно, что лучше ресант всяких1 балл
-
Сегодня в нашей больничке был,сфоткал как люди перилы варили.Вот интересно,кто то же принимал их работу,и куда он смотрел.
1 балл
-
Ранен,но не убит!
1 балл
-
В связи с известными событиями в мире коронки на погрузочную технику САТ стали недоступны. Приходиться восстанавливать то что осталось... Металл-20 мм, естественно не хардокс, режем, прихватываем, разделываем углем,зачищаем(уголь дает науглероживание), завариваем, наплавляем недостающее. Чтобы повысить изностойкость подошву наплавляем змейкой электродом Т-590. Пока так...
1 балл
-
А нужны они, эти 220А в домашнем применении? Сваркой резать двутавр? Или что-то часами варить не отрываясь? На мой взгляд, не стоит гнаться за этими амперами, главное чтобы характеристики самого сварочного процесса были адекватные. Чтобы при случае и основные электроды горели, нормально работал горячий старт и форсаж дуги. Все равно в домашнем хозяйстве как правило преобладают проф. трубы 1.5-3 мм, электроды мр-3, и сварка в отрыв1 балл
-
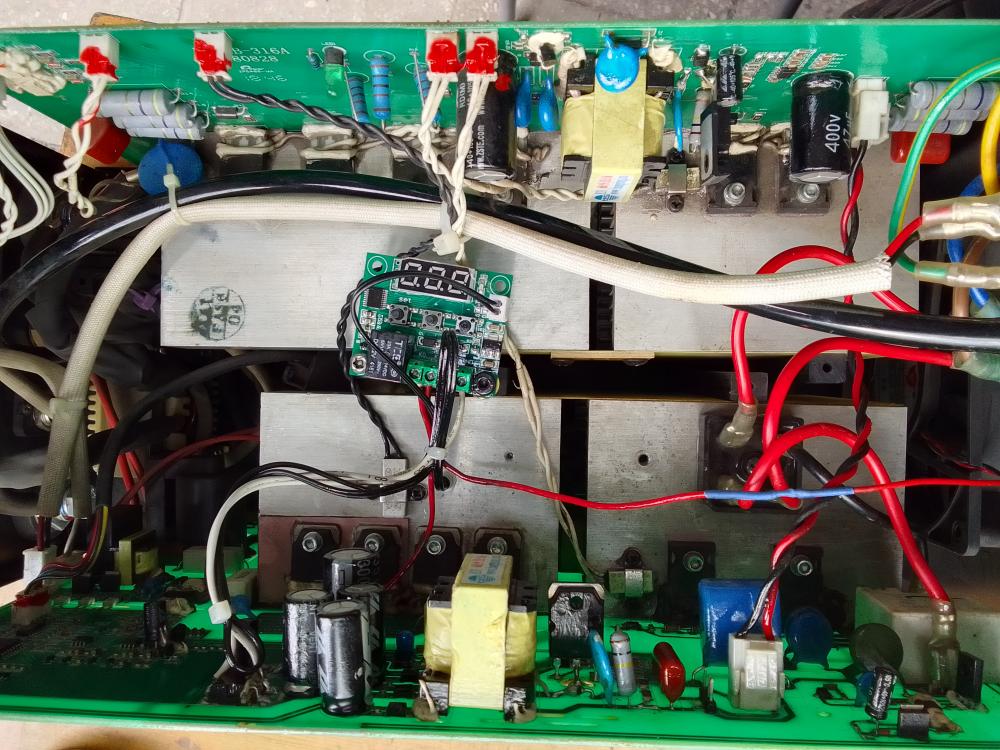
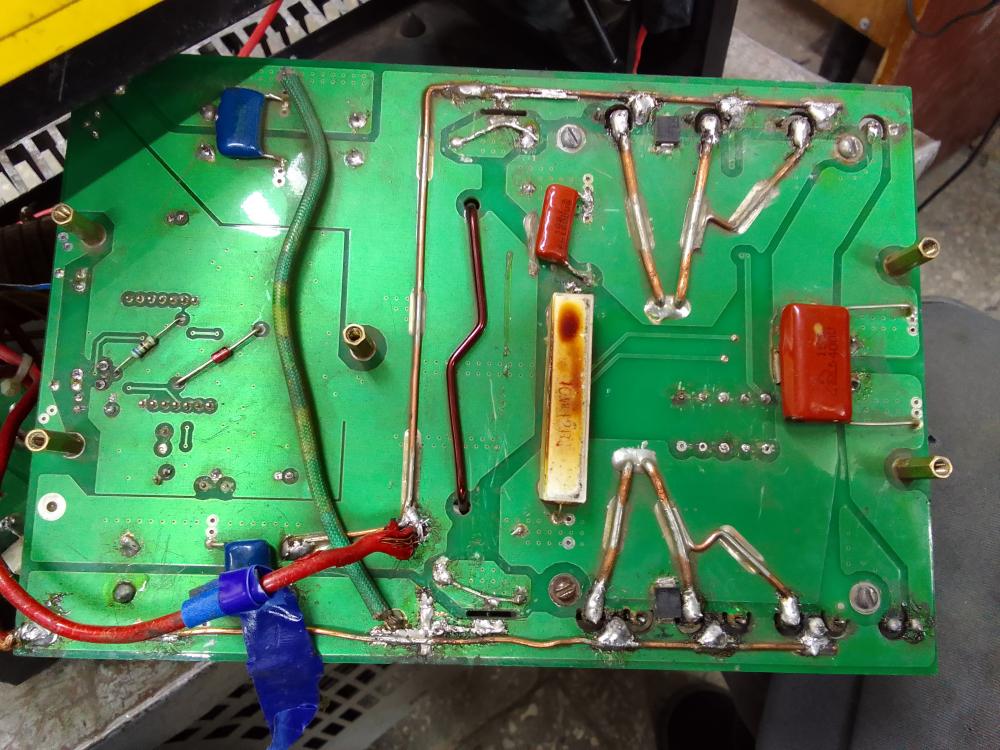
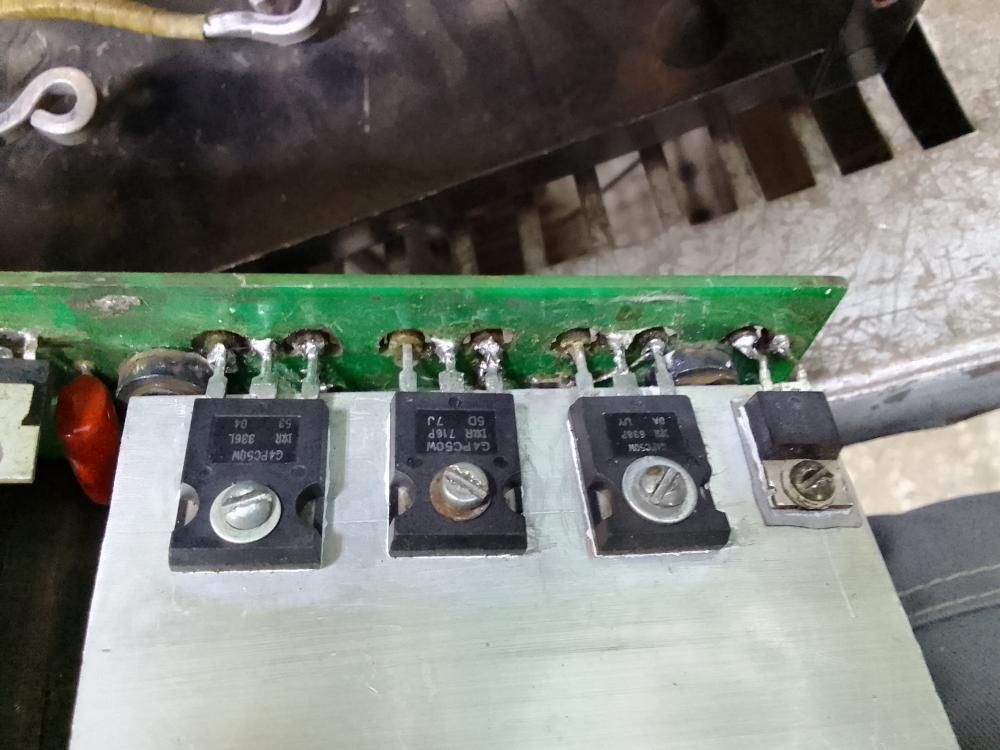
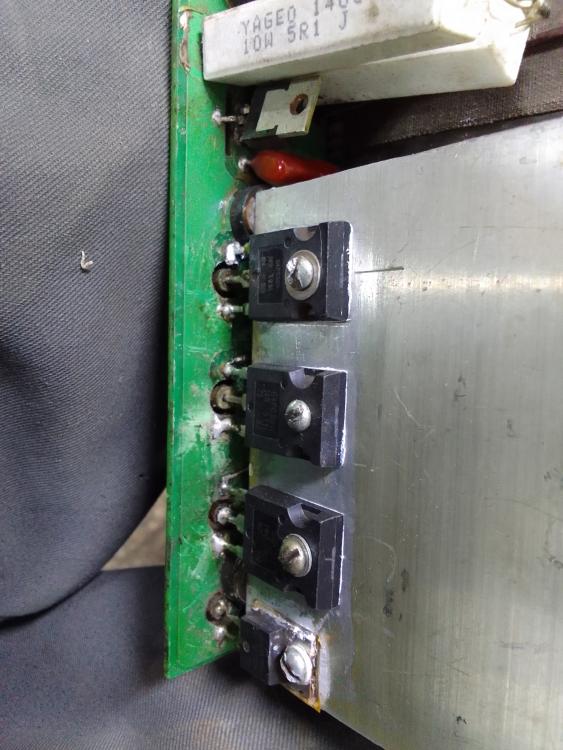
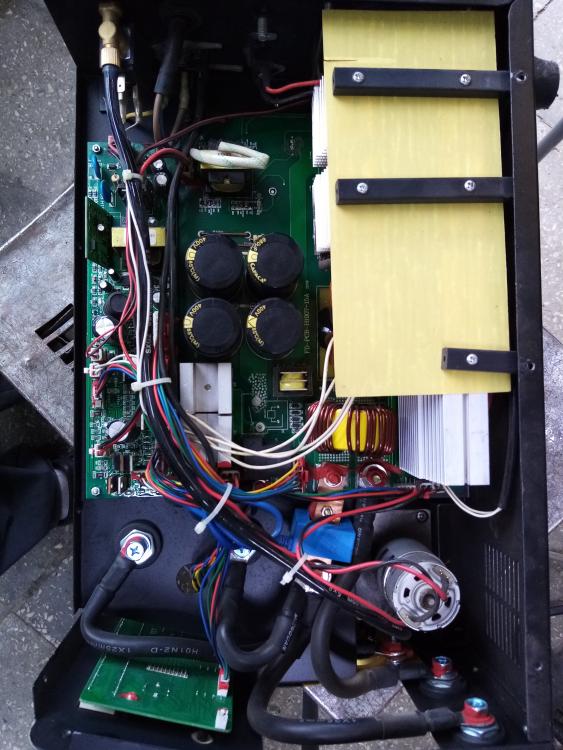
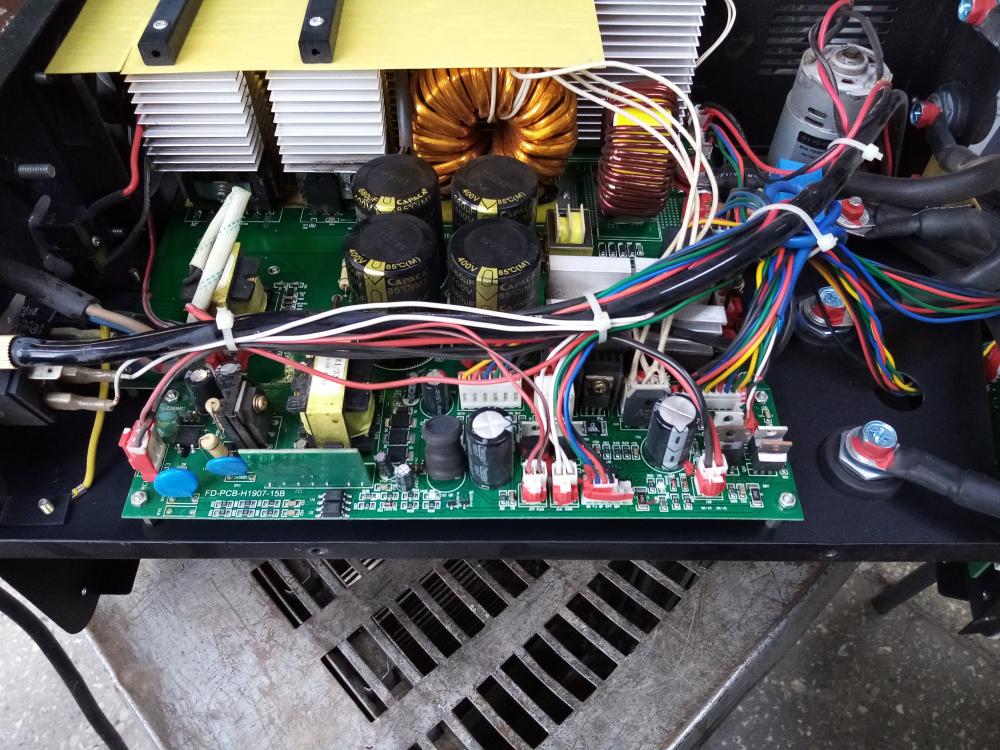
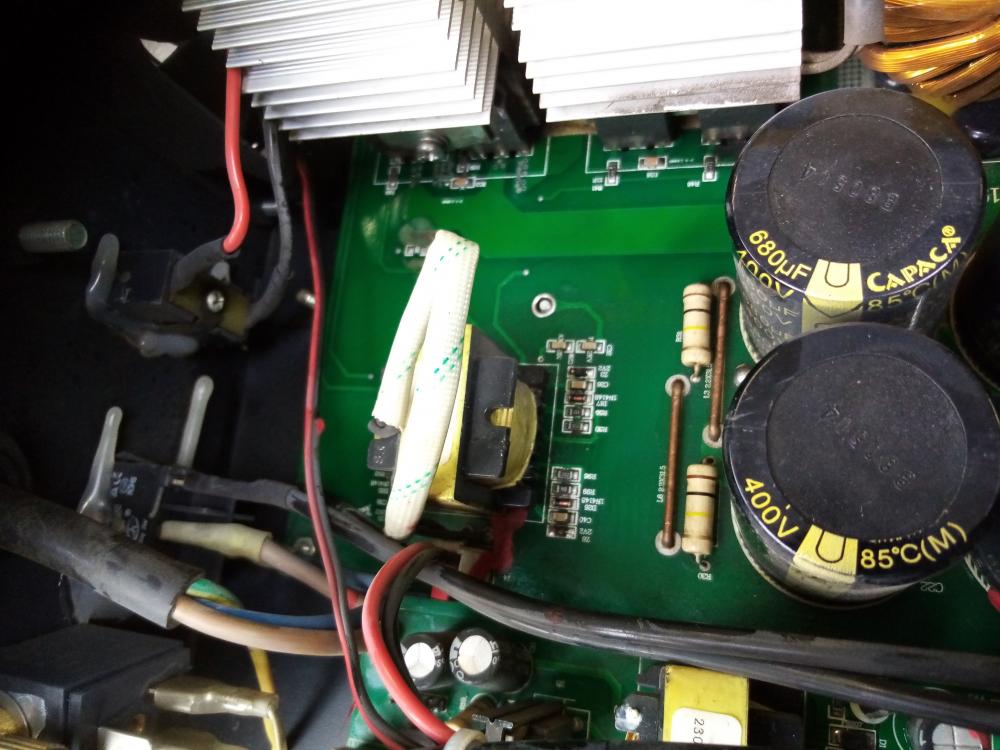
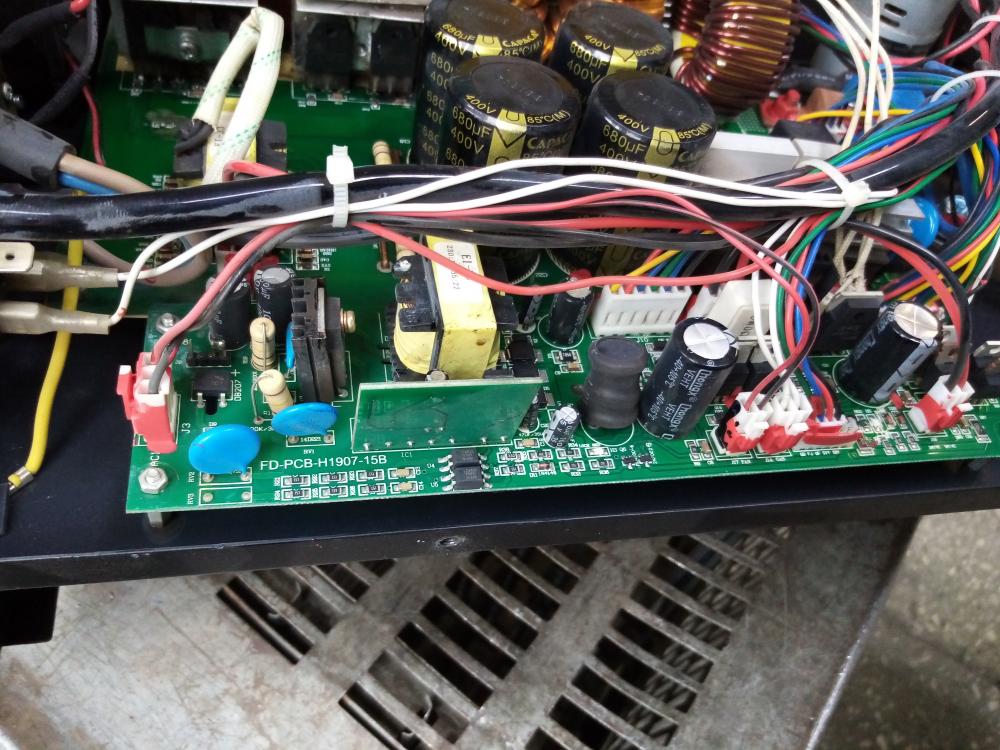
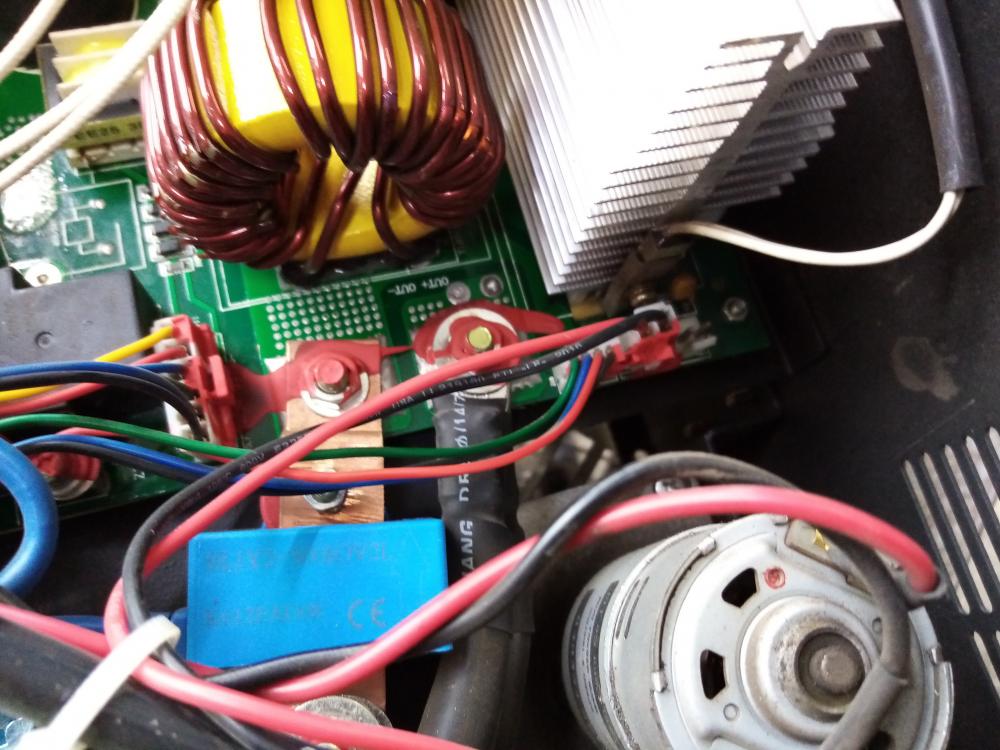
Приехал со Свердловской области аппарат Вега 205 АС-ДС. Нашего форумчанина. Полез он в аппарат устанавливать плату управления вентилятором, но кольцо на пальце перемкнуло конденсатор и БАХ ! Выбило вроде немного. Решил отвезти в один местный сервис с треугольником на логотопе. После месяца ремонта он его забрал и мне прислал. На фото ребята доломали не только сгоревший блок питания, но и его аналог на другой стороне. Как в анекдоте - а я и образец запорол ! Пришлось подетально прикидывать и подбирать, что там стояло, так как напутано было всё. И затворные резисторы и токовые резисторы, кондёры, да и многое другое. И за это с него ещё хотели взять деньги. Типа, мы же ремонтировали его ! После восстановления проверили на нагрузку аппарат, вымыли плату, залачили. Ну и поставили ему эту злосчастную плату управления вентилятором. Установили датчик, сделав отверстие в радиаторе выходных диодов, вклеили в отверстие этот датчик термоклеем, запрограммировали плату на сработку при 40С и отключении в 30С. Предупредили, что если будет выше 30С на улице, то он не отключится. По ссылке есть видео работы этой платы. http://websvarka.ru/talk/topic/18675-reguliator-oborotov-ventiliatora/?do=findComment&comment=481388 Я не люблю говорить плохо об людях, кто ремонтировал до меня аппарат, так как звучит как самореклама, но в этот раз я просто обалдел от качества работы сервиса. Фото 2,4 и 5 это то, что было. На 6 и 7 то, что получилось.
1 балл
-
С Барнаула прислали Циклон ВУДИ-201. Я пообещал, что в перерывах между партиями Линкольнов V-270TP посмотрю этот аппарат. Хозяин пытался его ремонтировать, менял вентилятор, но случайно что-то замкнул, бахнули транзисторы. Закупил, впаял, но перепутал разъёмы на управлении. Как он решил, возможно сжёг контроллер. У меня осталось немного разных контроллеров на различные серии Циклонов с давней поры, когда мы их ремонтили. Потому и согласился помочь человеку, тем паче, что производитель ему не ответил. Но после вскрытия аппарата и осмотра, я предположил, что это мягко сказано про контроллер ! Весь аппарат перепахан. По принципу - если проверить каждую деталь, то, по идее, аппарат должен запуститься! Но пайка ужасная, полно трещин на планарных резисторах, обрывы. Я вообще удивлён был, что он у хозяина даже искрил. Правда индикаторы не работали, как он сказал.
1 балл
-
Прибыл мне с Подмосковья полуавтомат BRIMA MIG/MMA-230DPP. Опять же прислали по совету нашего форумчанина. Фото мордашки не делал, взял с тырнета. В нём стандартная ситуация - металлическая пыль закоротила драйвер и вынесла силовые компоненты. Ну и сам драйвер, естественно. Что удивило и задержало ремонт, в драйвере использовался планарный конденсатор на 10 мкФ, неполярный. В наличии такого у меня не было, пришлось ехать из-за этой мелкой бяки на рынок. Нигде ранее такой номинал не использовался, да и в справочниках максимум до 1 мкФ. Драйвер восстановил, перед этим заменил силу. Залачил. Посмотрел сигнал на осциллографе, включив только блок питания. С этим вышел казус, оказалось, что блок питания определяет род входного напряжения и потому ему нужна именно переменка, а я обычно уже выпрямленное, вольт 160 подаю на БП. Ну уважили его просьбу, дали переменку. После нагрузил на балласт и на реальные испытания. Пищит как правдашний импульсник !
1 балл
-
Попросили меня с г.Краснодар состыковать сварочный Эсаб Варриор 500 с подающим Feed 304 с панелью М12. Это панель для трансформаторного аппарата с переключением ступеней напряжения и официально они типа не подключаются друг к другу. Первым делом сменили разъёмы на отечественные, потому как ни на том ни на другом аппарате разъёмы не идентичны и найти их весьма проблематично. А это от ВДУ-506С очень хорошо подошли. Запас их был давний. В подающем переключил отжиг проволоки на регулировку напряжения, отжиг перенёс внутрь подающего, под крышку. Сделали новый кабель управления, потому как эсабовский выходил золотой. В принципе разобрался с Эсабом полностью и ничего особо сложного в этих подключениях не нашёл. Проверили на сварочные свойства, тут вопросов нет. Комплект получился очень хороший.
1 балл
-
Не прошло и 2-х месяцев,обратились опять( не сошлись в цене).Процитировал классика русской литературы- " Не гонялся бы ты ... за дешевизной". Эпоксидка в качестве "гарантии" от утечек топлива.
1 балл