Лидеры




Популярный контент
Показан контент с высокой репутацией 02.02.2022 во всех областях
-
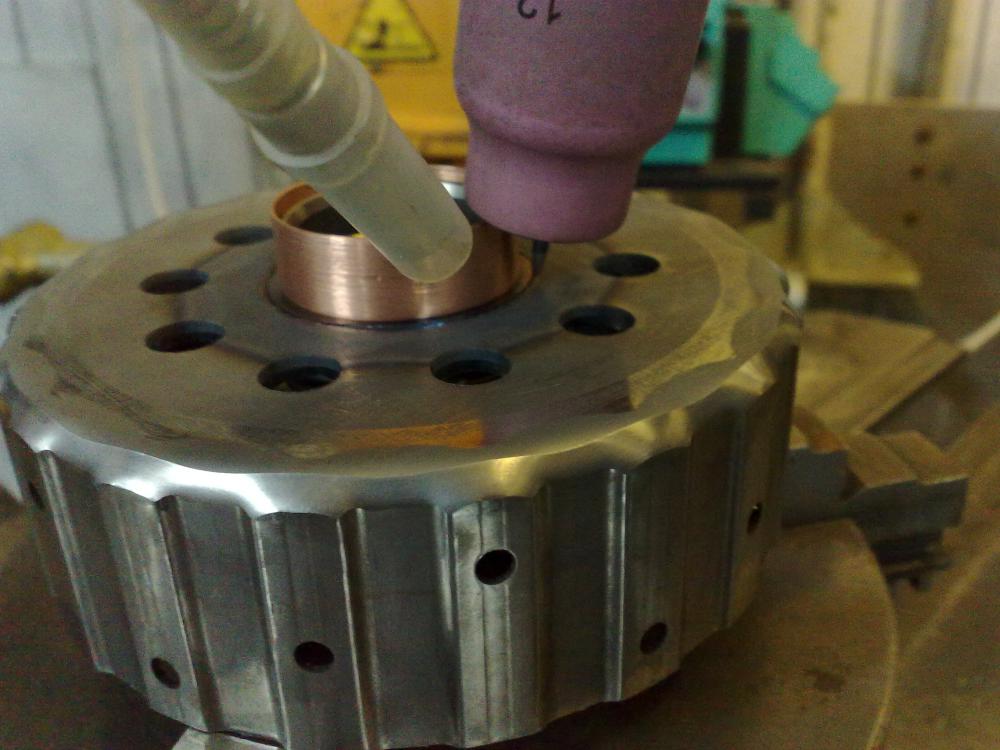
Другая крайность. Для защиты посадочного места была изготовлена защитная втулочка из меди. Не мной, заказчиком.
 9 баллов
9 баллов -
5 баллов
-
Доделал подставочку для расточных резцов. . . Осталось теперь всё это собрать на место постоянной дислокации.
5 баллов
-
Как я понимаю и ощущаю (после экспериментов по строжке от источника для П/А-сварки), ВАХ должна быть падающая. При жёсткой ВАХ-дуга короткая, нестабильная и махом рвётся. Оно и понятно, эластичности дуги жёсткая ВАХ не даёт. От источника для РЭДС-строгается изумительно. Мой личный опыт говорит о том, что на прямой полярности железо строгается е ахти. Расход электродов-не шибко ниже.Я бы сказал, разница-в пределах погрешности при измерении... А вот устойчивость дуги и чистота поверхности после строжки-на чернухе и нерже гораздо лучше именно на обратной полярности ("-" на детали). На прямой полярности лучше работается по чугуну. Электроды для строжки-не графитовые, а угольные. Непокрытые электроды-да, люто калятся и выгорают. Но их уже почти нет в продаже. Сейчас практически повсеместно распространены омеднённые, а им-пофиг на длину вылета. Из моей практики, оптимальным является вылет около 100-150 мм. Больше-хуже чистота поверхности, меньше-начинают обгорать изоляционные накладки держака, а при токах свыше 350 А-ещё и краги.4 балла
-
Если порыться в этой теме, то можно найти моё сообщение, где я строгал раму Газели электродом ф 4 мм. Источником тока был однофазный Форсаж-200М, воздух брал от однофазного же компрессора производительностью эдак 250-300 л/мин. Также на выезде строгал мелочь, применяя в качестве источника тока-сварочный генератор Айземан на 210 А и пару мелких компрессоров, запитываемых от бензогенераторов мощностью 6 кВт. Чтобы сдуть крепёж, или расковырять трещину в раме полуторатонного грузовичка, или какой мелкой спецтехники-вполне себе хватает. Естественно, про удаление зубьевых адаптеров десятикубового ковшика-речи не идёт.4 балла
-
... не угадал .,гарантированное качество было на первом месте .3 балла
-
@Gavriloff777,http://websvarka.ru/talk/topic/17084-printcip-raboty-poluavtomata/?p=431410 Смесь нужна 98/2 для нержи, канал тефлоновый и ролики для алюминия наверняка в комплекте есть3 балла
-
Медной лентой обмотать и хомутом сверху прихватить.3 балла
-
А Вы раньше вообще строгачем работали? Я своим сварщика на работе, по 2 дня показывал процесс, и то один научился, а остальные совместными усилиями спалили сам строгач. """Для переменного тока угольный электрод у нас не купишь(да и дорого видать), хотя, хотелось бы.. Трансформатор у меня ТДМ-401-не такой уж он)"""""""" Видите ли, не бывает угольных электродов для переменки, не знаю, почему вам на это не указали, мы работаем от 6 до 12 мм угольными электродами. 500 А ВД у нас, дома есть 500 А источника, 2 шт, строгал и от 315 Форсажа, и раз ковырял что то от 200 А ИНЕМ, ТДМ тоже пару раз приходилось использовать, там из за переменки процесс протекает не так стабильно. Нужно просто иметь навык, и все.2 балла
-
Осенняя переделка ступицы прицепа (сварка/токарка и прочие простые заморочки). Потихоньку возвращаюсь в работу.. Будет много интересного.
2 балла
-
Лично мне для подобных работ, как обозначил @Pallas_Cat, плазморез не зашёл. От слова "совсем". Да, можно изловчиться и сдуть головку болта. Но, работка-не по профилю плазмореза, чья основная функция-разделительная резка. Получается не очень аккуратно. Можно покалечить соседствующие детали. А при удлинении дуги-катоды и сопла становятся расходниками. А выцарапать плазмой угловой шов, не повредив основной металл-хммм... Для строгача эти моменты не страшны. Он для того и создан. Ну не бывает абсолютно универсальных технологий и оборудования, не бывает...2 балла
-
@Егор2281 Поздравляю!1 балл
-
Не, обмотка либо гореть, либо мешать будет - всё варится с подогревом и аж бегом, причём без кондуктора. Пару капель сбить и чутка шлифануть шейку в районе где капля была - ничего страшного не случится.1 балл
-
@Егор2281, с днем рождения!1 балл
-
@Luza, Большое спасибо !1 балл
-
Ай! Я бы для полного фен-шуя посадочное место подшипника все же предварительно обмотал чем нибудь....1 балл
-
Наконец то приехал к нам МНРК ,,ПИОНЕР-2,, Мобильный наплаврчно-расточной комплекс, для наплавки и расточки стрел, ковшей, проушин и прочего. Пока только распаковал, завтра буду пробовать отверстия под гидроцилиндр на отвале восстанавливать.
1 балл
-
Наплавка кромок ножа OK Weartrode 50, материал ножа обычная сталь, решили немного увеличить срок службы, с обоих сторон примерно 30 электродов на 1 слой, мне кажется слабовато.
1 балл
-
Это теоретически. У меня просто режим строжки в источниках заложен и источники 500А. . По идее должен подойти абсолютно любой источник с жесткой ВАХ. Любой полуавтомат в общем. 8квт это примерно 40а при медном проводе это 4мм2, если расстояние более 5м лучше взять 6мм2. . Вообще строжка должна шпарить от любого сварочника, просто тока побольше и в бой. Зависит только от ПВ аппарата. На графите "-" на детали "+". Там процесс то простой главное чтобы дуга горела и металл плавился который воздухом сдувает. Никаких иных причуд кроме дуги там нет. И вылет графита покороче, чтобы воздух в лунку дул и зря графит не калить.1 балл
-
1 балл
-
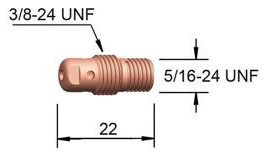
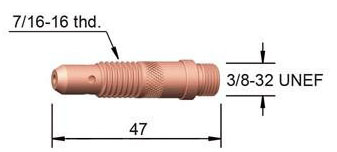
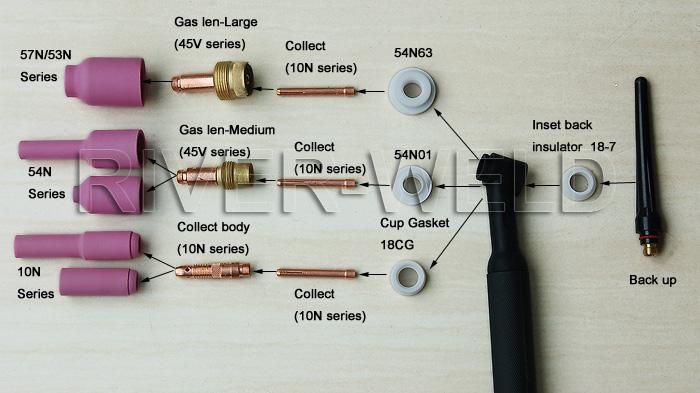
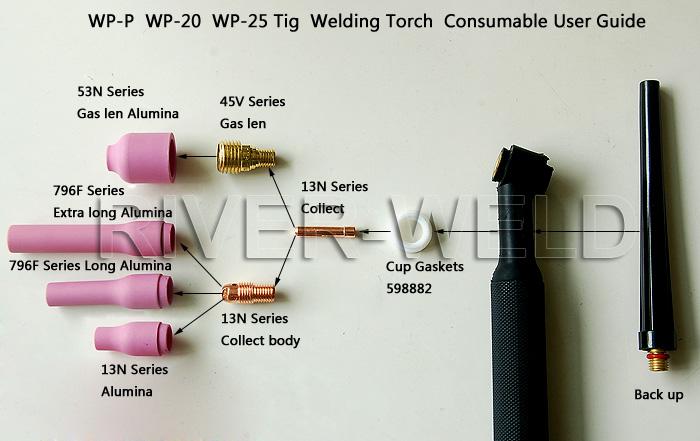
цанга для WP-9 цанга для WP-17 / 26 Сама горелка имеет сквозную резьбу, так что резьба хвоста = резьбе цанги (правой на картинке) (я пару раз из-за кнопки и неудобного места собирал шиворот на выворот), ну а стандартные сопла левая резьба на цанге. Ну а запчасти примерно такие: Для WP-17/26 и для WP-9
1 балл