Лидеры




Популярный контент
Показан контент с высокой репутацией 23.11.2021 во всех областях
-
Движемся к окончанию.
 11 баллов
11 баллов -
Опять так сказать конструкция выходного дня. Точнее трех выходных.
3 балла
-
Добрый день. Не до этого было. Пока все силы прилагаю чтобы с "Г" не общаться и не провокации "Г" не поддаваться. Удается не всегда к сожалению. Но прогресс есть.2 балла
-
Нет. Пленка разбивается когда электроны летят от детали к электроду, то есть когда на электроде плюс а на детали минус. Когда на электроде минус а на детали плюс идет про-плавление. Так как ток переменный то эти значения меняются несколько раз в секунду, в зависимости что Вы установили или на что способен Ваш аппарат.2 балла
-
На электроде минус, очистка плюсом. Чем больше положительная полуволна по времени или по амплитуде, тем больше очистка материала и больше плавится электрод. Собственно так сделано на всех аппаратах, таков принцип АС сварки. Другое дело, что как я и говорил ранее, что у некоторых 0 баланса это реальный 0, где 50\50%, а у других производителей, 0 это не означает 50\50%, а всего лишь то что электрод при балансе 0 будет как бы дольше стоять, по факту может 60\40 или 65\35 и т.п. . Сделано для удобства сварщиков, чем для полного понимания процесса. Поэтому от производителя к производителю, надо просто смотреть на электрод и на процесс и делать соответствующие изменения баланса, которые удовлетворят по процессу сварки и по стойкости электрода.2 балла
-
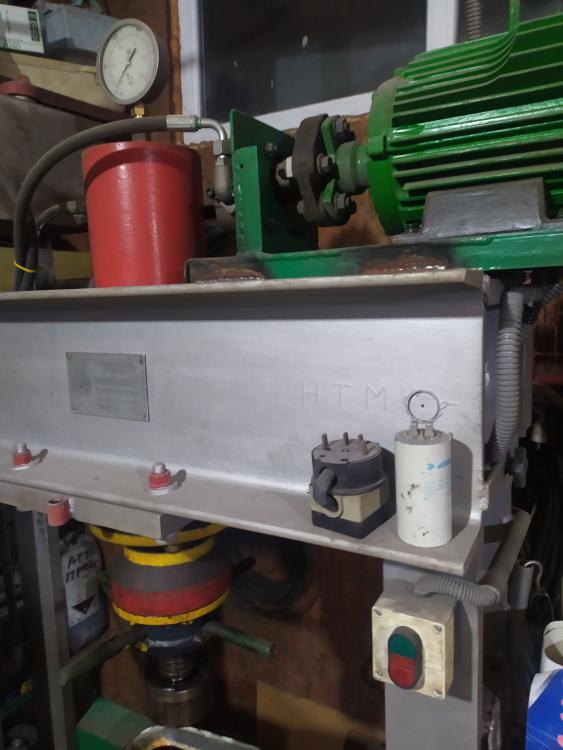
Тут есть еще одна особенность, у НШ нет подшипников качения, он на втулках, следовательно ремень создающий боковую нагрузку на вал сократит его срок службы. Иногда это не критично, но помнить об этом стоит. У приличных производителей гидравлики есть отдельные варианты исполнения насосов под ременной привод, у них передний подшипник не шариковый, а роликовый (или вообще игольчатый). Не подумайте что придираюсь (возможно в вашей ситуации это работает), но шестеренчатый насос для пресса, приводимый асинхронным двигателем? Ему двигателя хватает? Просто имел дело с самоделками именно такого плана, так у них как правило мотор в упор встает, при возрастании усилия, насос не развивает значительного давления. Я вообще считаю, что каждый делает в меру возможностей. Если возможностей нет, то даже сомнительное решение будет уместно, и даже возможно похвально (выкрутились люди на "безрыбье"). Но если есть возможность применить нормальное промышленное решение, то наверное стоит его применить. А разговоров выше, о том что работа выполнена зря, и можно было сильно проще (при этом более криво), я все же не понимаю. Тем более я не понимаю, как более сомнительное решение можно назвать "более работоспособным". Это подразумевает что муфта менее работоспособна, что в корне не верно.2 балла
-
зарегал сегодня сайт - kupil-govno.ru Реально достало... Заказываешь "суши" привозят говноплов с рыбой. Покупаешь мясо в супермаркете, наслаждаешся запохом тухлых животных.... Ушлепки на авите и форумах тож достали.... Как по вашему... И главное как по закону организовать сбор данных? Так, чтоб и конкуренты друг друга топить не могли. И за клевету не попасть?1 балл
-
Прошло 4 года. Константин, позвольте поинтересоваться, вы научились не покупать говно?1 балл
-
Верх над горизонтальной прямой (t - время) это плюс. Низ это минус. Но на ослике можно и перевернуть при желании, но тогда показания будут противоречить здравому смыслу. Да, верх когда на электроде плюс, низ когда на электроде минус. Если так сказать руки дойдут. Пока вроде не зачем, в дальнейшем может быть. На Гроверсе проблема с работой на спаде по этому и использовал педаль, в данном аппарате такой проблемы нет. Наверное для профи она нужна при каких то случаях, на вращателях может когда стенки меняются то толсты то тонкие, может еще где. Пока мне хватает кнопки.1 балл
-
Перефразирую некоего Бергера В сварке, как и в любви, концентрация на технике нередко приводит к импотенции.1 балл
-
На этом режиме можно добиться сварки практически на постоянке. В общем, этот режим для широкой комбинации тепловложения, очистки, проплавления.1 балл
-
Тут главное не путаться в понятиях. При TIG электрод на минусе. На переменке при отрицательной полуволне - электрод на минусе. Из это и вся теория. Замечательно контролируется.
1 балл
-
Есть такая маска... ТИГом варить - вполне, но есть неприятный нюанс - при плохом освещении и сварке электродом пропускает перву. вспышку.1 балл
-
@AlexXXL, Толщина 2-3мм проваривается за один проход. Рекомендации про отдельный корневой валик и отдельный облицовочный для конструкций совершенного другого уровня и толщин свариваемых труб.1 балл
-
В своё время делали тем,что подвернулось под руку. Всё служит исправно не первый год без замены. Эластичная муфта от кардана + сварка флянцев.
1 балл
-
... вообще то критиковать не любитель т.к. у каждого свои возможности ( материально\технические ) для меня уже приятно что человек занимается делом и эти чувства усиливаются в геометрической прогрессии если он делает грамотно и качественно о чем сказал увж. Константин ., умней я не чего не могу сказать . , было даже такое :водяную помпу обслуживающий персонал убил , требовалось срочно обеспечить откачку воды , так как были выходные склады\инструменталки были не доступны , вместо эл.мотора приделал пневмопривод от сломанной шлифовалки .1 балл
-
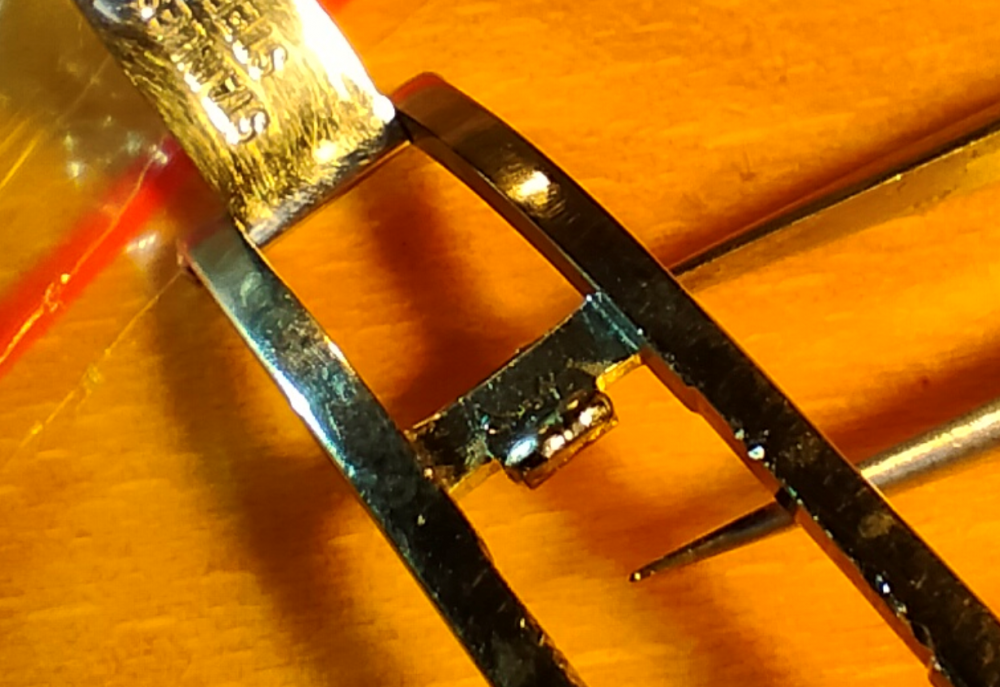
А вот, для разнообразия, белое золото. Работа, в принципе, для лазера, но получилось и на микродуговой. Первые фото- через микроскоп с десятикратным увеличением. Плоская цепь, которая в кадре, также приварена к элементам конструкции, но хорошие фото сделать не смог.
1 балл
-
Из двух слепил один поддон. Всё по заявке заказчика. Моя прихоть - сваривал на б\у блоке,далее в печь,250 градусов и медленное остывание. По итогу - никаких поводок.
1 балл
-
Часовой браслет, одна из защелок.
1 балл
-
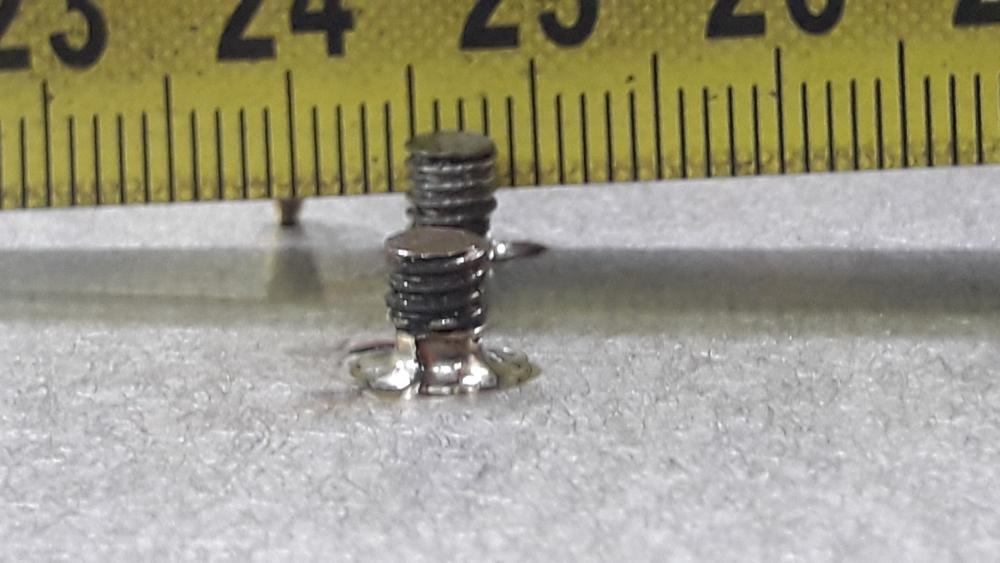
Нерж,спот 190А
1 балл
-
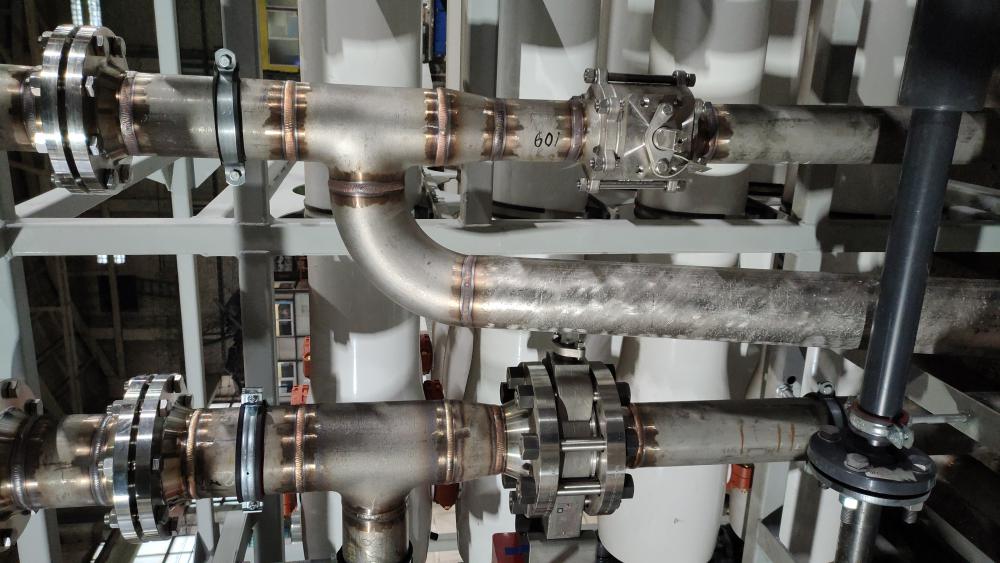
Доброго времени суток коллеги. Доделали заказ Газпром. Установки очистки воды. Материал 12х18н10т, толщина 8мм. Швы по требованию под рентген, правда 20%
1 балл
-
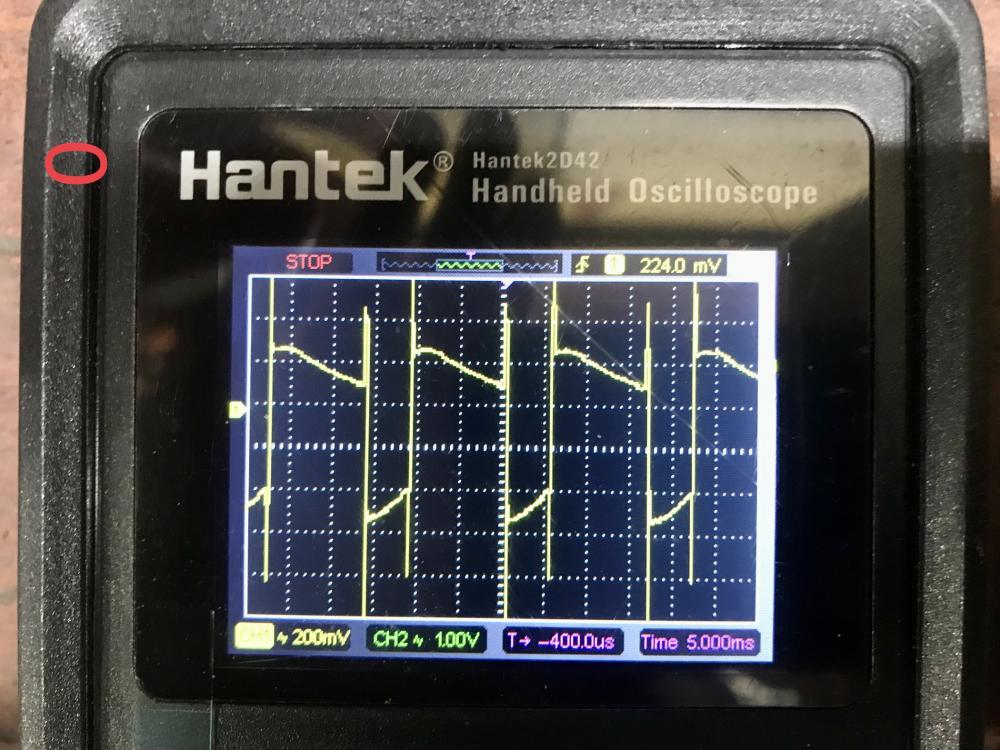
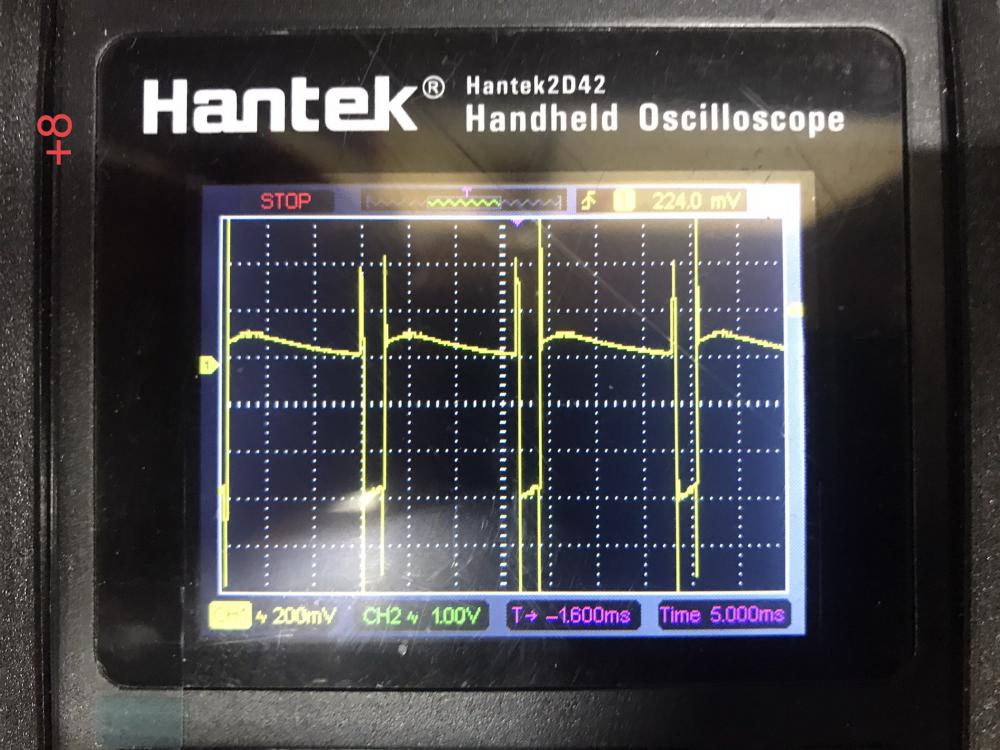
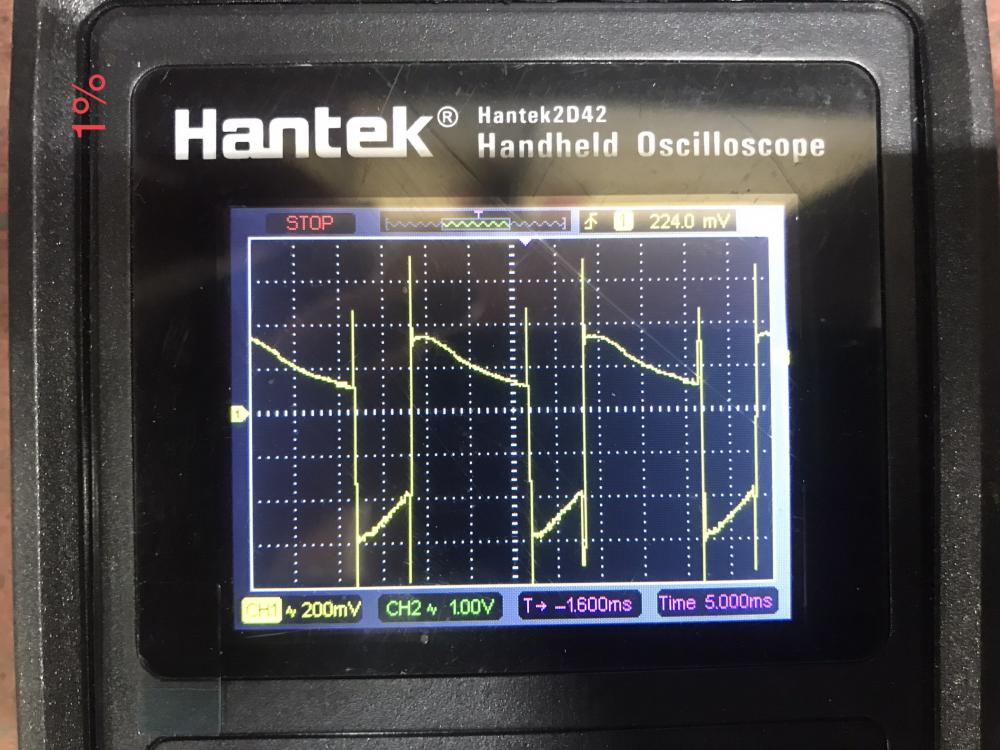
И так, замерил но замеры мне не нравятся. Может мой "ослик" не позволяет сделать это, а может клещи так сказать не те, ну или все таки нужен шунт. Просто АС, баланс=0 и как видно минус урезан в два раза: Баланс +8 еще больше урезан минус: Баланс -8, а по факту как бы 0: Теперь AC XP, баланс =0, амплитуда 1% видно что уменьшена положительная полу волна относительно отрицательной: Амплитуда 80%, тут типа волны одинаковы как и при обычном АС когда мы делаем баланс =0:
1 балл
-
И точкУ, точкУ побольше! (С)1 балл
-
Уонями надо было, уонями.1 балл
-
ОК и ЛБ - это хвалёные шведские и японские электроды. Макс, я не удивлюсь если партия таких лехтродов попалась... Мне как-то попались безымянные электроды, (чё дали, тем и варил) так после каждого отрыва получалась не просто куриная жопка, а просто кратер какого-то вулкана1 балл
-
Dwerty0001 Как погляжу, это такая российская "фишка" изобретать чой-нибудь... Все уже давно придумано для удобства сварщика! Современные инверторы оборудованы выносным пультом (потенциометром) без которого немыслима сварка неповоротных стыков труб малого диаметра без отрыва электрода. ENы (европейские нормы) предусматривают только такое выполнение шва. Никакой предварительный подбор токов не поможет. Температура стыка повышается от начала шва до его конца и, соответственно, меняются условия сварки в плане расплавления кромок и пространственного расположения сварочной ванны (не говоря уже об электроде, расплавляющегося быстрее, в процессе его укорочения). Таким образом, необходим постоянный контроль и регулировка тока по ходу сварки. Важно, также, умело повышать ток в начальной стадии зажигания каждого последующего электрода для прожога замка.1 балл








.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)