Лидеры




Популярный контент
Показан контент с высокой репутацией 22.03.2021 в Сообщения
-
67год.
 5 баллов
5 баллов -
На выходных привезли с актроса интеркулер. Пачка трубок 10шт,середина,по торцам,с обоих сторон порвало.трещины уходили на 5-20мм внутрь. Это первая моя работа пайкой... Паял ацителеном.Сначало начал паять 4047+флюс кастолин 190.Я не знаю у кого этим прет.У меня нет.В чем прикол,не понял. Взял кастолин 192.И все ок. Приятно им работать.Ну тоже есть моменты,нюансы...
4 балла
-
Без обид,но помощнику не вложить по инструкции моторику рук и инструкцию понимания сварки чугуна. Это же типа секты - "Суслик есть,но просто его никто не видел" Кстати,а что за инструкция описывает,что пробой\дырень сначала надо плакировать панчем. Я ни в коем случае не подкалываю, т.к не могу сообразить - зачем заранее организовывать напряженный и замкнутый узел..? Получается,что если у вас случается трещины, то в этом и причина. Даже,если идти таким путём, то при плакировке краёв вам надо чеканить этот первый слой. Но это и долго,и не нужно,и материала уйдёт прилично. Сам процесс сварки латки стандартный - подготовка пробоины,изготовление немного выпуклой латки типа "скорлупка". Латку обязательно отжечь!!!! Далее прихватка, сварка,чеканка.4 балла
-
Я. 1981г. Где то в Оренбургской обл. Почему где то, тогда это была степь и что то похожее на улицы... С днём рождения малыш. P.S как дети малые, пугачи, пакеты, карбид, патроны, тоже мне... Баллон пропан в костре в степи...
4 балла
-
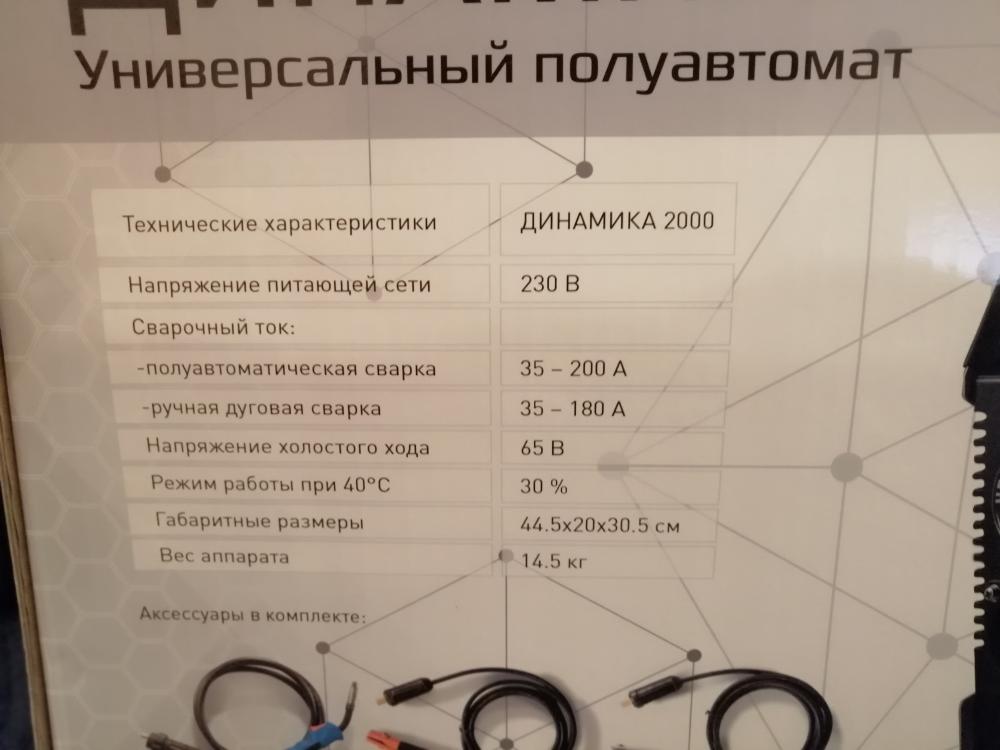
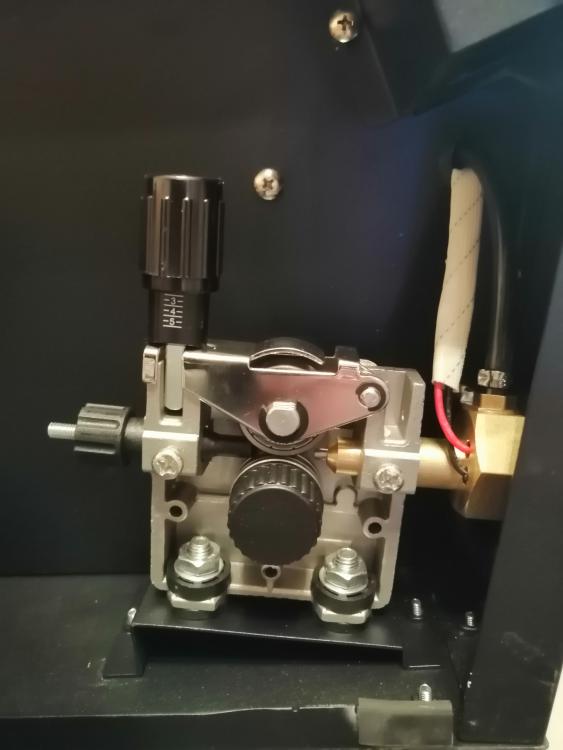
Всем привет. Я снова (внезапно, если честно) стал обзорщиком - тестировщиком Евротек-а / Авроры. Как выяснилось, мой обзор почти семилетней давности на Оверман-180 Константина Краева вполне устроил, поэтому мне и прилетело данное предложение. Не стал выпендриваться и решил взяться. Тем паче, что на текущем месте работы п/а такой, что "туши свет", как говорится (см. тему "Фото с работы"). В общем сработала ВС, можно сказать) Поэтому начинаю (начинаем) тест-драйв новинки от Авроры. Которая, к слову сказать, предполагается как альтернатива-конкурент-коллега линейке Оверман. Как многие знают, Оверман - надёжная неубиваемая (?) машина без лишних изысков, но вот даже на них цены ползут вверх, медленно, но неуклонно. Я не следил особо последнее время, недавно глянул - розничная цена подбирается 40000 руб...Поэтому (как понимаю) Аврора решила предложить простое решение - п/а с аналоговым управлением. Ниша у него, как и у Овермана, та же самая. Думаю, не надо особо распинаться на форуме, все поймут для чего аппарат и где его использовать. Но я постараюсь сделать максимально подробный и объективный обзор, а если кому что интересно - пишите, спрашивайте. Как всегда в моей теме всевозможный флуд только приветствуется, поэтому не стесняйтесь)))
3 балла
-
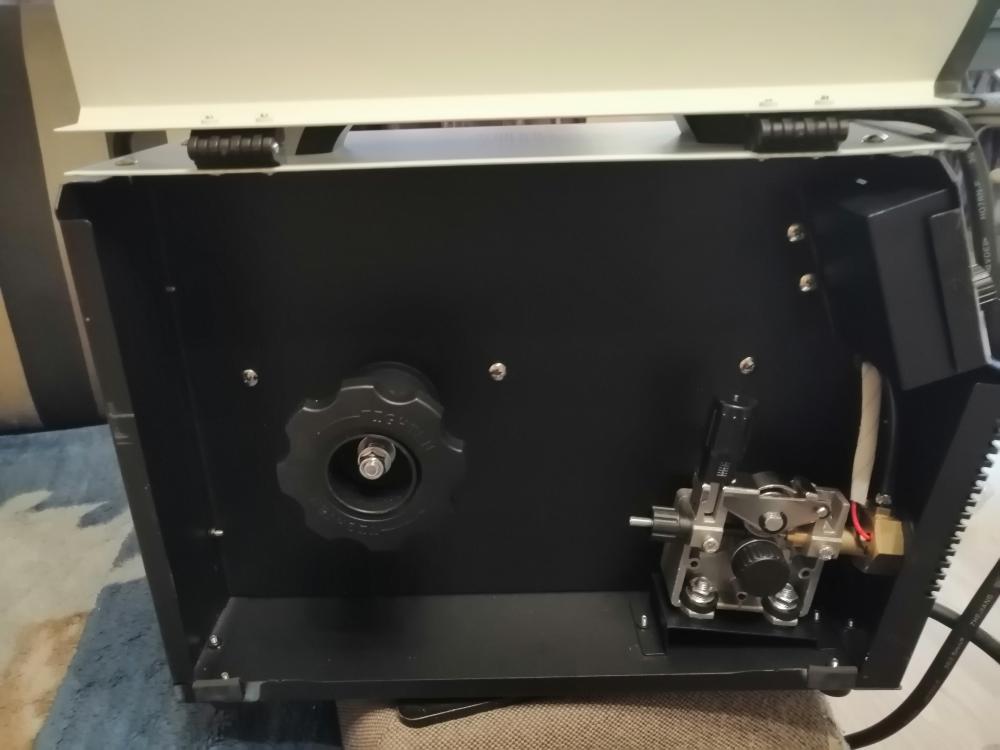
на дешевых аппаратах еще больше унификации и следовательно может чаще приносить проблемы. В дорогих подаванах 4-е ролика и в каждом канавки. Но надо учитывать, что если менять ролики то все 4-е. В целом, большой разницы не заметил. Тут накладывается дополнительно: из чего канал, какой наконечник, какой длины канал и главное - качество проволоки. В наших реалиях, достаточно 2-а ролика с канавками и два без канавок как прижимные. Я часто сталкиваюсь, что ролики и то правильно не могут установить под диаметр проволоки. А если их четыре с канавками, то фокус не пройдет, ставить канавки под один диаметр, а использовать проволоку с другим диаметром. Однозначно будут проблемы. Поэтому в обычных полуавтоматах, более предпочтительнее 2 ролика с канавками и два без. Но это личное мнение. Ролики с насечками для не простой проволоки. Под алюминий точно нет. Насечки это дополнительные места для создания окисла. Будет больше вреда чем пользы. Эти ролики для флюсованной проволоки, чтобы минимизировать силу прижима, но при этом оставить возможность проталкивать проволоку. Канал в горелке при таком раскладе быстро в утиль. Наконечник тоже сильно выпиливается. Я использовал титановую проволоку с шероховатой поверхностью, за метр шва уже эллипс с пол мм. Но разница между 4-е ролика и два, имеется. Когда с 4-мя роликами работаешь и потом переходишь на два, то сразу ощущаешь, что раньше легко подавалось, а тут сиди крути прижим. И от сюда я сразу понимаю, почему встречается, в 4-х роликовом прижим выкручен до максимума. Сварщик всю жизнь работал на 2-х роликовом, а тут ... с мыслями, чтобы лучше прижималось, крутит на сколько это возможно. Хотя иногда можно вообще прижим не зажимать, опустил ролики на свои места, если коромысла не подпружинены в обратную, то даже и так подача проволоки идет. С двух роликовым такой фокус не получится.3 балла
-
@G_Kar, это всего лишь рабочая лошадка. Но - да, я с тобой согласен. Однофазный с дабл-пульсом от Авроры был бы (будет?) очень интересным. Подарки от Константина))) Фонарик, ручка, блокнот, настенный офисный календарь. "Госбезопасность" контролировала весь процесс распаковки. Я ненадолго отвлёкся и чуть не лишился сопроводительного письма от Авроры ))) ps Уже подумываем кота назвать "Шредер"))) Бумагу, в любом виде , уничтожает с явным удовольствием. Особенно любит нераспечатанные счета и картон)))
3 балла
-
3 балла
-
Сам не знаю зачем ему сказал так сделать. . первый раз латку ставил, век живи век учись. Спасибо за подсказки!3 балла
-
Где-то примерно в это же время)
3 балла
-
Поигрался чуток с дабл пульсом, не все так просто с настройками но понять можно а вытащить из коробки и что бы варить может и можно но понимать что куда крутить надо обязательно иначе будет казаться что аппарат не рабочий!3 балла
-
Там лицо у аппарата наклонное, вот и протяжку наклонить пришлось2 балла
-
@Gest, если речь идет о приваривании сильфона, так там конструкция стыка правильная нужна. Что за гофра, о чем речь? Аппарат позволяет при базовом токе 5 ампер кроткие от 50 миллисекунд, импульсы задавать. Но если 0,4 не будет прижата к полторашке и это не поможет.2 балла
-
Попробуйте настроить в линейном режиме 160 ампер на 17 вольтах, и на 23 вольтах получить те же 160 ампер. Без оглядки на брызги и прочее.Просто убедитесь что на п/а такое возможно. Теперь прикиньте 160 умножить на 17 это 2720 ватт, или умножить на 23, это 3680 ватт. То есть разница в киловатт при одном и том же токе.2 балла
-
Вообщем опять повторюсь , будет оно работать или нет , может будет , там пишут что многие так варили и работает. Я лишь говорю как сделать лучше и надежнее . Мы для чего тут собрались ? Будет время попробую снять видео . Будут блоки чугунные ( на опыты) , сравню усилие прилагаемое прессом или просто на удар . А то задумываешься столько переваренных блоков , столько проб и ошибок на этом поприще а тут на тебе . И так сойдет.!!! Такая работа прям меня сразу в 90 года откинула по воспоминаниям . Когда только начинали - пробовали заниматься таким ремонтом.2 балла
-
@Kurt1, сам смысл как у пульса в тиг, да и настройки параметров такие же. А то, что есть чего покрутить, это лучше, чем когда нет чего покрутить. Меркле жёлтого хрен нормально настроишь на чернуху и нержу в вертикале.2 балла
-
Он выпьет вашу KROFF На коробке хоть сайт и адрес производства есть в Германии? Кстати, в переводе с немецкого kroff - сырой... Может он для подводной сварки?2 балла
-
я предполагаю, что концепция фирмы не нуждается в тесте аппарата и не имеет свободную "кошку" для терзаний, крепко стоят, и как в караване, собаки лают а караван идет своим путем, если бы так не было то тут по форуму были бы раскиданы в разные регионы как Фарсажи, и я рад что не приобрел фарсажа, не поддался даже на предложение по тесту, сколько народа хлебнуло горя с сервисом? Так что у хелви с сервисом на сегодня все в порядке, думаю ты это отрицать не будешь...1 балл
-
Видишь проволоку,которую назвал последней? 15ГСТЮЦА Просто запомни ее. Для приварки таких кусков сгодиться. Что-то тебя это взволновало, покоя нет? Будет работать этот блок,только не понятно,что там с герметичностью. Сварка чугуна низкоуглеродистой проволокой допустима,но с большим числом оговорок.1 балл
-
Точно но это уже на подсознании а лучше вообще в распор и чуть выпуклой ))1 балл
-
@welderman, Факты где???? Фото,видео..... Марки аппаратов , цены....... Или ,Вы ,ученикам так-же приподносите материал ??? Классное средство для определенного круга задач ....Надо-же так выдать.1 балл
-
@Kurt1 из личных наблюдений чем плотнее подходит латка, тем лучше, меньше так сказать места для деформаций. Может быть в этом причина.1 балл
-
Вы что, серьезно сначала плакируете панчем края пробоины?Из уголка режете латки?1 балл
-
@Hlorofos,родную горелку зря комплектуют аппарат, его надо продавать без нее, я поставил бензелевскую на 250А и то в руках не удержать после 20см, а эту малютку использовать только на миллиметровке и без пульса а то в руках потечет, ну а у кого нет в хозяйстве, предлагать на выбор.1 балл
-
Блин не удержался заглянул прочитал , я не ошибся )) =============================== 2 недели назад Сам после этого видео варил чугуняку нормально получается стаж 24 года,век живи век учись ---------- Alex Klobukov 1 месяц назад Молоток...ты мастер своего дела,а всем хейтерам и домашним критикам х.й в жопу. -------------- Ишбулат Фаттахов 1 месяц назад МУЖИК ТЫ МОЛОТОК ВНЕМАНИЕ НЕОБРАЩЯЙ РОБОТАЙ ------------- Бобёр Хитёр 1 месяц назад Да всё правильно делаете, главное, что работает! ------- сергей серый 1 месяц назад Как вами связаться мне блок надо заварить ===== ВСЕ Расходимся диванные сварщики Оставил я все таки комментарий , достаточно корректный и мягкий но думаю щас плюшки мне от последователей полетят .. =========== ютуб ютубный Не буду много писать тут , но так делать ни в коем случае НЕЛЬЗЯ !.. Исключение когда вообще деваться некуда и нужно доехать любой ценой до ремонтной мастерской. И то большой риск что двигатель умрет .1 балл
-
Сергей, как правило это клиент у которого в баке бензин только что бы лампочка не горела, это те кто завтра хочет продать машину и это те,у которых машина стоит дешевле чем ее полностью помыть, забей ты на них, они были,есть и будут и для них нужен тоже такой подход - по дешмански. Убивает больше, когда подъезжают на лексусе или мерсе и от 1т.р. начинают торговаться а еще сильнее раздражает до скрипа в зубах, спрашивают по телефону стоимость работ и ТАК НАСТОЙЧИВО!1 балл
-
Китайский чугун, поддался с третьего раза ПАНЧ 3мм от @Александр ПАНЧ 11,
1 балл
-
Подниму тему. Пришёл аппарату срок ехать в "стационар"... Увлёкся я работой и не услышал, что вентилятор вращаться перестал (сам вентилятор-тихий, а в помещении-шумно). В результате-запахло палёным пластиком и аппарат ушёл в глухую защиту. Вскрывать не стал, отнёс в мастерскую. В течение рабочего дня аппарат починили. Заменили подгоревшую "силу", вентилятор (вал стал люфтить). Вентилятор-поставили более "громкоголосый" и подсоединили напрямую, так как система его включения по температуре-стала явно подвисать. Меры по реанимации обошлись в 3000 руб. Аппарат-снова в строю.1 балл
-
А я ему говорил- бери оригинальные 3М, а он мне- у меня усы отфильтруют. Вот пожалуйста результат.1 балл
-
Да за 127 с роликами дополнительными, редуктором. и горелкой вроде. Если считать то выгодней брать полный комплект.1 балл
-
Два года жизни прожиты не зря ) Сборка , сварка , установка , отделка , стеклянные перила , подсветка ...финал )
1 балл
-
Вакансия Главного Сварщика без опыта и с обучением
1 балл
-
1 балл
-
вообще в пульсе нужна горелка с охлаждением.пульс жарит так что ё моё.я с простыми горелками намучился.как поставил водянку.все проблемы ушли.нооо.расходка китайская не катит.минимум как бинзель.уж больно быстро пульс убивает наконечник.2-3 кг проволоки и дуга пляшет как волочкова .жаль что на шпагат не садится ещё понял для себя что 160 ампер на простой полуавтоматической сварки это не 160 ампер в пульсе.как это объяснить.может кто скажет.я далёк от физики.в чём разница простыми словами?объясните неучу1 балл
-
@Кустарь Звонит водитель постоянного клиента : надо мерс спринтер из грузового сделать пассажира , сидения мы купили . Приезжает , я грю оставляй машину , буду разбираться как установить . Сидушки купили на разборке . Я начинаю их раскручивать а все резьбы сорваны , причем на болтах и нижние панели ни как не снять . Неделю по вечерам после основной работы я пытался их разобрать и думал как выкрутиться из этой ситуации . Решение было найдено , работа сделана . Звоню : - забирайте свой пепилац , все готово . -Сколько мы должны ? Тебе привезти деньги или сам раньше будешь ехать и заберёшь в конторе , а машину я заберу завтра ? ------- Вот это отношения заказчик исполнитель . Но моральных уродов канешно 80% из заказчиков . Если я чувствую что мне на начальной стадии начинают вносить мозг , я не отказываюсь , я просто от фонаря примерную цену умноженную на два1 балл
-
Валера.ты же знаешь что много зависит от таких факторов как проволока.газ.напряжение сети.и тд и тп. вот для этого и делают корректировку.1 балл
-
Ну да классным инженерам - новаторам надо платить а то они могут удрать в тот же Хелви или еще куды , у итальянцев хватает сих фирм . Мне вот в свое время не хватило 20кр до Селко и по сему Меркле и тоже не плох . Вот кстати чуток экскурса по фото в коррекцию Меркле , да бывает по 00 , а бывает и в 15% ухожу в обе стороны , ну а если обманываешь программу и чужой диаметр или марку пихаешь то бывает и до 25% в обе стороны . Многое зависит от пространства , газа, и погоды . А вот тут на минус7 ушел и уже не помню почему . но аппарат отработал на 5+ и об этом сигнализирует светодиодик HOLD
1 балл
-
Очень большой опыт по использованию всякой китайской херни. Сейчас начнется демагогия ? типа такой : Китай бывает разный - иногда попадается очень хороший . Можно и золотую рыбку выловить на рыбалке. Главное рискнуть и поверить : отхрустеть бабло опять на китай - проверить себя на удачу. Да в казино - больше шансов. Меня больше привлекает - другая философия : Разве на сравнение разных брендов - используется не одна логическая цепочка ? или для сравнения внутри европы - одна, а межконтинентальная - уже другая ?1 балл
-
значит китай не просто так дешевле стоит, чем хелви ? или к китайскому пульсу - применима другая логика ?1 балл
-
решили ? или только будут решать ? а конечный результат какой ? Конечно : можно очень гарантированно решить : скинуть китай и купить хелви - как тебе такое решение ? мои какие проблемы ?1 балл
-
В таких случаях советуют только за себя говорить и отвечать..Думаю за грубость не сочтете.. Насколько помню, вопрос терминологии это тема другого форума.Почему вспомнил? Да некоторые не понимают какая крутилка что регулирует фактически.Считают что включил и по дефолту погнал жарить от0,5 до 25... Высокие материи: познавательный процесс идет Всю жизнь .Как только остановился -ты или идиот или овощ. Хочешь или не хочешь -это так. Я -не хочу останавливаться. Что ждать (и как этого добиться) от 220-го мне уже понятно.Трудностей не вызывает. Ради справедливости: не все режимы пробовал -нет такой работы.И есть одна претензия (не критичная).1 балл
-
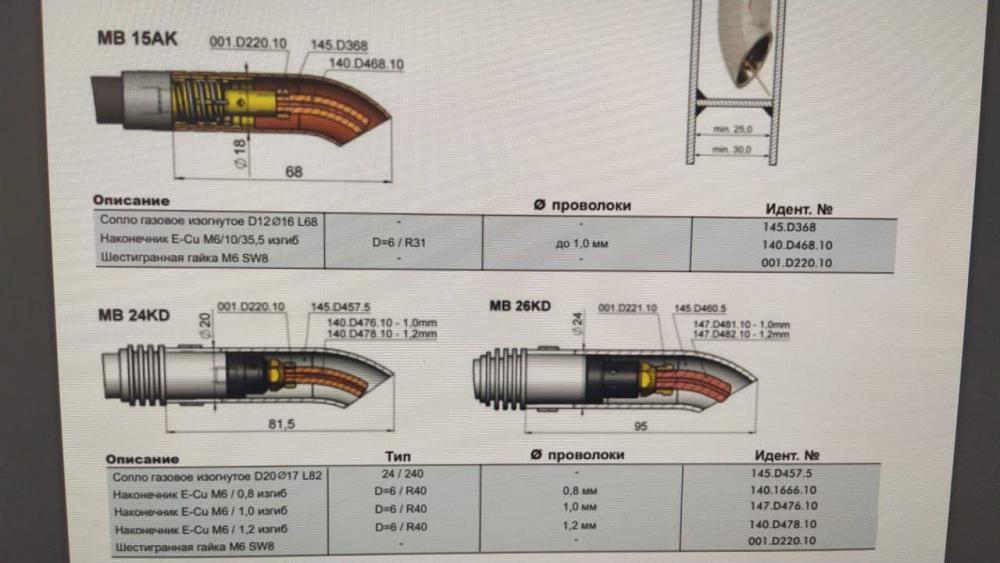
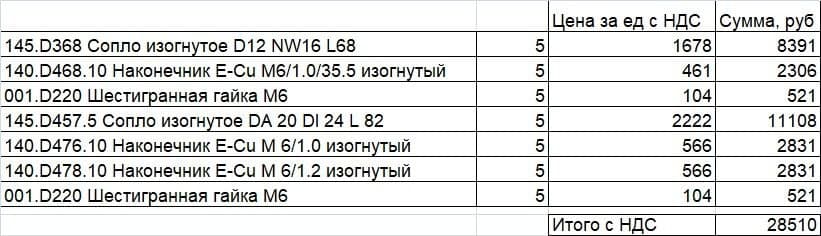
4 ролика Helvi : прекрасно протягивают проволку через крутозагнутый наконечник https://youtu.be/SMWshZyHEc4 Гусак гибкий - горелка 15 Аналог от бинзеля стоит значительно дороже Минимальная партия - 5 штук, срок поствки : 1.5-2 месяца первые 3 строчки - для 15 горелки, ниже - для 24 На импульсе варит трубы - ваще без протечек . И можно не контролировать четко глазами - сплавление, разогрев кромок. А на простой синергетике - уже требуется навык
1 балл
-
Да какая разница кто и на сколько загнал , и каждый видит и делает свое и от сель исходит и коррекция . Ну и правильно все про коррекцию сказали , для сего она и сделана и даже Фрониусы на дефолтовых настройках требуют коррекции в конкретной сварке и она может быть как в минус так и в плюс и с малыми или большими значениями . Вот имитация , впрочем какая имитация и полноценный COLD, так вот коррекция в плюс 9 и если бы понадобилось то и до 40 догнал , но тут в полне 9 хватает , а вот в импульсе на той же проволочке коррекция в минус 7 и тоже все замечательно .1 балл
-
Вот включили вы дефолтные настройки...и сразу вопрос -это расчетные настройки? "тепличные практические"? или просто практические? А для какого металла- Ст3,30,40...или инженера вообще под свой национальный стандарт стали его подгоняли? или для китайско-турецкой ржавки... Правильно-ХЗ..Вот для этого и есть Коррекция. И каждый её крутит под материал и себя-один нитку паравозом пробегает,другой высоту наваливает и разгоняет ширину. И в каждом случае своя коррекция +- от дефолтных. Аппарат это позволяет,и в широких пределах. ИМХО Все таки эта путаница в названиях крутилок присутствует: толщина материала-напряжение, скорость подачи-ток. Например: при данном напряжении синергетика обеспечит контролируемую сварочную ванну (автоматической регулировкой скорости подачи) током таким то -от и до .Ну или слова напряжение-ток поменять местами. В общем это уже в теорию полезли..не стОит я думаю.. ЗЫ чуть внимательнее-это не я коррекцию в -15 загнал. это другой коллега.1 балл
-
Чем развлекались дети в СССР Хороший обзор, с картинками. Читать полностью: https://news.tut.by/society/388215.html?c1 балл
-
Тебя хлебом не корми...дай только Копича пнуть.1 балл
-
@andrewv, поздравляю! Меня 200-чка радует, славный кирпичик! Не ставьте рядом с Хелви, не дай Господь подхватит заразу от него какую!1 балл
-
@saper24,А скольких вообще учили?Я просто к тому,что не знаю как за бугром( хотя и там наверное тоже), а у нас пульс на ручнике наверное мало кто реально использует.Плюс нагрузка на глаза больше.Короче вещь в себе.1 балл
-
На али экспресс смотрите, там дофига таких.У меня дремель.1 балл
-
[@Rustam016, на Ево практикуете? @Ligatura FH, ММА с пульсом за такие деньги, простите! Я прикончу сначала всех их, а сам отсижу, но жар не спадёт! Конкурент мой, очень серьезный, плавно сливает EWM, альфа кью и фениксы, знаете по чему? Потому что китайцы всдрючили немцев, но тсссс! Я вам этого не говорил! У кого есть вопросы по существу, есть обоснованные ответы, привлекающие за собой огромную экономию средств. Времена меняются, господа!!!1 балл






.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)