Лидеры




Популярный контент
Показан контент с высокой репутацией 21.02.2021 во всех областях
-
Трубы, корень, заполнение и облицовка на одном режиме. 18-19V , 100-115А (2.4м/мин) Контроль: гидроиспытания. Лист, толщина 90мм. Корень 19-20V , 150-160A (3.9м/мин) Заполнение 33-34V 270-290А(7.1м/мин) Облицовка 32-33V 240-260A(6.8м/мин) Контроль: УЗК На облицовке ошибку совершил, надо было поднабрать побольше заполнения, из за чего вышло не очень. Как отмазка можно сказать что шов все равно счищается заподлицо+ мех. обработка.
 7 баллов
7 баллов -
Ремонт бака на 800л, протерло под креплением, дыру заварил ТИГ накладки полуавтоматом.7 баллов
-
как обещал.вот так сделал.правда толщина там 5 мм. а не 4мм как сказал на видео.снежик ямаха.лохматых годов.сложно запчасти купить.заказчик в восторге. только почему то в высоком качестве не смог загрузить.хз.5 баллов
-
Как бы да если сеть не просажена и амперы не совсем китайские и тем более баланс выкручивал сразу до минимума а разделка как отче наш.... После сварки бочки зачистил будто никто и не варил. Нашел фотке но не все. на этом по середине подобная трещина заварил со вскрытием а этот переделывал кастолином от предыдущего сварщика, варил он с наружи и потекла трубка рядом, кастолин спас.
5 баллов
-
@dr Zoidberg,я предлагал Вам оптимальный вариант ремонта , если Вы думаете что 200а мало, то зачем вообще взяли в ремонт дорогостоящую деталь. П. С. Как минимум просто не красиво просить совета, а потом зубоскалить!5 баллов
-
вот тут видно что шов просто насран.да ещё и катет гуляет плюс минус километр.вам говорят что ток нужно добавить.вы всё принемаете в штыки.я думаю что многие со мной согласятся что по току вы ошиблись.вам нужно его добавить но вы боитесь прожига.скорее всего причина в этом.не чувствуете вы метал.или не понимаете как должно быть.я бы такое изделие не купил.глядя на такой шов.развалится оно через год это 100%
4 балла
-
@Шурпет, ГОСТ Р ИСО 4063-20104 балла
-
но судя по вашим швам.....опыта у вас нет.....и слушать вы не хотите.подсказки рядом.даже валера селко устал объяснять что к чему.а он извините на минуточку в ссср обучался как и все мы.только он на почтовом ящике работал с возможностью и доступу к многим аппаратам.опыт не пропьёшь.за сим откланиваюсь.прислушаться вы не хотите.варите как знаете.форум для вас не авторитет.у своя волна.удачи.4 балла
-
Вообще без проблем, без подогревов однофазного аппарата хватает на эти радиаторы, если катодное распыление (баланс) по минимуму ставить. С разделкой естественно. Вскрывать конечно нужно как можно меньше, чисто чтобы залезть горелкой.4 балла
-
Красава, при вашем способе аппарат превратился из 200А в 300А или более, сразу нельзя озвучить какими амперами собираемся лечить "монстра"? и ты не поверишь, я лечил подобный радиатор на 190А и вполне хватает, суть ремонта озвучил, дело в том что со стороны сот варить неудобно и теплоотвод больше чем изнутри плюс можно и подогреть, кто мешает?4 балла
-
Да так вот немцы и советуют , если шланг более 10метр.
3 балла
-
Вот еще. Труба + колпак, стенка 16мм ; отвод + резьба стенка 10-12мм 18-19V , 110-130А(2.5-2.8м/мин) Контроль: Гидроиспытания. Ширина шва 12-16мм
3 балла
-
Валера.швы забыл сфотографировать.они один хрен под зачистку были.варил 4043 1мм.в пульсе 130 ампер.подготовка в разделку. прихваток было штук 200.что бы не повело.варил зажав в струбцины по всей длине.1мм в середине всё таки убежал.но не критично.пластик склиз потом поправит по мере износа.так сказать гусянка отшлифует плоскость.все эти беды от того что народ катает по накатанному.а нужно нырнуть в пухляк.гусянка и склиз снегом смазывается.вот про это забывают.......и потом бяда.......3 балла
-
Сергей , ну вы нам готовое показали и пластиковые направляющие уже на месте, а хотелось бы швы посмотреть . На канал подписался и сегодня усе посмотрю Сергей да чо тут руку набивать , у него "капельный процесс" и рука не поможет так как стабильности нет в нем и отсель швы с "холмами" , но человек почему то "подсел" на сие и пока его не кто не переубедил .3 балла
-
,так и сами швы .3 балла
-
https://www.avito.ru/samara/predlozheniya_uslug/servis_vyhlopnyh_sistem_2037341940Наткнулся на объявление и ох...нел.3 балла
-
думаю вам такое не снилось сколько мы варим. аппараты селко.плазма селко.зачистные макита. шпарим только в путь.2 балла
-
@ugaida, он корректно работает и с расходомером на 12 литров. Выигрыш в определенных случаях будет меньше и может быть нецелесообразным. Помимо этого у второй ступени есть еще ряд преимуществ. Нужно уметь пользоваться оборудованием, применять согласно поставленных задач и все будет хорошо. Кому-то и микроскоп развод- гвозди плохо забивает, а манагеры об этом не предупредили. Караул!2 балла
-
Вот не должен прыгать шарик и значит что то не доделали в оптимизаторе . http://websvarka.ru/talk/topic/2971-vybor-reduktora-smesiteli-reduktory-s-raskhodo/?p=320137 Хотя здесь тоже чуток подпрыгивает с оптимизатором И все таки самое лучшее СССРовский двухступенчатый , шарик плавно выходит на рабочий режим , у меня и шланг до сварочника 10метров , но работает прекрасно .2 балла
-
у меня даже нет намёка на поднятие шарика.единственное беда при разных температурах.3 градуса и 14 градусов.при трёх градусов приходится подкручивать на плюс.газ не идёт.по ходу замерзает.всё работает чётко.уже как 2 года.2 балла
-
у Вас много теории.здесь практика нужна.очень сложно объяснить человеку что колёса должны быть круглые а не квадратные.Вы как то по другому на мир смотрите.здесь я и ребята с форума бессильны чем то помочь.разберитесь в своей голове и потом поговорим.и доказывать думаю здесь что либо бесполезно.2 балла
-
руку нужно набивать.попробуйте возвратно поступательные движения.то есть вперёд и чуть назад и проплавление будет и катет поднимете.и ток добавить можно.ещё длинной дуги поиграйте.и будет всё хорошо.здесь нет проплавления.тока не хватает.попробуйте тестовую деталь сварить до прожига на предельном токе а потом его уменьшить.поймаете золотую середину и будет Вам счастье.сталь поймаете.там и до алюминия не далеко.а всё остальное с опытом придёт. а если разоритесь на пульсовый аппарат.то будет вообще круто.разница будет земля и небо.брызг нет.всё как в струе только на маленьких токах.удачи.2 балла
-
Купил тоже,хрень полнейшая.Еле соединил с редуктором,а пшики только смог уменьшить чуть-чуть,но как были так и остались.Все измерения проводил по приставному ротаметру,шарик прыгает,но до верха чуть недостаёт.Чешский может по другому работает,но отдавать 5 рублей,слишком цывильно,можно купить четыре баллона аргона.Так что не ведитесь на эту хрень.Спаял штуцера серебром,по другому только точить.Давление редуктор держит второй день
2 балла
-
Возьмите Эво,даже в минимальном фарше,там есть минимум три программы по СО2,работают более чем...2 балла
-
Швы надо до конца доводить.2 балла
-
Не не стреляли, с собой везли - половина мужиков охотники. А вот рыбалка на речках и тала(строганина) из мороженных хариусов, ленков это да.
2 балла
-
Ну не знаю что у вас за производительность с малой подачей проволоки , и вот посмотри что получается и без перевода все прекрасно видно . Нам бы что то показали , а пока только одни разговоры .2 балла
-
2 балла
-
Есть у меня постоянный клиент, имеет несколько зерновозов, возит в соседнюю область один щебень, а обратно — другой. Время от времени просит поварить пару дисков. Они у него трескают из-за перегруза, но он в курсе.... и видимо его это устраивает. Вот и привез в прошедшую субботу пару дисков. Говорит, что они уже варились, но пускают в районе сварки, и один в районе соска. Уже был начал чистить, но решил сфотографировать остатки чужого ремонта Повычищал старое сранье и прогрел пропаном для определения трещины Позаваривал А также заварил место старого соска и трещину рядом, и перенес сосок в другое место После чего позачищал свои места сварки... Тут вон видно как стальные варились, а вы про легкосплавы тут рассказываете.
2 балла
-
Снять заглушку на большом и скрутить болт до прекращения подачи газа . Открутить жиклер ротаметра . закрутить регулировку на оптимизаторе больше и потом закручивая болт на первом выставить расход 15-18 литров . Потом уже от нуля до этого значения крутить именно второй ступенью . Тогда и ротаметр будет на своем месте правильно работать и пшики должны исчезнуть1 балл
-
Я то понял что сказал . Есть такое понятие как гистерезис - кривая которая характеризует работу редуктора . Редуктор открывается и закрывается при разных давлениях . Допустим вы настроили расход какой-то ротаметром , редуктор отрыт , газ протекает . Отпустили кнопку , клапан закрылся , а вот редуктор ещё нет , начинает расти давление в шланге и только потом он закрывается . При следующем нажатии получяем пшик , газ пошел из системы , а редуктор закрыт еще , когда давление упадет до точки открытия редуктора появится выставленный расход . Пшик это работа гистерезиса , это разница между точкой закрыя и открытия редуктора . Так вот что первая ступень что вторая имеет гистерезис , так работают редуктора на баллонах , без этого ни как . Задача первой ступени как можно больше сузить этот график второй ступени . Подать на вторую ступень гораздо меньшее давление чём верхняя точка гистерезиса . И если ранее редуктор открывался при 0.5 , а закрывался при 1 ( условно ) , то теперь он будет работать в диапазоне 0.5-0.6 ( условно ) . Гистерезиса не избежать , но его можно свести на минимум настройками обоих ступеней1 балл
-
Сходил попробовал.Поставил оптимизатор,пшыки небольшие.Редуктор чешский с расходомером,пшыки не большие,поставил расходомер,пшыков почти не слышно.Это всё на слух.Проверяю ротаметром на горелке,шарик везде прыгает почти до верха.ВЫВОД:Чешский редуктор с ротаметром,лучше не брать,работает как китайский с сильными пшиками,чешский редуктор с расходомером,работает очень прилично и один и с оптимизатором ещё лучше.Оптимизатор очень чувствуется на редукторе с ротаметром.
1 балл
-
@NikOtiN,зачет по МДК 01.01-считай сдал..1 балл
-
@ugaida, это не развод. Нужно понимать, в каком случае от второй ступени будет выигрыш и польза, а в каком- можно обойтись без нее.1 балл
-
@ugaida, можно перенести оптимизатор к аппарату- будет еще меньше всплеск, но это уже лишнее, если шланг, конечно, не 12мм в диаметре и не 10 метров длинной. То не те пшики, о которых говорят.1 балл
-
@selco, он меряет приставным ротаметром. Если замерять в системе- скачков тоже не будет.1 балл
-
@ugaida, жиклер не регулирует давление, а ограничивает поток. Данный вентиль может выполнять роль жиклера при определенной настройке и калибровке, но в данном случае- это просто "закрывачка". При работе этот вентиль всегда должен быть полностью открыт. Независимо от наличия или отутствия оптимизатора. Давление, а при работе без оптимизатора и расход, регулирует исключительно большой барашек на редукторе. Согласно инструкции к оптимизатору выходное давление на редукторе должно составлять до 10 кгс/см2 (max), а минимальное для правильной работы- 3,5-4 кгс/см21 балл
-
@ugaida, Вы не правы. Давление в вашем редукторе регулируется большой крутилкой снизу, а маленькая, боковая — перекрывает подачу газа без сброса давления большой. Вы можете не закрывая вентиль на баллоне ограничить доступ поступления газа к сварочнику путем закрытия маленькой барашки. Жиклер правильно называется дюзой и в некоторых редукторах размещается внутри проходного отверстия на выходе из редуктора.1 балл
-
Ну не обязательно в СО , можно и в смеси ,,,, алгоритм позволяет в том и том . https://www.youtube.com/watch?v=5PhfBQwLHjc1 балл
-
Да то что там ничего важного это и так видно. Такое можно и сверху-вниз проходить.1 балл
-
1 балл
-
вопрос к модераторам?почему профиль SAV не возможно ни посмотреть ни написать личное сообщение.это как понимать?Валера селко тоже задал этот вопрос.но мимо ушей......... а то человек тут вопросы задаёт?правда я не пойму почему нужно варить в импульсе углекислотой?нахрена?если давно всё придумано.ставишь смесь и погнал. а ещё всех сварочные маски текмен этого человека не устраивают.хотя весь мир в них работает.странно как то.всё это.какие то тесты с фонариком ни кому не нужные.теперь пульс в кислоте.что тоо не тот в консерватории или мозгах у этого инженера. этот человек за кого себя выдаёт?БОТ ему название.1 балл
-
Подачи у вас маленькие и отсель напряжение много не накрутишь, и какие толщины сим варите . Подача и напряжение повязано одной веревочкой , не небольшая свобода есть для "хорошей сварки" , остальные отклонения не желательны и на качество в худшую сторону влияют .1 балл
-
тоже мучился с выбором.плюнул и купил себе костюм сварщика демикс. 2 года ему.минус то что он чёрный.вся срань липнет.в двух местах прожог на локте.руку положил на горячий шов.свежеиспечённый.сейчас начали рукава махрится.в общем доволен.лучше чем джинца и суровый костюм сварщика.2 года назад отдавал 12 т.р. сейчас он в районе 14т.р.думаю через пол года новую куртку куплю.брюки в отличном состоянии.условия работы один в один что у Вас написано.может кому поможет.по стиркам сбился со счёта.очень удобный и комфортный.для тига самое то.на полуавтомате работаю в импульсе так как искры не летят практически.
1 балл
-
Начнем будни с прошлой недели и не со сварки . Три дня метель была во второй самая-самая , в общем поработали в сласть мышцы поразмяли и вес чуток убрали, впрочем он почти в норме . Началось все вечером А утром Ну и сегодня - ювелирка Улитка от Мерседес-спринтер , что то влетело в нее и буртик на коей опирается резиновое уплотнительное колечко от части снесло . Поправили Форсаж рулит , впрочем больше для ТИГ у меня и нет не чего . Подогрели до 90г и все прошло как надо и поехала улитка в токарку Хе , румыны нынче делают для немца . из нутрей тоже прошлись-подровняли
1 балл
-
Крышка картера мото. У местных сварщиков что-то пошло не так. Хотя изначально (по рассказу владельца) была всего лишь маленькая трещинка. И только после выполненной "работы" они доперли, что это таки магний. http://i.piccy.info/i9/09ecd09406308f19d80397c7df4008a2/1610860902/31068/1405052/20210117_070702_500.jpghttp://i.piccy.info/a3/2021-01-17-05-21/i9-14161962/354x472-r/i.gif Пришлось вырезать до живого мяса, ставить латку http://i.piccy.info/i9/d758158962c3f0907f1e299f702b4696/1610861242/37840/1405052/31481610860096661_500.jpghttp://i.piccy.info/a3/2021-01-17-05-27/i9-14161963/354x472-r/i.gif1 балл
-
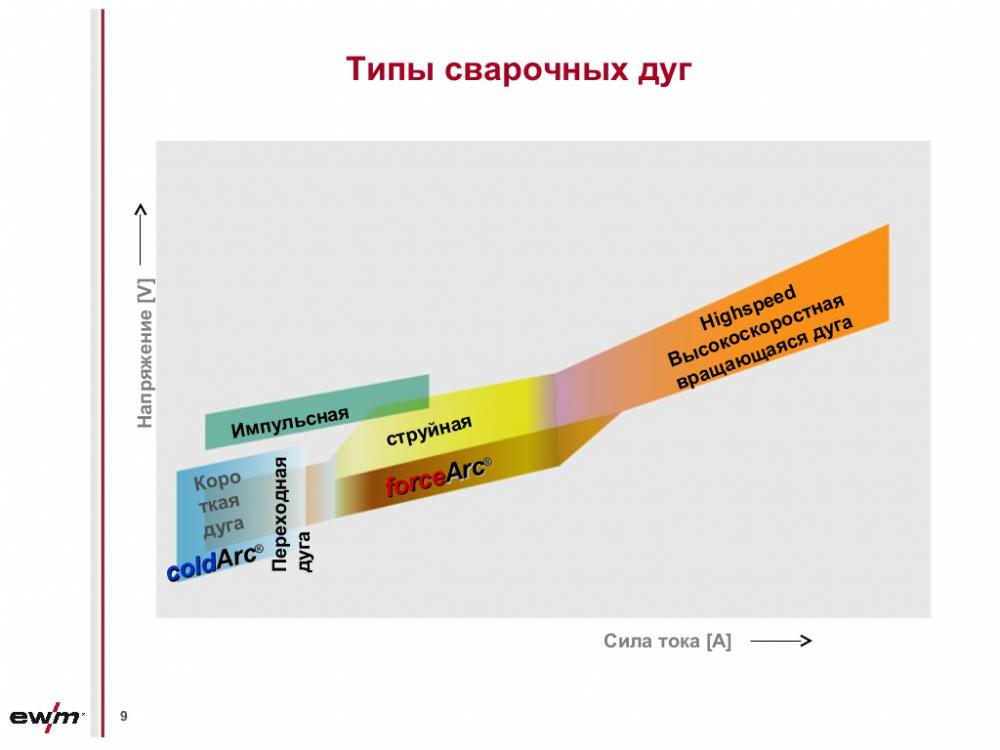
Уже всё изучили - не ухудшается там ничего по сравнению с "обычной сваркой в смеси". То что делает импульсный аппарат программно, почти то же самое делает высокая плотность тока при струйном переносе. И по большому счету импульсный перенос металла придумали для того, чтобы сделать как бы струйный перенос, но на мощностях крупнокапельного "КЗ" переноса и с возможностью варить в разных положениях. Вот график с разными типами естественных переносов металла (короткая дуга, переходная, струйная) и программными (ColdArc, импульсная, ForceArc) Металл активно окисляется в сварочной смеси только пока жидкая капля не сорвалась с конца проволоки. И в полноценном струйном переносе эти капли и очень мелкие, и долго не задерживаются на проволоке. Вот для наглядности: Единственные недостатки струйного переноса - только сварка в нижнем положении (правда опытные люди говорят, что можно и вертикалы спускать, и потолочные углы варить), и еще - проплавление глубокое только по центру шва (там где дуга выгрызает себе канавку в основном металле), поэтому надо или точно целиться между кромок, или делать колебания. Америкосы специально закупают/предлагают смеси "обогащенные" аргоном, чтоб на маломощных аппаратах варить струёй, типа с лучшим проплавлением и без всяких импульсников.
1 балл
-
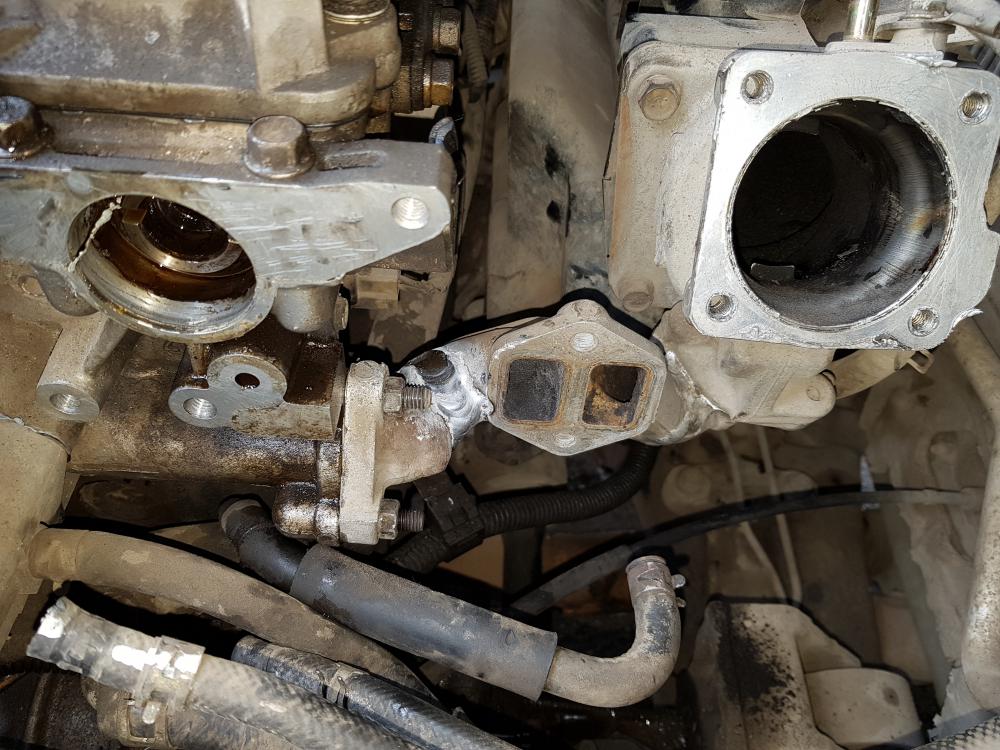
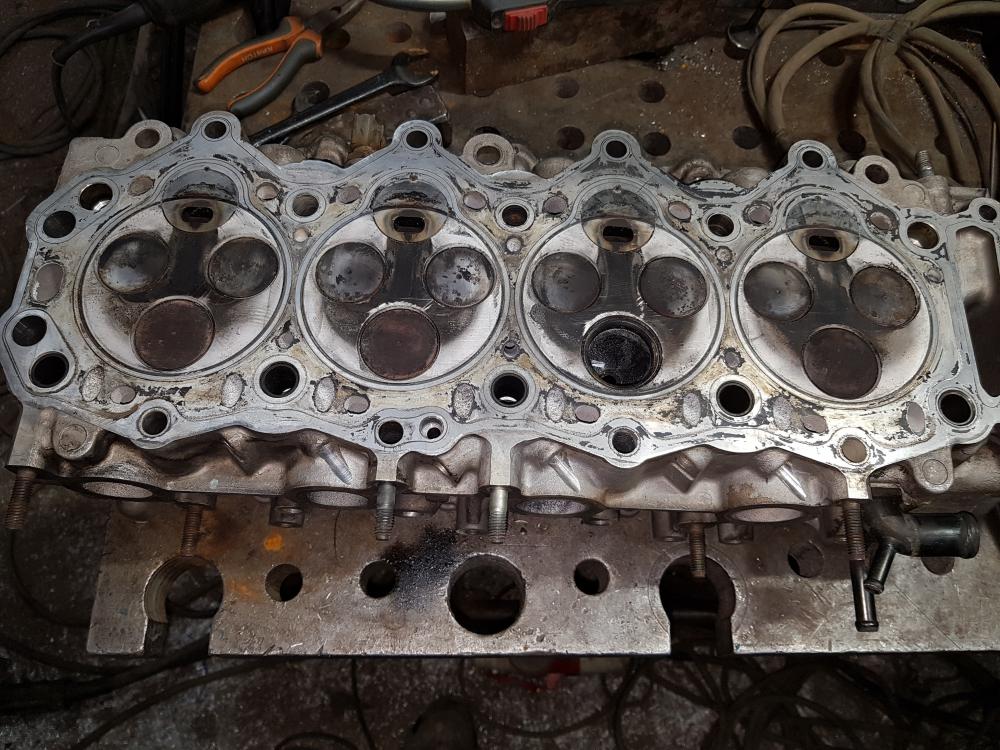
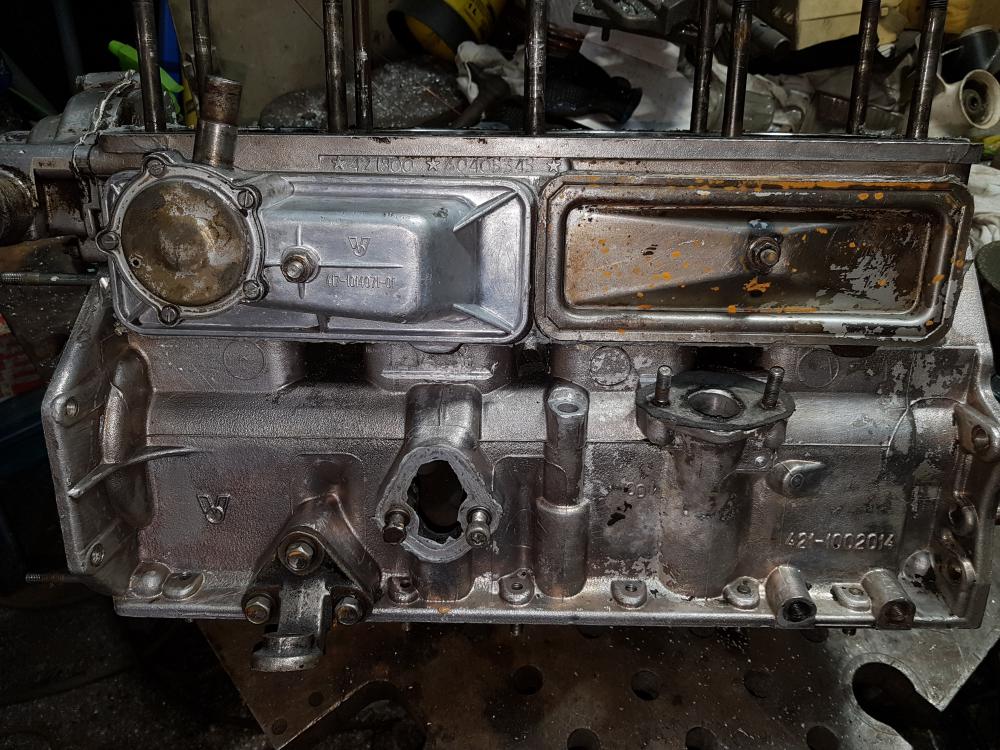
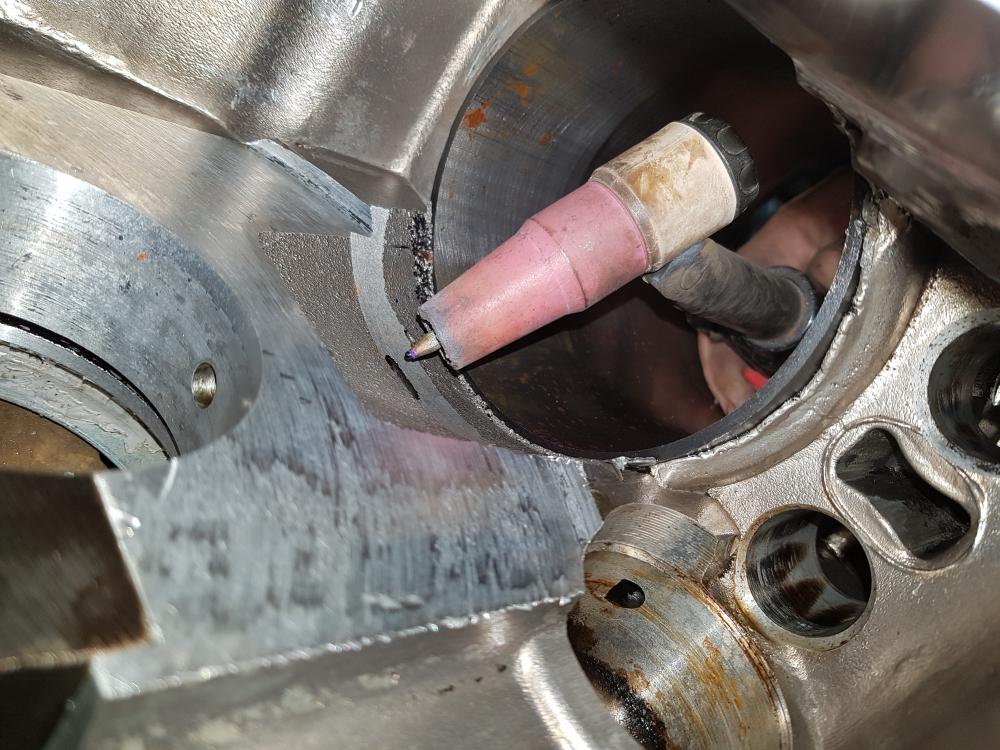
Как показывает практика, доли пациентов, поступающих от агрегатчиков и костоправов-почти равные. Итак, алюминий. Хоть я и стараюсь следовать правилу "варить только снятое", но иногда приходится ему изменять. "Штаны" системы рециркуляции пришлось варить по месту. Часть обварил сверху, часть-снизу, с зеркалом. Снял, убедился, что без недоваров и подрезов. Поставил назад, убедился, что поводок нету, всё встало ровно. Обрыв клапана и его последствия-столь же частая хворь, как и коррозия алюминия. Немного реже-трещины от перегрева. ГБЦ маздовского дизеля. Фордовская бензинка. Началось с малого, холостой прогон дугой "несколько" удлинил разделку и шов... В достаточно узком канале горелка Агни-35 чувствует себя вполне вольготно. Блок УМЗ-421. Глюк расточного станка привёл к тому, что расточная головка проскочила низ гильзы и прогрызла отверстие в масляный канал. Подлез и заварил. Зачистил бор-фрезой. Бросилось в глаза "какчество" нонешнего УМЗшного литья. Точки на коренной постели-это не грязь, а поры... Механоиды отличились, "треснули" корпус ТНВД ЯМЗ-238. Всё как всегда-разделка, корень, заполнение, обдирка обратного валика. К слову о коррозии алюминия. ГБЦ Хёнде. Формировал водяные каналы с помощью угольного электрода ф 5 мм. "Подгоны" от кузовщиков. Картер КП. Выкрутил заломыши методом приварки гаек.
1 балл
-
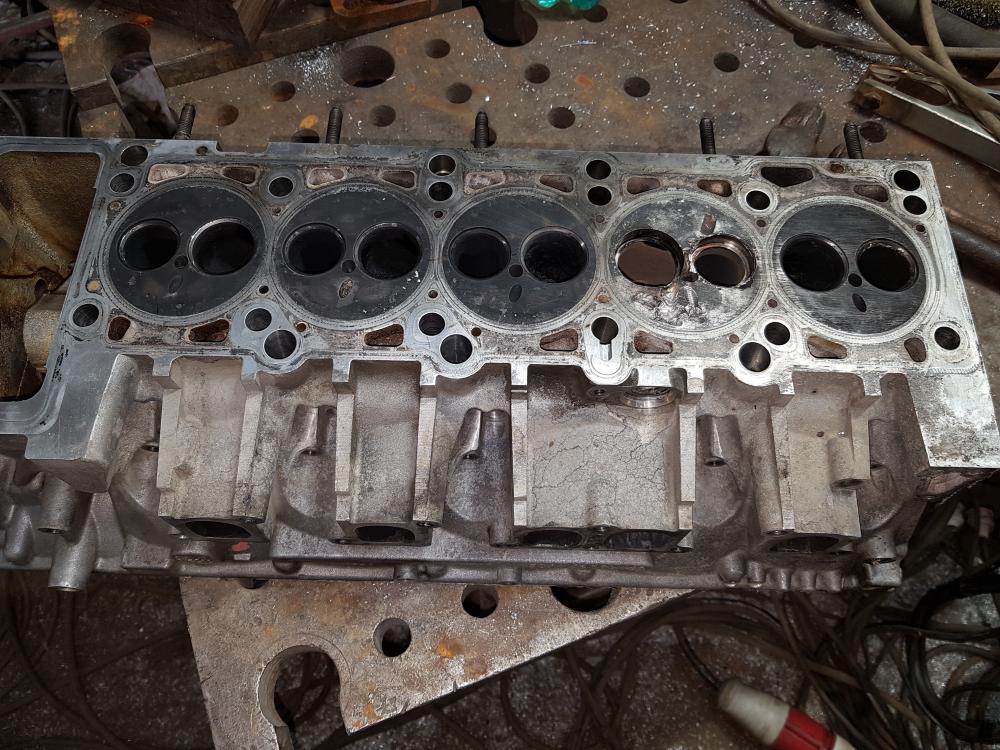
Заварил я наконец то этот блок цилиндров чугунный. Огромное спасибо за советы всем. Легко и просто не вышло. Получил надеюсь бесценный и важный опыт. Вобщем трещину разрезал, разбил, сделал кромки. Панча нету у меня. Купить что то както не до этого, да и редко чугун варить обращаются. Были только простые электроды по чугуну советские, диаметром 3 мм. Варил по трещине вертикально спозиционировав трещину. Короткими участками отковывая каждые 3-4 см. Вроде ниче, нормально. После заполнения, шов треснул при остывании в двух местах поперек трещины. Разбил их насквозь с разделкой снова аккуратно и менее нагревая еще осторожнее варю. Вроде ниче, но одна трещина снова прям по сварке после полного остывания трескается. Немного отчаялся, снова ее разбиваю разрезаю, "облизываю, шепчу молитвы" , Очень осторожно по чуть чуть с полным остыванием варю, и Ура !!!!! Вроде не треснуло. Смотрю во все глаза на неё и так и сяк и попозже и снова, нормально ! Стоит и не трескается. Фотки прилагаю. Может кому поможет. Ребята, еще раз спасибо за поддержку. Мысли вслух- а когда ровнять на станке будут, не треснет? И сколько просить за работу? Я сказал заказчику 4 рубля. Это нормально?
1 балл
-
jaan, да меня просто бесит, когда кто то говорит, или даёт понять, что сварка без отрыва - это всё! А если не умеешь - значит говно ты,а не сварщик. Просто не надо газмясовские требования на всё распространять. Есть много очень хороших сварных,которые варят в отрыв, быстрее железо сгниёт,чем шов. Например, у меня нет условий, чтобы варить без отрыва неповоротные стыки, в моём колчане электроды МР Ф 3-4мм.Единственное неповоротное соединение, которое я иногда варю МРовской тройкой без отрыва, это новая труба, (что бывает крайне редко) + фланец. Малеру насоветовали варить всё и вся без отрыва, пацан теперь мучается... Если кого зацепил, прошу извинить, не хотел.1 балл