Лидеры




Популярный контент
Показан контент с высокой репутацией 01.02.2021 во всех областях
-
Замена штока ГЦ, оторвали резьбу, задача - проточить резьбу и приварить ухо. Шток и ухо подогревал градусов до 300, корень проварил ТИГ аппарат на фото а потом ПА авророй, завернул и медленно остужал, проточил после сварки с занижением под покрытие краской.
 18 баллов
18 баллов -
8 баллов
-
Комментарий на тему. Вы не поверите, но среди жителей столиц / мегаполисов процент тупорылых недоумков ничуть не меньше, чем в населённых пунктах меньшего размера.(Если не больше). Будь я модератором, за такой речевой оборот вломил бы с месячишко чтения. Сразу не скажешь, но я очень сдержанный в высказываниях и поступках индивид. Но вот снобизм любого пошиба вызывает непреодолимое желание дать по зубам, не особо задумываясь о последствиях. Все мы родом из народа, дети семьи трудовой. Пост опосредованный, без переходов на личности.7 баллов
-
Конечно, че это тут холопы распоясались!Гражданин, а что должно заставить нас, верить вам? У вас клеймо есть? Может вы технолог по сварочным процессам? В каждой теме поучаете, советы раздаете, а ни одного вашего шва не помню, тем более разрезанного, зашлифованного и протравленного. Зато очень много помню из разряда "Пастернака не читал, но осуждаю!"
7 баллов
-
Ну про это у тебя надо и спросить ты выше даже 2мм к 4мм подставил , да я ММА варил то не много забор и то из того что ветер рядом речка и он почти постоянен и ПА не комфильно , ну и лестницу на 2 этаж гаража , стоит уже 20 лет. Но думаю если все правильно сделать то разницы не будет , так же и ПА 1мм али 1.2мм .
6 баллов
-
А я вот во многом с тобой согласен: Да, ты правильно понял. Ибо сварщик его обеспечить не может, и поэтому в нормативной документации даже термина такого нет. Так точно. Но вот только трёхфазник гораздо стабильнее по режиму, хотя сам режим, зачастую вполне доступен однофазному аппарату. Однако когда я ездил по котельным, мы использовали трёхфазник там где фланцев много. Им тупо быстрее это делается. Электрод пятёрка, и впирод. Производительность. И сейчас работаю в том же режиме -- мощность обеспечивает скорость. Мне понятно, а почему же тебе не понятно? Может ты не читал? А ведь он написал это явно, и без намёков.Тему расчёта тепловложения ты тоже не удосужился изучить, и продолжаешь гнуть своё. И тут я с тобой согласен -- зачем читать то, что мы приводим. Это разве аргументы? Кто такой этот Жора? Ну варит он всю жизнь. Ну образование имеет высшее по этому делу. Это же не говорит о том, что он в этом как-то разбирается, и к его доводам стоит прислушаться.6 баллов
-
Да. Тему читаю уже некоторое время и могу сделать некий вывод. Когда Вас уже припёрли к стенке Вашими же высказываниями, вы "включаете" современный тренд : На скриншоте подчёркнуто одно предложение. Предложение выделено в отдельный абзац, читается легко и понимается совершенно однозначно и односложно. Так нет же, снова ещё один модный "финт ушами" - "А вы это вырвали из (кон)текста". Бе-бе-бе, ищите, что вам надо, а я в домике! Жора, что за изделие?
6 баллов
-
6 баллов
-
Я чего то про знания без лаборатории не понял. А потом вспомнил что колхозник и все встало на свои места)))5 баллов
-
@selco,просто мне дипломированный специалист пытается донести,что если нужен катет 12 мм.,то для этого необходимо:аппарат на 1000А,кабеля 100 кв.,держак и массу понятно,что тоже на 1000А и самое главное эл-д нужен 12 мм.,а иначе и провара то и не будет,хорошо у них там в Москве есть такие эл-ды,а я то где в нашем колхозе такие найду?Вот и приходится тройкой,да четверкой катеты ляпать без провара. @copich,такой бредятины я еще не слышал,это надо сохранить для потомков).5 баллов
-
@selco, то же самое могу спросить. Выкладывал работы, китайскими аппаратами выполненные, плюсики ставили. А как только заикнулся, что не весь китай говно, так сразу в банду сектантов определили. И пофигу на опыт эксплуатации не в один год, на фото работ, на практическое сравнение разных аппаратов. И ладно бы я их продавал или говорил что все хороши. Все недостатки, того что было в моих руках, озвучивал. Может проблема в том, что я усомнился в мнении присутствующих здесь формчан? В мнении о технике которую они своими руками не пробовали? В случае же с гражданином, продвигающим здесь именитый бренд, давно ни одному слову не верю. Во-первых очень, ОЧЕНЬ много слов и никаких подтверждений, во-вторых много из этих слов, откровенная ахинея и попытки научить рыбу плавать. Заметь, про сам tp220, я никих авторитетных заявлений не делал, ибо в руках его не держал. Вопросы задавал, опираясь на мнение пользователей данного агрегата. Гражданин копич посоветовал заткнуться, а лучше свалить. Да здравствует сегрегация по имущественному цензу!5 баллов
-
@SAV, На фото не хватает только 9002х, она на работе. Фото масок, чтобы доказать, что ты не бот. Сфера деятельности, чтобы понять в каких условиях работают твои маски. Рабочая маска у меня работает при температуре -30 +35 от 30 до 450 ампер. Маски за 3-5 т.р. умирают за неделю. Китайский ноунейм за смену гибнет. Я не адепт и не упоротый, я естественным образом пришёл к speedglas, глаза дороже.
5 баллов
-
Да согласен и выбор проволоки играет основную роль . Хотя я и не люблю 1.2 но у меня такие работы редко бывают да и то с "балансом" то есть 1.2 можно заменить на 1мм без ущерба сварки . Ну и по большому счету если ток превышает допустимый на конкретный диаметр проволоки то или выше переходить или многопроходный делать . Вот превышен предел допустимого на 0.8 и видно шов "кипел " да и выгорело самое смачное (импульс) А тут 1мм и все в "пределах" (импульс)
4 балла
-
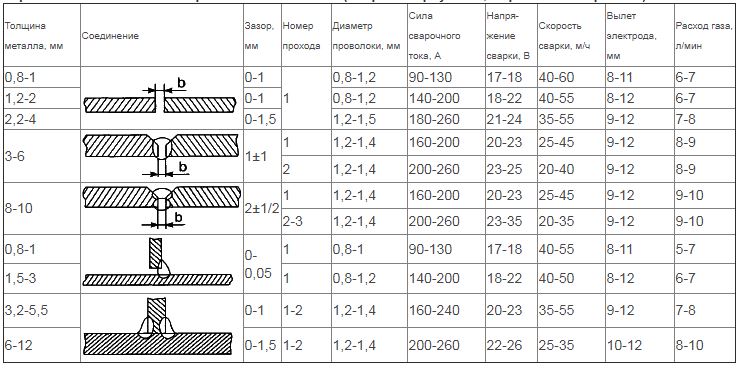
Ииии. Прошу посмотреть ниже. толщина материала. Проволока 0.8, заканчивает свое существование (применение) на ...приблизительно 6.5 мм. О чем я выше и писал. Но тут еще обратной стороны медали нет, это применение 1.2. Для 1.0 как говорит нам картинка, ток 270А нужен для 20мм. 270А!!!! Не какие-то 200А. Следовательно для 1.2 более и еще раз более. Т.е. 1.2 для тонкого аппарат расплавит, а чтобы рассчитывать на жирное и проволокой 1.2, не нужно. Либо брать 300А аппарат, как начало разговора. Но ни как не однофазник. Или 1.0мм но ни как не 1.2мм. О чем я и пытаюсь донести мысль. Нам нужно по сути использовать 1.2, а мы не можем. Ограничения в мощности аппарата. А аппарат, что аппарат?! Он варит 1.2 проволокой и довольно хорошие и красивые швы. Но ... Это возможность, а ни как не постоянное решение задач, что обычно решается аппаратами от 300А и более. Я к тому, что работая на максималке нужно отдавать себе отчет, что дополнительных регулировок (увеличение) параметров не возможно и шов может оказаться холодным, без достаточного энерговложения. И еще один момент я не затронул, это ширина дуги. На 0.8 у нас дуга будет более концентрированная и уже. На 1.2 шире дуга. Следовательно граница с холодным металлом и горячим на 12 будет менее очевидна, чем на проволоке 0.8. На резкой границе у нас будет образование крупной кристаллической решетки. И при остывании перегретой проволоки у нас будет больше усадка. Т.е. охрупчивание шва на лицо. Для 1.2 с вашего позволения расписывать не буду. Думаю понятно. И еще .. для терпеливых. это момент влияние резкой зоны охлаждения и нагрева приводит к появлению сварочных подрезов. Ну а про подрезы нет смысла рассказывать. Думаю все знают.4 балла
-
@Георгий 11, я тоже мягко говоря удивлён. Особенно вот это понравилось -" Следовательно, то что получится, будет более рыхлое, чем это делать проволокой 1.2." я так понимаю, что если сваривать толстое, тонкой проволокой, то плотность металла будет меньше?! По поводу зерна, гражданин видать совсем не в теме, про такую штуку, как рекристаллизация в многопроходных швах. В общем то с ним всё ясно, если я выложу работу с толщинами 16-40мм или ремонт стрел автокранов, гражданин снова скажет что это фигня и может даже будет жить, но вот на ответственных швах при постройке ледоколов и подлодок... От нашего колхоза, хочется пожелать ему скорейшего выздоровления и напомнить, что для получения знаний, нужен в первую очередь мозг и желание.4 балла
-
речь иде за 0.8 и 1.2 . Чтобы получить необходимую энергию дуги, даже если будет 0.8 подаваться молненосно мы придем к ситуации, когда проволока будет перегорать в дуге. Следовательно, то что получится, будет более рыхлое, чем это делать проволокой 1.2. Но для проволоки 1.2 нужно крутить больше напряжение, чтобы получить достаточно высокую энергию дуги и качественно разогреть материал. Следовательно для каждого диаметра проволоки у нас есть свои границы, когда можно на одной и на другой это хорошо, но есть задачи, где одна становится бессильной. Т.е. 0.8 я лью, она расползается по поверхности, а глубины провара нет. Следовательно, ставлю 1.0 или 1.2 и делаю тоже самое. Недостаток 1.2 проявляется в том, что может будет слишком большой размер катета. Тогда выбираем 1.0, подбираем режим и успокаиваемся. В остальных случаях я могу использовать то что под рукой и варить то что в голову прийдет и лесенки и заборы и лопаты и прочее и прочее. Но если дело ответственное и имеем тавровое соединение, стыковое, не важно, надо взять проварить, на разных режимах разными диаметрами проволоки, сделать лабораторные исследования и после понимать, что будет более приемлемым. Но варить проволокой 0.8 6 - 10 и более, я лично считаю кощунство из соображений перегрева проволоки и потери ее мех свойств. Кто не верит, может сам сделать анализ. И понять где и почему идет получения крупного зерна кристаллической решетки, а где мелкое. А результат визуально... Ну это визуально, к точным данным и точным наукам не имеет отношения. ОТК посмотрело, одобрило, а потом донышки у бочек отваливаются или швы лопаются. Поэтому на сварочниках многие просят флешки с записью сварочных параметров. Чтобы не было, что "я варил как вы настроили". А посмотрел точные цыфри и будет понятно, тут варил и сварщик виновен или метал косячный или еще какая причина. А визуально, знаем, проходили, много кто от этого брака выпустил. Еще раз, для особо упертых колхозников, в обычном деле, вы особой разницы не заметите, плуг приваренный проволокой 0.8 или 1.2 и так же хоть рама грузовика. Ваш шов, возможные дефекты вы компенсируете латками, делая усиление не швом, а дополнительно увеличивая толщину материала. Конечно там лопаться не будет и шов выдержит, а если и лопнет то дальше, рядом. А сделать просто шов, без накладок и получить 95-99% прочности основного материала, без определенных знаний не возможно. А эти знания без лаборатории не получить. И хватит, ни о чем... Давайте на этом поставим точку. P.S. при желании наляпать можно любой проволокой и получить шов, а по факту под нагрузкой одно от другого отвалится на раз. Поэтому данное просто не рассматриваю. Я говорю за энергию и за перегрев метала, и за кристаллизацию. В ТВЧ я много раз делал исследования по кристаллизации. Но параллельно видел как другие изучают шов в МИГ\МАГ. Поэтому, в силу своего любопытства, я был очень близко к ним и смотрел результаты. И работников лаборатории терроризировал вопросами. У них опыта куда более моего. Пиьсками мертися, у кого больше и тверже рука и кто какой шов положит не верно. Одни одно варят каждый день. другие другое. И мне, демонстрируя оборудование, проще объяснить что за что отвечает, чем показывать мастерство своего мозга и движения рук. Знания не все в нашем деле, моторика идет бок о бок. А без каждодневных тренировок, моторика ... мягко сказать никакущая. И удостоверения сварщика есть, ТР220 тоже есть под рукой... Так что прошу засчитать как участника данной ветки , тобишь не топить.4 балла
-
К тому же нужно содержать штат того же сервисного центра и склад запчастей. Единичный товар, не спорю, может и дешевле. Но если развивать представительство, то это ой как не дёшево... Да, и совершенно верно. Ещё и сертификация для России.4 балла
-
Вы не внимательны и после этого я показывал куды тоньше 1.5мм ., и вот заметьте пивные баночки и что с лева низкая частота что с права 300гц Форсажа , ну и вы похоже хотите из Рема дураков сделать и на что они тогда деньги тратят да и других тоже . Так что включай ТДМ с осциллятором и работы будет много. Ну это я образно и имел в виду черное , в прочем можно попробовать и Ал .
4 балла
-
@selco, никаких теорий заговора, никакого "мочилова несогласных", и никакой он не "не такой, как все". Конкретика : написал публично, и тут же включает, что этого не было, не так поняли, не так прочитали (нужное подчеркнуть). А советы? Ну, лично мне больше их спрашивать не где, вот и спрашивал. И буду спрашивать впредь.4 балла
-
А что вас заставляет не верить мне ???? ,,,,. религия . Вот тов. Шурпет и как то и не однократно советов просил и получал их а теперь как же за компашку топить и топить не "верных" ???? , да ладно и мне это усе равно. Про Сапера вообще не хочу и говорить ,,,,, стихи а где же швы от "немчуры" ????? Вот еще один объявился и давно его не было Рязанский пионер-трубач -Тесла и даже графики в "поржать 6" запихнул , ну и там же получил ответ , ну и чо моих ответов нет и в помине , зато его благополучно висит . Даже про сварку карданы и т.л. и там удалил Сварной69 мое сообщение а там чисто технология и боле не чего ,,,,, и это наводит на неки мысли , ну и туты ладно и переживем. Георгий , ты знаешь я сварю и 1.2 на Хелви или чем еще и пусть даже программы нет не бяда , но не люблю я 1.2мм даже на Меркле и 1ММ сделает тоже самое и даже лучше , ну это как ты примерно 4мм ляктрод или 2мм . Ну и споры по сим диаметрам ведуться очень давно и почитайте всю тему и там всего то 2 страницы . https://www.chipmaker.ru/topic/75856/ Ну вот и моя картинка вам , а почему и нет ????
4 балла
-
Услыш же и прими это. Ибо мудрость веков неизменна. "Для меня результат: это достижение того, что надо (стабильное проникновение и стабильность процесса)" Копич.4 балла
-
Могучая кучка выйдет. Полное собрание сочинений, в 55-и томах, эпохальные работы - "не только лишь все аппараты, могут как хельви", "хельва и мохнатая ржа", "коррекция тремора рук, на программном уровне", "катехизис сварочных процессов проволокой 1.2 от одной фазы на промышленном уровне", плюс приложения и статьи на свободные темы.4 балла
-
Иван, решение есть.4 балла
-
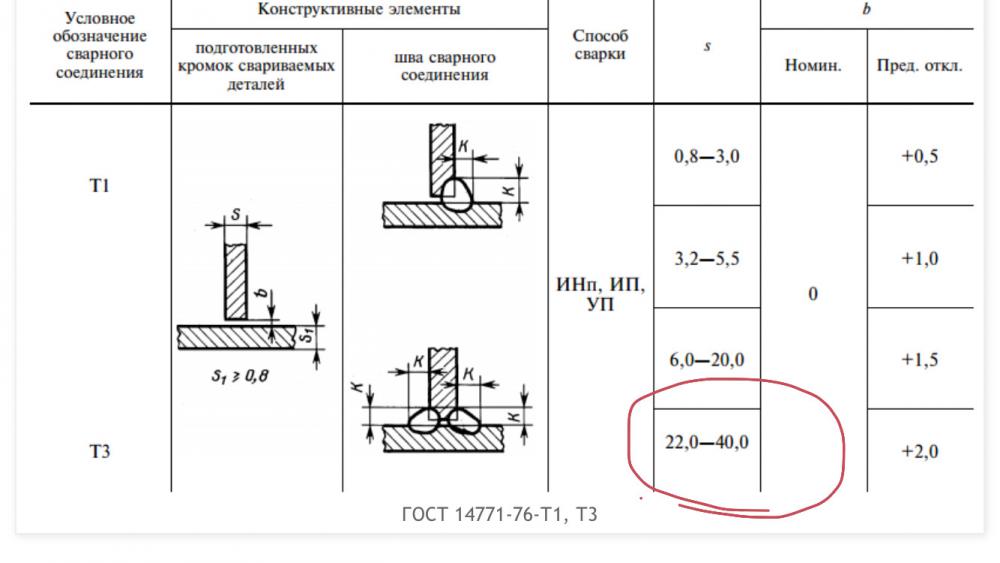
Согласен. Куда уж нам, люмпенам. Тоже верно на 100%. На кой смотреть в эти дебильные бумажки - РД, чертежи? Допуски, режимы? Рекомендации и правки, проверенные, согласованные и заверенные? Да ну, бред какой-то...4 балла
-
Ну я бы так не сказал... По рейтингу - так они только открылись. А так это бывшие работники Фламы. ПВ вполне хорошее. Это проверяли не раз. Почему то многие кто так утверждает не способны понять, что эти аппараты тестируются при 40 С и 10 минутном цикле. Привыкли в наших измерениях всё считать, вот и утверждают такое сразу же. На счёт недорого.... не знаю, как в этом магазине, что Вы выложили, но при реальном заказе с завода будет ещё и растаможка, доставка и куча бумажных процедур. Согласование с кучей наших бюрократов и т.д. и т.п. Вплоть да расписывания в запчастях что и сколько потребляет, какой ток, род тока, сила тока. Материал и т.д. Плюс разрешение на каждую запчасть на три года сейчас стоит 10000 рублей. Да на сами модели аппаратов тоже прилично. И тогда я посмотрю, как это будет недорого стоить....!!!!4 балла
-
@copich,вы пожалста из меня дурака то не делайте,я вам про лепешки,вы мне про сережки.Вы говорили,что есть нормативка на провар,я попросил показать,вы мне показали гост,в котором про провар ничего не указано.Я вам пытался донести,что провар можно сделать или за счет разделки,или за счет зазора.Я конечно не силен в п/а,но сравнивая с мма я вам ответственно заявляю,что могу сделать работу предназначенную для эл-ов 4 мм.электродами хоть 2 мм.,только времени на это уйдет гораздо больше.Может вы катет и лепите,только я его варю и мне нет разницы каким диам.эл-ов я его выгоню. @copich, какая тут должна быть глубина провара? @copich,какая тут глубина провара?Выдержит нагрузку этот катет или нет? @copich,ну тут тоже явно лепилово,провара то и нет,и катет не выдерживает никакой критики.
4 балла
-
Я лично с таким знаком. И принесу вам уточнений.Нефтянка. Казахская ССР. 1500 мм. Подваривали "улыбку" -- нижнюю часть шва. Да -- дырку прожигали. Её прожигали с той стороны стыка, с которой идёт к нему сварщик, это единственный ориентир для него о правильном направлении на выход. Больше никаких ориентиров в трубе нет. Сварщик идёт туда с держаком -- отверстие делали максимум чтоб кабель пролез. Если кто не понял, то несколько стыков варили поворотных, потом эту плеть приваривали к магистрали с "улыбкой", так что ходить внутрь трубы приходилось довольно далеко. Зато не каждый стык. Сварщика, пока он идёт по трубе, постоянно проверяют постукиванием. Если в ответ он не постучал, то всё -- вызываем скорую, лезем вынимать его оттуда, тащим воздух продувать трубу, и всё это делаем одновременно и бегом. Так что процедура эта рискованная -- там всякое бывало.4 балла
-
Расточка наверное это имеется в виду обнизить резьбу до тела и наварить.Задача такая себе,если шпиндель при наплавке и не отпустит ,то конус точно поведет и его нужно будет шлифовать.Возможно лучше типо хромировать резьбу,если уж шпиндель так дорог.3 балла
-
@copich, Хелви варит люминь прекрасно на 1.2 мм во всём диапазоне токов, если не ошибаюсь шестой или седьмой раз пишу подобное. Если ты этой проволокой наваливаешь, то я прекрасно варил. К переносу алюминия в пульсе у меня к ТР вопросов просто нет, отлично это делает на всех диаметрах проволок. Вопросы к поджигу и остановке сварки ни с того, ни с сего. Чернь и нержа в пульсе, это конечно не его конек, ни о чем процессы. Глубоко не исследованы и не прописаны, выданы пользователю лишь бы отвязался. Прокатывало видимо до тех пор, пока товарищам типа меня и Бутчера этот чудо-ларец в руки не попал3 балла
-
Таможенная пошлина вроде на это оборудование 0%, но есть НДС 20%, плюс услуги таможенного брокера и т.д и т.п. Но многие продолжают считать, что при официальном ввозе цена должна не сильно отличается от серого. Там еще наверное и услуги по сертификации оборудования стоят тоже не дешево. Это если производитель готов связываться с поставкой единичного экземпляра, но обычно они продают только партией.3 балла
-
припЁрка не выросла. Да, согласен, вам лучше картинками сообщения заполнять. Бебебе, не было. Я говорю про серьезный подход, а не потолкал, не отвалилось, значит все хорошо. Более мне сказать не чего. Спорить с человеком, который говорит, мой дед так делал, отец, тепярь и мой сын так делать будет, потому что я считаю это правильным. Ну да и ладно. Делайте. вот об этом я и говорю. Удочки потерялись и пофиг. А вот рама грузовика да груженная лопнет... Это уже совершенно другие последствия.3 балла
-
@copich,конечно не гуд,насрано,грабли да лопаты рентгену не подлежат. @Vanguard,видать пора на пенсию),технологи «из новых» атакуют). @copich,леплю понемногу
3 балла
-
А как вы по фото рентгеновским взглядом определяете, что все гуд, а что не гуд? Как? Ну ка! И у вас есть клеймо? Я даже в живую смотря не скажу, гду это или не гуд. Для этого надо понимать что есть что и для чего, сделать несколько тестовых сварок и отдать на исследование. И тогда будет понятно, с какой стабильностью вы варите, как вы чувствуете материал и готовы ли вы варить ответственные детали или так, всякое ... лопаты, грабли ...3 балла
-
у вас словарный запас закончился? Картинками только развлекаетесь. Вы посмотрите мои сообщения и соберите их в кучу, не надо брать единичное предложение, надо мысль в целом уловить. Может, не значит постоянно на этом работать. Есть ПВ. Уложитесь в ПВ, пожалуйста. Как я понял некоторых, в тавровом соединении и провара не нужно делать, налепил катет и ладно. Тогда аппараты 300А и выше вообще не уперлись, все можно делать однофазниками и мосты варить и рамы грузовиков и т.д. Тогда не понятно, зачем Григорию 300А в ТИГ, там то же не важен провар... Сверху налепил и ладно... Держать будет. Но для нормальной работы проволокой 1.2 вам нужен запас. Не аппарат работающий до 200А, а аппарат имеющий возможность регулировки до 250А и это только для штатного режима, без всяких форсажей тока вначале поджога и прочего. Т.е. работать во всем спектре от 140А до 200 и иметь запас на регулировку форсажа дуги. Поэтому, я и говорю, что это есть но полноценно при определенных условиях не воспользуетесь. И рассчитывать на 1.2 надо учитывать и качественную сеть и назначение конечного изделия. Ну а в принципе, мне все равно. Я не в школе, ни кого ни ему не собираюсь учить. У каждого голова своя на плечах. И ответственность у каждого своя, перед собственной совестью, перед клиентом. Всем удачи!
3 балла
-
3 балла
-
на спидометре машины тоже есть 280-300 км\час, но это вовсе не означает - минимальный расход топлива как на крейсерской скорости 90-100 км\час. Так же это быстрая смерть силовому агрегату. Так что, вы, дипломированный, специалист, подумайте что и о чем говорите. И я не говорил не возможность сварки проволокой 1.2. Не надо мои слова переиначивать. Это из разряда когда пласкогубцами гвозди забивают и отвертку используют в роли выколотки. Но вам это не понять, дипломированному слова колхозника далеки. Любитель все с ног поставить на голову. Удачи в ваших великих делах!3 балла
-
@Дед мазай, где-то на форуме есть фото, иллюстрирующее ответ на вопрос. Звено сварщиков идёт после смены, и один из них - самый щуплый, самый грязный и в наколенниках. И комментарий к снимку - угадайте, кто сегодня был на подварке корня изнутри? Кто автор - не помню точно, но по моему, это Ильнур из Башкортостана. Он-то, как раз, и работал (работает) в сфере строительства трубопроводов большого диаметра и данный аспект знает досконально...3 балла
-
Сваял поддув для нержавейки вариант второй. Первым был из медного листа. Корпус алюминиевый 185х55х20 Трубка медная D наружный 6,7 мм в ней отверстия D 1мм. обращены вниз. Поверх будет уложена сетка мет. для мытья сковородок из нержавейки плотненько. По углам будет прихваченно сваркой. Боковые швы заделаны силиконом.
3 балла
-
Коллега работает изумительно , респект , но ! , с учетом своего опыта , выскажу небольшое замечание , касаемо фланцев . В "стартовом" узле уделяется достаточное внимание выставлению фланца во всех параметрах . В дальнейшем конструкция обрастает узлами , при сварке которых деформация неизбежна и фланец "уже не тот" . Изначальная приварка фланца удобна , но не всегда оправданна . Если мы желаем получить все в "0" , то фланец - это последнее соединение . Есть нюанс - если всё "заневолено" , то судьбу можно поиграть , если же все в свободном состоянии , то поводки обеспечены .3 балла
-
КГ-16 за глаза3 балла
-
Ковшик CAT обломило нож с крайним зубом. Когда осматривал слом заметил такую странность нож толщина 15-20 мм в серцевине была пустота длинной 25-30 мм толщиной 3-4 мм и была ржавчина а по краям свежий слом с блестящим металлом, дефект или трещина невидимая глазу, т.к на этом ковше менял коронку с противоположной стороны неделю назад и видимых трещин не обнаружил.
3 балла
-
@Kurt1, Михаил , @Schlosser, Антон , вроде резьба та по фото не тая уж плачевная , и может просто поправить резцом ее и выточить поплотнее гайку или что там на нее накручивается и сварки не надо и если это шпиндель т о после сварки его наверное в чермет можно будет , точным он точно не будет.2 балла
-
Конечно же с разделкой. Как будто 1.2 без разделки можно справится. Именно что изгаляется. А при соблюдении технологии-возможно и 0.8. Конечно, с 1.2, или 1.6-производительность будет сильно выше.2 балла
-
@Kurt1,Михаил,конус скорее всего каленый и ИСО,т.е даже если и найти такую развёртку,то она его не угрызет.Но это не точно.По присадке точно марку не скажу,но надо по твёрже,ведь резьба постоянно в работе,да и сам шпиндель по идее из чего-то типа легированного.Я кажись резьбы на валах наплавлял Беллер х7.Но повторюсь,все это теоретические измышления.2 балла
-
@copich, да будет вам известно, гражданин теоретик давно не игравший струёй, проволока 0.8мм запросто работает в струйном режиме и протыкает десятку. Исходя же из вашей логики, основанной на всеобъемлющих знаниях, полученных подглядыванием в лаборатории, выходит что для сваривания толщин 50-100мм нужна проволока 10мм. Я не ошибся в пропорции? Хватит уже делиться своими домыслами, выдавая их за знания. Ну или хотя бы "имхо" вставляйте что-ли. А то примеряли на себя рубашку академика всея наук и не снимаете, понравилось видимо. От чистого сердца могу пожелать подружиться со здравым смыслом, снять корону, протереть с неё пыль и больше не одевать. После чего станет вполне возможно, изрядно пополнить свои знания, хотя бы в теоритической части, так как тут на форуме, есть те кто ими обладает и даже готов поделиться. Всего хорошего, постараюсь больше не постить в вашу тему, о породистом европейце, свои измышления.2 балла
-
а я не лично вам написал, а вот таким: \И в данной теме много кто себя как называл. Так что ... Если примеряете на себя данную рубашку, я не виноват. Это форум, я делюсь своими знаниями и наблюдениями.2 балла
-
Вот, сфотографировал свой шланг-заправщик.
2 балла
-
@selco, меня особо растрогала формулировка "однофазником и проволокой 1,2 намазывать блевотину". Ну, сразу же видно, что это крутой спец по европейскому бренду, со столичной локацией. Говорю ж - нам, люмпенам, такой орешек явно не по зубам...2 балла
-
А твоя способность совать нос в совершенно другие разговоры с разбегу поражает. Разговор был за возможность и невозможность сварки проволокой 1.2мм однофазным инвертором. Это ты сюда импульс приволок кз и т.д. Нравится отвечать на собственные мысли, а не на то что прочитал - валяй. Ты же у нас самый умный. В меню есть - значит производитель заявляет о возможности реализации данной программы. В моем меню возле столбиков с диаметром 1.2мм нет звездочек указывающих на сноску в конце страницы *"уточнить у Валеры" Значит немцы рассчитывают только на себя.2 балла
-
@welderman, у меня на обучении было всего 3 девочки. Одна теперь работает мастером произв.обучения в коледже, вторая удачно вышла замуж, и лишь третья работает по специальности на моем прежнем рабочем месте, варит очень даже прилично, дослужилась в свои 32 года уже до 5-го разряда. И совсем не стесняется иной раз подходить и спрашивать как разобраться с тем или иным швом и технологией. И хотя вижу, что она прекрасный специалист, однако у нее уже двое деток и понятно, что надо жить для них, а не дышать этой грязью и волохать каждый день железки. Конечно для девочек-сварщиков в мужском коллективе больше возможности обратить на себя внимание....2 балла