Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 27.01.2021 в Сообщения
-
Барсик-2 против италийского рольганга.Рольганг италийцы сварили без разделки да и вообще конструкция странная.Его распупырило.Затем его варил неизвестный герой.Опять распупырило.Ну и дошла очередь до нас и Барсика.Строжка электродами АНР-2м,сварка УОНИ 13-55 и Bohler Fox EV-50.
 9 баллов
9 баллов -
Сначала надо было скумекать,как спозиционировать обломанный кусок. Потом разделка с одной стороны и сварка,потом другую сторону разделал,но немного по-другому.
9 баллов
-
ЗЫ, " Владимирский централ, ветер северный..............." и с чистой совестью.........,,,,,, ---------------------------------------------------------------------------------------------------------------------------------------------------------
9 баллов
-
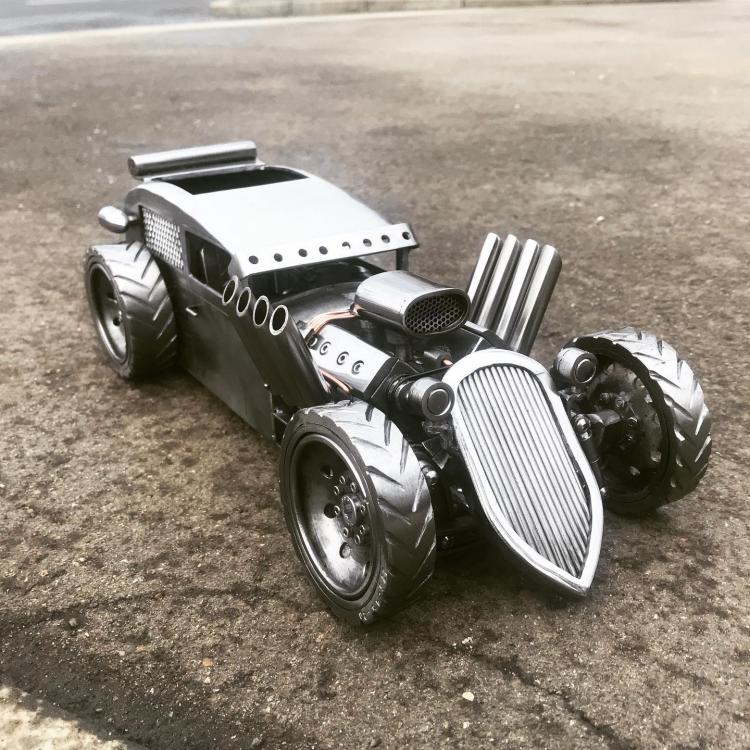
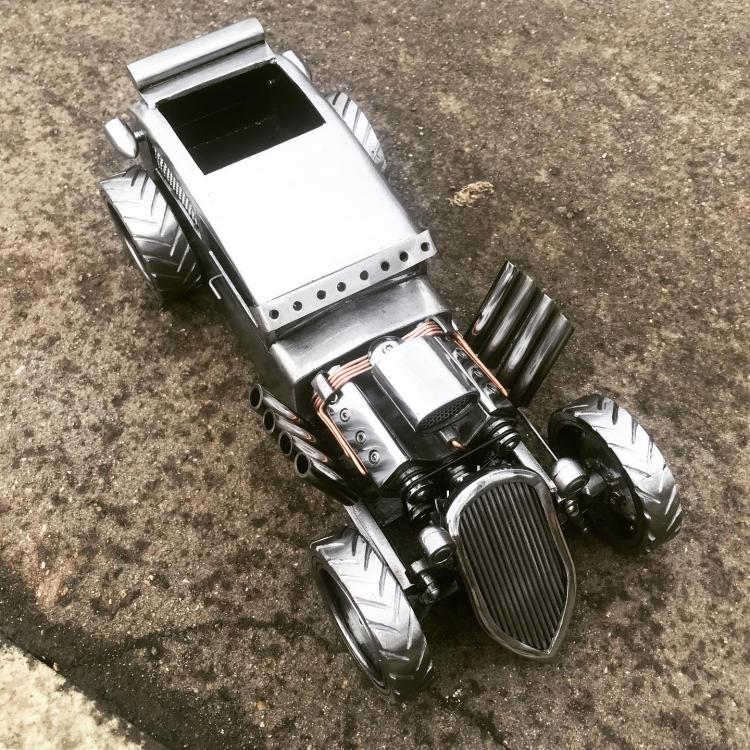
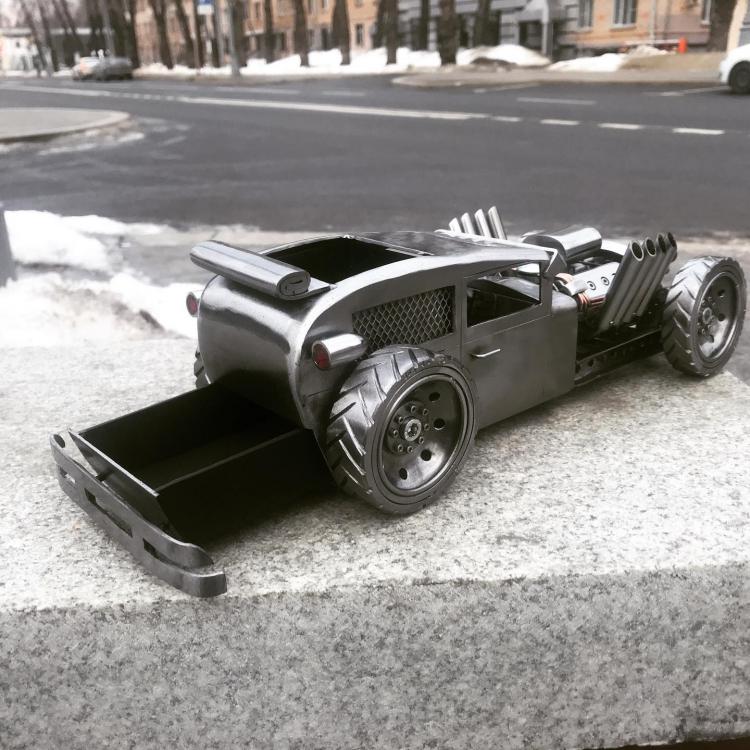
Очередной хот род. длина 31см, ширина 13см высота 11см. В нычку багажника входит пачка сигарет
7 баллов
-
5 баллов
-
А пацаны то и не знали...
4 балла
-
@aleksein, Как тогда работают сварные швы карданного вала?4 балла
-
Таких бы курсантов, да побольше... как говорил товарищ Саахов-"Спортсменка, комсомолка и просто красавица..." и успевает на уровне.... и голова с руками дружит...
3 балла
-
Видео первого запуска новой версии дробилки:3 балла
-
Приходилось не раз заваривать подобное. Там температура газов видимо очень высокая и от этого сам металл трубы выгорает, как-бы растворяется, а хомут вроде и вовсе ни причем. Главное, не менять его геометрию (не склепывать расширение во внутрь.) Была даже мысль наточить колец из 321-й стандартных размеров с уступом внутрь, для последующей обварки по вешнему углу к торцу трубы. Ремонтных кусков трубы с отбортовкой не продают, а целая труба стоит довольно дорого.3 балла
-
@Schlosser,День добрый, желательно с подогревом, если сталь 40х или 45 тогда подогрев град 150-200 желателен, проволока er-100S или er-120S (для обеспечении равнопрочности сварного шва и основного материала) и после сварки-местный отпуск.3 балла
-
@Kurt1,По идее нужно варить с подогревом и не обычной чернухой,сталь скорее всего легированная и с ТО.3 балла
-
Собрал, остается только приварить регулировочную пластину двигателя и можно испытывать!
3 балла
-
Есть у меня постоянный клиент, имеет несколько зерновозов, возит в соседнюю область один щебень, а обратно — другой. Время от времени просит поварить пару дисков. Они у него трескают из-за перегруза, но он в курсе.... и видимо его это устраивает. Вот и привез в прошедшую субботу пару дисков. Говорит, что они уже варились, но пускают в районе сварки, и один в районе соска. Уже был начал чистить, но решил сфотографировать остатки чужого ремонта Повычищал старое сранье и прогрел пропаном для определения трещины Позаваривал А также заварил место старого соска и трещину рядом, и перенес сосок в другое место После чего позачищал свои места сварки... Тут вон видно как стальные варились, а вы про легкосплавы тут рассказываете.
3 балла
-
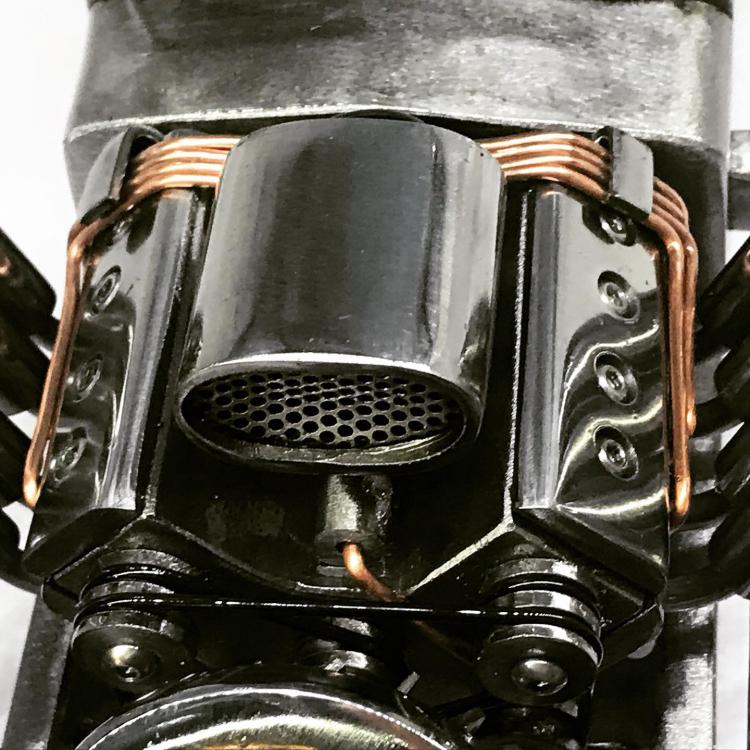
Ещё один бык. Этот в стиле дизельпанк.
3 балла
-
Посмотрите это видео с начала до конца, там всё рассказано.2 балла
-
Изначально установили транзиля на пределе. В принципе, недорогие аппараты этим грешат. Не все, но многие.2 балла
-
@aleksein,Если будет закалочная структура рядом со сварным швом обломит точно, если материал будет пластичный и прочный, при этом размер сварного шва соответствует передаваемому крутящему моменту в теории должно работать.2 балла
-
Сварено НЕПРАВИЛЬНО. При сварке валов и прочее кольцевым швом не ВАРИТСЯ....100% облом рядом со сваркой.. И он будет......Смотрите.... 1. подготовка ,разделка и заварка точки соединения проведена правильно. 2. Втулка режется вдоль на две части и с зазором позволяющим проварить каждую половину сплошным швом вдоль полуоси, третьим швом мы соединяем эти два шва.... Получаем полный провар втулки ВДОЛЬ полуоси и никаких кольцевых швов.... Никогда не поломает... Штифт у него служит для центровки оси и сделан правильно. Таким способом удлинял полуоси на снегоходах на больших колесах.....За 7 лет эксплуатации не было случаев поломки полуоси.....2 балла
-
Подогрев нужон , и делали в лихие 90е на Ауди от Москвича , ходили без проблем , это сейчас полно всего и легче купить ЗП. , в прочем может и такое не найдешь или долго ждать а ездить надо .2 балла
-
Полуось варил первый раз, информация только со слов клиента, что варят за углом на коленке полуавтоматом и поломок не было.2 балла
-
Новый год-новые курсанты... но у меня-хорошая группа..жертв ЕГЭ мало... а Анна-вообще уникум, как курсант-.сказала, что хочет стать грамотным инженером и руководителем, а для этого ей надо освоить рабочие компетенции , чтобы не выглядеть "полной дурой" в глазах будущих подчинённых....респект... -народу столь много, что постов не хватает и в бой пошла старая гвардия в виде УДГУ-251 и Аврора Ironman 315ACDC
2 балла
-
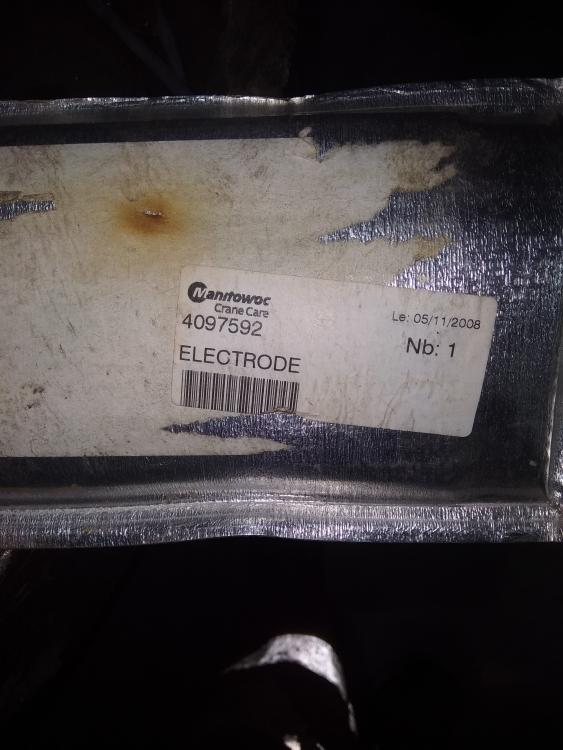
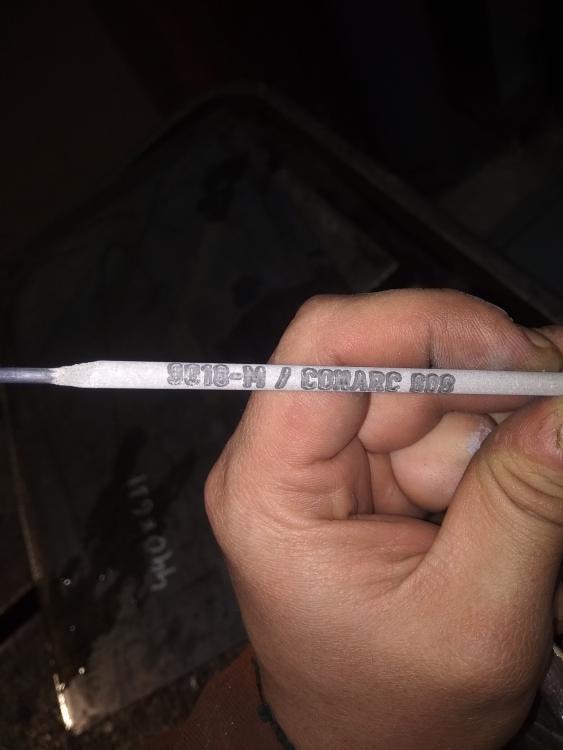
Пришли на ремонт( растяжки?ванты?) с американского крана.Деформированы уши,одно оторвано,одно держалось,но имело следы ремонта.Была поставлена задача выправить уши на холодную и приварить,в случае неудачи изготовить новые из металла с такого- же крана.Правка на прессе не увенчалась успехом,ухо с треском лопнуло .Изготовил новые и приварил с предварительным подогревом и медленным остыванием.Американские электроды для крана оказались полным УГ,козырят как не знаю шо,горят куда хотят,да и вообще звук горения неприятный,шлак в корне трудно удалим и наверное кое где немного остался.В работе руководствовался указаниями сверху и здравым смыслом,не знаю насколько все верно,но как-то так...
2 балла
-
Я его смотрел на ютюбе. Я не настолько крут. Мое внутреннее //////не позволит делать такие вещи.1 балл
-
@chdv1971, https://www.chipmaker.ru/topic/109973/?&page=62#comments Два последних Сообщения, всё работает.1 балл
-
@svarnoi69, Rust_eze, С Днём рождения!!!1 балл
-
Если сигнал на затвор не искажается и уровень нормальный для полного открытия, то нет.1 балл
-
@Дед мазай, Нижнему нужно было на резиновый коврик встать, тогда все норм было бы1 балл
-
Всех благ!1 балл
-
@Петр Гарин, а где вы будете все это(свариваемые детали) гальванизировать? и как? Бред купорос не грунт. он активен только в электросреде. только не говорите о кисточке и батарейке)))1 балл
-
20 метров магниевой сварочной проволоки МА2-1 ф4мм уехало СДЭКом в Белгород1 балл
-
И в теории не будет работать.Вы никогда не сделаете равномерный (базовый металл по кольцу) он изменит свою структуру и останется всего немного в центре полуоси. А при сварке вдоль сколько останется нетронутого???? Все валы не варятся кольцевым швом.Только вдоль. В данном случае точка соединения находится внутри втулки сваренной вдоль ...Просто прикиньте зону воздействия сварки в обоих случаях... Валы еще варят под угловым разрезом,но в данном варианте он не приемлем...Только резать втулку и никаких кольцевых швов. И будет правильно и надежно....1 балл
-
Иногда нет возможность найти оригинал или нет средств, есть обращения по ремонту полуосей и карданов приходится выполнять подобные работы.1 балл
-
на войлок скрепку поставте.что бы лучше прижимался к проволоке.вот такую.в канцтоварах продаются.я раз в два месяца продуваю.пыльно у меня.
1 балл
-
Про быстрые деньги не знаю,но у меня такая же странная закономерность если пришёл диск от R19и выше,то всё кроилово надо переделывать1 балл
-
Итак продолжаю показывать устройство дробилки: 1) В качестве натяжителей применены стойки стабилизаторов от Skoda, VW и т.д. 2) Ограничитель, чтобы пластина не уходила в стороны на подвижной щеке - это 2 вваренные арматуры 3) Зажим пластины который по совместительству регулирует выход фракции: 4)Вот то место куда встает зажим пластины. 5) тяга натяжителя крупным планом: Пружины тяг - это пружины клапанов от камаза. Регулировочные болты - 2 штуки D=20mm класс прочности 8.8 Максимальная нагрузка на них по рассчетам ~ 16 тонн.
1 балл
-
Это не секрет...это скорее стыд...после проделанной мной работы. Поэтому,если будете делать подобное,то берите не стесняясь.1 балл
-
В октябре 2020 года клиенту кажется не понравилась цена озвученная мной. Потом пришёл в конце ноября...опять не договорились.Он ушёл думать. Принес 13 января и я от дурости(или доброты душевной) согласился делать дешевле. Итак, при наварке первого уха я даже припевал "тили-тили,трали-вали,на старый-новый год работу подогнали".... При наварке второго уха я устал быть сварщиком-наварщиком А при наварке третьего ушка я начал разговаривать сам с собой... р.с. плакировка панчем,далее Св08г2С, переходы с тела коллектора подправлял тоже панчем. Проковка каждого слоя.
1 балл
-
@Rayans, Всё сильно зависит от условий. То есть в идеале конечно нужно чтобы было полное сплавление деталей, без пустот под сваркой, тавровые соединения в т.ч. Но при сварке часто конструкции имеют достаточною жёсткость, и щадящие условия эксплуатации. Значит тавровые соединения выполняются в таком случае без разделки, и в стыковых наличие обратного валика, или полное сплавление, не обязательны (как бы). P.S. Хорошо когда в конторе сидит умный мужик, который скажет сварщику как в каждом конкретном случае варить надо. А то тут давеча заказали иностранцы у нас сварку креплений для подвесных балконов, то что к стене дома крепится, и на чертежах написали, что параметр а (высота сварки) 3мм (ширина углового шва 6мм выходит). В конторе сказали, что варить надо как на чертежах написано. Наш проверяющий (типа ОТК из числа сварщиков) сказал, что на всякий пожарный варить швы не ниже 4мм.1 балл
-
Как не помочь партнёру в выходной .... да не за спасибо... раскорячиться пришлось правда почти в шпагат, и места мало ,и видно было хреново, и длина шва мм 350 ...да с двух сторон... Ауди какая-то...МИГ/МАГ+ТИГ
1 балл
-
Сварка корпуса подшипника для отвала Caterpillar, подготовка газорезка скос кромок. Разметка, установка прихватки Первый проход и последующие сколько не считал ток 240-210 А, проволока 1,2 мм.
1 балл
-
Сложный вопрос... Может цветом?1 балл
-
@welderman,им не то что не можно,они плюют в наксовцев и ехидно так похихикивают,как дед Вова.А если серьезно,то у накса нет полномочий лезть к военным.1 балл
-
@welderman,так военных они и не аттестуют,наксовцы конечно хотят их прибрать к рукам,но пока не получается.1 балл
-
Сегодня на конкурсе аргонщиков крупного предприятия( не одна тыЩЩа человек) -опять задал вопрос про аттестацию-ГС ответила так-основное производство-внутренняя аттестация, вспомогательные производства-отопление, водопровод и канализация, прочие разделы, где стрижёт деньги накс-у них не аттестуются вовсе-нет, конечно, что-то есть, детали раскрывать не стали ,но накс не кормят. От слова вообще. Больно дорого и нет необходимости. Ну что, ДедВова-съел? По крайней мере, кировская оборонка на накс забивает с прибором....1 балл
-
Да ни какую, таких с ихними бумажками тысячи по стране, только и остается их на объекте отсеивать.1 балл
-
Смотря что делать и где.....все мои чемпионы региона по сварке по версии WSR-уже работают и умеют в своей сфере гораздо больше , чем я. Про заработки-умолчу. Нормальные цифры. Но это-яркие личности, реально таланты, увлечённые сваркой. Один-с ЭГС, трое-с ОиТСП...ещё несколько человек-крепкие профессионалы, отлично зарабатывающие сварочными технологиям, от РТК до банальной ручки...всего процент успешных-10-12 с курса..остальное-шлак....а денег тратиться на всех......то есть кому-то не додаем, а кого-то -перекармливаем против воли.... И что самое страшное- нет у них ( большинства успешных выпускников)аттестации накса.... как живут и какое право имеют наксу дань не платить-непонятно1 балл
-
Никаких конфликтов... на данный исторический момент-сплошная халява.... никаких критериев оценки профпригодности....написали в удостоверение -Сварщик..... газе.... частично..... электродом-кто на что учился-и иди себе с Богом....А умеешь что-либо или нет, это никого на данный момент не волнует абсолютно. Никого!Тут пару месяцев длился психоз с обучением типа по методике WSR!!!( что за методика-для меня-загадка) пострадавших от ковидлы Барамбосы выделили федералы-пообещали сначала 500р/час.... у нас тут народ воодушевился..... а потом тихо съехали на 250.....я в такие игры не играю,отработал свой кратенький цикл и отказался от этого перфоманса. А коллег припахали добровольно -принудительно. К чему-это всё? А чуда не случилось-на т.н выпускных демоэкзаменах ( по методе WSR, опять же), смотреть не на что....Кадры решают всё... и матобеспечение учебного процесса, в том числе через мотивацию преподов...зато местные мракобесы от сварки с удовольствием вещали/вешали лапшу/учили о чудных свойствах сварки в отрыв, сварке ОК-46 трубы 114х8 за один проход, только в отрыв-потому что ст20 сваривать УОНИИ 13/55 нельзя из-за нарушения структуры металла.... и ещё много веселых вещей.... зато все при деле....А что такого? Кому что не нравится?Бумажульку от WSR-скилл-паспорт ни один кадровик в Кирове за дОкУмент о квалификации ( по сварке)не считает-и правильно, всё одно -лажа.... разрядов нет....раньше у нас на 4 разряд -хрен сдашь просто так-некоторые форумчане подтвердят.... а сейчас-лепота..... вообще никто ничего не сдаёт... учебный процесс на дневном отделение ОиТСП не в счёт........1 балл
-
Не будет на поликарбонате снега никогда столько что бы чего то там сплющило. Уклон и отсутствующее сцепление не дадут. Об эту теплицу танк погнуть можно. Те что в продаже из оцинкованного профиля 20х20х0.9 и стоят хоть бы хны годами. Не придумывайте себе лишней работы.Если есть желание то просто наложение шва поперек стойки утянет её в сторону от шва противоположную. Чем больше швов тем сильнее завернет. А если совсем уж не в моготу и хочется победы, то вот. Орел девятого легиона)))) Быстро, дешево и сердито. Профтрубу утянутую сваркой правит на раз. О так это работает. Для т-образных деформированных сваркой стыков делалось. И успешно применялось при изготовление сего. Из за поводок настилы не становились. Надо было возвращать геометрию. Варено полуавтоматом к стати. Миф это что от ПА меньше ведет.Гнет так же как и от ММА.
1 балл
-
@aleksein, размер мастерской всего 5,5х5м. Высота 2,4м. Т.е. кубатура всего 66 м. Улитка - 1800 кубов в час, воздуховоды 160, врезки и диффузоры тоже 160. Воздуховоды прокинуты над "грязной" зоной мастерской - там где сварка, резка болгаркой и плазморезом. Выглядит все это так: Я вот еще думаю, что надо немного повернуть 1 и 3 воздуховоды относительно 2, по центру который. Потому что, если резать плазмой, дым стоит под самым потолком, на толщину воздуховодов. Если варить полуавтоматом, то вопросов нет, от него дыма мало. Если бы Вы фото скинули. как у вас все организовано, был бы крайне признателен )
1 балл