Лидеры




Популярный контент
Показан контент с высокой репутацией 03.10.2020 в Сообщения
-
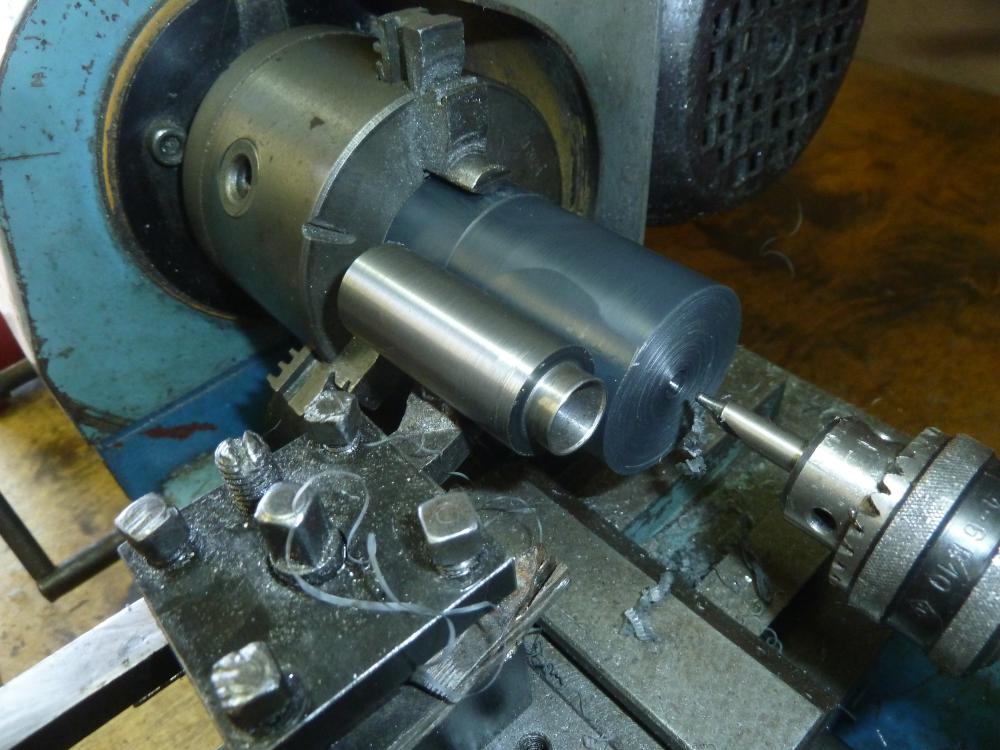
http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=434601 В общем и родного не надо , охренели 10000р за "железяку" Бум делать сами , восстанавливать изношенное. Достали кусочек капролона графито-наполненного, вот из него и сварганим втулочки , ось проточили родную но решение еще не принято к ее установке и может и скорее так и будет склонюсь к штоку амортизатора Ф20мм и только просверлить под болт отверстие . Ролик от ВАЗ один в один и купим новый , так как подшипник залит в ролике и его не поменять на новый и посему весь ролик . В обще втулочки сегодня не доделал , "отвлекали" и осталась в патроне откручивать не будем и усе за одну установку сделаем . ОТвлекалИ , бачек советский- паяный ( вот представьте не на всех предприятиях была сварка ТИГ и только на избранных , вот и паяли) и со слов хозяина солили грибы в нем лет тридцать , вот вам и советская нерж не одного "жучка" . В общем сейчас бак пойдет на чердак в качестве "расширительного" для отопления и приварили " сосок " . Ну и глушитель не известно с чего и вроде Ниссан , поправили И себя не обделили и окошечко к зиме облагородили И погода красотищА нОВЫЙ питомец и ищем хозяев новых , ну а пока пришла ночью вислоухая и попросила "помощи " МяУ -мяУУУУ " нУ И ПОКА санг еНГ катает с буртик-роликом но торц ремня жрет потихому ...... на НЕделю хватит а там поставим отремонтированное .



























 9 баллов
9 баллов -
Субота и не кто не мешал и не спеша довели втулочку до совершенства и спрятали в коробочку чтобы не растерять . Ролик завтра купим , а вот ремень на следующей недели прибудет , но не страшно подождемсь










 6 баллов
6 баллов -
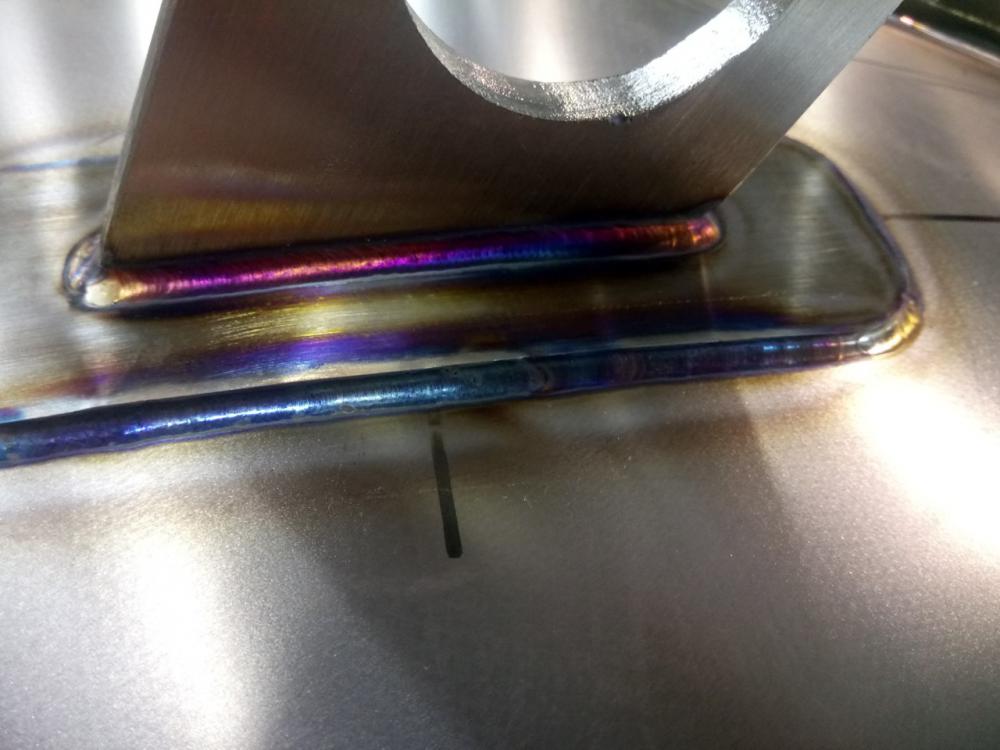
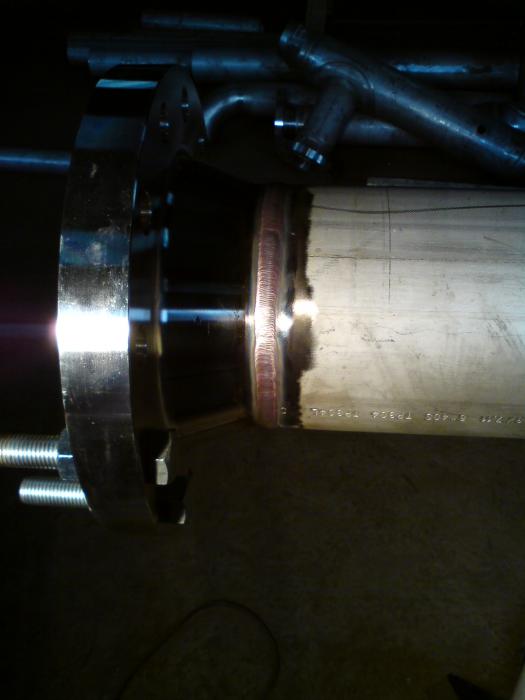
Нержавейка выступ для последующей проточки под подшипники


 6 баллов
6 баллов -
Вот такую основу для лестницы забацал знакомому за выходной (из бесплатного металла)


 5 баллов
5 баллов -
Спасибо!!
 5 баллов
5 баллов -
Дали задание - сделать памятный подарок на ДР... Имеем неликвидный шнек с экструдера, стальную плюху от динамика как основание, старые плоскогубцы, плафон от лампы, ржавые цепи и еще кое что по мелочи... В процессе работы идеи приходят по хожу, вообще нет плана - что и как, только общий размытый силуэт. Результат лично меня порадовал, кайфанул от работы, но это самое стремное в такой работе. Когда есть какие-то сомнения, что-то не нравится, то и к критике относишься проще. А вот когда доволен работой и кто-то начинает говорить, что ему не нравится или даже просто не испытывает того же восторга как и ты - идет жесткий диссонанс Будет еще пластинка с гравировкой висеть на цепях.







 4 балла
4 балла -
3 балла
-
Получил и я свой приз. Спасибо всем, организаторам, администрации форума, всем кто поддерживал! И на байке катнул в них)) Всем добра!


 3 балла
3 балла -
Форумчане привет всем, спасибо организаторам, спасибо за вашу оценку моих трудов,маска дошла уже опробовал ее в деле на самом деле картинка иная более приятнее и живее корпус компактный , жаль что грамоты нет хотелось бы повесить для истории , 3м спасибо !!!


 3 балла
3 балла -
Летняя работа: починить внутреннюю часть порога (с усилителями и закладными гайками крепления подножки) на квадратной Делике и сварить хитромудрую трубку системы охлаждения. Мне выложили как надо Я заварил Усилители с закладными сделал с профтрубы 60х40х2 Куча мелкой работы. Образец и заготовка с 1,0 листа. Очередная прикидка самодельной ремвставки. Заварено, открашено 3 в 1. Сделал реально за копейки, клиент доволен.






 3 балла
3 балла -
Привет! Давно не писал Заказали ребята в гаражном обществе собрать дробилку для бетона, кирпича и керамзитного блока. Мусора вдоль дорог валяется со стройки много, ну а эта штука позволит в гаражах дороги отсыпать. В общем нашел я методичку для рассчета щековых дробилок, выбрал исполнение (со сложным качанием щеки, она проще в изготовлении) рассчитал мощность и параметры эксцентрика. В первом рассчете немного ошибся с углом наклона регулировочной пластины, потом нашел ошибку и все исправил. По материалам себестоимость изготовления получилась 25000 руб приблизительно. Двигатель: 1,5 кВт 750 оборотов. Металла там почти на 12000 руб. Подшипниковые узлы стоят UCF208 (наружние) UCF210 (внутренние) Вал ребята сделали на заказ (свой токарник пока не восстановил) В общем смотрите что из этого получилось. Если какие то вопросы есть под видео детальное описание. Так же прилагаю методику рассчета и эскиз самой сложной детали (вала) новой версии дробилки с эксцентриком в 10мм (материал правильный - Сталь45) Видео: Из недостатков: - вес больше 100 кг, в одного не подвигаешь. - сетку для разделения фракции не ставил. Расчет щековых дробилок.pdf Вал _эксцентрик.PDF2 балла
-
Приветствую. Это снимали точно не у нас. Возможно дилеры, возможно что-то из старого.2 балла
-
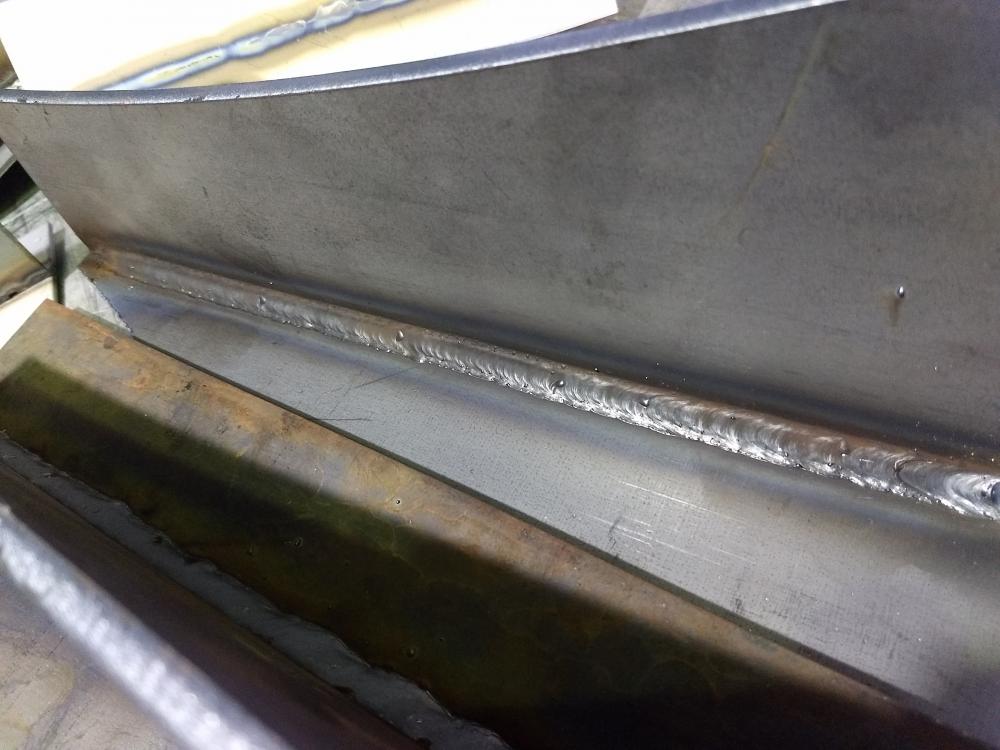
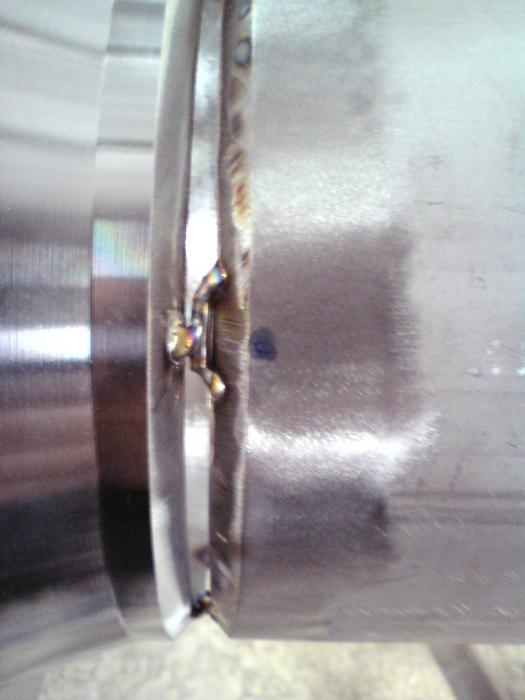
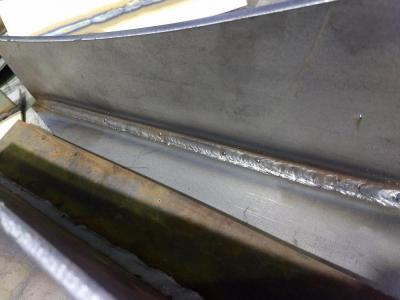
Сталь 45 вот так выглядит горячая трещина на корне. Мучался долго разделка трещины подогрев пропаном и добавка присадки в корень спасли положение
 2 балла
2 балла -
Перчатки получил. Спасибо организаторам конкурса за приз.
 2 балла
2 балла -
@copich,такое ощущение,что вы ни разу не варили поддоны,какое раскрытие трещины?Края изначально находятся и засверливаются,затем разделка трещины,в ней грязь внутри и нужно ее убрать.2 балла
-
ps. из ВК Вебсварка
 2 балла
2 балла -
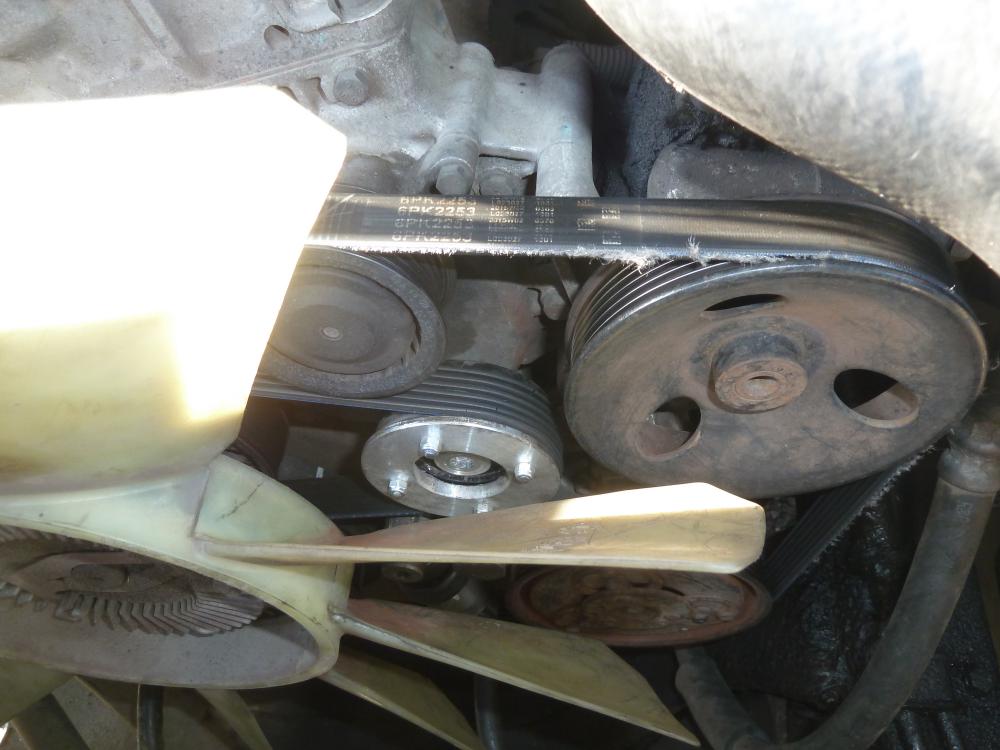
http://websvarka.ru/talk/topic/11819-uchebnyj-tcentrviatskij-elektromashinostroitel/?p=434577 В общем отработал свое натяжной механизм , втулочка и палец износились и перекос , ремень сползает с ролика и как назло выходные а ездить надо . Отыскал три старых и два моих один не мой и выходит натяжной механизм в среднем где то 120 -130тыс км ходит , в общем отыскал более менее живые втулочки перепрессовал собрал , новый ремень Аргентина , не,,,,,, сползает и надо что то удумать , удумал и собрал но что то ремень Аргентина не внушает доверия , снял поставил старый коей 150тыс км отпахал . Временное решение и завтра закажем усе новое и родное , не какой Аргентины и Китая . https://www.youtube.com/watch?v=3NxENUcu1Oo&t=5s




 2 балла
2 балла -
... ...

















 2 балла
2 балла -
Закончил сварную цепь в золоте) Диаметр проволоки 0,56мм. Ни одной пайки, только сварка, только хардкор)
 2 балла
2 балла -
Из старого точно, у меня свежайшая прошивка-там такого нет....ЭвоМИГ 500ТР, 8 машин в наличии.1 балл
-
@Дед мазай, http://websvarka.ru/talk/topic/11442-porzhat-5/?p=4003511 балл
-
В случае рута сброс тока после завершения этапа КЗ в почти в 10 раз медленнее чем в случае колда (примерно от 500 до 900а/мс к 5000-9000а/мс). В колд - процессах перемычка рвется после сброса тока до минимума, а в руте на этапе сброса. Многие колд-режимы это просто переименованные руты, но это совершенно разные технологии сварки, требующие разной элементной базы.1 балл
-
Давно завязал и рад, закончил играть имея 64% побед и полностью фиолетовый рейтинг, пару лет назад. Пароль для доступа к аккаунту опубликовал на нескольких форумах) До сих пор стату практически не просадили1 балл
-
@2 pin, Ну вот и прекрасно усе и как говорит дальнобойщик америки Алекс Брежнев "жизНь удалась!!!" :good: Зы , а присадочку магниевую чуток купите и у аргонщика должно быть все . http://websvarka.ru/talk/topic/7909-prodayotsia-magnievaia-svarochnaia-provoloka-diame/page-11 балл
-
Как только так сразу. Для их полноценной реализации мне нужен некий функционал. Поэтому как только его завезут так сразу и начну, если не буду занят чем-нибудь другим. По поводу созданных процессов, обновления и критики, да продукция Evospark'a. По поводу создания процессов, ежели кто захочет что спросить я смогу помочь в некоторых нюансах. А так же возможно буду иногда выкладывать некие видеоматериалы переноса электродного материала в зависимости от процесса. В планах, например, визуализировать рут и колд. И возможно дать понять что перенос правильного рута не повторить КЗ, тут больше про скорость и тепловложение. А колд не заменить рутом.1 балл
-
1 балл
-
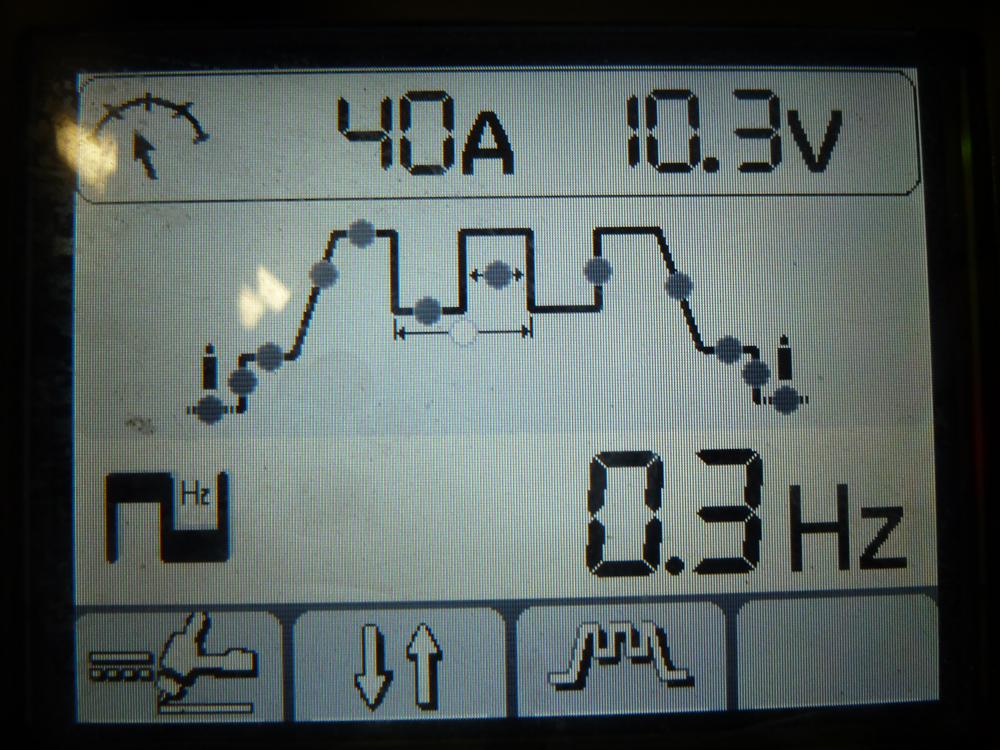
А почему его не должно быть , конечно будет ....... но усе зависит от настройки импульса и да ты прав каждый его настраивает под себя и это нормально .1 балл
-
@selco, нужные параметры я подберу под себя, меня фундаментальные вопросы интересуют, должно ли быть проплавление при сварке своим телом на импульсе? Возможно мне показалось, но даже в той теме что по ссылке, на фото полного проплавления нет, только до следов побежалости. Или оно там такое что даже шва не видно? Я в принципе и исходил из того что на нерже нужно увеличить пиковый ток, но при этом уменьшить коэф. заполнения, но вот что-то не смог нужные настройки подобрать, клиент еще над душой стоял... терпеть ненавижу так работать1 балл
-
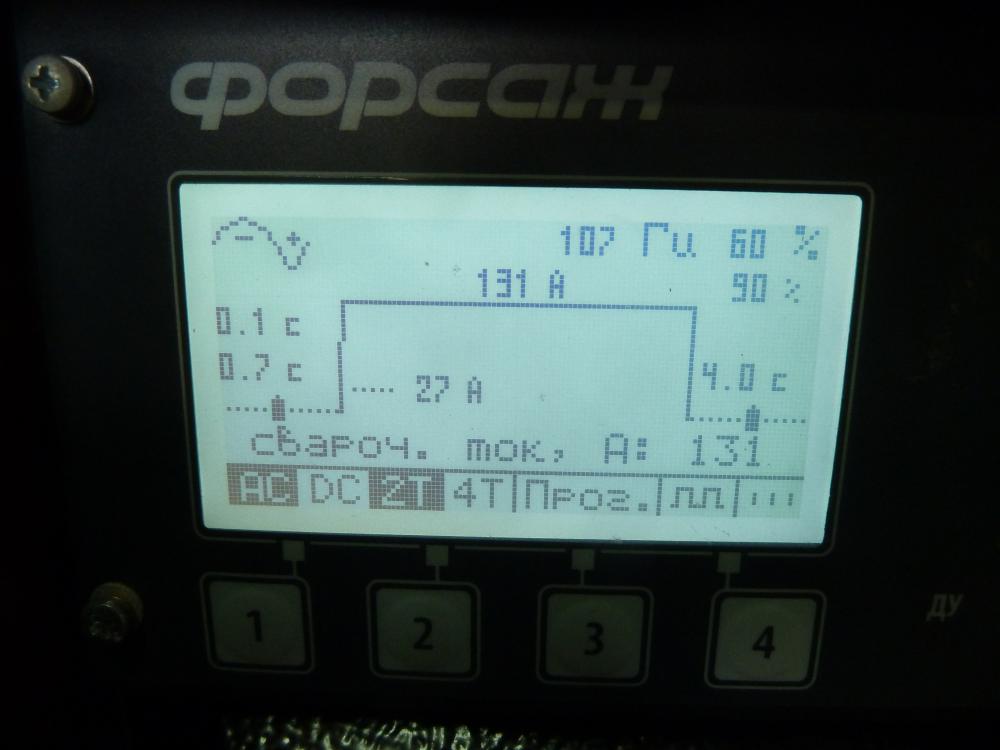
Поддув увеличить однозначно ,,,,, + может поднять пиковый ток но при этом изменить "коэффициент заполнения " и убавить Гц ( Зы какая то хрень) вот на Селко просто импульс-пик и % его действия от 1% до 99% и усе просто , на Форсаж в сек тоже не плохо . Вот тут посмотри и следующую страничку захвати . http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=221144
 1 балл
1 балл -
1 балл
-
1 балл
-
1 балл
-
Для любителей финской техники


 1 балл
1 балл -
Толщина S-15мм 125-135А Резал, варил. Отверстия 55мм. Видео заказчика: https://vk.com/video493250595_456239023

 1 балл
1 балл -
на ДР был заказик позавчера отдал кимоно на тотами, листовушка 3-ка и немножко прутка 10-ки чуток фантазии
 1 балл
1 балл -
1 балл
-
1 балл
-
На сколько я выяснил, что защита от сопла на столько хороша, что это влияет негативно на сварочный процесс, таким образом приходится уменьшать подачу газа до минимального значения, дабы допустить не большое влияние нашей среды, которой мы дышим, что бы стабилизировать пере плавление. Мой газ при испытании на придуманном сопле для нержавеющей стали 98 А-2 СО 2 Условно я уже понял, что мне нужна для такой модели сопла другая смесь газа, либо увеличение кислоты, а это нужен спец редуктор для подбора смесей в процентном соотношении. То есть не хватает раскислителя. Так же им может являться и чистый кислород. Есть такие выведенные пропорции 94 А и 6 кислорода. Модель требует тщательного подбора газа и если удастся подобрать, то для любого предприятия эта идея будет высоким качеством, экономичностью и более высокой скоростью сварки. Вол и смотрите сами, стоит ли показывать не готовое решение?! Мой взгляд и моя проповедь только о том, что сам испытал и проверил. Так что суды и криво толки бросьте. Вы плохо подумали обо мне. Так же пишут некоторые с ютуба, что я что то скрываю, на рассказываю, как и что стыковать. А ведь в теоретических роликах начальных все уже показал и рассказал, но они их не смотрят, там я просто болтаю и показываю схемы и картинки, так считают многие. Так что проще обвинить другого, чем самого себя. Вот смотрите, когда я читал Библию, там есть весь род Давида, кто кого родил, про Левитов и другое, это покажется всем такой тягомотиной, но я даже этого не пропустил и все прочитал, как бы не зевалось, как бы не хотелось бросить. Инструкцию следует читать не с середины или конца, а с самого начала. Но что бы ее создать, изделие следует испытать.1 балл
-
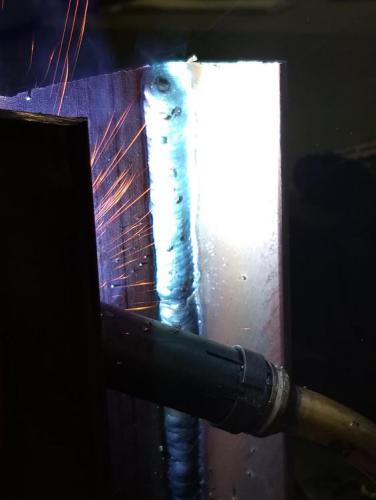
Сегодня еще лучше заварили tig, фото не сделал еще. Полуавтомат прошли нижние Т , вертикальные с верху вниз, потолочные Т и вертикальные снизу вверх к вечеру начали и кончился день. Смотрите, что могут пацаны у меня без опыта и без брызг Довольны они, как слоны







 1 балл
1 балл -
Или там где я клонирую себе подобных и даже лучше. В себе нахожу ошибки и в клонах их устраняю и часто они даже лучше чем я и этот факт меня радует весьма, так как то, что мне дано, передалось и приумножилось и радость моя в этом совершилась. Отдам Господу 5 талантов, которые когда то вручил мне, которые не закопал, а приумножил.1 балл
-
И про себя не забыл в "настройках mig". Это к тому сказано, что изучив сварочную ванну смогут многие так настроить, как и я ) На электроде так же много разных тем есть, пока не забыл еще Про камеру говорить не стану, честно, даже стыдно, но добился от такого высокого результата съемки, правда ушло полгода Дорога да, но профессиональная техника всегда заряжает, особенно мощь1 балл
-
Многие работают с треском и брызгами. От этого не приятного факта избавлялся на разных аппаратах, даже без синергетики и пульса, только настроить сложнее. Чистые вертикалы не снял на трубе, что то отлетело с головы. В отличии от нижнего положения 160 А, на вертикале выставлял 95 А и снизил V. на дуге на две единицы, так контролируемо получилось, что все забыл, что важный материал и надо бы снять ) все варил и варил и порой казалось, что электродом шпарю и разницы нет.1 балл
-
Все фото не грузятся. То, что смог загрузить.





 1 балл
1 балл -
Резал кружки из нержи.делал поддув. Далее все проклеивал скотчем, сделал подпорку.

 1 балл
1 балл -
Только закончил, пойду спать. В 12-00 буди встану и взгяну, что напилил. Тема нужная, сказал бы самый жир. Но решать Вам.1 балл
-
selco я специально вытащил именно эти комментарии сюда, но не для того, что бы потешится и высмеять Сережу, а во первых показать, что когда все мы приобретаем какой то большой опыт и знания не гордились этим, а оставались прежде всего людьми без короны, без я 35 летнего друг перед другом и без оскорбления коллег, которые, как на газе подают присадку, учат еще других, а сами ничего не знают и т.д. со слов Белова Мне пришлось работать с ним от второго лица, что бы не ломать его самолюбия и короны 35 лучевой, иначе этот разговор принял бы другой оборот и привел к спорам. Действительно странно, но перед его комментарием меня пригласили на один из заводов провести лекцию и показать на практике, как работать с 1 мм 304 стали. Все что написал Сергею, не солгал, но только писал от 2 лица, что меня учили и коллег и все что тот профессор сказал, то это действительно было сказано. Парни и начальство были действительно удивлены, решения по их теме были найдены и предоставлены, так же присадочные материалы, сопла и многие другие плюшки поддува показаны в деле. До этого они ездили на Есаб, но там не решили их проблему, предупреждал, что зря съездите. А Сережу ввело в ступор то, зачем иглу то пинцетом подавать?! просто на фармацевтике на очень крутых фармацевтических заводах есть лаборатории по анализу продукта, который поступает к ним из сосуда прямо в лабораторию по очень тонким трубкам, толщина их колеблется 04-05, свариваются они исключительно на орбитальной машине, иглы для такой сварки, то есть вольфрам заточены на заводе и сложены в специальную упаковку с пинцетом, так как жир с пальчиков, ворс перчаток или кожи могут остаться на игле, что приведет в движение и гуляние дугу и точной сварки, которая должна пройти безошибочно попросту не выйдет. Белова этот факт удивил и он не смог его оспорить, на что спросил, сколько берет денег этот профессор за такую лекцию, но до этого еще добавил Сереже, что позвонил (профессору) и спросил, где он работает, тот так же сказал, что не скажет (так как Сережа тоже не скажет) Народ, вот здесь и кроется суть, точите вольфрам хорошо, полируйте его. Что бы работать правильно с тонкой сталью, она должна быть заводской, не жирной либо обезжиренной, так же и вольфрам должен быть полировано заточенный. Лучше применять для таких красный вольфрам WT 20 так как он держит лучше всего заточку острия иглы и с ним комфорт ней работать. Знаю, какой вопрос последует за красный вольфрам Так же мгновенные прихватки 0.1 секунды вспышка при 90 А ставит четкую белую прихватку на 1 мм стали без шанкера с обратной стороны, но об этом Сереже не стал рассказывать, что нужен к такому подходу правильный сварочный инвертор, думаю иглы и пинцета ему хватило. Начал ездить я в турне по заводам, объехал три, два в россии, один в Белорусии и один еще на онлайне в городе Львов, Украина, онлайн работу предоставлю в фото на стыках. Суть лекций заключается в том, как правильно работать с нержавеющей сталью. В нее входит теоретическая база с фотографиями, схемами стыковки, различные виды сварки, прихватки, настройка импульса. а так же практика по обучению 2 дня. Положительные результаты увидите в фото уже не моих стыков. Так вот, что я заметил, руководителей просто трясет и они начинают просить, что бы коллеги тут же сделали то, что показываю я и просят меня о такой функции, что бы мгновенно им передал и они тут же изобразили то, как сварил я. Но это же труд тренировок, я же не Бог вносить знания и физические данные во мгновение ока другим. Вот тут и появляется жаба платить, дескать ты вот все показал рассказал, а мои не могут так, а деньги платить надо и отдавать тут же жалко по уговору нашему становится молодцы командиры, хрустальный мост за ночь хотят выстроить Но проходит время и создаются такие изделия, сварка без деформаций. На всем фото город Львов по онлайн обучению, все стыки выполнил один из лучших моих учеников. Сила в том, что человек лично меня не знает, лично с ним в живую не работал, но через онлайн по переписке, а так же канал Ютуб он сделал то, чего не достигли многие. Приезжали представители из Европы с Германии и вынесли вердикт, что отличная школа сварки. Вот так и у них появились заказы и работают на Европу, а там и цены на изделия выше. Приятного просмотра.














 1 балл
1 балл -
Просто лист в середине все ровно следует закрепить. В моем случае всегда делаю перемычку из уголка. Лист сверлится в 2 местах, присмотритесь на фото, где стол стоит отдаленно, там есть кружки зачистки. Лист приваривается к уголку(перемычке) Пробовал с низу прихватывать, ерунда, лучше сверлить и на малом токе, прижав лист плотно, прихватить вначале, потом варить тоже на малом токе и постараться за под лицо. Потом машинка с новым кругом шкурочным, слегка подшаманив место сварки, берем скотч брайт и толстым пальцем крутим туда сюда. Получится симпатичный кружок. Только сверлить эстетично, соосно и строго по размерам центра.1 балл
-
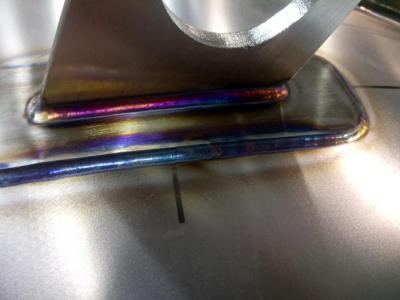
Еще вчера узнал от одного человека, монтажника, имя ему Сергей, как работают англичане при стыковке и сварке труб. Так как гибкости и смелости к экспериментам у меня не занимать, решил попробовать. Как известно, нерж. сильно тянет друг ко другу при сварке корневого шва и многие прибегают к зазору в 5 мм, стягивает в конце бывает до 2мм. Итак, у нас 7 мм толщина, нарезаем проволоку, как на снимке примерно 12-15мм(у англичан в мешочках готовая) и прихватываем в наше притупление, как на снимке в расстояние не меньше спичечного коробка(дедушкино) друг от друга. Проволока вдоль стыка между кромками очень хорошо держит зазор, это есть Вам и корректный зазорник, это есть и чистые прихватки, которые не надо вырезать, и при сварке, просто не надо подавать проволоку, а просто дугой сплавлять ее в сварочный корневой шов. Зазор держит четко 3мм, ПРОВЕРЕНО!!! Кстати с бумажным скотчем тоже нет проблем по заклейке стыка. Варил поворотную, где начал, там закончил, стык увело в 1мм., проверено угольником. Не поворотную, с 6 на 12 тоже нет проблем, зазор держит. Применял 2 способа сварки корневого шва, 1 в слепую, тот, что более ровный, второй с прожиганием кромок, как на снимке и сгон присадочной проволоки в сварочный шов. Облицовка не очень ровно получилась не спал пару недель нормально из-за храпуна. Вопрос решен сегодня в мою сторону. Сергею спасибо, в славе сегодня он , ну и англичанам











 1 балл
1 балл -
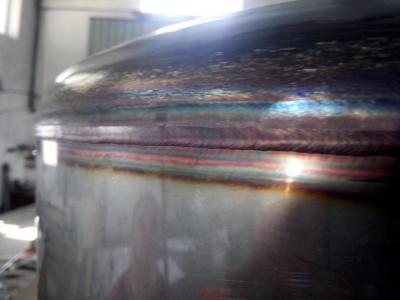
Возьми попробуй. Задутая труба,около 12 давление на шариковом манометре, Ну 10 минимум и выход газа мм 6, как на стандартных резинках, если нет их. Газ в трубе не дает металлу возможности большого валика, если правильно создано давление, то шов идет внутри заподлицо. Еще следует учесть сопло на выходе 12 с распылительной сеткой для хорошей защиты ванны. Подавать присадку М-ку прямо в центр ванны,скорость подачи приличная,проволока уходит быстро, ведь идет на корень заполнение и сразу же ложится лицо. Подобный вариант сварки хорош для не поворотных стыков с 6 на 12. Переломов нет и перегрева особо тоже нет. У меня в настоящее время нет к сожалению такой работы, как будет, сразу же выложу стык на половину готовый и разделку. Добавлю, проволоки уйдет ровно столько,сколько нужно при подаче, так как уже говорил, давление газа в трубе не даст вылезти металлу без ограничения, таким образом подача придёт в заполнение и облицовку.1 балл
-
Говорил про то,что не надо на 4 сектора делить,когда 2 острых кромки упираются друг в друга. Таким образом Вы сможете с потолка на 12 выходить без проблем и трубу не ломает. Проверенно! Ну а на счет сырой тряпки, то нельзя чернуху мочить, а нерж. Можно, нет проблем. На свойства металла это ни как не повлияет в худшую сторону.1 балл