Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2020 в Сообщения
-
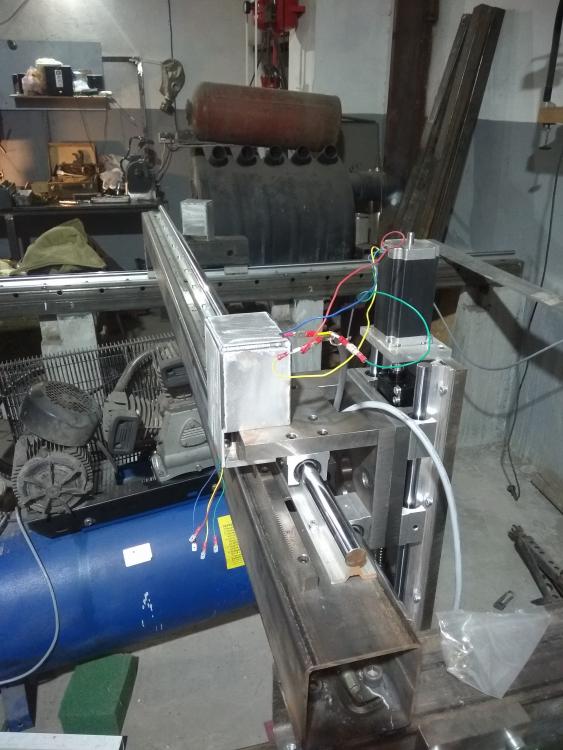
Вчерашний будень . И так с утра притащил "свояк" (двоюродный брат моей жены ) компрессор то есть часть его , стояла голова у негго от ГАЗ66 и помер от времени . Надо сколхозить Зил130 ,,,,, сколхозим . В общем отрезали все старые железяки ржавые , ну и при колхозили , прихватки ТИГ делал и не охото было ПА перезаряжать , ну и пришлось бы перезарядить и обварка им , но тут звонят с Грузового и говорят помоги пареньку из Татарстана , потекла у него рампа . В общем поехал в Грузовой а время уже 20.00 , приехал паренек маленький - худенький и молоденький , в общем сняли рампу и он говорит ее уже варили и на 5000км хватило и опять лопнула и вообще это болезнь Газонов-N (во название придумали черти чо , вот раньше усе просто и легенды времени ГАЗ51 , ГАЗ66, ЗИЛ130 , и похоже ГАЗ N легендой не будет ) и все мучаются . Взял рампу ну по весу увесистая и толстостенная и давлением рвет - странно усе это . Сварил и опять в Грузовой , в 23.00 завели усе путем , и вОДИТЕЛЬ- мальчишка говорит останусь ночевать и в душ схожу отмоюсь ну и в свой "скворечник " чо на крыше кабины .
 9 баллов
9 баллов -
5 баллов
-
Порошковая покраска дисков ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
5 баллов
-
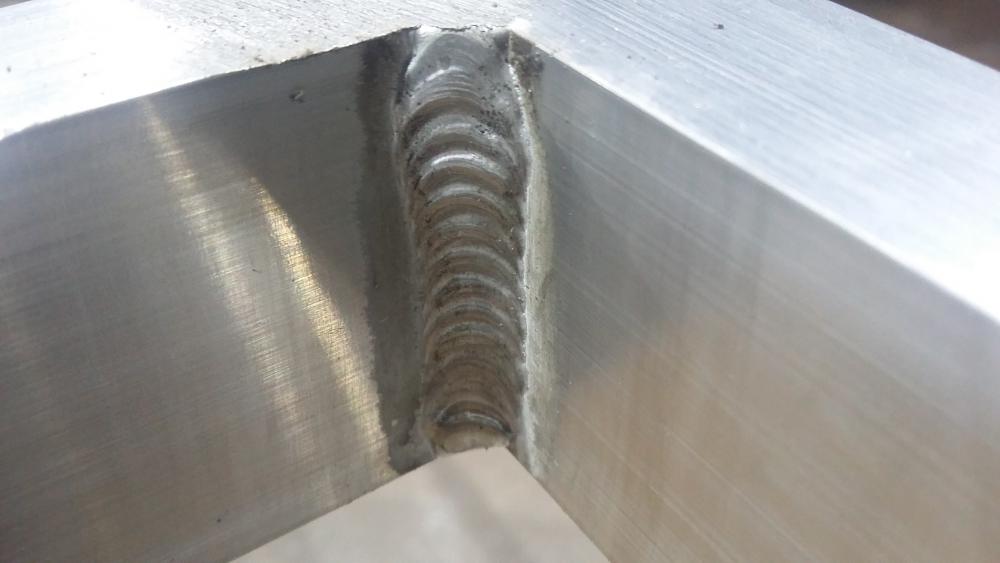
фото швов по алюминию.проволока 4043. 0.8. дабл пульс. материал ад31. там где приварен лист.дрогнула рука .но и я не робот. лист кстати ВД.вторичка.условно вариться. для моих потребностей за глаза.тигом раньше конструкцию варил 5 часов.этой машиной 2 часа. пропью.!!!!! :crazy:
4 балла
-
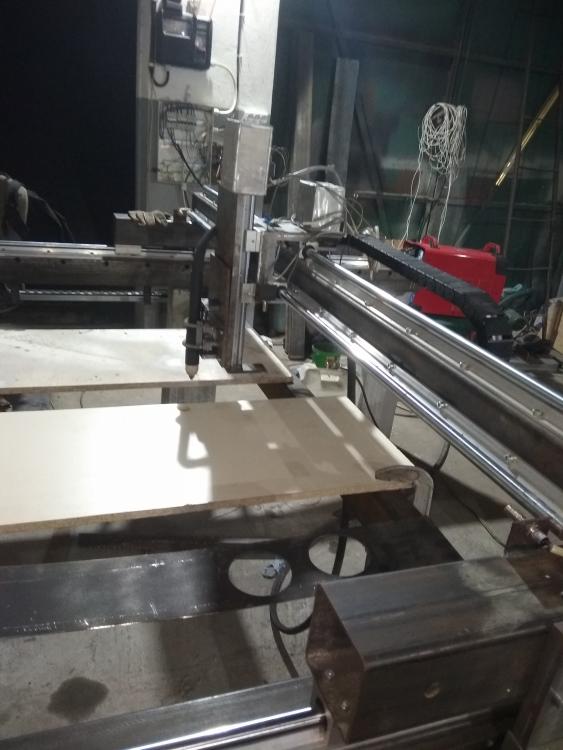
Драсьте.Кто сказал,что у нас станкостроение умерло?В целом уже ездит и режет,но нужно окультурить все,доделать стол,вытяжку и т.д и т.п.Запилили две съемных головы- плазменную и фрезерную по дереву.Фото в разнобой и на разных этапах постройки .Источник- Эдон кат100, в кадр не попал. @ВлаДон,Контроллер высоты плазмы https://www.ebay.com/itm/HP105-Height-Torch-Controller-THC-For-CNC-Plasma-Arc-Voltage-Cutting-Machine/383617390428?epid=1183939399&hash=item595160d75c:g:rKUAAOSwx0hdAiDE. Набор шаговиков,драйверов,контроллера,БП. https://www.ebay.com/itm/Wantai-EU-Ship-4Axis-Nema23-Wantai-stepper-motor-270oz-3A-4Leads-CNC-kit/140906382563?hash=item20ceacc4e3:g:0ngAAMXQ3kRQ9PI6. Конечники https://www.ebay.com/itm/5mm-Inductive-Proximity-Sensor-Switch-Detector-PNP-NO-DC-6-36V-3-Wire-PR18-5DP/264416870922?hash=item3d9079420a:g:VjsAAOSweTRdQyvg Шо узнал,то и скидываю,как обещал. Рельсы можно разные использовать. Подарил ещё хороший человек такой трупик,если кому интересно буду освещать процесс переборки,т.к это дело не по специфике форума.Катастрофически не хватает времени ...
4 балла
-
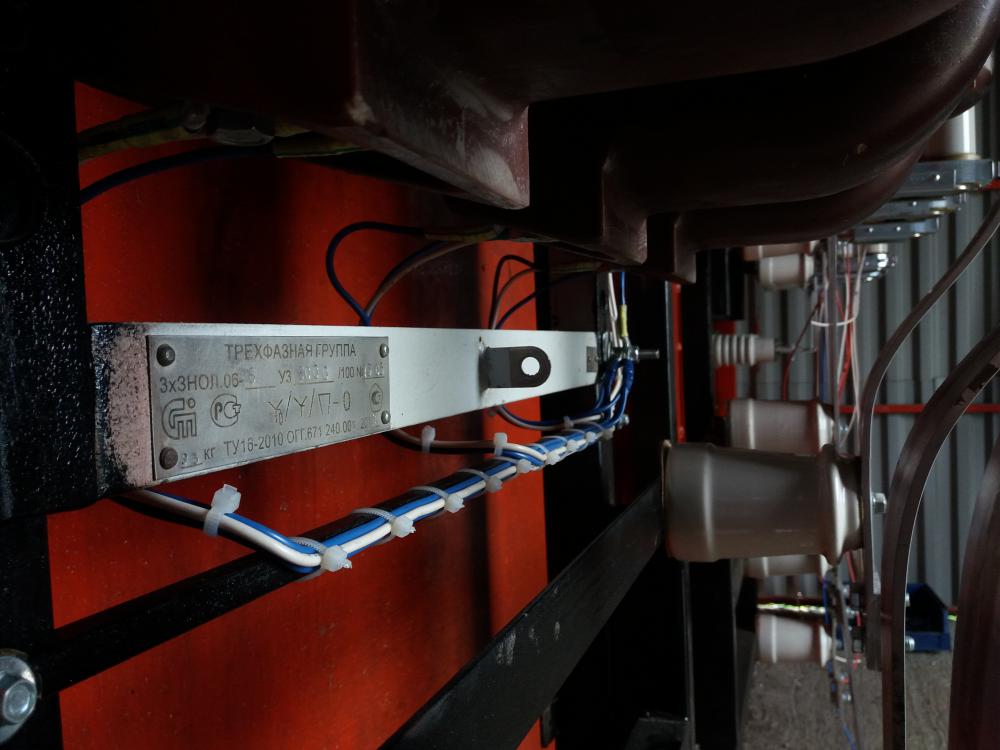
Пока не получается, встало на ручник (временно отвлекли). Но могу описать процесс. Наш "театр" начинается с вешалки, на которую повесили автогазовай выключатель нагрузки и предохранители (общие). Получилась входная группа: Ну это конечно не считая "скворечника" (вводного узла с проходными изоляторами и защитными разрядниками). Со входной группы поворачиваем на группу высоковольтного учета: Трансформаторы напряжения, тока, и их низковольтные провода. Ну и вся группа целиком, с пары ракурсов: Горизонт завален (к счастью это только на фотографиях). Так же я пролоббировал вынос шинопровода в трансформаторную камеру, это многократно упростило мне расшивку: Его сверху видно. Главная проблема была в том, чтобы уйти с учета на размыкатели трансформаторов, а те стоят по бокам подстанции... Ну это мелочи, удалось выпутаться по простому. К опорам шинопровода, честно говоря, был применен перк "кривые руки" второго уровня, это вызвало наложение геометрии Лобачевского на нашу реальность. Выправлять не стал, даже и не спрашивайте почему. На функционал не повлияло, а перед собой мне стыдно не бывает, тут уж извините. Пара общих видов: Здесь видны коммутационные группы трансформаторов, и проходные изоляторы в трансформаторную камеру. Левая группа в процессе сборки. Подвод к трансформатору, проводом, но с зазорами превышающими требования к шинам, по этому можно. Да и ток маленький, всего сорок ампер. Решетки отгораживающей подводящую шину пока нет. Немного "цветовой дифференциации штанов": И это куда как не конец, это только середина. Еще нужно доделать холодную сторону, группу коммутации резерва (генератор), и компенсацию реактивной мощности. Да кто же мне по серьезному разрешит? Там в пределах километра идут две линии, на 35 и 110 кВ, но нам это не доступно, у нас только "шестерка" под боком... P.S. Блин, на перегоки пишем? P.P.S. Еще одну забыл: На ней уже и скотч снят, и начали стойки шкафов появляться.
4 балла
-
Достался сегодня вот такой аппарат. Буду описывать опыт работы с ним. Если есть какие дополнительные вопросы, которые нужно осветить, задавайте. Пока сегодня отбил его от сварщегов, пока не сломали. Покрутил немного.3 балла
-
У меня тот рессивер на котором установлен сам компрессор(рессивер от камаза)- чисто в качестве влагомаслоотделителя.Основной рессивер вот.От него уже запитана вся пневмосистема мастерской.Он около 300 л.От Белаза опять же))) Кстати, по Нексту: если давление в рейле превысит норму 50 раз-блок управления уйдет в каматоз и вывести его оттуда можно только перепрограммированием.А это стоит нехилых денег. У нас на предприятии много машин с системой СR, я по совместительству моторист-диагност. Да и сам по служебным делам ездию на летучке с подобной системой.Так что с комон-рейлом шутить не стоит! Вот моя ласточка.
3 балла
-
Рейл рвет из-за неисправности ЭСУД.Например если на работающем двигателе пропадает сигнал на регулятор потока установленный на ТНВД.Аварийный клапан может не успеть сбросить давление.Так что пускай тот хлопец дует на диагностику пока делов не наделал! Теперь по компрессору: Валер, к зиловской голове нужна система смазки и система охлаждения.У меня смазка сделана так: в крышках шатунов просверлены отверстия и картер заполнен маслом.Шатуны набегают на масло и попутно разбрызгивают на стенки цилиндров.Система охлаждения у меня термосифонная: просто приделан бачек выше головы компрессора и двумя шлангами соединен с головкой.Три года уже эксплуатирую нещадно сей девайс-полет нормальный.
3 балла
-
@Kondor416,если не сложно сделайте фото с настройками меню,под тип проволоки,металла,если таковые есть,и конечный результат настроек,в виде швов на изделии,с величайшим уважением.3 балла
-
разница в 500р, а это и возможность задуть и возможность заменить колбу в случае "само поломалось" и да, я бы взял с подогревом, типа редиуса что нибудь, дешево и весьма неплохо3 балла
-
@Павел163, наплавил, отдал
3 балла
-
Никогда этого не будет
3 балла
-
Кстати, что касается питания моего компрессора(и не только компрессора). В свое время я изготовил из 4 квт э\двигателя преобразователь.Теперь запускаю его и имею в мастерской почти полноценные 3 фазы 220 В.Электродвигателя потребителей подключаю треугольником.Никаких конденсаторов, потерь мощности, нагревов обмоток.И главное: уверенный пуск под нагрузкой. @selco,Ну мне то Валер проще: у нас эти компрессора используются на Белазах и достать новый не проблема.А вообще плохо их стали делать по сравнению с СССР: хона нет от слова совсем, шатуны без вкладышей-алюминиевые, сборка-как попало.2 балла
-
@Kondor416, тады ой2 балла
-
@Kondor416, Тянет, но только в знающих руках. Начинающему будет очень тяжко с ним совладать. Если конечно в нем есть режим пульса, я не силен в модельном ряду авроры. Есть подобная машина, в когда-то дружественной конторе. Но я уже точно не вспомню, такая же морда у него или с отличиями, варят им там только люминь.2 балла
-
Хорошо, в течении недели постараюсь сделать.Минус первый. Абсолютно дебильная инструкция, с кривым немного переводом. Минус второй, постгаз не регулируется, по дефолту 3 секунды, а предгаз... Что такое предгаз? Его вообще не упоминают.2 балла
-
С Вашими то знаниями и уменьями... уверен что есть люди, готовые делиться денежкой за освоение, только не знают к кому обратиться..2 балла
-
Сергей , это я не для того чтобы тебя как то задеть ,,,,, просто для мотокросса на заводе точили люминьку постоянно и первоклассные токаря да и станки и бывало даже на ЧПУ и вот Д16 всегда матовая была . Ну и теперь понятно и все же ближайший аналог и заметьте "ближайший" а не полный Д1Т и это отличается от Д16 Т и довольно кардинально , ну а Алюминий 2017 Т4 может отличаться от обоих и довольно кардинально .
2 балла
-
Я с той точки зрения что он может запутаться совсем [emoji846]А так то да, согласен с вами.2 балла
-
Для этого есть тема, помогите настроить П\А. Там все ваши вопросы не раз разжевывались и пережевывались. Дергаться может от разного. Тормозной механизм, на оси, куда одеваете катушку. Его надо тоже УМЕТЬ НАСТРАИВАТЬ. Ну да не об этом. Причин дерганья может мильон. Например катушка у вас теперь просто поджимной гайкой не поджимается и катушка при вращении болтается. Значит надо подложить что-то. Плюс проверить правильность роликов, что канавка правильно выбрана. Т.е. если у вас катушка дергается, а ролики прослаблены, то дергание стало влиять на равномерность подачи, т.к. в роликах проскальзывание. В общем, одно цепляется за другое. По поводу газа, т.е. л\мин, я не спорю и ни когда не буду этот вопрос подымать. Расход конечно надо по ротаметру смотреть. Есть карманные (250 р за штуку), есть с редуктором. А остальное это уже как цвета фломастеров, каждому свое. Но 5\мин на таком сопле, даже как у 15-ки горелки, это мало, катастрофически мало. Что такое 5 л\мин? Если чистое СО2, то https://udarnik-truda.livejournal.com/9720.html И еще на заметку: http://промтехгаз.рф/na-skolko-khvataet-ballona-uglekislo/ О катушке и проволоки: нужна рядная намотка. Намотка виток к витку, позволяет уйти от ряда проблем. В дискуссию вступать не буду, хотите верьте, хотите нет. Катушка должна фиксироваться и чем плотнее тем лучше. Тормозной механизм нужно настроить на новой катушке, так: начали варить и отпустив кнопку, у вас не должно произойти прокрутки катушки по инерции. Если прокручивается, тормозной механизм зажимаете, если не прокручивается, отпускаете и так отрегулировав, вы снимите избыток нагрузки на подающий механизм. И улучшите равномерность подачи.2 балла
-
Точили из прутка марки 2017 Т4 (Д16). Исходили из того,что на первую горловину была задача сделать высотой с крышкой 32 мм,т.к. в том тракторе\грейдере места было в притир. А место сварки было впритык окружено другими алюминиевыми патрубками вход\выход.Поэтому и пришли к решению резьбового носика,чтоб мог подлезть соплом. Варил 4043. Варится отлично. Замечаний нет.Со времени ремонта первого радиатора прилично времени прошло и так как такую технику просто гробят,то давно уже бы прибежали с претензиями. Потом похожиеаналогичные радиаторы начали мне таскать и всё делаем из этого материала.Странно,но у всех одна болячка от от людей - горловина,то примята,то вбок сбита. Одна вообще вырвана была .2 балла
-
@Miners,
2 балла
-
Это из черной . Сергей , вот не слухаете вы меня а зря,,, ну как хотите в принципе и мое предупредить. . Вот смотри бак был у матери в бане вмурован в кирпичную печь сам лично варил 3мм 12Х18Н10Т , так вот всегда с водичкой и как же без нее топить . Пять лет простоял ну и потом потек . в общем печь пришлось сломать чтобы вытащить его и пошли другим путем и в кирпичную не стали замуровывать да и от кирпичной печи отказались и перешли на металлическую из чернухи . дА бог с ней с печью и речь про нерж , так вот теплопроводность у нее не какая и по сему ее корежит и вертит и швы рвет а вы про 2мм порвет , впрочем вчера еще отписал . У матери вот его бак и с водой покорежило и шов все таки через 5 лет лопнул , да и это не все после я из этого бака дождевые сливы сварганил и вот сразу заметил когды еще пилил бак и в некоторых местах и ясно где огонь лизал его особо жестоко и вода не помогла , нержавейка изменилась в цвете да и пилилась заметно по другому от мест где она была в первозданном виде и в основном пострадало дно , а вверху же водички полметра слой , не помогла водичка теплопроводность не та у нерж . Вот теперь дождевики-сливы из нее сделаны и отчетливо видно где порченная огнем нерж и не успевала она отдать жар водичке и он был сильно велик для нее ,,,,, и живые куски и это боковины бака где огонь в скользь лизал ее и нерж успевала отдавать тепло водице.
2 балла
-
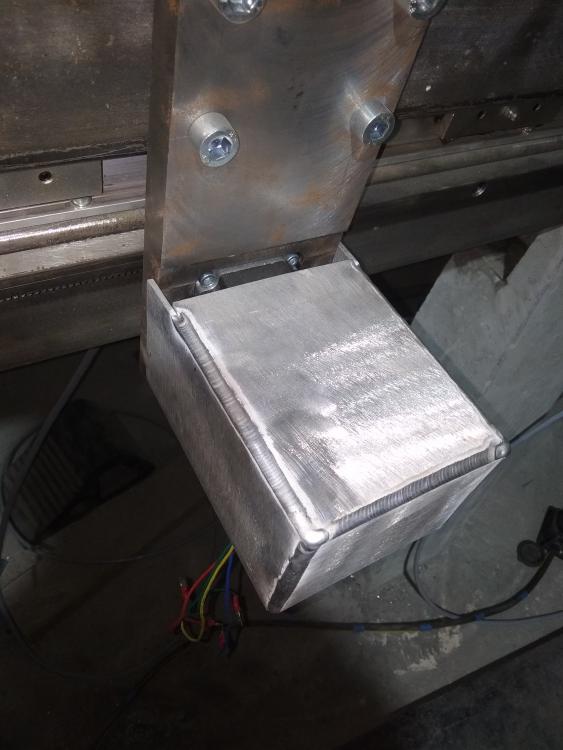
Это клиентское изделие, как и 99,9% изделий в покраске. Мы не выбираем цвет. Цвет и фактуру задает клиент, поэтому ящик красный. И сайлентблоки тоже красим вместе с тягами по требованию клиента. И много еще всякого приходится делать не так как "правильно". Потому, что клиент хочет именно так, а не по другому. А упираться и что-то доказывать просто нафиг не нужно, так как в этом случае ты из исполнителя становишься конструктором и несешь ответственность за свои советы и решения, а значит и крайним будешь тоже ты.2 балла
-
Отопительная установка создана.Дальше установка радиаторов, насосов и тд. Но это уж не моя головная боль.
2 балла
-
@selco, а цельнотянутая труб сама получается? Валерий, все дорого1 балл
-
@Kondor416,я к тому,что если создали тему,то наверное лучше полный обзор на него сделать,начиная с меню и заканчивая конечным результатом,так сказать определить все плюсы и минусы,а потенциальный покупатель сможет сделать свои выводы на конкретном и понятном примере.1 балл
-
О есть такая электропила и даже трудится иногда, только тяжёлая зараза, но походу развалится шина, а мотор будет работать.1 балл
-
это у вас просто трубы от 100 диаметра в ссылке выше у спец сталей цены за кг а не за метр1 балл
-
@gonta, Жека шатуны просверлены и сделано по типу вот этого парня ,,,,, не ни я делал и свояк с этим сам справился я ему только "бобышки" приваривал ну это давно год назад , он чувствовал что компресс 66 накрывается и подготавливал 130ГО Охлаждение , шланг с насоса просто втыкать будет и он не часто колеса качает .1 балл
-
Пульса нет.1 балл
-
Вадим "изощренный ум" свояка . ,,, мотора нет а покупать новый ему тоже не охото и интерс сколь стоит сейчас электромотор 2квт. А чо нормально пускается , кстати УШМ 2квт и вот на ютуб спецом смотрел чо ставят и в основном моторы 2квт меньше не потянут. Кстати УШМ нормально запускает компрессор . пробовали сегодня ,,,, ну и может обороты поменьше будут чем у электромотора и качать подольше будет но свояку не беда и ему колеса на тракторе КАТ подкачать иногда , вот странно хороший трактор а компрессора своего не имеет , наш Беларусь даже Советского исполнения имел в комплектации свой компрессор , на тормоза ему не нужон воздух и если только на телегу , остальное гидравлика но компрессор поставили инженеры СССР и дальше глядели чем кап. инженеры . ЗЫ вот кстати свояк сегодня еще притащил от электропилы мотор и да этот мощнее и говорит болгарка "крякнет" и этот воткнем ,,,,, воткнем но говорю вряд ли болгарка так быстро "крякнет" .
1 балл
-
чота шляпа какая то! вот например цена в спецталях.... 50,8х3,0 труба нержавеющая (TP 316L, EN 10217-7, TL, матовая) 5 м 1 309 руб. метр мало1 балл
-
1 балл
-
Пасту жрать точно нельзя Пасты очень агрессивные к железу, состав кислот и флюсов я не знаю, все это легко смывается. Трубы же паяют для водопровода, а воду потом едят, значит можно и кастрюли паять ) .1 балл
-
1 балл
-
@brat_h, по поводу проваров, или непроваров есть чёткие параметры, и они указаны в госте на сварные соединения. Если в данном случае никто не собирался выполнять шов по госту, то и претензий к глубине провара быть не может никаких. Визуально мы видим, что геометрия шва не нарушена, то есть шов по всей длине не имеет изменений геометрии. В зоне сплавления мы не наблюдаем подрезов и наплывов. Единственное к чему можно докопаться, это излишняя чешуйчатость. И всё. И кстати очень кстати тов. @niis2008 выложил свои швы -- поверьте, у него там провар на миллиметр больше, а то и на два, если делалось без разделки. Задача нормального проектировщика на производстве и на стройке создать такую конструкцию, которая понесёт расчётную нагрузку без применения гостовских швов. Иначе это производство далеко не уедет, да и стройка рассыпется. Думаю не надо вам объяснять как делают разделку на стройке, как соблюдают катеты, и зачищают металл от ржавчины на 20 мм от шва. Так же и на производстве -- если я начну разделку делать на каждой детальке, а их 160 штук, то производство встанет. А без импульса смогёшь так же?1 балл
-
Зачетно!Профиль какой толщины металл и какой размер?Просто я тут подумал если сядут три упитанных женщины-не загнут? Я бы наверное вставил в несущую боковину к примеру завитушку усиливающюю, ну или что-то в этом роде.1 балл
-
Маленько будней, в кадр не попала проушина на люке бочки цементовоза, радиатор кондиционера и слесарно-ремонтные работы.
1 балл
-
@ugaida, остановись! Негатив лей в личку, если что зацепило. К заполнению профиля чего придираться, посчитает человек нужным, заполнит. Полезную инфу черпать, мне например по фигу от кого. Нас миллионы, и всех под одну гребенку не вычешешь. Флудит или троллит пользователь - это косяк! Но во всей другой адекватной беседе, чего лезть на рожон?1 балл
-
Региональный сетевой магазин электроники)))
1 балл
-
Пайка алюминия: припой, флюс, горелки 21 Июня 2018 От Мастер Пайки 9 комментариевк записи Пайка алюминия: припой, флюс, горелки Инструменты для разборки телефоновЗдравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали! Почему алюминий плохо паяется?Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии. Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется. Лучший трубчатый припой Kaina Как удалить оксидную пленку?Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического. Осаждать медь или цинкХимический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор. Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать. После осаждения медь или цинк лудятся без проблем стандартными флюсами. Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ. Использовать масло без водыВторой по сложности метод заключается в удалении оксида алюминия под масляной пленкой. При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве. Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку. Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения термовоздушной паяльной станцией. Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом. Паять активным флюсомСуществуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии. В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз. Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути. Флюсы для пайки алюминия Паяльная станция Hakko 936 с набором инструментовРассмотрим все распространенные флюсы для пайки алюминия. Канифоль Да, канифолью можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же. Порошковый флюс Порошковые флюсы для пайки алюминия часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие: Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.Жидкий флюс Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником. Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.Есть и другие жидкие флюсы, но перечислять их не буду — все должны быть в равной степени хорошие.Припой для пайки алюминияПрипои для пайки алюминия часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу. Припой HTS-2000 Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно. А вот реальный опыт пайки припоем HTS-2000. Припой прилипает плохо по началу, но потом вроде бы даже взялся. Проверка давлением показала, что место пайки травит. Есть мнение, что HTS-2000 нужно паять только с флюсом. Выводы делайте сами. Припой CastolinПрипой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam 190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов. Трубчатый припой Castolin 192fbk в сердечнике содержит флюс, так что можно паять без рекомендуемого жидкого флюса Castolin Alutin 51 L. В видеоролике ниже показан процесс пайки. Хороший припой — можно брать по цене 100 — 150 руб. за пруток весом 10 грамм. Припой ChemetПрипой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков. Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков. Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др. Отечественные припои ПОС-61. А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет. Сравнение припоев для пайки алюминияВ этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве. Другой Мастер сравнивал HTS 2000 с флюсом Fontargen F 400M и припой Castolin 192FBK. Результаты такие: HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора. Универсальный тестер радиоэлементов LCR-T4 Порошковая проволокаФлюсовая порошковая проволока — нужна для сварки алюминия, а не для пайки. Не путайте эти два понятия. Достоинством этой проволоки является сварка без применения газа. Это электросварка для алюминия. Интересная штука, но дорогая. Покажу хороший видеоролик о сварке порошковой проволокой. Паяльник для пайки алюминияПайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали. Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять паяльник с мощностью около 90 — 100 Вт, как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку. Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева. Жало паяльника лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить. Горелки для пайки алюминияКогда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят газовые горелки. Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно. Соблюдайте технику безопасности при работе с горелками! Вот что можно делать с простой горелкой на баллончике. Что лучше — сварка или пайка алюминия?Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек. Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос. Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять. А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято. Как заработать на пайке алюминия?А теперь самое интересное — как и сколько заработать на пайке алюминия. Я открыл Авито и пошерстил стоимость работ по пайке алюминия. Вот что получилось: пайка радиатора автомобиля, холодильника, кондиционера — от 1000 руб.пайка проводов электропроводки — 15 руб. за пайку.ремонт велосипедных рам — от 500 руб.пайка алюминия для пищи, например, кастрюль — от 100 руб.Затраты: Газовый баллончик с горелкой 700 — 1000 руб.Припой Castolin 192FBK — 150 руб. за пруток * 5 = 750 руб.Тренировочный радиатор — бесплатно или за 500 руб. в металлоломе.Желание — бесценно!Бизнес-план: Потратить 2000 руб. на инструмент и опыт Отбить затраты за 2 ремонта. Еще останется на 3-4 ремонта минимум. Рентабельность 200 — 300 %!А теперь обещанное. Вот так примерно выглядел мой радиатор. В этом месте кожух вентилятора от нагрева выгнулся и начал тереть по радиатору. Образовалось три дырки, через которые попер антифриз. Помню эту ночку. Хорошо, что в пределах города был. У меня получилось вот так. Во всей Ростовской области я видел только одну такую же машинку. Однажды в г. Каменск-Шахтинском мы с ней стали на светофоре друг за другом. Выглядело забавно. Вот и всё. Надеюсь, что теперь пайка алюминия для вас не является чем-то особенным. Для вас трудился Мастер Пайки. А чем вы паяете алюминий? https://masterpaiki.ru/payka-alyuminiya-pripoy-flyus-gorelki.html1 балл
-
Цинк и цинковые сплавы. http://metallovednn.ru/zinc.php1 балл
-
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов Класс прочности болтов - ГОСТ 7798-70, маркировка, виды, обозначение Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2. Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%. Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести. Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше. Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие. Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%. Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали). Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности. Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности: Основные марки стали, применяемые при производстве болтов Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей. Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами. Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности. Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов. Параметры высокопрочных болтов В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА. Маркировка болтов по классу их прочности Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы. Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя. Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно. Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции. Стандартное расположение маркировки на болтах Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать: Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности. 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий. Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм. Для производства применяют несколько марок стали. Распространенными считают - 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали. Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности. Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности: 6 — болты выполняют на станках токарно-фрезерной группы;6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;8 — этот класс получат после прохождения термообработки.Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах. Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия. Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006. Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC. Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА. На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ. Точность болтовДругое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм. Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня. prompriem.ru https://pellete.ru/stal/stal-dlya-boltov.html1 балл
-
. Для систем, работающих на фреоне R-134 давление опрессовки находится в секторе 18-22 Бар; для систем на фреонах R-404A, R-407C, R-507, R-22 в секторе 28-32 Бар; для систем на фреоне R-410A давление опрессовки составляет 38-42 Бар. Зависимость давления R134a в автокондиционере от температуры окружающей среды https://24adrenaline.ru/refrigerant-pressure-temperature-relationship Зависимость температуры кипения фреонов от давления Температура фреона, °C: Скачать таблицу в Wordhttp://www.xiron.ru/content/view/10/27/ http://www.xiron.ru/img_article/freon-zavis.png Таблица перевода единиц давления1 балл
-
cталь марки Hardox* – легированная горячекатаная сталь, которая относится к классу конструкционных сталей твердостью от 350 до 650 HB. Изготавливается мелкозернистая сталь Хардокс шведской компанией SSAB Oxelösund AB. В процессе производства сталь проходит закалку и отпуск. Производители сделали упор именно на устойчивость материала ко всем видам износа. Благодаря этому срок эксплуатации изделий и конструкций из Hardox в пять раза выше, чем у аналогичного металлопроката из других марок сталей. Кроме того, эта сталь характеризуется повышенной ударопрочностью и устойчивостью к вибрационным нагрузкам. Металлопрокат, изготавливаемый из стали Хардокс, представлен листами, трубами и кругами. Регламентирует все марки стали Хардокс стандарт EN 10029, а марку HiTemp EN 10029 и EN 10163-2. Марки износостойкой стали Hardox Химический состав Hardox HiTufС Si Mn P S Cr Ni Mo B <0,20 <0,60 <1,60 <0,050 <0,020 <0,70 <2,0 <0,70 <0,005Механические свойства Hardox HiTufТолщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж 40-160 310-370 850 40Химический состав Hardox 400С Si Mn P S Cr Ni Mo B <0,32 <0,70 <1,60 <0,025 <0,010 <1,40 <1,50 <0,60 <0,004Механические свойства Hardox 400Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм Удлинение, % 2,0-8,0 370-430 1100 45 0,38 10 4,0-130,0 370-430 900-1100 45 0,38 10Химический состав Hardox 450С Si Mn P S Cr Ni Mo B 0,18-0,26 0,25-0,70 1,3-1,6 0,015-0,025 0,004-0,010 0,10-1,40 0,10-1,50 0,04-0,60 0,003-0,005Механические свойства Hardox 450Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм Удлинение, % 0,70-2,10 425-475 1250 - 0,47 10 2,50-8,0 425-475 1100-1300 50 0,47 10 3,2-80,0 425-475 1100-1300 50 0,47 10 80,1-103,0 410-475 1050-1300 50 0,47 10 103,1-130,0 390-475 1000-1300 50 0,47 10Химический состав Hardox 500С Si Mn P S Cr Ni Mo B 0,27-0,30 0,50-0,70 <1,60 0,020-0,025 <0,010 1,20-1,50 0,25-1,50 0,25-0,60 0,005Механические свойства Hardox 500Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж 3,0-6,50 470-530 1400 37 4,0-32,0 470-530 1250-1400 37 32,1-103,0 450-540 1250-1400 37Химический состав Hardox 550С Si Mn P S Cr Ni Mo B <0,37 <0,50 <1,30 <0,020 <0,010 <1,40 <1,40 <0,60 <0,004Механические свойства Hardox 550Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм 8,0-65,0 525-575 1550 30 0,62Химический состав Hardox 600С Si Mn P S Cr Ni Mo B <0,47 <0,70 <1,40 <0,015 <0,010 <1,20 <2,50 <0,70 <0,005Механические свойства Hardox 600Толщина, мм Твердость по Бринеллю, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм 6,0-51,0 570-640 20 0,73 51,1-65,0 550-640 20 0,73Химический состав Hardox ExtremeС Si Mn P S Cr Ni Mo B <0,47 <0,50 <1,40 <0,015 <0,010 <1,20 <2,50 <0,80 <0,005Механические свойства Hardox ExtremeТолщина, мм Твердость по Бринеллю, МПа Эквивалент по углероду на толщину 20, мм 8,0-19,0 570-630 0,57Химический состав Hardox HiTemp С Si Mn P S Cr Ni Mo B <0,25 <0,70 <1,60 <0,025 <0,010 <1,40 <1,50 <1,5 <0,004Механические свойства Hardox HiTempТолщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж 4,7-51 350-400 1100 60Марка Hardox HiTuf – сталь твердостью 350 HB, толщиной от 40 мм до 160 мм, шириной 3350 мм. Сталь рекомендована для эксплуатации при пониженных температурах с сохранением высоких показателей ударной вязкости; Марка Hardox 400 – сталь твердостью 400 HB, толщиной от 2 мм до 130 мм, шириной до 3350 мм. Хардокс 400 отличается высокой вязкостью, хорошей свариваемостью и гибкостью, что делает ее оптимальной для проектов, которые требуют сочетания износостойкости и возможности холодной гибки; Марка Hardox 450 – сталь твердостью 450 HB, толщиной от 2 мм до 130 мм, шириной 3350 мм. Сталь отличается высокой устойчивостью к истиранию, при этом сохраняя высокую вязкость и хорошую свариваемость. Изначально Хардокс 450 разрабатывалась для производства кузовов грузовиков. Теперь она востребована там, где предъявляются жесткие требования к ударной вязкости и устойчивости к абразивному износу; Марка Hardox 500 – сталь твердостью 500 HB, толщиной от 2 мм до 103 мм, шириной 3350 мм. Сталь отличается хорошей свариваемостью и гибкостью. Металлопрокат из Хардокс 500 рекомендован к эксплуатированию в условиях тяжелого износа от воздействия твердых минералов и твердых пород. Кроме того, эта марка стали позволяет повысить полезную нагрузку на конструкции и механизмы, при этом увеличивая срок их службы; Марка Hardox 550 – сталь твердостью 500 HB, толщиной от 8 мм до 65 мм, шириной 2900 мм. Эта марка является усиленной модификацией Хардокс 500. Дополнительные 50 единиц по Бринеллю, придают Хардокс 550 дополнительную твёрдость, что увеличивает срок службы изделия, не снижая устойчивости к расстрескиванию; Марка Hardox 600 – сталь твердостью 500 HB, толщиной от 6 мм до 65 мм, шириной 2000 мм. Сталь способна обеспечить экстремальную твердость при высокой вязкости. Хардокс 600 по твердости легко заменяет стальное литье и ковкий чугун. Несмотря на чрезвычайно высокую твёрдость и уникально высокую ударную вязкость, сталь легко обрабатывается, сваривается и режется; Марка Hardox Extreme – сталь твердостью 650-700 HB, толщиной от 8 мм до 19 мм, шириной 2000 мм. Хардокс Экстрим позиционируется, как самая твердая и прочная сталь в металлургии с повышенной устойчивостью к абразивному износу. Сталь рекомендована для эксплуатации при низких температурах и при усиленном воздействии крупных твердых частиц; Марка Hardox HiTemp – сталь твердостью 372-425 HB, толщиной от 4,7 мм до 51 мм, шириной 3350 мм. Сталь позиционируется, как жаропрочная, и выдерживает повышенные температуры (300–500 °C), сохраняя первоначальные свойства. Уникальное сочетание жаропрочности и износостойкости, позволяет использовать Хардокс HiTemp там, где обычная закаленная и отпущенная сталь не может дать необходимых результатов. В то же время, она легко поддается резке, сварке и любой механической обработке. Характеристики и применение стали HardoxИспользуя сталь Hardox можно значительно уменьшить общий вес конструкции, сократить время подготовки к работе объектов и существенно снизить производственные расходы. Кроме того, все марки стали характеризуются следующими свойствами: высокой степенью прочности и устойчивости ко всем видам износа;высокой твердостью по всей поверхности стали;гарантированной ударной вязкостью;легкой обработкой;возможностью эксплуатации при пониженных и повышенных температурах;длительным сроком службы. ИзносостойкостьПодбор необходимой стали зависит от оптимального сочетания твёрдости листа и истирающего воздействия абразивного вещества. В таблице приведён относительный срок службы разных марок стали при абразивном воздействии гранита. Переход от рядовой стали к Hardox 500 может продлить срок службы изделия в 5 раз. Прочность и твердостьНа графике представлены твёрдость и предел текучести для различных марок Hardox. Главный секрет высокой производительности Hardox кроется в уникальном сочетании высокой твёрдости, прочности и вязкости. Такое сочетание позволяет Hardox противостоять износу, выдерживая сильные удары без необратимой деформации и растрескивания. Гарантированная ударная вязкостьСравнительная таблица показывает наибольшую стойкость сталей Hardox к деформированию. В качестве сравнительного элемента приведена стандартная сталь S355. Как видно на графике сталь Hardox HiTuf более чем в три раза устойчива к деформации и появлению трещин. Благодаря свойствам и характеристикам сталь Хардокс применяется в: переработке: прессы грейферных ковшов, контейнеры, мусоровозы, сита, ножи гранулятора, ленты транспортёра, молотковые дробилки, контейнеры;дорожном строительстве: ковши экскаваторов, детали бульдозеров и самосвалов, дробилки, разравниватели, грейдеры;строительстве: механизмы для демонтажа зданий и конструкций, детали строительных кранов;лесопереработке: конвейерные ленты, режущие кромки ножей, подающие ленты;горнодобывающей отрасли: транспортировочные желоба, накопители, перегрузочные лотки, приёмные бункера, детали буровых установок;сельском хозяйстве: гусеничные траки, погрузчики, просеиватели, подающие бункера;энергетике: барабаны котлов, лопасти для ветряных мельниц, затворы, футеровочные листы стен сортировочных карманов, грейферы, котлы, детали компрессорных станций, газоперекачивающие агрегаты.Резка, обработка и сварка стали ХардоксОсновное преимущество сталей Хардокс перед другими износостойкими сталями (аналоги hardox) – это отличная свариваемость при средних температурах и совместимость по свариваемости с любыми другими сталями. Стали Hardox отлично поддаются термической резке (лазером, плазмой и газом) и механической резке (гильотиной, абразивным диском, пилой, гидроабразивной резкой). Ещё один плюс – это отличные показатели гибкости. Износостойкие стали HARDOX подходят для гибки в вальцах, свободной гибки и гибки на малый радиус. Компания ЕМК предоставляет услуги по нарезке, обработке и изготовлению элементов и полноценных изделий из сталей Hardox | Хардокс. Вы можете заказать любой вид механической обработки стали: токарная обработка, фрезеровка, зенкование, сверление и нарезка резьбы. Вся мехобработка проводится на самом современном оборудовании, при помощи новейших инструментов в специально оборудованных цехах. Купить износостойкую сталь Hardox 400, 450, 500, 550, 600, Extreme, HiTuf и HiTemp можно в Европейской металлургической компании. Мы поставляем оригинальный металлопрокат ведущих мировых производителей, что подтверждается соответствующей документацией. * Hardox – торговая марка износостойких сталей компании SSAB Oxelösund AB Компания ЕМК осуществляет прямые комплексные поставки стали Hardox, а также изделий из этих сталей в Казахстан, Россию и Беларусь. Вы можете задать любой уточняющий вопрос и оформить заказ любым удобным для Вас способом: Для белорусских партнеров: +375 17 232-97-79 E-mail: by@emk.bzДля российских партнеров: +7 495 134-41-64 E-mail: ru@emk.bzДля казахстанских партнеров: +7 7172 72-76-96 E-mail: kz@emk.bz Для более оперативной связи, Вы можете воспользоваться формой активного чата, расположенного в нижнем правом углу сайта Другие материалы Сталь 6 Сталь DX57D - 1.0853 Сталь EN-JS1120 Сталь X52Q - 1.8741 Сталь S 355 J2H Сталь JS 40 ASTM B536 / ASME SB536 BS 5351 https://emk24.ru/wiki/spetsialnye_stali/iznosostoykie_stali_hardox_4368174/1 балл
-
Аналоги стали Hardox Износостойкая сталь Quard завоевала российский рынок сравнительно недавно. Сталь Quard производится в Бельгии на заводе NLMK Clabecq на самом современном оборудовании по Европейским стандартам. Особенность стали Quard это высочайшее качество поверхности и плоскостности листов, при равномерной твёрдости и прекрасной ударной вязкости. Из ассортимента NLMK Clabeсq, стоит выделить наличие тонких листов с большой шириной. По ряду характеристик, это уникальная продукция, которая может быть произведена только на данном предприятии в силу его технологических особенностей. Среди прочих характеристик, стоит выделить прекрасную свариваемость стали Quard и пластичность при холодной гибке. Сталь Quard производится в диапазоне толщин от 3 до 60мм., с твёрдостью 400, 450 и 500 HB. ------- Износостойкая сталь Xar производится в Германии сталелитейным концерном ThyssenKrupp Steel Europe. Это крупнейшее металлургическое предприятие в Европе с более чем вековой историей. Продукция ThyssenKrupp Steel Europe пользуется заслуженной популярностью во всем мире, благодаря широчайшему ассортименту и стабильно высокому качеству стали. В процессе термической обработки, благодаря легированию хромом и ниобием, сталь Xar приобретает высокую ударную вязкость и мелкозернистую структуру. Оптимизированный химический состав и низкий углеродный эквивалент, позволяют сваривать листы малых и средних толщин без предварительного подогрева. Сталь Xar поставляется закалённой и отпущенной в диапазоне твёрдостей от 300 до 600 HB, производится в толщинах от 3 до 100 мм. ------ Износостойкая сталь Relia, ранее известная под маркой FORA производится Бельгийской компанией Industeel, которая входит в крупнейший мировой металлургический холдинг ArcelorMittal. Сталь Relia - это низколегированная, горячекатаная сталь с номинальным показателем твердости — 400, 450 и 500 единиц по Бринеллю.Чтобы удовлетворить широкий диапазон практических требований, производитель предлагает две линейки продукции Relia Standard и Relia Premium. Отличительная особенность компании Industeel, это самые широкие возможности по производству тяжелых листов в мире. Так, например, по специальному заказу, возможно производство листа толщиной до 1000 мм и массой до 100 тонн. Благодаря высокой твёрдости, сталь Relia отлично подходит для защиты от абразивного износа и успешно применяется для защиты промышленного оборудования ---- Creusabro уникальная марка износостойкой стали, которая упрочняется в процессе эксплуатации. Прочность повышается благодаря равномерному рассредоточению микрокарбидов хрома, молибдена и карбидов титана. В сочетании с содержанием углерода по международным стандартам приводит к повышению твердости от 200BHN (листы в состоянии поставки) до твердости 600BHN в состоянии эксплуатации. Такая способность к деформационному упрочнению увеличивает срок службы деталей из этой стали. Подповерхностный слой, не подвергшийся деформационному упрочнению, сохраняет превосходное сопротивление удару и очень высокую пластичность. На сегодняшний день линейка стали представлена тремя марками: CREUSABRO-M, CREUSABRO SUPERTEN и CREUSABRO 8000. Твердость CREUSABRO 8000 практически в два раза превышает показатели обычной закаленной стали. https://www.wearservice.ru/catalog/stal-creusabro/ с января 2005 г. ОАО «Северсталь» возобновило производство высокопрочных износостойких горячекатаных свариваемых сталей марок 18ХГНМФР, 14ХГ2САФД, 16ХГН2ФБР, 13ХГ2НДФ в толщинах 8,0…50,0 мм. Эти марки являются аналогами шведских марок Hardox и Weldox1 балл
-
Производитель – фирма SSAB Oxelosund AB и ее дилеры позиционирует этот продукт как «чрезвычайно устойчивый к любым видам износа: при трении и ударе, при трении скольжения, к деформационному износу». По прочности сталь Hardох превосходит другие свариваемые стали, а по значению ударной вязкости сравнима с обычными конструкционными сталями. Сталь легко обрабатывается, изгибается и сваривается. Несмотря на высокие прочность и ударную вязкость листовой стали HARDOX, можно использовать обычные цеховые методы обработки, чтобы изготовить из нее требуемую деталь или конструкцию. Сочетание отсутствия примесей и очень точные допуски по толщине позволяют гнуть листовую сталь Hardox. Любая листовая сталь Hardox пригодна для газовой резки. Невысокое содержание легирующих элементов позволяет использовать сварку листов стали всеми известными методами. Допустимая механическая обработка – сверление, цилиндрическое зенкование, коническое зенкование, нарезка резьбы и фрезерование. При этом сварку листов, например, Hardox 400 толщиной 20 мм можно вести без предварительного нагрева, при комнатной температуре. Действительно такая хорошая характеристика заставляет обратить внимание на продукт. Возьмем для анализа Hardox 550. Эта марка стали может успешно применяться на горном оборудовании, работа которого проходит в жестких условиях, вызывающих общий повышенный износ узлов и конструкций. Hardox 550 представляет собой среднелегированную конструкционную сталь. Цифровой индекс обозначает твёрдость стального листа по Бриннелю (НВ). Хорошо сбалансированный химический состав Hardox плюс проработанная технология закалки позволяют получить очень качественный продукт – износостойкую сталь с хорошей ударной вязкостью и высокой прочностью. Предел прочности Hardox 550 после термообработки составляет 1700 МПа, предел текучести (физический) – 1400 МПа (для сравнения: предел прочности стали 30ХГСНА после полной закалки и отпуска составляет 1750 МПа). Именно высокий предел текучести имеет наиболее важное значение для использования стали и сплавов в промышленности. Введение таких легирующих элементов, как никель, хром, марганец и молибден, помогает значительно повысить механические свойства стали Hardox после закалки, при этом ее стоимость ввиду незначительного объема легирующих добавок (самые дорогие – никель и молибден, но их суммарное содержание не превышает 2%) ненамного дороже, чем среднеуглеродистой конструкционной стали. Состав в некоторой степени напоминает высокопрочные стали хромансиль (например, 30ХГСНА), применяемые для изготовления узлов и рам ответственного назначения в машинах. Как утверждают коммерческие представители фирм-дилеров SSAB Oxelosund AB, применение стали Hardox при изготовлении экскаваторных ковшей позволяет продлить срок службы последних более чем в четыре раза по сравнению с ковшами из конструкционной легированной стали типа 10ХСНД. Такое сравнение довольно спорно, так как, например, у карьерных экскаваторов передняя стенка с режущей кромкой и днище ковша изготавливается из стали марки 110Г13Л (литье). Такая сталь после соответствующей термической обработки приобретает высокую твердость без снижения пластичности, обрабатывается лучше углеродистой, обладает высоким сопротивлением износу. Для достижения лучших параметров резания выбирается сложная форма режущей кромки ковшей, т. е. необходимо изготавливать элементы сложной конфигурации. Лучшим способом изготовления здесь выступает, естественно, литье. Толстолистовая сталь Hardox может применяться для изготовления боковых стенок карьерных экскаваторов, вваривания ремонтных пластин в днище и стенки ковшей драглайнов, при сооружении течек, приемных бункеров и т. д. По такому пути пошли на Уралмаше. Уральские машиностроители планируют наладить изготовление ковшей драглайнов с использованием стали Hardox 400. Стандартный ковш ЭШ-20.90 (вместимость 20 м3) представляет собой сварно-литую конструкцию из литой марганцовистой стали 75Г13Л и низколегированной стали 10ХСНД. С целью увеличения вместимости и долговечности ковша вместо стали 10ХСНД будет применяться сталь Hardox 400. Это позволит уменьшить массу ковша и, следовательно, увеличить его вместимость до 22 м3, или на 10%, по сравнению с предыдущей конструкцией. Концевая нагрузка стрелы (масса груженого ковша) при этом не изменяется. В стадии завершения находится разработка подобной конструкции ковша для шагающего экскаватора ЭШ-15.90, вместимость которого будет увеличена с 15 до 17 м3. Весьма перспективным является изготовление экскаваторных ковшей из стали Hardox в классе строительной техники. Одной из первых компаний, получившей право применять товарный знак «Hardox In My Body» на своих ковшах стала компания КРАНЭКС. Теперь каждый ковш КРАНЭКС будет иметь индивидуальную наклейку с восьмизначным идентификационным номером. Насколько это привлечет покупателя к продукции КРАНЭКС, покажет время. Максимальное содержание элементов в стали Hardox 550, % C Si Mn P S Cr Ni Mo B 0.37 0.50 1.30 0.020 0.010 1.40 1.40 0.60 0.004 Из стали Hardox изготавливают трехсекционную телескопическую стрелу на автокранах «Мотовилиха» (например, КС-5579.22). Из стали Hardox R600 некоторые отечественные производители начали изготавливать лопасти для бетоносмесительных установок. ЗАО «Бецема» наладила выпуск самосвалов с кузовами из Hardox 400, подтянулись и другие машиностроительные заводы. Сфера применения листовой стали чрезвычайно широка, и использование сталей Hardox будет увеличиваться, тем более что ведется хорошо поставленная рекламная кампания. В то же самое время с января 2005 г. ОАО «Северсталь» возобновило производство высокопрочных износостойких горячекатаных свариваемых сталей марок 18ХГНМФР, 14ХГ2САФД, 16ХГН2ФБР, 13ХГ2НДФ в толщинах 8,0…50,0 мм. Эти марки являются аналогами шведских марок Hardox и Weldox и при проведении правильной ценовой политики могут потеснить позиции шведских оппонентов.https://os1.ru/article/7515-hardox-razberemsya-spokoyno1 балл
-
О дефектоскопистах сперто у ВК Дефектоскопист.ру | Неразрушающий контроль
1 балл








































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)