Лидеры




Популярный контент
Показан контент с высокой репутацией 18.03.2020 во всех областях
-
Достал зверя из дальнего угла со склада)) сдул (продул) пыль, пока настраиваюсь, в целом нравится.
 8 баллов
8 баллов -
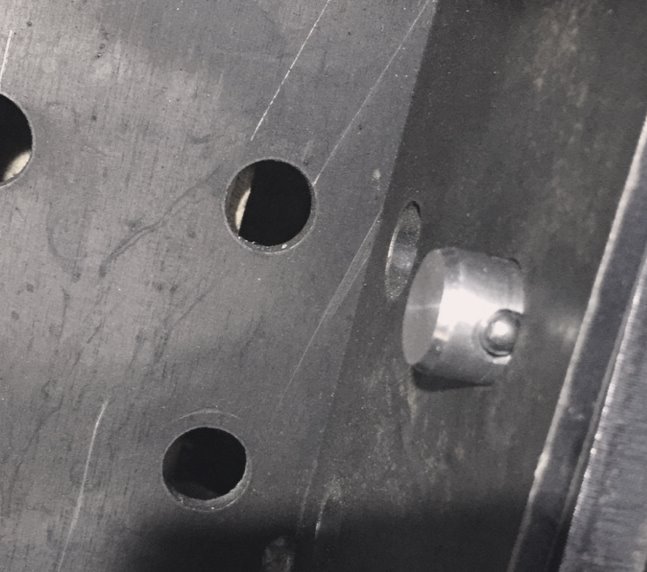
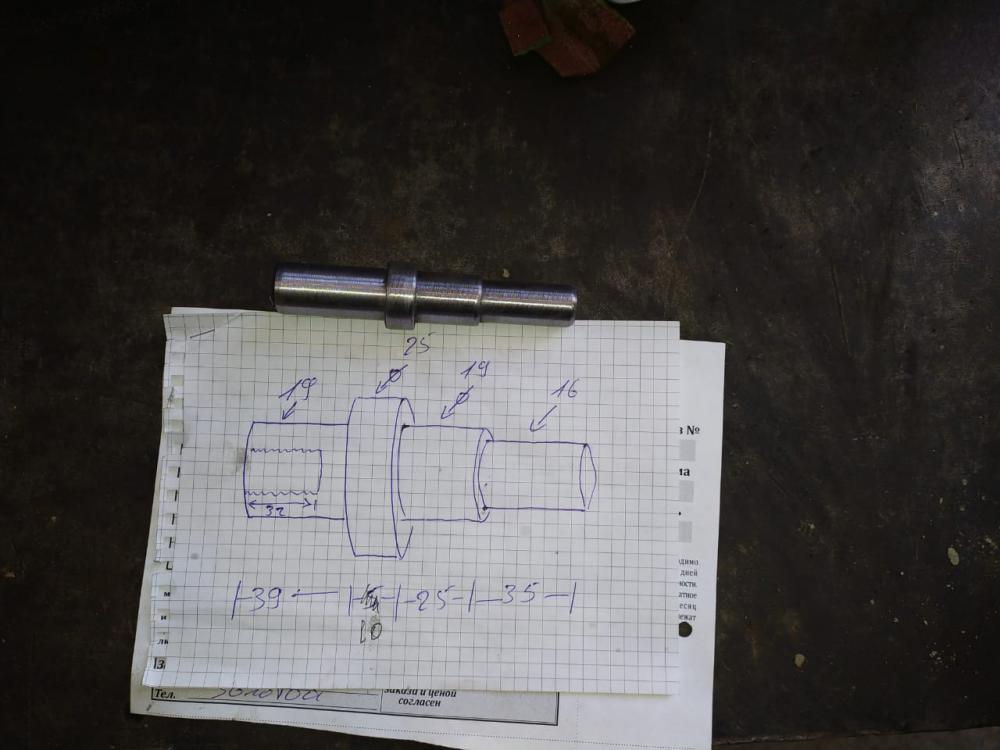
По совету одного из участников форума решил по пробовать изготовить быстросъемный крепеж для оснастки сварочного стола. Пробный решил изготовить из алюминия который попался под руку. С размерами в результате угадал, держит очень хорошо, будем облагораживать и брать на вооружение. Сделал чертежик и заказал подходящую по свойствам железку (Ст45).
7 баллов
-
Во что в комментариях видео 0.5мм что вы вставили сказал хозяин самого видео отвечая . "А лучше конечно, всем советую, не варите тонкий металл от 1 мм и ниже. Это ювелирная работа и зрение убивает быстро, садит мгновенно. Не те деньги, что сегодня платят в этой Богом забытой стране, что бы варить приличный метраж тонкой стали. Лучше найдите другую работу. Ваши глаза заменят на другие, а Вам их никто не вернет. Поэтому снимать и показывать подробности по сварке от 0.5 мм и выше толщину не стану. Берегите себя." И в какой то степени он прав , но не в коем случаи не отговариваю вас и я немного другого мнения от комента и тонкое варить очень огромный опыт приобретать и в дальнейшем он 1000% пригодиться и не один раз . И по сему если есть металл 0.5мм то почему и нет , конечно 50 литров бачки ну не знаю стремно , но можно еще чо придумать , в общем усе в ваших руках . 1 тренинг 2 не даром 1 2
7 баллов
-
Спросил у дружана: ты был в магазине? Он прислал картинку и сказал ему ничего не надо...
5 баллов
-
5 баллов
-
5 баллов
-
5 баллов
-
По поводу цен и зарплат на ДВ. Далеко не первой свежести корюшка 1550руб. Зарплата у слесаря жкх 16.000.руб. Я звонил в водоканал, сварщику они платят 20.000.руб...
5 баллов
-
5 баллов
-
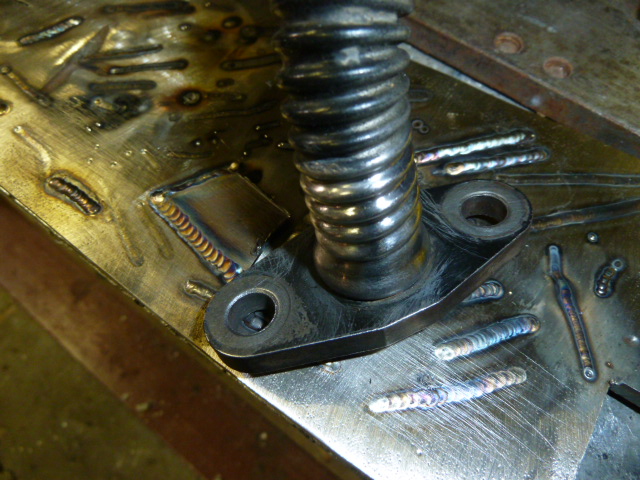
Ремонт кронштейна амортизатора автомобиля TLC 80 ООО "Центр Технической Помощи", г. Южно-Сахалинск.
4 балла
-
Знакомая сказала что только сегодня магазин продал продуктов под 600.000 руб. Такого не было не когда не на один праздник. И они кончаются. А было ещё вчера и будет завтра... Защугали население.3 балла
-
Редуктор ДВП 2-80.Рабочее давление 22ати,на 24ати сработает клапан.
3 балла
-
Прошло 7 дней после термической правки вала - биение 0,4мм. Один из валов шлифуется.
3 балла
-
Строчит пулемет достойно, остальное покажет время
3 балла
-
3 балла
-
Изготовление полумуфты
3 балла
-
3 балла
-
Я бы тележку взял (даже без содержимого) колёсики бы в дело пошли от неё, пусть и дешманские.2 балла
-
Мда........вирус2 балла
-
У Миледи там скорее всего летучая мышь будет на фоне парашюта.2 балла
-
@Lexanec, а вы пробовали? Простите, но тратить время на "из пустого в порожнее" я не стану, вы попробуйте сначала, потратьте время, изучите вопрос, потом спросите, пишу это со всем уважением. Извращение, это колхозить не пойми что, при наличии готового насоса. В декатлоне вообще еть одноступенчатый за 1,5 рубля, для накачивания амортов газовых, давит до 21кг, мало? наверно да.2 балла
-
Почем капуста?2 балла
-
Ну а самой малой? 3 мм что ли? А какова тогда производительность этого чуда? Сколько например нужно будет качать для опрессовки конденсора? Или 24 мм длинной 4 метра и более та что стоит на автобусах?? А еще если прессовать всю систему например на автобусе в кое только фреона входит по норме 26 кг жидкого?Это я так понимаю с утра начал к вечеру 30 кгс накачал.....Для малых трубок это еще может и пойдет. А вот на всю систему это извращение....2 балла
-
@morgmail, у нас немного дороже, 1850 и свежее, сильно свежее, и зарплаты в три раза выше, и моря у нас нет...как так,хз2 балла
-
@Mimicrin, Доброго дня, по нормам расхода и режимам посмотрите , может будет полезно, Насчет режимов расщепленной дугой я думаю Вам нужно просто посчитать режимы которые нужны для отдельной проволоки и сложить общий коэф наплавки от того количества присадок которое Вы применяете, соответственно и общий расход эл.энергии и т.д. Расход флюса и проволоки смотрите в методике по нормированию расходов сварочных материалов приведенной ниже. Нормирование расхода сварочных материалов при сварке под флюсом.djvu Покатаев Е.П. 1987 Расчет режимов дуговой сварки.pdf2 балла
-
вот так выглядит мобильное и удобное устройство для опрессовки, которому не нужно электричество2 балла
-
Если бы была возможность, я бы с огромным удовольствием затестил Пэшку, потенциал у аппарата был большой, тут я не спорю, но раскрыть из-за своей сырости (неправильной прошивки или чего-то еще) он его не мог. Да и в целом интересно, какая была проведена работа надо ошибками и была ли проведена вообще, и что в итоге получилось. Но за свои деньги и с приличным "угаром", я больше не готов на такие эксперименты ))))))))))))2 балла
-
2 балла
-
2 балла
-
Лыжня России, машина первая))) Работаем с удобствами, Мы толстые ленивый сварщике)2 балла
-
Пик 200А,база 100А,2Гц,скважность 20%.
2 балла
-
Добрый вечер....Да слова вроде и не нужны,адрес пожалуйста....у меня ,что-то не в порядке с выбором толщины (голова вероятнее виновата),сегодня варю 4мм.нерж.80*20,импульс,сварка-наружный угол.Дуга длинная,большой наплыв металла.Ну,ересь одним словом.При последовательном уменьшении аппаратной толщины ,остановился на 1.7.....Получилось что-то вменяемое.Проволока 0.8..,80*20 смесь. Блин,не получается выйти на короткую дугу.....Я не могу его вывести на режим ,что-бы проволока отталкивала деталь....Думаю,все-же дело в голове,а не в аппарате.В первый день (как получили)шефу показал струйный перенос на 2 нерж. (Настраивал не глядя на показываемые величины на дисплее) ,еще дал ему 800 текмен......надо было посмотреть на его глаза ....И,еще.налобный фонарь на маску прилепил еще в1985 году, от шахтерской лампы... не в заслугу ставлю,это просто удобно , и на текмене стоит,только светодиодный....Сварка во всяческих антисанитарных условиях,без подсветки никуда.800 текмен толька на низкочастотном импульсе ну....немного некомфортен (в рамках разумного),а в остальном...... мне очень нравится, глаза не не ощущают сварки ,даже на низкочастотном импульсе.1 балл
-
Могу ошибаться, но вроде как горючие нельзя перекрывать сразу, необходимо уменьшить выброс до минимального, сбить пламя и лишь потом закрыть.1 балл
-
Кран закрыть.1 балл
-
А чего это в плейстейшен насосом высокого давления качают? Игры пирацкие что ль?1 балл
-
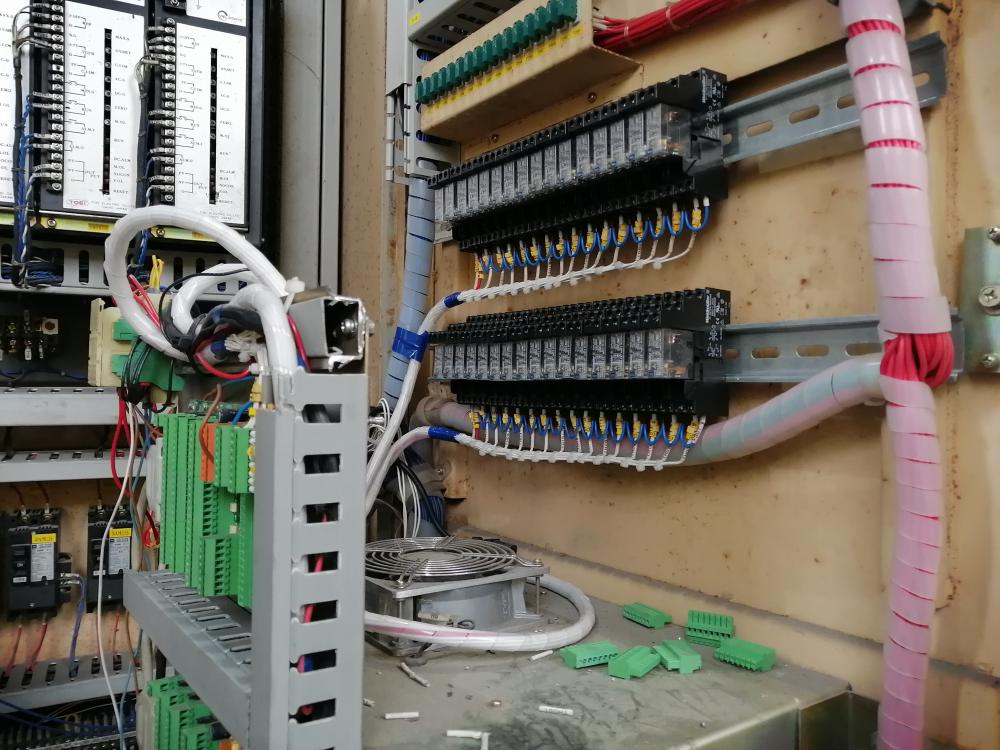
Пришел в мастерскую сегодня, а света нет. Пока ждал свет, собрал еще один релейный блок и навел порядок в "Макетной сборке". Ну и клон родного пульта управления для тестов начали собирать. Деревянный правда, но решение всё равно временное.
1 балл
-
Я сделал правильный выбор, как профессии, так и учебного заведения. 8 месяцев на производстве и отработка моторных навыков, которые в меня заложили, дали плоды. Спасибо ВЭМТу и Сергею Николаевичу!
1 балл
-
Попадание метеорита тоже стоит учитывать.1 балл
-
Не хотелось создавать канал на ютуб, посмотрю возможность через облако.. Подумайте все-же над обьединением всех своих видео в одной теме,ну как у внук. Ведь очень познавательный материал,и в плане теории ,и тем более практики. А там и другие подтянутся.А то кусочками собирать приходится по всем темам,порой попадается там,где вообще не должно быть такого материала.У Вас много теории,у Лысенко чисто практика. Только Евгений заикнулся про свою новую горелку,то сразу понял,что газовая защита,попробовал и газовую линзу сделать,не то оказалось-эффект есть,но при условии чистой струи (иначе сетку забивает),а тут Вы выкладываете про двухструйную защиту и далее марки горелок.... Сколько ночей было потеряно в думах,и все прояснилось и встало на свои места в течении 3 минут. Подумайте пожалуйста....С Уважением....1 балл
-
@Светла, а вы не рассматриваете возможность случайного опрокидывания баллона?1 балл
-
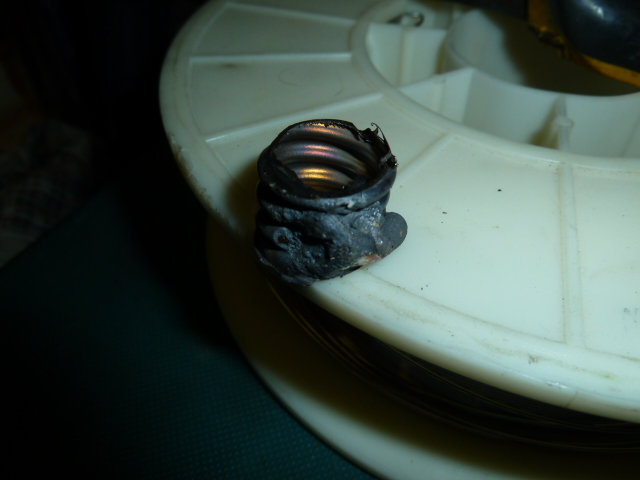
Миллер вроде на DC держит , но это не важно и 3А и даже 5А в паузе сойдет и даже чуть лучше будет чем 1А . Вот думаю бачки с 0.5ММ ну не как без зиг машины чтобы "ребер" накатать для крепости , да и чо такое 0.5 фольга и какой бак с нее на 50 литров . Выше отписал фляжки под коньяк и то редко так как сварка имеет свою специфику , отбортовка , очень короткая дуга , рука как у робота и т.д. Вот ФОЛЬГА 05мм , может чуть меньше мерил одной рукой , но усе не далеко ушло .1 балл
-
@Mikhailsvarka, вы сколько времени потратили на мучения? Есть целесообразность. Оно понятно, что медленно и нудно с 0.5 можно разобраться. Хотя и ваш аппарат, если реально 1А на минимуме держит, это замечательно. Может тогда и не о чем тут говорить. В любом случае, погнал погнал, здесь не пройдет. А время - деньги. Стоимость метала да, не малая, но и стоимость работы выйдет не копеечная. Хотя конечно если от делать-нечего, то можно и поработать за долю малую, это же уже в плюс идет к чему-то.1 балл
-
Распилив полученную заготовку продолжаем придавать форму деталям. Делаем чистовую обработку. Прикручиваем заготовки на родные шпонки в паз стола. Видно несовпадение размеров после распиловки. Торцуем первую плоскость, так как заготовки сидят на шпонке, то поверхность у нас получается сразу параллельной шпонпазу, чего мы и добивались. Первая плоскость готова, размер получился довольно точный. Снимаем и переворачиваем, но выставляем уже на подкладках чтобы не портить стол. Теперь разворачиваем стол на 90 градусов и впервую очередь торцуем упорку которую недоделали в прошлый раз так как было лень разворачивать стол. Ну а после упорки начинаем торцевать наша детальки. После торцовки упорок можно сразу начинать ими пользоваться. Очень облегчает работу и выставление деталей. Продолжаем изготовление приспособ для работы. Продолжение следует...
1 балл
-
Продолжение эпопеи с квадратингом.
1 балл
-
3-Х фазный импульсник, да хоть Аврора. Импульсник - значение определяющее.1 балл
-
Еще одна обновка - Щит для инструмента, сварил покрасил и несколько дней ждал пока покрасят стены... Теперь надо будет развесить кучу всякого разного...
1 балл
-
Сегодня опять комиксы. Недавно опять пришлось засунуть руки в электронику, но ничего особо тонкого и сложного, все брутально и просто. Аппарат ESAB Caddy mig c200i (наш, из сварочного цеха, внутренняя заявка), я один из них уже обозревал и чинил, видимо настало время второго. Жалобы: "Все работает, но не варит". Как это понимать?!! Принес в мастерскую и увидел следующее - аппарат действительно включается и даже подает проволоку, на дисплее поднимается напряжение (этот аппарат показывает реальное значение, ну или по крайней мере близкое к нему), но дуга не загорается. Все прямо как и сказали . Начнем с самого простого, с выходных клемм (они маленькие и скромные, расположены внутри отсека для катушки, горелка у него не съемная): Да, ослабла затяжка, и разумеется этим не ограничилось. Повреждения затронули главную плату: Вот так оно выглядит с двух сторон. Ничего драматичного, но предвещает, как бы это сказать поточнее... техно-порнографию. Пришлось отпаять выходные диоды, они мешали доступу: Второе фото конечно страшное, но я его специально привел. Дело в том что продувка не устраняет этот жуткий налет, пыль прилипла к лаку наглухо . Или лак у ESAB'а такой, или пыль на острове особенная... Пришлось помыть зону проведения операции: Не до хорошего конечно, но хот так... Подрезаем отслоившуюся медь: Зачищаем и лудим: Вырезаем накладку из листовой меди: Вторая сторона сфотографирована не была, как и последующее сверление накладок и их лужение. Припаиваем то что получилось (а получилось страшно, я при сверлении применил перк "кривые руки" ): Выглядит страшно, но площадь контакта должна быть достаточной. Решил не переделывать... Дальше ничего интересного не происходило - собрал, проверил, отдал в работу. Попутно аппарат получил продувку, замену термопасты под радиаторами и замену вентилятора, у родного подшипник болтался и грохотал (надо же куда-то девать серверные вентиляторы на 1.5 ампера).
1 балл
-
Было много разных сует по работе, поэтому фотографий сделал мало. Пока я отсутствовал Oswer возился с "Пепелацем" один. Он доделал всю проводку по машине, всю пневматику, всё обвязал и сделал кучу всяких полезных мелочей. По приезду в цех мне пришлось продолжить заморачиваться "любимым блоком теплообменников"... И да... Я его победил. Ура Ура!!! Шасси практически закончено, осталось залить масло в раздатку, прокачать ГУР, ну и мелочи разные, но много. С понедельника займемся панелью приборов и электрикой+электроникой кабины. Панельки уже все вырезаны, тушка панели почти готова, остается только собрать всё воедино, покрасить и установить на место. Вот как-то так.1 балл
-
Продолжение ветки - "Мастерские группы компаний "Центр Технической Помощи", г. Южно-Сахалинск)". Просмотреть ветку сначала - ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Сегодня пришлось заняться самой нелюбимой работой, оттягивал до последнего, но уже дальше некуда, потом не сделать. Вроде и просто но геморойно и скакать много надо. Плюс переделки постоянные. Изготавливал кожух вентилятора короче. Суть в чём: Так как двигатель воткнули на 360 лошадок, соответственно тепловой пакет у него гораздо выше, это потянуло за собой замену радиатора и интеркуллера. Но на эту модель Камаза ставится двигатель максимум 240 лошадок и радиаторов и интеркуллеров в природе под эту раму не существует. Радиатор от нового двигателя по высоте - выше на 300мм... Глобально переделав рамки радиатора и крепежи интеркуллера мне за два дня еще в ноябре удалось впихнуть их по ширине в раму данного автомобиля, по высоте пришлось спустить почти до плиты защиты, но сверху радиатор все равно торчал на 15 лишних сантиметров выше штатного, благо был зазор между кабиной и штатным радиатором. Но всё равно чтобы нормально опустить кабину все крепежи пришлось поднять выше от рамы на 75мм. Так-же пришлось поднимать воздушный фильтр, рычаг переключения передач, все кронштейны и прочее, что привязано к высоте кабины. Вот крепление воздухана. Дня два назад кронштейн переделывал +85мм от стока. Соответственно кожух вентилятора штатный не подходит, туда вообще ничего не подходит заводского. Да и места там нет совсем чтобы развернуться. Вот весь день сегодня и изголялся... Замороченая конструкция, целиком не установишь, приходится мудрить разборную... Но ничего, завтра допинаю, а то надо радиаторы снимать, чтобы проводку и пневматику на двигателе и в передней части рамы закончить, а снять пока кожух не сделан низзя, мерить надо. Напарник пока я прыгал с болгаркой успел поставить рессиверы на дудки и смонтировать котел подогревателя. В общем дофига сегодня сделали, нормально день прошел. Всем доброго времени суток. Ура я уже дома... Вечером засел искать качественный монтажный изолятор для антенн которые для радиосвязи. Антенн по проекту две штуки на диапазоны 144Мгц и 430Мгц, так как станция двухдиапазонка. На самом деле она 3х диапазонка, но пиндосовские 50Мгц мы за диапазон считать не будем, так ка юзать его просто не с кем, да и в запрещенные каналы он влетает. Надо будет засесть как нибудь глянуть, что за синтезатор там в раци стоит, может на СИбанд перепахать можно. Удивительно, не смог нейти ни одного нормального монтажного изолятора для установки антенны. Нашел где-то в штатах по 600баксов... Нафиг такие изоляторы.... Это дало мне повод смалодушничать и не ехать с самого утра чтобы доделывать гребанную ветродуйку для радиатора... Каюсь,,, смалодушничал, не люблю я такие штуки делать, проще самолет построить, суеты меньше гораздо... Всю ночь во сне думал, утром встал с готовым проектом и поехал делать крепежки для антенны. Надо быть больным на всю башку чтобы по 600баксов покупать кусок пластика... Приехал в контору, потратил четыре часа и сделал офигенную няшечку из "пищевой" нержавейки и капролона. Причем целых две няшечки на правую антенну 144Мгц и на левую антенну 430Мгц. 4 часа - экономия 1200баксов... Я себя прям люблю. Приехал в обед в цех, нарезал резьбы на антеннах и понял, что всё получилось как надо... Не удержался и полез на крышу поставить антенны на свои места. Встали идеально. Осталось только окончательно раскрепить и подключить при завершении монтажа антенного хозяйства. Вот так теперь торчат усы у Камазика. С антенным хозяйством тоже будет целая эпопея, крыша ждет своей высокочастотной проводки... Очень много антенн от оборудования надо воткнуть по своим местам. Просто до них еще очередь не дошла. Ну... Полчаса я еще мог малодушничать и делать вид, что антенны важнее... Но потом пришлось все таки взяться за воздуховод. На него я потратил оставшиеся полдня. Пришлось уменьшать толщину пакета на 6мм и ваять абсолютно новую конструкцию. Одно кольцо только целым осталось... Вот за это и не люблю подобные вещи. Иногда приходится и по 6-8 раз все с нуля переделывать. Из картона шаблон там не собрать, лепить можно только реальную конструкцию. Картонки конечно тоже юзаются, но только для вывода детали в металл и обычно это мелкие детальки. Короче вчерашний день ушел в помойку, точнее в металлолом. Но на основании предыдущей рамки вроде получилось собрать нужную хрень... Почти... Завтра финишная примерка и доводка. Хотя уже сейчас известно, что надо будет наростить 150мм высоты к текущей высоте конструкции и изменить угол входящего на вентилятор потока. Иначе будет работать только часть радиатора, так как завихрения воздуха создадут зону турбулентности и 1/3 радиатора просто будет стоять в воздушной пробке. Ну и пока я отсутствовал на обьекте мой Напарник, успел обварить два борта (мы их еще в августе на прихватки собрали) и вывесить на место. Ну и водила резину сьездил переобул, а мой бедный Друг эти колеса в одного умудрился на место втУлить... Вот такой вот дневной отчет получился. :-\
1 балл
-
Тут недели полторы назад просился в разные сервисы, на полуавтоматик или на тиг, так мне сказали, что у них каждый слесарь, должен быть сварщиком, и это не профессия, а так, до ветра сходить Вот уроды (с)1 балл