Лидеры




Популярный контент
Показан контент с высокой репутацией 04.03.2020 в Сообщения
-
Эх и жаркая у вас тут дискусия завязалась товарищи... Вот сразу видно, нет во владении ни старого советского чугуна, на китайского тонкостенного ..... литья... Предлагаю все таки рассматривать оборудование с точки зрения его предназначения и возможностей. Как я упоминал выше, имею в наличии два токарных станка отечественного производства, ИЖ 1И611П (квадратный) и Samat 400м (аналог 16Б16КП). Оба станка в одинаковых условиях у меня показывают одинаковые показатели точности, валик длиной 200мм, диаметр около 45...50мм, без поджатия центром, отклонение по всей длине не более 0,01мм. При этом у "Ижика" проходное отверстие в шпинделе 24мм, у "Samat" 57мм, какой лучше? Наверное лучше тот у которого больше, а если максимальный, целевой диаметр заготовки 15мм, нахрена корячить здоровенную бабку и переплачивать за мотор который потребляет почти в 2 раза больше? Жесткость, часто ее упоминают, а то на сколько она различается по факту? Это можно понять только имея опыт работы в варианте аналогичном моему. Раньше мне ребята кто работает на станках весом около 2,5...3,5 тонн говорили, "Хрен ли там скоблить за зря, вот на нормальном станке, как дал колуном, 5...10мм на радиус за проход"... Дико это звучало, а потом сам по пробовал на своем "большем" станке и мягко говоря удивился, реально режет с такими значениями, совершенно не напрягаясь... Вот тут то и получается что большой точно лучше, так как производительнее, а на хрена, если максимальный, целевой диаметр заготовки 15мм и снимаешь по десятке... Что касается вопроса "Чермет" промышленного класса или "Китай" хобби уровня. Опять же смотрим задачи, если есть возможность и желание оживить "чермет", берем его, если нет желания или возможности то новый "Китай"... И все это при условии того что оба варианта обеспечат в итоге требования к точности и так далее... По себе скажу так, если нужны одни параметры иду работать на один станок, если другие то на другой, иначе на хрена их два покупать8 баллов
-
Кран воздушного компрессора тормозной системы Вольво. Варил CuSi-3 импульс 200А и пауза 30А. Пульс 0,20с пауза 0,50с. В линейном режиме такие вещи на мой взгляд не вариант варить. в Пульсе без проблем. Опрессовал 13 атмосфер все четко, рабочее 9.
 6 баллов
6 баллов -
Перепрошили аппарат,бво не вмешивается теперь в работу.Через какое то время отключается,при нажатии на кнопку горелки включается автоматом.
5 баллов
-
Чай, это хорошо. Я кроме чая пью какао, иногда кефир. А что покрепче, то неохота, то забуду . Так и стоит по всем углам, то водка, то коньяк, то чача. Настоек всяких недопитых пол кладовки. А вот вискарь не люблю, не мой напиток. Коньяк, чача, настойки разные - это моё. Из чёрной смородины - бесподобная, под тортик, это нечто! Недавно подогнали мне настойку из алычи.( Сам я уже настойки не делаю, поскольку всё лето отсутствую. Разве что из калины попробовать при случае ) Никогда бы не подумал, что так вкусно будет. В чистом виде не идёт, приторная, а если с водкой 1:10 - бесподобно. Особенно, под мясо. Под холодец с черемшой . У нас сезон черемши - весь город чесноком пахнет . Весна ранняя, тепло. Скоро в лист пойдёт, тогда только на пироги.5 баллов
-
И так, что такое модуль шестерни? Как вычисляется модуль шестерни и чем он обусловлен? На этот вопрос нам помог учебник — Техническое черчение, изданный еще в 1972 году (как ни странно, на просторах современного интернета не так уж и много информации по данному вопросу). Шестерни (на техническом языке — зубчатые колеса) служат для передачи движения от одного элемента машины к другому. Зубчатые колеса в зависимости от характера зацепления (внешнее или внутреннее), взаимного расположения вращающихся валов, способа передачи и т.д. могут быть самой различной конструкции. Наиболее распространенными являются цилиндрические и конические шестерни. http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-1-420.jpg Рисунок 1 - Элементы зубчатого колеса (шестерни) И так, из каких же элементов состоит шестерня (зубчатое колесо) изображенная на рисунке 1, а. Основным элементом шестерни является зуб (рисунок 1, б) — выступ определенной формы, предназначенный для передачи движения посредством воздействия на выступ другого элемента зубчатой передачи. Часть зубчатого колеса, в которую не входят зубья, называется телом зубчатого колеса (рисунок 1, в). Часть зубчатого колеса, состоящая из всех его зубьев и некоторой связывающей их части тела колеса, называется зубчатым венцом. Впадиной называется пространство, заключенное между боковыми поверхностями соседних зубьев и поверхностями вершин и оснований впадин (рисунок 1, г). Начальной поверхностью зубчатого колеса (рисунок 1, д) называется соосная поверхность, по которой катится без скольжения такая же поверхность друого колеа, находящегося в зацеплении с первым. Начальная поверхность колеса делит зуб на две части — головку и ножку. На рисунке 1, е показано изображение на чертеже некоторых основных элементов зуба. Проекция поверхности выступв на плоскость, перпендикулярную оси зубчатого колеса, называется окружностью выступов, поверхность впадин — окружностью впадин, поверхность делительной поверхности — делительной окружностью. На этом чертеже обозначены высота зуба — h, головки зуба — h' и ножки зуба - h''. Торцовым шагом t3 называется расстояние по делительной окружности между одноименными профилями смежных зубьев. Диаметр делительной окружности — dд, диаметр окружности выступов — Dе, впадин — Di. Модулем шестерни m называется отношение диаметра делительной окружности к числу зубьев Z: m= dд/Z. Модуль шестерни (зубчатого колеса) можно выразить еще и как отношение торцового шага к числу π: m= tз/π Высота головки зуба нормального зубчатого колеса примерно равна модулю h'=m, а высота ножки h''≈1,25 m. В соответствии с этими соотношениями можно установить следующую зависимость диаметра выступов De от модуля m и числа зубьев Z зубчатого колеса: De = m (z + 2). http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-2-300x180.jpg Рисунок 2 - Условное изображение конического зубчатого колеса (шестерни) Для передачи движения между валами, оси которых пересекаются, применяются конические зубчатые колеса. Условное изображение конического зубчатого колеса показано на рисунке 2. В разрезе плоскостью, проходящей через ось колеса, зубья изображаются незаштрихованными. На виде, полученном проецированием на плоскость, перпендикулярную оси колеса, сплошными линиями изображаются окружности, соответствующие большому и малому выступу зубьев и штрих-пунктирной линией — окружность большого основания делительного конуса. У конического зубчатого колеса имеются свои специфические элементы и соответствующие обозначения и размеры, отсутствующие у цилиндрического колеса: Φ — угол делительного конуса; Φе — угол конуса выступов; Φi — угол конуса впадин; L — конусное расстояние; ν — угол внешнего дополнительного конуса. Основные размеры некоррегированных конических зубчатых колес могут быть определены по следующим формулам. Диаметр начальной окружности: dд = m z. Диаметр окружности выступов: Dе = m (z + 2cos Φ). Диаметр окружности впадин: Di = m (z — 2,4cos Φ). Конусное расстояние: L= dд/(2cos Φ) По материалам учебника «Техническое черчение» Авторы: Е.И Годик, В.М. Лысянский, В.Е. Михайленко, А.М. Пономарев. Киев. 1972г Информация взята с сайта: http://slotcar-dz.com/chto-takoe-slotcar/modul-shesterni4 балла
-
Ладно,не буду вас морочить.Это мне принесли колхозники образец болта ,выточить надо один к одному в размер. Не лень же людям палку было стругать,а мож в школе учебники скурили и ни азбуку ни далбицу умножения не знают.4 балла
-
Стандартная неисправность шевролета-ануса.....Лечение замена рукава резинового Он просто высох...И масло течет через поры.PAG оно очень текучее...4 балла
-
tig max xt 6000 Смотреть без звука.3 балла
-
Давно это было.Сейчас оборудование заброшено,но кое-что вспомнить стоит.В свое время, возникла производственная необходимость в изготовлении винтов и валов диаметром от 100мм и длинною 10 000мм. Что было сделано?Взят серийный станок и к нему на фундаменте была установлена дополнительная станина.Удавалось изготавливать детали приемлемого качества.
3 балла
-
Угадайте что это?
3 балла
-
В общем ваши действия не замедлительные!!!! 1- откручиваете горелку от аппарата расправляете ее разложив на чем нить , вставляете проволоку и проталкиваете руками до выхода с другой стороны и усе это должно пройти легко , если где то тормозит и не пускает то вытаскиваем и замечаем на какой длине сие происходит , ну и достаем канал и чистим или замена. 2- включаем сварочник и запускаем процесс сварки без проволоки и смотрим на подающие как оно крутиться с рывками али нет и на ходу прибавляем подачу и убавляем , тем самым проверем подающие. 3- смотрим тормозной механизм на катушке , прокручивая руками не каких заеданий и рывков не должно быть и если есть то разбираем чуток смазки собираем и регулируем тормоз слегка поджав так что бы катушка по инерции не раскручивалась и этого достаточно . 4- усе исправлено пробуем заправить проволоку и поварить.
3 балла
-
Виктор , а черт ее знает усталостная она или нет , но скорее всего Буртик изъеден то есть изношен + гоняют+ надевают черти что на ниши дороги и они не автобаны Германии. Все вариться и ходят , но многое опять же от хозяина будет зависеть и если он поймет что не надо гонять и ставить резину для автобанов но будет жить , если не поймет то будет платить сварщикам бесконечно. ЗЫ вот обращаю внимание к отвратительной подготовке диска к сварке и смотрите вымыт с мылом + прогрев и удаление влаги и она там с химией Московских дорог (пор не будет) и ко мне пока больше не возвращался или хозяин понял мои внушения и выполнил рекомендации или пока диск держит не адекватное поведение хозяина. Вот на моем Санг Енге 300тыс ал диски прошли и пока живые то есть не разу не варились , пока еще не устали или или........ ЗЫ что это за порнография для России тем паче с травмами в виде грыж да и на диск она не садиться как положено то есть широковат он для нее , но зато низкопрофильная - смотрите и завидуйте (мысли хозяина)
3 балла
-
Опыт -это вещь бесценная,но у каждого он свой.Я хочу услышать от вас разумное обоснование того,что трещина на закраине диска является усталостной по своей природе,а не образовавшейся в результате механического воздействия,того же удара.3 балла
-
1983. Но он не работал, больше стоял. Очень уж у него всё управление специфичное. Токарь который работает на 1к62 или 16к20 если его поставить на этот станок через пять минут пошлет начальника цеха подальше и откажется работать. Одна поперечка с делением 0,04мм чего стОит. Работать вроде не мешает, но при каждой размерной перестановке лимба конкретно подвисаешь подсчитывая на сколько надо сдвинуть лимб с ценой большой риски 0,4мм а мелкой 0,04мм... Хотя полный оборот нормален 10мм... Вот попробуй с ходу дать ответ(повернутиь лимб) сколько рисок в 33-х мм? А в 3,3мм? Сейчас линейки поставили, проблема отпадет сама собой, а до этого подвисать приходилось конкретно. Вторая неприятная особенность - крепление задней бабки гайками... Гаечный ключ в руки и вперед... Тоже неудобно, но не критично. Мы наверное туда гидроприжим потом поставим с гидроаккумулятором. Третье - нет ускореной. С непривычки давишь кнопку которой нет. Но подачи на столько легкие и плавные, что в принципе нормально работается без ускоренной. (Ускоренная появится потом, при установке сервоприводов) Четвертое - автоматическая подача с фартука включается только в одном направлении, направление переключается с КПП на передней бабке. (Изменится потом, при установке сервоприводов) В общем при всех своих огромных плюсах, станок непривычный и на серийных изделиях неудобный. Потому и дожил до наших дней в девственном состоянии. На нем просто никто не хотел работать.3 балла
-
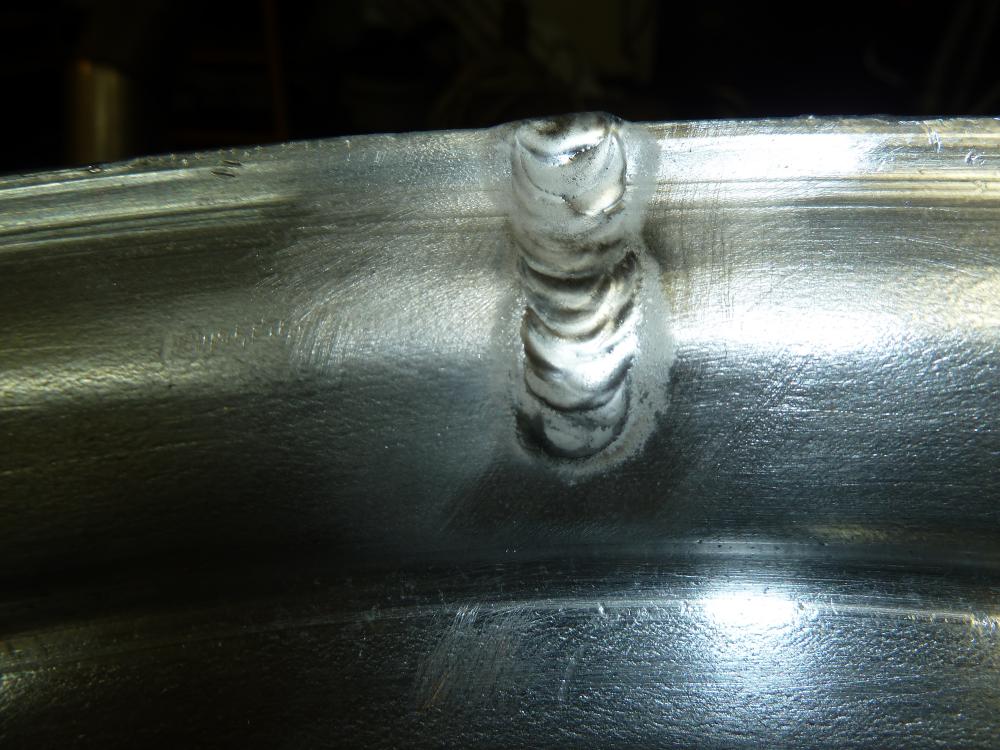
К слову, одна из работ сегодня. Обратите внимание на бурт. Диск хорошего знакомого. Говорит надо заварить, потому, что спускает. Я его варил где-то около года назад. Трещина НЕ на месте сварки. Оказывается мое старое место сварки служит и по сей день. Вывел в ноль сварные швы, но не фотографировал. Изюминка в том, что диск стоит на ам "VW Crafter" (максимально длинная база с увеличенным пластиковым потолком. Машина раз в две недели курсирует в Испанию и обратно. На диске указана макс. нагрузка — 1400кг. По разговору, средний вес автомобиля с грузом (особенно в обратном направлении) — около 7 тонн
3 балла
-
Прошу помощи по странице в ВК. https://vk.com/welderorsk Создал недавно, роботы яндекса и гула никак не проиндексируют, даже по прямой ссылке сейчас не находит, в адурилку сейчас не добавишь((. Целевая аудитория свой город и прилегающие поселки, поэтому трудновато движуху создать без видимости в поисковиках. Прошу, кому не трудно, зайдите по ссылке, полайкайте кому не трудно, поднимите статистику.2 балла
-
Ни в коем случае не хотел кидать камни ни в чей огород, не принимайте на свой счет. Написанное сообщение никак не затрагивает то как был получен тот или иной станок, восстановлен или куплен с коробки, суть была в сравнении станков разного класса. Если бы у меня было два китайский станка разного класса, пускай один был бы новый второй восстановленный, это не изменило бы сути написанного. Я приобретал станки не по национальности, а по состоянию, с учетом имеющегося бюджета. Если бы попался китайский или какой то там еще, такого же класса в нормальном состоянии, взял бы и его. По этому я не сторонник ни нового, ни подержанного оборудования. Под словами об опыте подразумевал не какой то дикий стаж и опыт как токаря или эксперта, а просто как минимум постоянную работу на данном оборудовании, хотя бы на уровне хобби.2 балла
-
Абалдеть,были же люди МАСТЕРА,ГИГАНТЫ ,и всё практически на энтузиазме.Так порой хочется вернутся в ту эпоху,всё крутилось и вертелось.Сейчас одна тоска от созерцания происходящего.2 балла
-
gyrza Андрюха, с Днём Рождения!!!2 балла
-
Так то, ребята, продающие данный аппарат перечислили его характеристики, и за КАЖДУЮ взяли денюшку. А по факту их там или нету, или работают (мягко говоря) неадекватно. В наши времена это называлось "кидалово". Я старый, мож чо неправильно понимать стал и щаз это - НОРМА. P.S. Держу себя и аппарат в руках.2 балла
-
Про Коронавирус
2 балла
-
Валера, ты должен прекрасно понимать, снаружи шов не сошлифован, а следовательно по нему лопнуть не должно, вся проблема в изначальном непроваре трещины. Это повсеместная проблема рукожопых. 5356 на дисках вообще не использую, потому что при небольшом ударе лопается рядом со швом, а 4043 нет.2 балла
-
@Kondor416, зашел в группу, поставил лайки ко всем постам на стене, что еще могу сделать для группы? ) Кстати, раз такое дело, может и мне кто-нить поможет в поднятии статистики моей группы - https://vk.com/sm_38? ) @Kondor416, если это слишком нагло с моей стороны, то я удалю свою просьбу без вопросов2 балла
-
Запалил станок за работой. ЧПУ это хорошо... Сидишь дома, смотришь в камеру, а он работает... https://youtu.be/fiDiBcfFDN4 https://youtu.be/OOs8yt9v2t82 балла
-
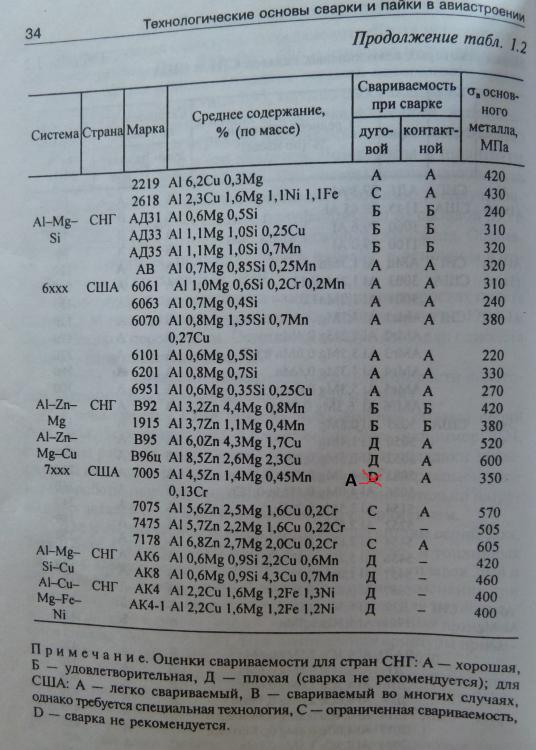
σт 80 МПа -------- 4047 σв 170 МПа δ 12% σт 55 МПа -------- 4043 σв 165 МПа δ 18% σт 120 МПа ---- 5356 σв 265 МПа δ 26% И 356 с временным сопротивлением разрыву 262МПа2 балла
-
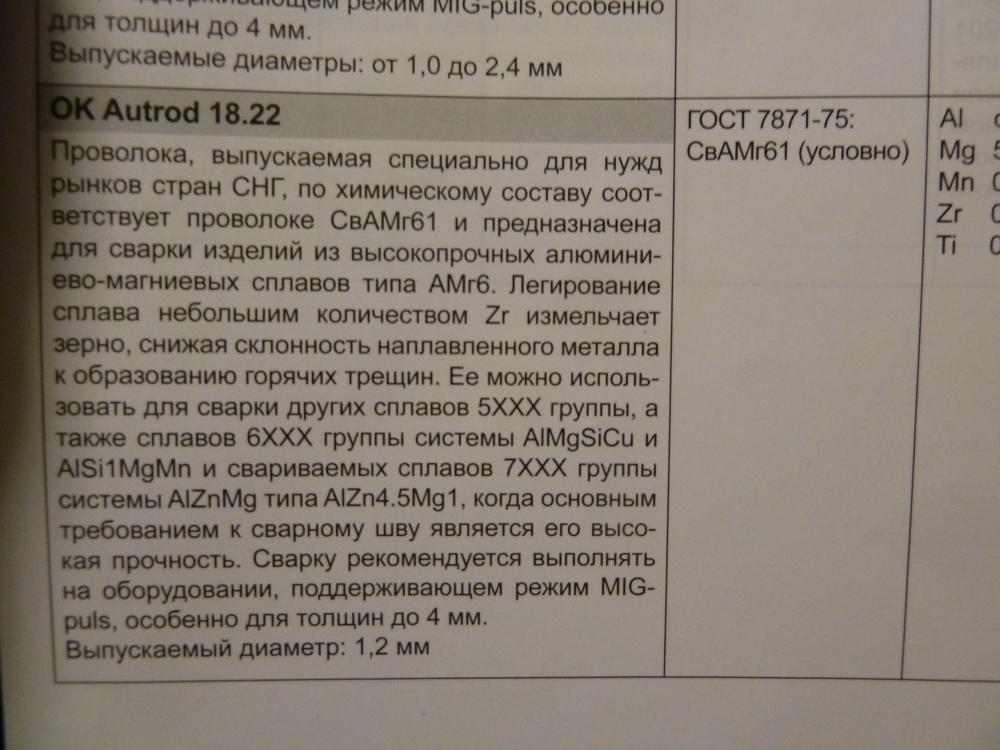
https://nfmetall.ru/articles/36.html 4047 очень мягок под него , но думаю можно и им. В принципе АК9 трудно свариваемый металл Вот тут нет АК9 но есть АК8 и близкие родственники Вот сей присадок лучше будет под АК9 и не только под АК но и дюраль
2 балла
-
И в том и в другом есть регулировка частоты и пульс так же имеется. Это в 200Е не было регулировки частоты. Просто большой уже давно проверенный и устаканеный аппарат, в котором всё вылизано полностью. 200Р более новый, на новых компонентах. По супер-пупер ! технологии с мягким переключением, что уменьшает потери на тепло. Ну и упаковали поплотнее.2 балла
-
@selco, Подскажите пожалуйста критерий выбора именно такого присадка для сваривания диска2 балла
-
Все банально просто) Я просто взял первую попавшуюся картинку для авы при регистрации, ей стал логотип авиакомпании Air Asia. Потом ребята мне присвоили лычку "Представитель Asea" ну и списали с логотипа наверное название Asia )) Правильно ASEA. Но как только народ не ищет эти аппараты в интернете, и AСЕА и AЗИЯ и ASIA и тд)2 балла
-
Вот 6061 сообразил Ну и есть готовые решения . http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=159973 http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=2072092 балла
-
2 балла
-
После этой темы, в ютубе, в рекомендательных видео мне вот такое показали, даже не знал, что так бывает. Раздвижная станина (с 12:40): https://youtu.be/qADFzR7L3r42 балла
-
Всегда пожалуйста.1 балл
-
скорее алюминиевый и на моем люминий . Если не гонять то может все нормально будет , но лучше вообще его из радиатора удалить и поставить альтернативный с наружи и воздухом лучше да и усе видно если потечет , а в радиаторе не видно да и не все лазят щупом часто в АКПП и по сему неделя работы АКПП на эмульсии и готовьте СОТОЧКУ на ее ремонт , надо это -НЕТ НЕТ.1 балл
-
Можно, но уже не актуально. Поставили УЦИ, поэтому на лимбы смотреть уже нет надобности. А так - снимаешь лимб, чистишь резцом и на 4х осевом ЧПУ наносишь нужную тебе риску.1 балл
-
Ничего странного. Ролики на ютуб выкладывают не с целью нести полезную информацию в массы, а с целью зарабатывать на рекламе. И это ни для кого не новость. Честно говоря, я на ютубе очень мало полезных роликов видел. Вот жена много находит, но из других областей - кулинария, вязка. А по сварке, столярке, домашнему ремонту , в основном лабуда .1 балл
-
7ая страница в инструкции. Ну, хотя, там так себе описание.Ну, разобрался же теперь1 балл
-
Часто попадают диски от БМВ из АК 9. Их варю присадком 4047.1 балл
-
Пока ты их еще на раздолбал...бордюра подходящего не было или ямы.1 балл
-
Эта настройка конечно не связана с ценой, я лишь призываю сравнивать сравнимые вещи. Аврора по параметрам, которые пишут китайцы, чтобы аппараты «соответствовали» ожиданиям покупателей, а по факту не соответствуют им, похожа на наши Тиги, НО легче наших аппаратов на 4 – 6 кг. Вы как опытный человек , можете рассказать нам, на что влияет вес аппарата и что из этого следует?1 балл
-
И так причин бывает больше чем одна, товарищ описал две: 1я В современных дешманских рукавах со стороны евро-разъема есть пластиковый ограничитель, который может обломаться и тогда проволока тянет спираль, а та в свою очередь упирается в токосъемный наконечник и перекашивается, клиня проволоку. 2я Спираль длиннее необходимого размера, может в процессе работы немного вытянутся: от плохого качества проволоки или перегиба рукава и увеличения трения. Для лечения: снимаете сопло откручиваете наконечник снимаете-откручиваете диффузор расправляете рукав сворачиваете рукав в кольца, канал обычно немного выступает вперед собираете наконечник и диффузор вместе и прикладываете к горелке смотрите упирается ли спираль в наконечник, если да, то отрезаете несколько витков. 3я банально при сильно зажатых роликах на подающем механизме в спираль-канал набивает металлической стружки и проволока клинит, лечится продувкой-промывкой. как-то так.1 балл
-
Безусловно, нельзя иметь превосходство по всем параметрам. Если взять нашего европейского одноклассника ESAB Caddy Tig 1500i TA 33, у него постгаз более 20 секунд, но он стоит в 2-3 раза дороже и уступает по остальным параметрам нашему Тигу. Предлагаю, как то более конструктивно сравнивать, с пруфами на аппараты из той же категории. И тогда мы все с вами найдем истину, как говориться, в споре, что гласит народная мудрость1 балл
-
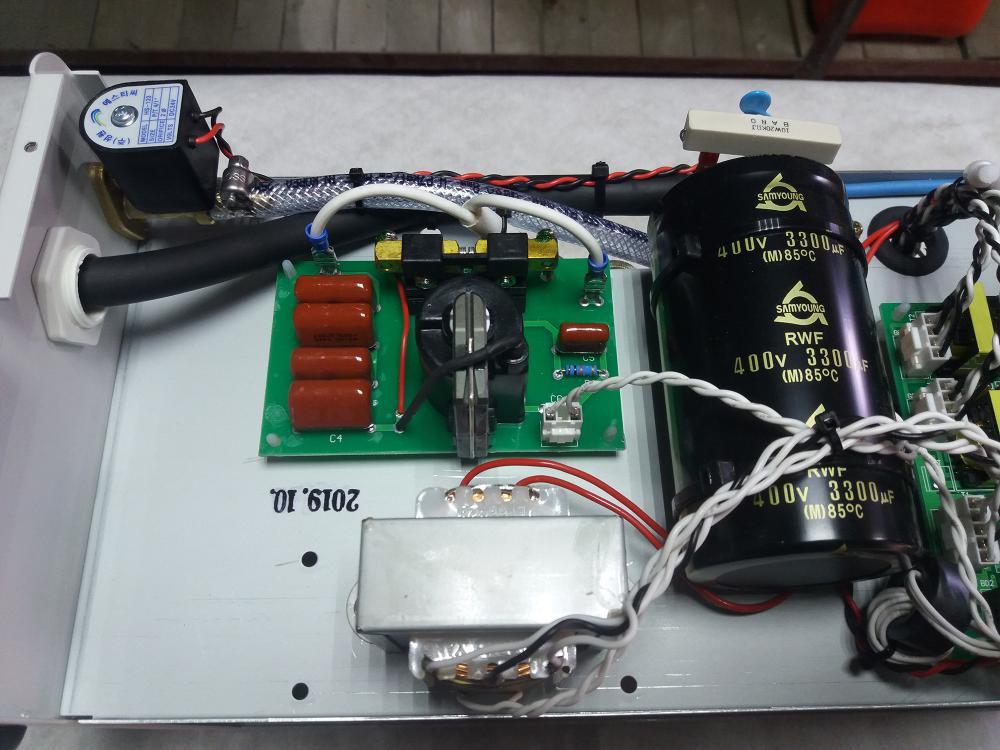
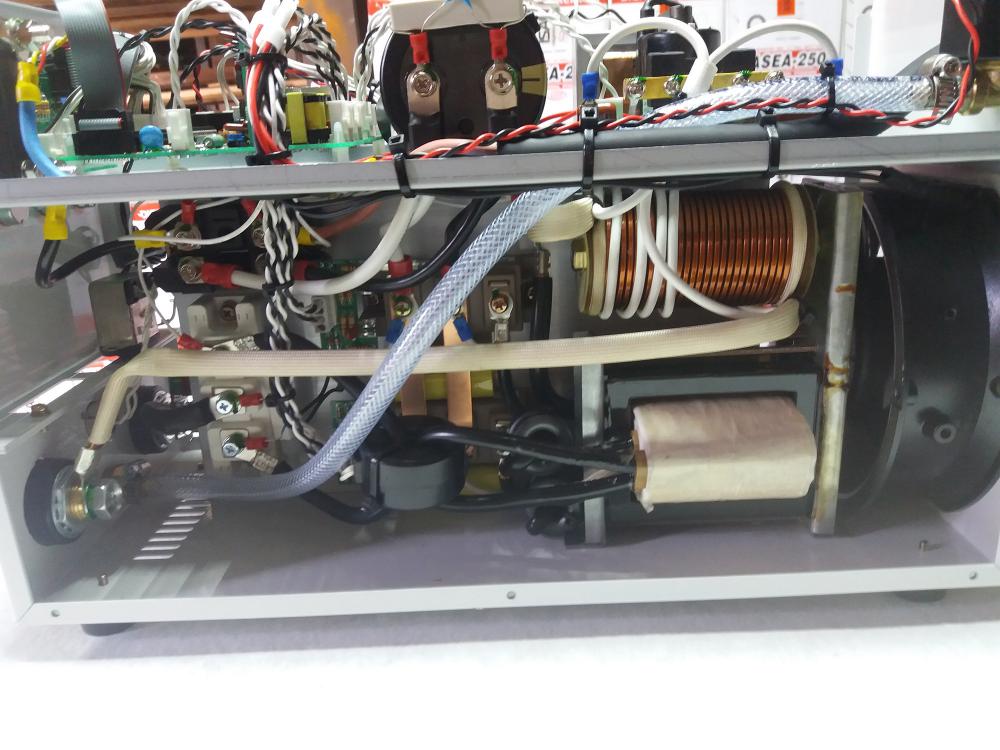
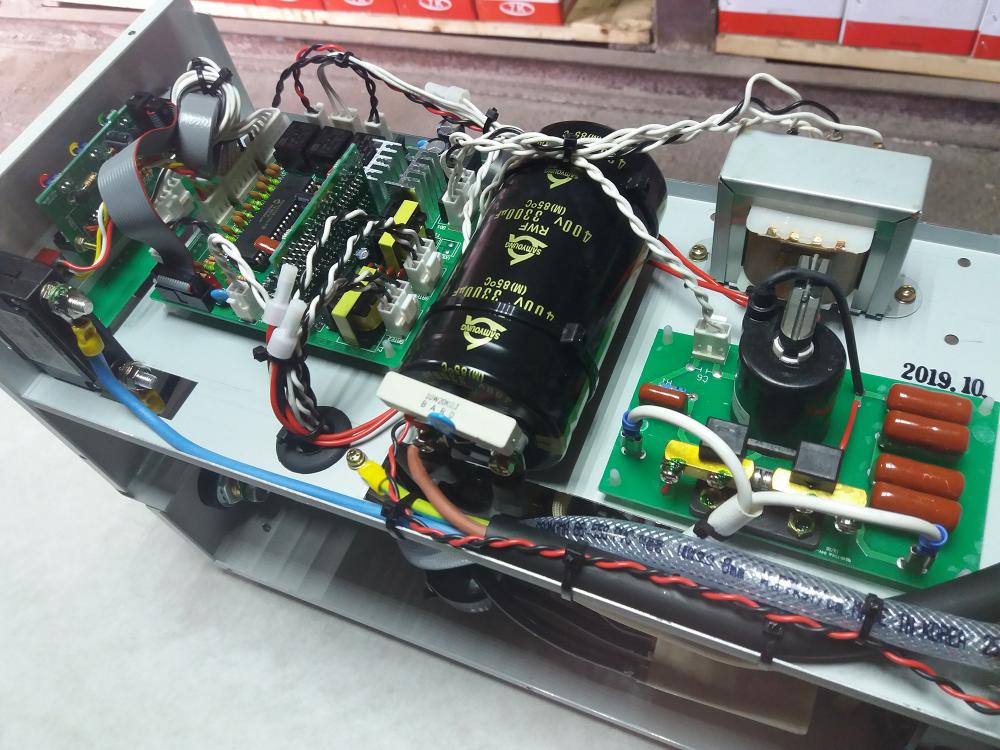
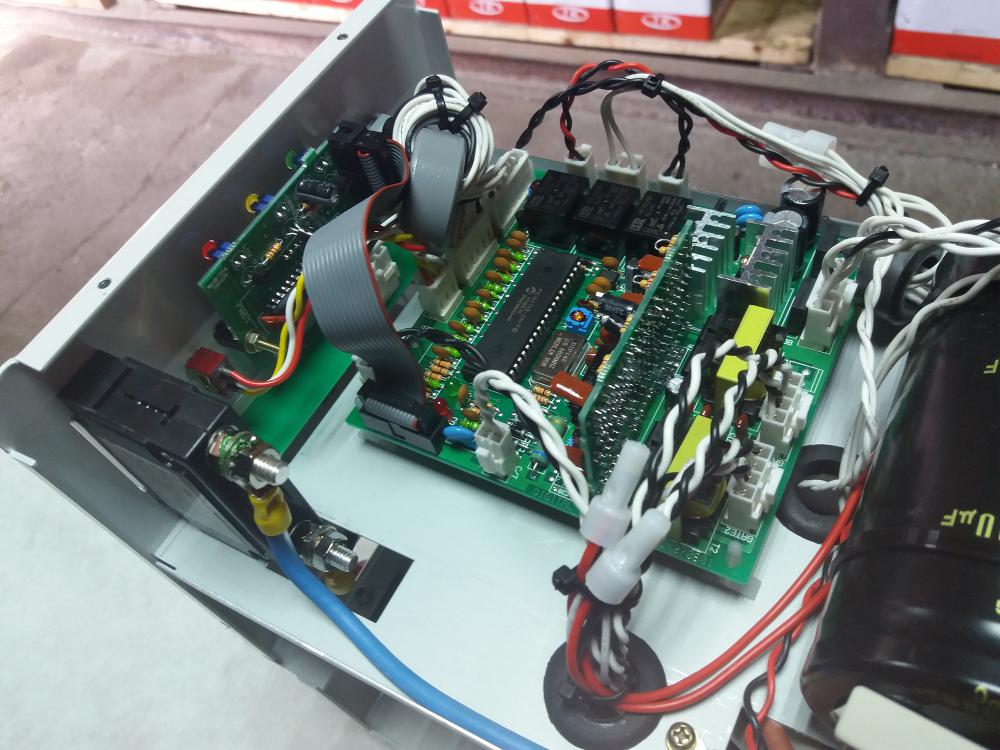
Смотрите верхнее фото, весь функционал там видно. Фото начинки, прилагаю.
1 балл
-
Благодарю за поздравления, парни извините в эту тему захожу редко (наверное раз в год), всех с прошедшим, и с наступающим. Всем успехов, и помним мечты сбываются.1 балл
-
Окунуть руку в перчатках в расплавленный свинец... шутка.1 балл
-
Добрый день, мне кажется все верно, мы сравниваем наши лошадки 200TIG и 300TIG с AC/DC с однокласниками. Имхо если вы хотите предложить другое сравнение, готовы поучаствовать.1 балл
-
Не переживайте. В детстве, я помню, в газете "Пионерская правда" был конкурс рисунков: "Школа 2000г." , где все рисунки были связаны с роботами, межгалактическими цивилизациями и 1563 серией "Ну погоди". Но это фантазировали пионеры... А вот специалисты из "Сколково" семь лет назад составили список из профессий которые исчезнут к 2020г. Но увы, и здесь фиаско 100%, курьеры, прорабы, вахтёры, нотариусы и т.п. по прежнему в деле... Так что НТП едет или идёт очень медленно. Вот и на видео про "верфь будущего" по старинке варят полуавтоматами и зарабатывают силикоз на ПШМ. А где дроны и роботы я вас спрашиваю? Так что не переживайте, к сожалению ещё подышите сварочными дымами и аэрозолями.1 балл
-
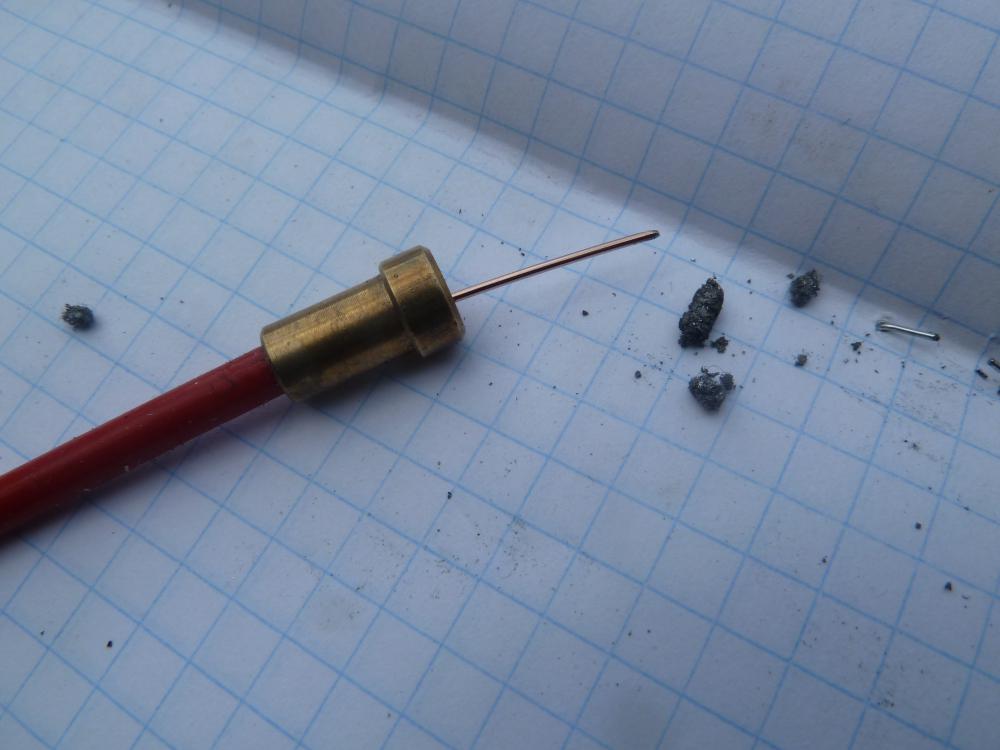
Реношные трубки никому такие не попадались ? Сборка стыков на клее , в итоге по ним и травит . За этот сезон уже вторая .Может конечно что изменилось ...
1 балл
-
Много приносят таких трубок- WAGовская болячка) Мы лечим их вставкой, припой Firinit, пруток 4043, горелка MAP
1 балл
-
Как всегда, буду лаконичен. Немного фотографий по работе: Ну и компик мой новый пришел наконец-то. Попробовал играть в Descent, круть... ультру тянет как EGA пентиум. И фалаут вышел новый.... Пропал я.
1 балл