Лидеры




Популярный контент
Показан контент с высокой репутацией 15.01.2020 во всех областях
-
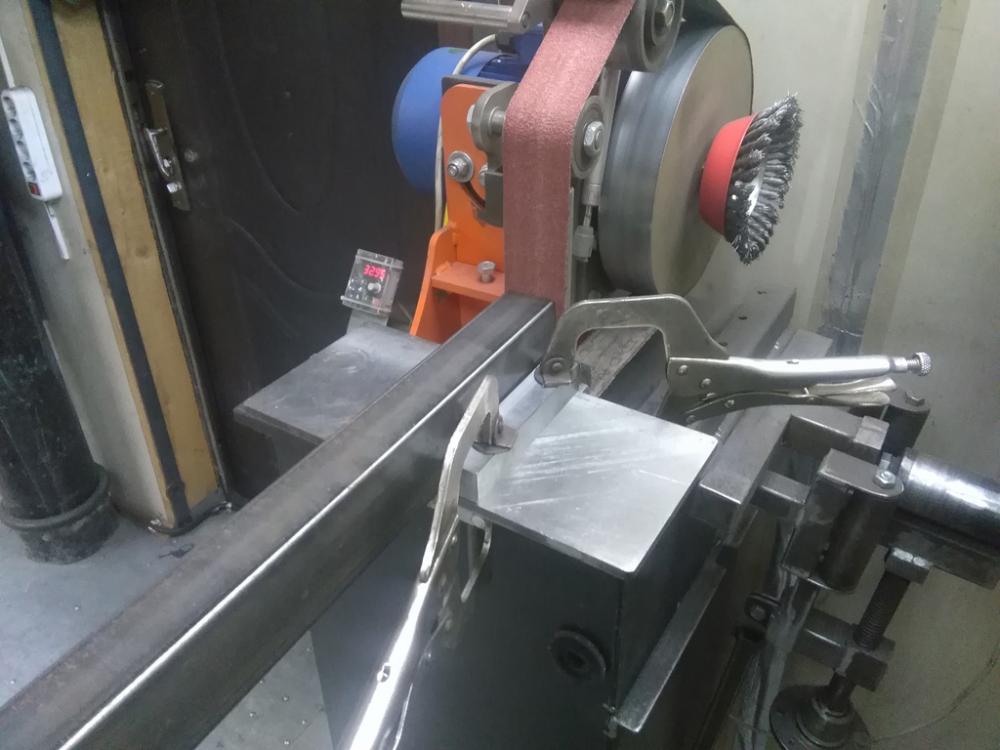
Чтобы выдержать четкий угол в 90 градусов после реза монтажкой подключаю гриндер: Поставил комп простенький в мастерскую, сварил коробок под него со шторочкой, протянул интернет:
 16 баллов
16 баллов -
Приносят всякую ( цензура)!
10 баллов
-
И вновь продолжается бой...Замена нагревательных спиралей в печи.Спирали деградировали от явления,которое я раньше не наблюдал- с садки в печи отстреливает окалина,прожигает вату( фетр) и поджигает спирали.Очень большая температура.Работа не сложная,но нудная и неприятная,да и вата в воздухе кружит.Вилки для спиралей заманались делать,порезать нужно,отрихтовать,заточить и согнуть,около 150 шт.Гнул в нехитром кондукторе ,грел резаком.Ну и сварка ТИГом.Материал- фехраль.Новые,без окалины спирали свариваются довольно хорошо.Деятельность наша довольно специфическая,кому что непонятно,могу подробней.Но наверное это никому не интересно...
10 баллов
-
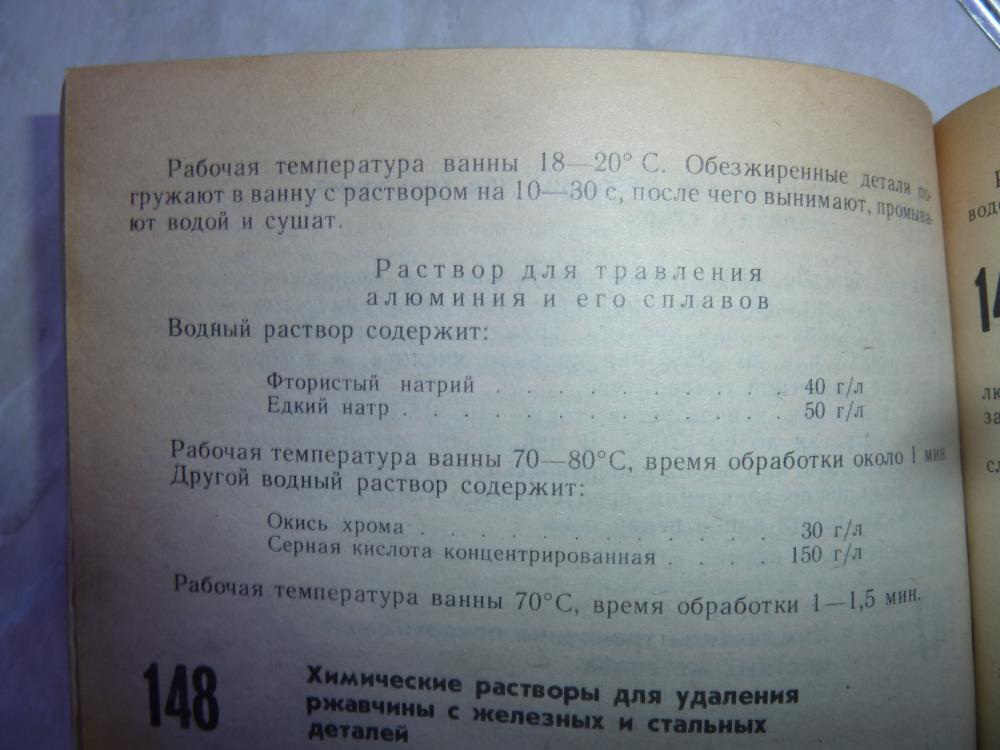
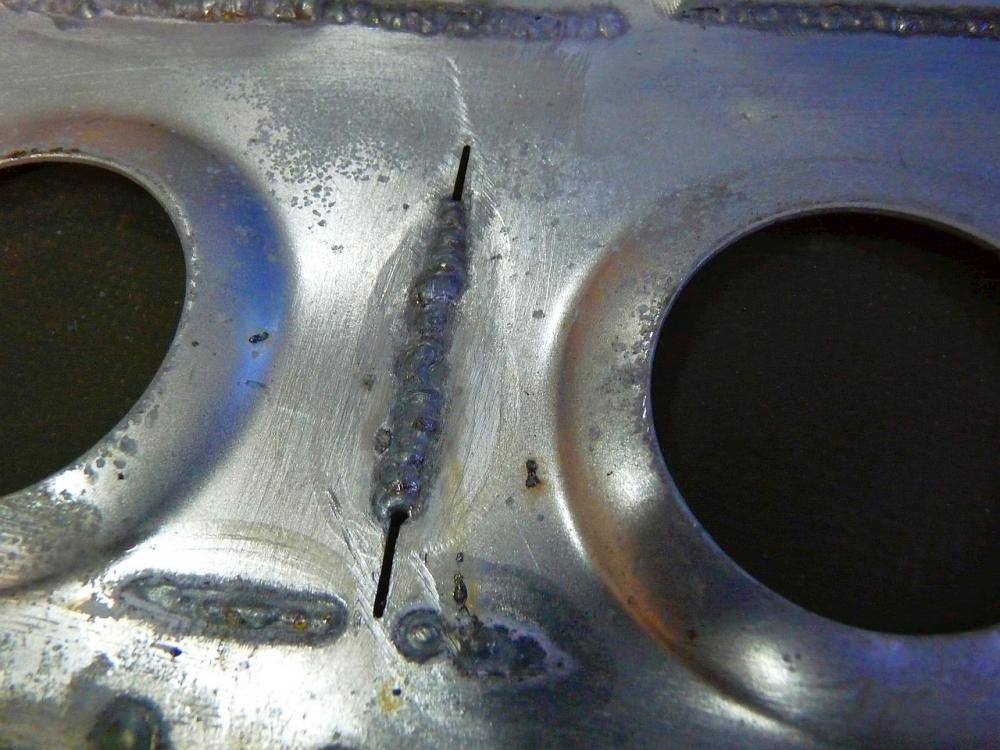
Не поможет и вместе с окисью сожрет всю деталь но не Трилон Б и он слабенький супротив сиих растворов . https://ru.wikipedia.org/wiki/%D0%94%D0%B8%D0%BD%D0%B0%D1%82%D1%80%D0%B8%D0%B5%D0%B2%D0%B0%D1%8F_%D1%81%D0%BE%D0%BB%D1%8C_%D1%8D%D1%82%D0%B8%D0%BB%D0%B5%D0%BD%D0%B4%D0%B8%D0%B0%D0%BC%D0%B8%D0%BD%D1%82%D0%B5%D1%82%D1%80%D0%B0%D1%83%D0%BA%D1%81%D1%83%D1%81%D0%BD%D0%BE%D0%B9_%D0%BA%D0%B8%D1%81%D0%BB%D0%BE%D1%82%D1%8B Вот как то на заводе в гальван цеху работали женщины и все через них , но товарищ пришел взял пластиковую корзину и туды крышку сцепления Ява и в ванну и ушел через два часа пришел и крышки не нашел , женщины спрашивают чо ищем ? , да я тут крышку травиться 2 часа назад положил ,,,,,,, долго они смеялись так как крышка просто растворилась в ванной . Ну и вот она коррозия коя в глыбь устремилась и довольно глыбоко а иногда и расширяется и даже разветвляется уходя в глыбь и в бок. И как боролся но усе не выгрызла не химия не фреза , но под сварку уже более менее готово ,, от того что было . травим после травления и окись вся не раствориться и быстрее сожрет чистый люминь Ну и далее в помощь фрезА Вот где чернота и это всплывает коррозия из внутрей Чуток подпиливаем и навариваем окончательно
9 баллов
-
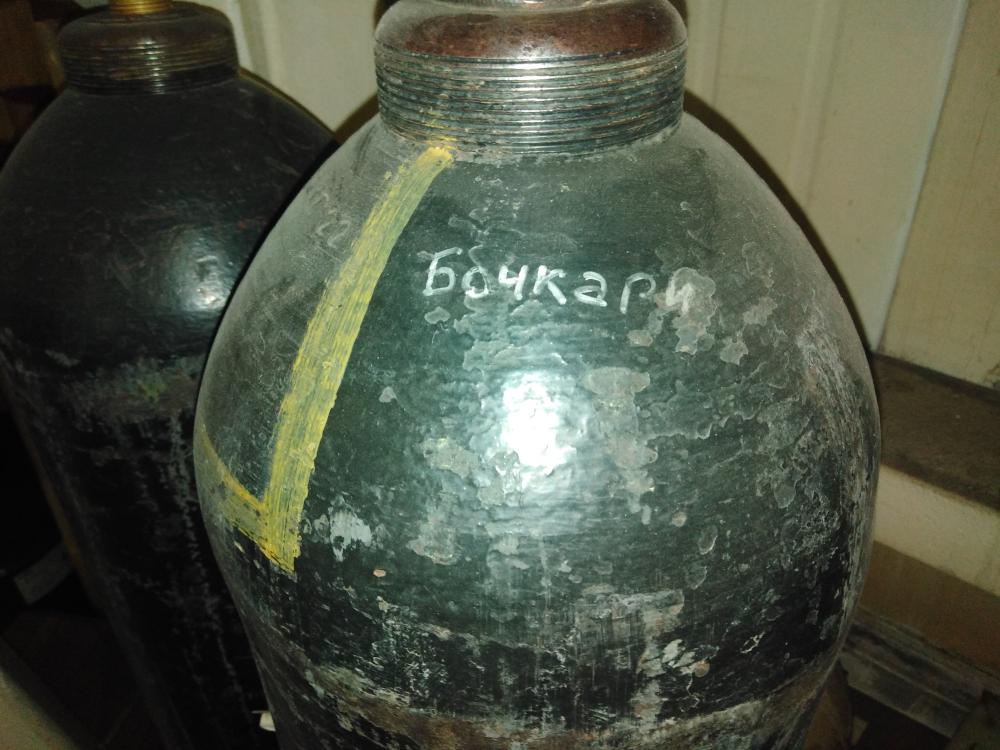
Очередной баллон, побывавший в пивнухе)) На этот раз Бочкари)) Зазоры, что больше толщины металла Монтажник, который соображает за ЧПУ плазму впервые в руки взял ручной резак))
7 баллов
-
Во всем нужна сноровка, закалка, тренировка Ст-3, толщина 5мм, корень 90А, заполнение 110А. Облицовку покажу, когда научусь красиво
6 баллов
-
Сегодня тоже, звонит знакомый и спрашивает не могу ли я глянуть к клапанной крышке БМВ. Я спрашиваю что там с ней. Говорит была небольшая трещина, взялся варить, присадок — 5356. Заварил, а она трещать начала. Стукнул молотком, а шов и отвалился. Я сразу сообразил...спрашиваю, как по весу крышка? Нормально, говорит.
5 баллов
-
Хе хе ,напомнило как я сорок лет назад доставал вагонетку из приёмного бункера.Котельная четыре этажа,с первого на четвёртый вагонеткой поднимают уголь и сыпят на второй этаж в бункер.Вагонетка свалилась с путей вниз и заклинила и я её там в бункере вырезал посильными кусками и наверху сваривал воедино.Вообщем армагедон и дурдом вместе взятые.5 баллов
-
5 баллов
-
Вот и я смог кое-как сфотать начало нового задания от руководства: замена приемного бункера для извести, пока начали демонтаж. Сверху окошко 1200х1200 мм через него будем подавать новый материал и извлекать старый. Извиняюсь за ракурсы пока по-другому не сфотать, потом добавлю, когда часть срежу - не хватает угла у камеры телефона. Не знаю откуда зеленый оттенок, внутри все в извести.
5 баллов
-
Да почему нет? В в связи с наступлением очередного Нового года-доставка за мой счет! (РФ и города РФ где есть автомобильное сообщение) Действует до 17.01.20205 баллов
-
Стрела. Ветерок 20л.кислота 1.2 08г2с А это на завтра фотки на смартфон так что извиняйте.
5 баллов
-
@Вад11,На голове у чела лысина,щиток Бинцель,респиратор Увекс и очки Увекс Ультрасоник( Микки - маусы).
4 балла
-
@Calma,Доброго дня,посмотрите брошюру Юнитор "Руководство для морских сварщиков " стр 44 там описан простой тест для определения магния https://www.chipmaker.ru/files/file/9650/?ct=15791144494 балла
-
Магний. Кто знаком с магнием, там по весу можно определить. Легкая крышка, хоть и большая.4 балла
-
... что то родное - чем больше сделаем сегодня , тем больше переделывать завтра .4 балла
-
Фотокамера в телефоне весьма полезный инструмент. Можно фоткать полезные тексты, чертежи и эскизы, таблички на оборудовании, изначальное расположение проводов, и ещё много чего полезного, а не только чтоб делиться подвигами в интернетах. Как будете выбирать -- фотографируйте что-нибудь мелкое. Например мелкий шрифт в кредитном договоре.4 балла
-
Спасибо! Но это я знаю. Чесно говоря, кто готовит и варит люминь постоянно, зачищая при этом места сварки борфрезой, также сразу может отличить магний. При зачистке магния, в отличии от других алюминиевых сплавов, у него ошурки как бы "невесомые", "ватные", "воздушные"... даже не знаю как правильно выразиться. Ну и само собой — вес изделия. Ребята пробовали варить используя присадок 5356. Даже не знаю, что их заставило остановить свой выбор на нем. Да и как правило, для сварки магния требуется чуть меньшие токи, нежели для сварки аналогичных деталей из алюминиевых сплавов. Короче, сказали если справлюсь с поставленной задаче, то завтра притянут для сварки часть чугуниевого станка )))) Кроме того и так полно работы, так что все равно придется переходить от сварки легких сплавов, к сварке тяжелых )))3 балла
-
Алексей ВЫ не ШТИРЛИЦ не умеете мыслить логически . Допустим Трилон растворить канальную коррозию в глубине и вот интересно ему наверное месяц понадобиться для сего ( промывал систему отопления и 2 недели ждать в мануале ну и не чего он особенного не намыл . и так допустим протравил и чо дальше дуга туды все равно не залезет и придется подумать как Штирлицу и взять фрезу что бы открыть доступ дуге . Не проше в щелочи 2-5мин. ну и чо осталось фрезой и ее так и так брать в руки с любой химией.3 балла
-
это ключевое, был бы предупрежден я, то конечно отказался. Давал ТХ в личке - кнопка/педаль нажал/замкнул -вращается, отпустил - остановка, сделал вплоть до на оборот, по сути за это я уже заплатил 1т.р. + 1р. за пульт (две кнопки резистор). Сейчас купил еще один частотник бу на 18кВа за 10т.р. на директе, документация на английском и то потихоньку разбираюсь сам (наелся услугами), хочешь хорошо- делай сам. Мне просто видно не везет с этим продавцом второй раз, нашел пораньше контакт 3мя годами ранее, на один заказ а на мелочь особо не стал обращать внимание (магнитик пришел из двух половинок). Вообще, как продавец, очень агрессивный - все его товары повторяются каждый день по несколько раз на первой страницы, то ли дублирует или оплачивает (вероятнее что дублирует, как бы нарушает).Как бы не в тему но близко - все что красиво описано всегда работает поговорка - гладко стелят но жестко спать.3 балла
-
Блин, искренне сочувствую! Когда в суд пойдете, то не забудьте включить стоимость работ по замене рамы. Я бы пытался решить все в досудебном порядке, предложил бы вернуть стоимость рамы без учета стоимости работ по замене и тогда можно пробовать разбирать и варить раму. Думаю в юридическом отделе у них не дураки, согласятся на мировую, иначе их потери возрастут кратно - это услуги вашего юриста плюс госпошлина.3 балла
-
@Фунтик,Я и не ругаюсь матом.Я им разговариваю.)2 балла
-
...самое печальное при больших зазорах утягивает размеры крепко .2 балла
-
... шибко не ругайся , мастерство оттачивать само то .2 балла
-
Не ошибается тот кто не делает. Но, если уж ошибся, то будь любезен подправь, а не нагибай покупателя. Всякое в жизни случается, но при этом еще и обвинять, это сверх маразма. Как блондинка включила заднюю передачу и еще обвиняет, что ей в зад въехали. Уже не раз бывало. Группа компаний, или наш коллектив. А в итоге - компания одного человека, он же сварщик, бухгалтер, закупщик и все все делает сам. Но и брать, там где пол странички вместо нормального сайта ... тоже еще то удовольствие. Если человек не потрудился над своим именем, то ждать сверх, это глупо.2 балла
-
@ЛехаКолыма, мэил зачотный Извините за оффтоп2 балла
-
Надо иметь доказательства, что рама при передаче перевозчику была цела, если доказательств нет, можно про суд забыть.2 балла
-
@Макс39, я не думаю что гидроабразив как то меньше повлияет на горбатость листа российского производства. Он горбат изначально, и напряжения в нём уже заложены, и они вылазят при резке. Даже гидроабразивной.2 балла
-
@Вад11,И нисколько он не древний, я его в прошлом году у цыган на рынке купил. Сказали новая модель.(шутка) А так да надо только вырваться с гаража в город.2 балла
-
Дело в том, что я и сам могу сделать, времени нет... Но теперь из принципа сам сделаю... Тут, к сожалению, обратное, я о шапках. С помощью, в том числе данного ресурса, людей вводят в заблуждение. Я показал качество изготовления... Про шапки. В приложении фото моих последних изделий...
2 балла
-
Да, она самая. За руки спасибо. Но не от них многое зависит, как и не все от самой пилы. Первая заковыка это геометрия самого профиля. Зачастую стенка покатая и спозиционировать его в пиле та еще проблема. А от того, насколько правильно станет заготовка под диск,зависит качество реза. Когда делал ворота из профиля 80х80, то резал его в ручную, болгаркой. Как раз из за покатых стенок. Имея две разных пилы при этом. Второе, это закрепление профиля. Длинные куски одними тисками пилы не удержать. Надо подкладывать и не в одном месте. Иначе провис не даст заготовке лечь ровно по станине. Третье это сложность выставления угла. По рискам на станине этого не сделать. Надо по диску. Диск нужно опускать для этого и прикладывать угломер или малку с выставленным углом. Либо по черте на заготовке глазом. Но в любом случае сразу нужную заготовку резать нельзя. Иначе испортите. Сначала на обрезках проверяеется рез и корректируется при необходимости. Еще не маловажна скорость подачи диска и точка входа в заготовку. А так же качество самих дисков. Пользую только макиту и деволт. С лужскими ужасная вибрация. Немаловажным является момент разметки. Ведь нет задачи в произвольном месте железяку пильнуть ровно под 45 градусов. Нужно попасть в размер. Размер зачастую это условная черта на стенках профтрубы которые стоят вертикально по отношению к диску. А диск режет плоскость. В виду того что углы профтрубы имеют скругление размер поставить точно негде. Фактически для точного реза надо размечать предварительно линию на плоскости заготовки. Иначе можно пролететь. Ну и от себя по ситуации скажу. Для комфортного и быстрого резания профтрубы сечением от 80×80 и выше, нужна станина с рольгангом. Плюсом надо предусмотреть возможность поворота всей пилы для реза под угол. Без этого, на полу, на земле и т.д. скорость порезки будет не шибко быстрее чем болгаркой. Только еще и умодохаешся. А если резать надо одновременно и под 90 и под 45, то болгаркой даже быстрее выйдет. В целом выше правильно замечено что понятие ровности у каждого свое. Иногда убогость профиля сводит старания на нет. После реза при стыковке видно что стенки не сходятся в плоскости. А когда профтруба винтом то на рамке по человечески состыковать получится только два угла. Даже не смотря на идеальный рез под 45 градусов. А винтом профтруба почти вся. И большую часть написанного с небольшими поправками на особенности конструкции можно отнести и к твердосплавным пилам и к ленточным. Сам инструмент чуда не совершит.2 балла
-
2020 рабочий начался в воскресенье, да еще напрочь прогнившим кронштейном Ленд Ровер и за чо он столько стоит 5 лет и ............................ Итак, коррозия уходит вглубь и ТИГ будет мучение, а заказчик просил сегодня. Машина висит на подъемнике и ждет кронштейн в течении 2 часов и потом сервис на отдых отправится, как никак-воскресенье . Решение-ПА и конечно подчистили все, как положено. Но всю коррозию не вычистить и быстрее будет новый изготовить . Поставили. Параметры сварки на ПА прихватили с обратной стороны проварили вот что выдает аппарат от выставленного + 8А (светодиод HOLD) и это нормально усе зависит от коррекции и длины дуги да и от самого металла и он не фонтан и по сему дуга длиннее чем на хорошем сплаве. Ну и добивание "дичи" и поездит ,,, даны рекомендации намазать сие "гудроном " а то до весны не протянет сгниет напрочь .
2 балла
-
Тренируюсь "катать" в линейном и в пульсе. "Бабочка", "Вихляй рука", "Walking cup" и всякие другие названия этого метода.
2 балла
-
с антиультрафиолетовым покрытием?1 балл
-
Струбцины отличные. Все пришло в лучшем виде и очень быстро. Всё отлично, как, впрочем, и всегда! Рома, спасибо огромное!1 балл
-
ну да... Если руки как ноги ... Хотя некоторые ногами рисуют. Но не будем рассматривать индивидуумов. Возьмем средне статистическое: пластилин три, конечно ржавое; электроды конечно мокрые; аппарат трансформатор намотанный тем что под руку попалось и просадка по сети 150В ... Конено АХНУ от результата, хоть вверх, хоть вниз, хоть руками, хоть ногами. Результат - песня.1 балл
-
Я и говорю - химию знать надо. Щёлочь растворяет алюминий - этому ещё в школе учат. Трилон прекрасно растворяет оксиды с гидроксидами, но металл не трогает.1 балл
-
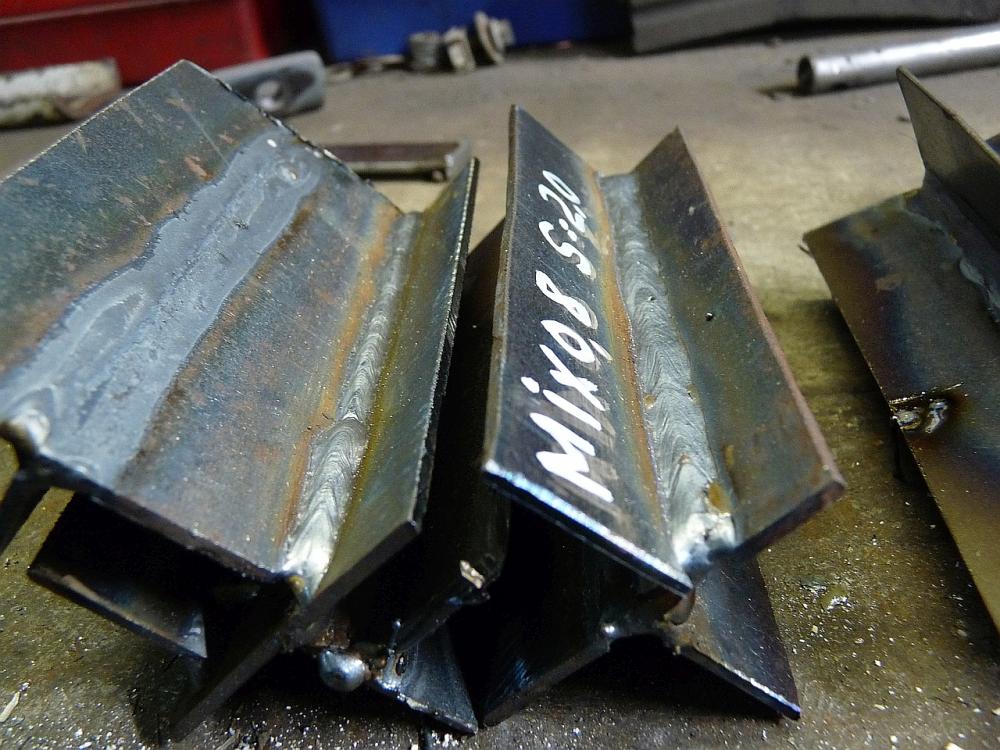
Продолжаю изучать и мне нравится все больше, еще бы руки прямые ). MIX, программа "0,6", проволока 0,8, без коррекций. Железки 2мм. На железках 1,2мм тавр еще можно варить сплошными швами но сложно, встык уже никак. Стык надо переключаться на "0,8" программу, минимальные настройки 30 ампер, а проще зарядить проволоку 0,6. Кто то говорил, что п/а на 30А не варят, не только варят но еще и протыкают.
1 балл
-
По моему это даже оптимистичный прогноз.1 балл
-
@kurt, какого рода неровности? Между ребер жесткости провисания или по общей плоскисти дуга? Сколько перепад?1 балл
-
@pavel83, а чо, правильно! Сварила баба щи, будь любезна - 6 % отлей государству! А пельмени - это вообще стратегически важный продукт, должен быть 100% учет под запись и выдача разрешений на лепку от минобороны!1 балл
-
финал с подставкой.
1 балл
-
Продолжим, от простого к самому вкусному, а самое вкусное для меня жесть про неё я могу писать долго и много. 1. ММА, сжег всего один электрод 2мм типа МР3. Ожидаемо хорошо, т.к напряжение хх заявлено 60 в, не липнет, зажигается силой мысли, дуга эластичная и её почти не слышно, в меру длинная, вертиалы тянуть будет просто. 2. MAG-СО, все пробники сварил с первой попытки, ток выставлял по толщине которую подсказывал аппарат, плюс примерно 10% к толщине. Все пробники углом назад. Для проволоки 1,0мм синергия огонь, я такого не ожидал, на 155А начало шва даже потекло на бок как растаявшее масло. 0,8 - похолоднее, без коррекций можно варить не спеша, с чувством толком, расстановкой. Поделки и заборчики из профильных труб и уголков, где почти все швы в угол, будет получаться легко и красиво. 0,6 - жесть варить очень даже, если нет миксов, не надо мучаться 0,8 проволокой в СО, коррекции просятся немного подкрутить в плюс. 3. MIG-MIX 1,0 - нормально, но восторга как то не вызывает в отличии от СО, может я чего то не вкурил, подсказки по толщине врут, на 200А показывает 4мм ) на токах выше 140А брызгается, для поделок в целом хорошо. 0,8 - я сразу не понял что к чему, это такой баг или фича. Очень холодный. Я пробовал все на таврах, на токах побольше получается жырно, на маленьких червяки дождевые, а я их не люблю изварил кучу железок пока не понял ) Похоже что синергия 0,8 написана для сварки встык с зазором и тут получается все красиво, аппаратику проволоки сколько не подай, все будет расплавленно ровненько. Если надо жарить, то надо переключаться в программу 0,6 и все стает по другому. 0,6 - это пестня, от тонкой оцинковки до 2мм в стык, легко, красиво, просто мечта для жестянки. На оцинковке 0,7мм разница в токе 45А и 50А огромна, объем шва увеличивается как минимум в 4 раза! офигеть.
1 балл
-
материал кончился! Пришлось востонавливать! Да и интерес был именно таким способом зделать!1 балл
-
Метод сварки Tig. Материал 12х18н10т, приварка фланца к трубе du100, Присадка 2мм, ток-80А.
1 балл
-
Процесс пошел )) Дно ёмкости с обвязкой . Все нержа 308 5мм
1 балл
-
Пока Вовка со своей воровской кодлой у власти, платить нужно за все. Скоро за воздух платить будем.1 балл
-
@АРН, Правильно. Продуй штуцера и все сразу поймешь. Тот который в горелку выходит - защитный газ, остальные - охлаждение. Там запутаться " в трех соснах" только сильно одаренный может.1 балл
-
@Hlorofos,Скажем спасибо,но мы и так знали,что в кетае горелки делают.Также известно,что если просто комплекту заказать и собрать самому,выйдет в два и более раза дешевле.Каждому- свое)1 балл
-
@TZYus, Кстати говоря, в системе с ресивером особой надобности в поддержании давления газов одинаковыми нет. Вполне достаточно, чтобы они превышали давление в ресивере не менее, чем в несколько раз. Поскольку давление на входе в аппарат редко превышает 0,5 -0,7 атмосфер, это не проблема. Единственная заморочка в данном случае - придётся калибровать каждый канал ШИМ по отдельности. Ну и следить за давлением на выходе редукторов. Если оно уйдёт, калибровка собьётся. В принципе, можно и без ШИМ обойтись. Особенно, если два газа мешать, от 5% до 20, два ротаметра, большой и маленький, с регулировочными вентилями, два электромагнитных клапана, манометр поточнее, либо контактный, либо оптопары к обычному приколхозить. Это самый примитивный вариант. Недостаток в том, что его не откалибруешь. Каждый раз придётся настраивать по ротаметрам, а при этом газы зазря уходить будут. Можно только один канал ШИМ сделать, регулировать расход добавочного газа . Если не заморачиваться на плавности регулировки, а сделать от 5 до 20 процентов с шагом в 1 процент, получится довольно просто.1 балл