Лидеры




Популярный контент
Показан контент с высокой репутацией 24.07.2019 в Сообщения
-
Добили мы лебедушку и 5р мои как договаривались , но завтра им еще доехать надобно со столицы .
 9 баллов
9 баллов -
Развлекаемся...
8 баллов
-
"Круглое носим, квадратное катаем" - армейский фольклер. А потом затаскиваем)
7 баллов
-
Жена пожалилась что сломала чужую большую иглу на работе(сшивают ей бумаги). Сделал за минут 25 ей новую иглу(из куска антенны от алтая). Игла см 15 длинной(рядом сверло десятка- 10mm). Она когда увидела её - случилась пятиминутка . Отнеси отдай людям сувенирчик.5 баллов
-
А говорят- чернуха!
5 баллов
-
Мини пескоструй решает это за пять сек. :P5 баллов
-
Это не пересадка колокола, а почва для размышлений
5 баллов
-
@Hattab, Эверласт не производитель. Производитель Nantong Free Mechantronic. Они на выставке в Китае каждый год предлагают всем продавать свои аппараты под разными брендами. Даже название не пишут на выставочных аппаратах. И вывеску ставят FREE ! т.е. свободный бренд. Но аппараты вполне даже ничего. Как импульсники - не знаю.5 баллов
-
http://cdn-tn.fishki.net/26/upload/post/2019/07/23/3040015/36600fe4df4e4cffef31215f0be09284.jpg5 баллов
-
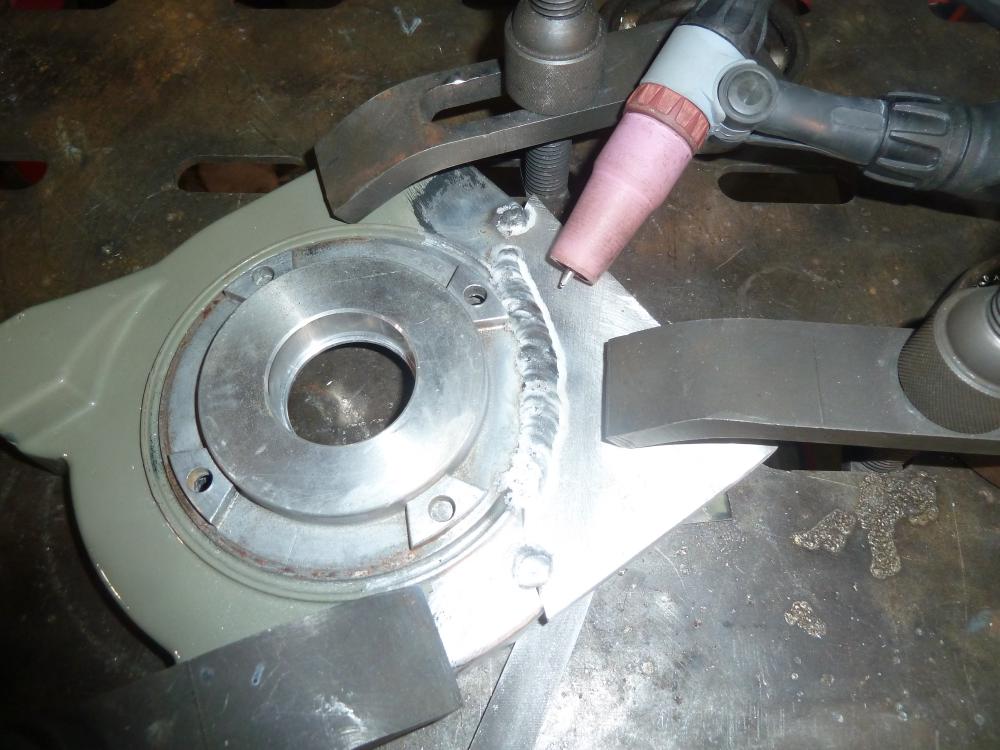
Алексей , не и не каких претензий с моей стороны нет. Похоже клиенту виднее и если притащили , значит бум делать . Вот правда сегодня не сподобился поработать над лебедкой , с утра в Щелково в "ГидроДоктор" гонял со свояком и ему на Камазе чинили его многострадальный манипулятор . Не много пофоткал тел. своим у них и конечно не смартфон но кое чо получилось , но вот из тел. снимки не могу вытащить в ПК и не видит он их , именно сегодняшних , остальные просматривает , куды то они в тел. не туды залезли но они есть и на тел просматриваются и переведу в ПК но уже не сегодня . В принципе не чего интересного , но кое чо есть вот например чернягу и усе прочее на гидроцилиндрах сваривают в смеси 98\2 (Ар\Со) Ну и лежала на огромном токарном алюмишка от ДВС плита переходная на колокол (вчера где то разговор был про них http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=390632 ) но заводская , сварена отвратительно и покажу. По приезду привезли форсунку из Электростали , разбирать на отрез отказались , ну и под их ответственность минимум нагрева сварил сперва сталь -присадок и сверху облицовка МНЖКТ . Отзвонились - усе работает. Иван , у тебя "суровый" и полноценный "тяни" с регулировкой прижима и т.д. , на моем мало-мощно- габаритный мотор но он тянет , а вот прижим постоянен и просто подпружинено , так вот после Дайхен 4метра проволоку смотал на катушку взад и не посмотрел а ее ролики здорово покоцали и так как на ПУШ - ПУЛ горелке канал плотнее то после метра выхода проволоки из горелки она заклинила и вытащил ее только после вытаскивания всего канала. Ну и решил укоротить и пуш-пул до 3х метров и это самая оптимальная длина ,,,, для меня точно и мне с лихвой хватит.
5 баллов
-
Олово убираю обычной ХБ тряпкой а зачищаю если есть ржа обычным отрезным кругом, наклоняешь болгарку градусов на 30 и вперёд, зачем такие сложности с фрезой4 балла
-
Температура 350С -это температура наиболее характерная для мартенситного превращения большинства закаливающихся конструкционных сталей.Давайте рассчитаем температуру подогрева для сварки ст.35ХМЛ толщиной 10мм. Для этого вычисляется химический эквивалент углерода,определяется размерный эквивалент углерода и находим полный эквивалент углерода путем сложения химического и размерного эквивалентов.Далее,как уже сказано,350С темппература мартенситного превращения.Ее умножить на корень квадратный из полного эквивалента углерода минус 0,25(0,25 -это предельное содержание углерода не оказывающее влияния на закаливаемость стали) .Если произведете вычисления,то получите температуру подогрева 200С. Для чего нужен подогрев.Подогрев обеспечивает снижения скорости охлаждения металла,что влияет на образование конечных структур.Если скорость охлаждения обеспечивает образование 25-30% мартенсита в околошовной зоне,то трещины образовываться не будут.Предварительный подогрев снижает количество мартенсита,но не исключает его образования .Также предварительный подогрев снижает скорость нарастания деформаций. Если интересует инструкции по сварке труб из теплоустойчивых сталей,то можно посмотреть РД Газпрома по технологии сварки технологический трубопроводов КС из теплоустойчивых и высоколегированных сталей.http://yandex.ru/clck/jsredir?bu=8iy7&from=yandex.ru%3Bsearch%2F%3Bweb%3B%3B&text=&etext=3128.yWLVS_G1ymQ4HZkVHYHIc5jCk9tD1lrxlSZllqQWRGsJaNOxe4l8x3GnngHS1QrZq5P6NZP_D80D2aGSTl4wliM63Si-XncZQ-dlKK58CQPoMHLoazvEXjJHAEkm93Wt.9a0e7f442b11a7284392e5a58fb20c5701bda29e&uuid=&state=PEtFfuTeVD5kpHnK9lio9dFa2ePbDzX7kDTG1R8Zf0ARBi8_2I6jPgTRYybhxriMEZK5yuDjTkooMW_xq4etHC-eslvs5mdMUT-s8yI3xp8,&&cst=AiuY0DBWFJ4EhnbxqmjDhWov6QaQr29ZrMPbeA3yK0Rs5eWzObDnO-aO0j42K1w3z_OoPs7PA_RL885mfnc8Cma10oPOOZgap16c4qSMGTraFrSLEh9ZwzfAjo2aXIvDUDz0VmNwir0zmg1760z6a5-OU41MFBOKUNG_06SrhnS9v-BddaCMWwFpcxIO6Bcp_KTuCHTuze-cxVgVtH8dpLoTKPObjK8M5CS3dtqUWgnfmfbPZmCN6B9Di7Z4wfSRoSUZucFgQ8B6irIBMhizj9ffe1qJH7T5Qt0-iiU-yEH8lff4sPkREKU7XJgg4XulDOB-HwxY6BtsOXg2djSzFAVP9f0G5tn7BaAIhtrKSgKhYNlpCgLRMaYBrBfJZ52Q7G8amPSUATQRuF4bUmZbZAELffGf8CPgLvWsg6RzfdG2OPBNkci603_kHClHu7H362UWGGzi-f5nF99ArX4wmbxBW2XLATQYHhTtChKWdH-5HJ2pXE-uiDnlT5WORzONrTcJfsj6eUSsqasYVf21XikxOiinGfZtca8K3DoMgBshO5YvlPKlCcXSv6pQXg5Qzgd4M6xtA2b9GUpqT2czJhapO5GW9YN9x-TtzRWphg6NsqorI1kojr39XbRp45nJsMcfJ2GWQ-Yuv39yqKxz0pENaiwjbKQzKENSKfSMTxxW8IJktRHJFlJvFhgD1ycJJEN03WSIUaR7-LChrL7jDMWlXPxz3dN5ku4i3d03aSd7gPO-DtU38nHHZS24r7hpTvF3YpwHnEl26CccXxGWgk3FMO5gSXOcDdKh4FG8pTmQc7-WtvdEiY5ausBKG6EBPp5LS_Tm1SlM1ef_WXFDxb6mE6q5T-FH2UtmpXNsKsrk0vlonYGlmRZZq4FBxje77BX-sjk3dU7_YCZ35y2ha7JgKr5RruMt2N_LIOjuQHzs6_V2m56JXUdJQzJt0s1onBbJdFaP9qZH7etIBTuIotnAvYlPTcTv&data=UlNrNmk5WktYejR0eWJFYk1Ldmtxai0yZy1FQWJoSl9sZ3FsT0NoR0FSeTR5YlRmbVFkbWZIWEd2Vl9DUGJXZ2tzSXdvQldRQ1owbllPWC05R3daWFRCMHU2dmxva3h4TXF1UjA0RTdxRUJvelp4b2x0c2lpOUNyTTVGS3UzYVZVem9iTDM2NDdWb3p1dmRBTTVfVkZnLCw,&sign=6173b0d47c84985de0d38e3f827f518f&keyno=0&b64e=2&ref=orjY4mGPRjk5boDnW0uvlrrd71vZw9kpVBUyA8nmgRH5pjAsQ9jusnb2RSIj22hu5qcw1R_Sp6sPFW1P1RDXvsWxQFLfz6c837VvZgb-wq-d6bP1xX3y4ziCm3jjDj1uOPoAXkFxdyWeAusSEslXt1e62-VEyBGHSBz9Fp8YXshQjjhHI3Ndc4ZFJrPViHNS500jMQOBRUz263DbOPhAU2BmOQj8qEd0hj3svTzhA0-mfNMoppBimhJuXU7gu3CNHvg9dqls3cAT30NtAI21j647IaExEocQWlM4dLGNf7RnRbg_PTn9sBi2IjhV_Qryst785TuUtm6AEi48mu43RQ,,&l10n=ru&rp=1&cts=1563984790706&mc=3.084962500721156&hdtime=80474 балла
-
Привезли наконец макитку на прошлой неделе. Ощущений пока никаких. Пускай парни радуются шурику как индейцы бусам. Впечатлила третья скорость и момент.4 балла
-
тож дико было в 14-м году, когда родич (двоюродный брат жены), россиянин, так говорил. Счас привык, сам так говорю. Оно ж как бы не совсем деньги, нулей много, толку мало, грубо, канистра бензина, "рубль" и всё . Жена поначалу пугалась в супермаркетах, когда трёхзначные цены видела , приходилось успокаивать: "это ж не гривны, а рубли".3 балла
-
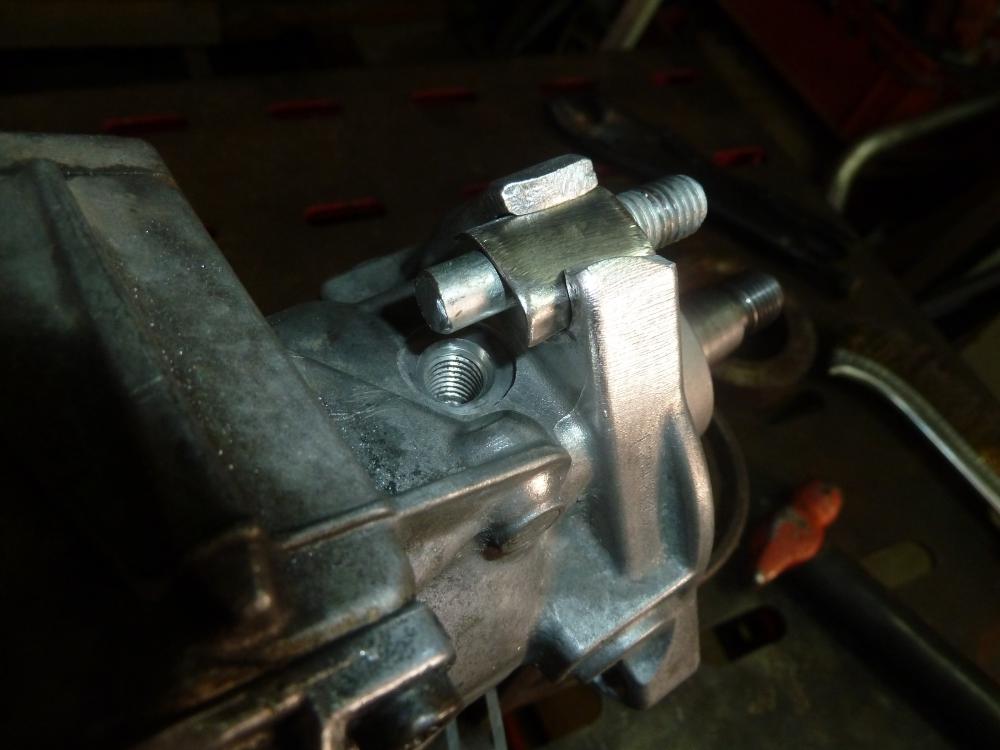
Обратите внимание на плиту с отверстием, в которое можно установить оправку для центровки и Т пазы для фиксации колокола. Разметить можно штангенрейсмусом и контролировать поводки им же, предварительно сделав себе контрольные точки, поводки компенсирует контр швами, можно штангенрейсмусом, а лучше магнитной стойкой с индикатором. Пару десяток.... Да легко. Можно и лучше, но дороже.3 балла
-
Может быть не в тему, но как то коробит от этих «рублей» Тут в соседней теме за «переноску» разговоры были, подмена понятий и все такое, опять же болгарки... Рубль это рубль, сегодня это монета в 1₽, а тысяча это тысяча.3 балла
-
Лечу - Корнерегель. Для сухих глаз - Офтагель.3 балла
-
Суздаль.Этим летом.
3 балла
-
Алексей , вот как то по весне меня просили ковш фронтального погрузчика подлатать и чтобы более менее герметично а то плывун у него убегал . Ну и посмотрев сказал им что здесь работа РДС (ММА) и резак и надобно вам поискать сварного РДС . Нашли и тот оценив сказал тут больше работы кувалдой и вырезка заплат а сварка меньше времени будет и по сему 1час-1000р . Согласились но правда начальник оставил своего "доверенного" в придачу трактористу проверять и следить чтобы время не тянули . Работа 6часов и "доверенный" подтвердил что в поте-лица работали и сварной сполна получил свое заработанное.3 балла
-
Сразу ,,, не знаю сколь она стоит но просили сделать и заплатят сколь скажу но конечно в разумных пределах. Тапк вот не секрет возьму 5р , скажите много ,,,, да нет в самый раз и не знаю сколь оно стоит в З.Ч. и может 2р да хоть 1р и на 3 и даже 4р не стал бы делать не рентабельно , металл мой и пусть там кот наплакал но он мой , диски отрезные и лепесток , фрезы и ее работа оцениваются тоже , ее надобно держать и смотреть что пилиш да и электро энергию она тоже любить , ну и сварочник тоже ее любит и просит аргону и без негго , + повторить конструкцию и тд. и вот пожалуй я уже засомневался , и ...и 6р мне. Вот кстати такова лебедушка По времени я его не считаю и как сделаю так сделаю и подождут не люблю когда мне какие то сроки определяют и я сам определю и не как иначе , ну и лебедка скорее осенью в лесах понадобится , сейчас лето и справятся 4х4 . Усе это лирика и вот хотел сегодня добить ее и приварил "главную" заплатку и звонок ТНВД надо поправить и не с "Грузового центра" и где только находят мой номер тел. Да ладно привезли БОШ и "хвалА" современным автослесарям " А хде...хде Шаебочки на сим соединение и надобно было водили написать претензию и пусть новый корпус покупали бы а это хде то 50р . Выручили "современных" и 3р моих водила с работы "современных" компенсирует. ЗЫ , но до всего до этого и примерно 7.нуль-нуль утра поехали по инициативе жены за грибами и как в песне "эх хвост - чишуя не поймали не хрена" , собрала Москва усе под чистую в воскресенье.. Ну и где то в 19 с хвостиком по Москве сижу дышу воздухом , слышу "вертолетчик" летит но думаю ко мне ..., не позднее чем неделю назад звонил "вертолетчик" и что то там у него на титан - раме лопнуло и обещал чтобы без пробок и пыли прилететь прямо на вертолете ко мне ,,,,,,,,, не пролетел мимо и значит не мой
3 балла
-
Денис , немного "фАНТАЗИИ" и можно обойтись без токарного и т.д. Еще хочется добавить , лучше не кто не сделает и задуманное обычно сами и делают , если конечно руки под сие заточены. https://www.drive2.ru/c/503634875589329363/2 балла
-
@Hattab, все виды сварки в ac/dc инверторе нету! Так шо батенька ищите место, раз решили все осваивать, ах да, денег тоже!2 балла
-
https://ok.ru/video/2101519847794 Нтилигентам не читать! Мат . Второй раз посмотрел, опять ржал.2 балла
-
Добрый всем день, дядьки не где не видел лай фак так сказать. Вообще рамка стальная которая паяеться к бочкам(вообще это про лужение стали, баки к примеру гнилые) , если грязь и ржа на ней. Чтоб её обслудить, берём пшм с твердосплавной (это обязательно) фрезой. Чистим все до блеска именно металла, даже где есть олово, его убераем. Нагреваем науглераживающим факелом(это обязательно), травим, снова греем и все лудиться на ура.2 балла
-
Кстати по поводу металлургии, позволю себе тоже высказаться. Вот @AlexFaba, не стал уточнять какие стали он имеет ввиду, а между тем, например 34ХМ (30ХМ) имеют точку мартенситного превращения где-то (360-380)С, соответственно "Выдержка при температуре 150..200 град. по Ц" - вряд ли уже спасёт ситуацию. "Ну металловедение же". Или например, помнится в инструкциях по сварке труб из теплоустойчивых сталей при больших толщинах запрещается допускать охлаждение ниже 300гр.С . т.е. речь не о подогреве (это само сабой и с другой целью) а о снижении скорости остывания СС до Т/О.2 балла
-
По простому... Как сказал один лектор из общества «Знание» «Есть ли жизнь на Марсе? Нет ли жизни на Марсе? Это науке неизвестно. Наука еще пока не в курсе дела!». Однозначного ответа пока нет. Вот тов. Куликов В.П. (с которого началась тема) обозначил три теории и в приведённом вами обзоре (достаточно авторитетном) тоже пестрят фразы «с высокой достоверностью, по мнению авторов, наиболее вероятно» и т.д. Суть в том, что вопрос этот всё ещё достаточно дискуссионный и точка не поставлена. Но из учебника в учебник эта тема переписывается лишь с одной целью, чтобы у сварщика на подкорке отложилось – водород (вода) плохо. Значит, кромки надо зачищать, СМ прокаливать и обезжиривать, при необходимости брать с фтором, на постоянном токе, короткой дуге и т.п. Глубже умничать, наверное, никчему. А статей действительно много, и порой вообще не о том.2 балла
-
@BAN, все верно, 2-3-4 рубля - нормально за такую разовую конструкцию. Дешевле если только объемом брать ) Тогда можно и шаблоны сделать, процесс пойдет быстро )2 балла
-
Ну тогда вы заработаете честно свои 500кр., и не как иначе .2 балла
-
@selco, Дядь Валер, здрасьте! А что не так с тянитолкаем? Я на желтушном друге пятиметровый гонял, по люминю, пашет без вопросов, на то он и тянитолкай.2 балла
-
Сгонял тут на неделе на малую родину , матушке помочь по хозяйству, .Данил Шахов.сын соседа, по моему совету поступивший на отделение СПО в Сыктывкарский политехнический техникум на "Сварочное производство" добился весьма приличных успехов-победил на местном чемпионате WSR,начал собственный бизнес по металлоремонту( пока в кооперации с отцом), построил "Катюшу" . для сельского мемориала погибшим на Великой Отечественной землякам.. Ещё год и дипломированный техник-технолог...
2 балла
-
2 балла
-
https://www.olx.ua/obyavlenie/prodayu-b-u-slesarnye-tiski-IDyld4g.html#70cb0ee594 Прикольнуло: "лопнувшая станина остальное в рабочем состоянии" У мну тож такие есть (сайлентблок прессовал на свой мащин), продать, что ли? http://chipgu.ru/images/smilies/kolobok_confused.gif1 балл
-
Чтоб ушами за них не задевать (или локтями если спиной к стене на снаряде заниматься).1 балл
-
@BAN, спасибо ) Тут такой нюанс, что если сделать сверху укосины, то нельзя будет пресс качать. Заказчик хотел самостоятельно сделать подушки под руки и спину, поэтому так изготовил. Если это неважно, то не сильно принципиально, я думаю. Если хорошо сварено, то выдержит такая конструкция оч много. Лучше такие вопросы в личке обсуждать, наверное )1 балл
-
Спасибо!1 балл
-
я за офтагель1 балл
-
Да, просто рубль не совсем подходит. Килорубль, к.р., "штука" - более понятная величина для 1*103. Было время, у нас 1000 называли рублями, настолько бумажка обесценилась. Вот с обрезанием нулей малость затянули, и обрезали не три, а четыре нуля. Тысяча стала не рублём, а десятью копейками, вот где начался слом мозга что по чём и кто чего имел в виду. Вряд ли они выговаривают до каждого доллара:
1 балл
-
Будет работать.1 балл
-
@vergaser, Всех благ и удачи во всем !!!1 балл
-
1 балл
-
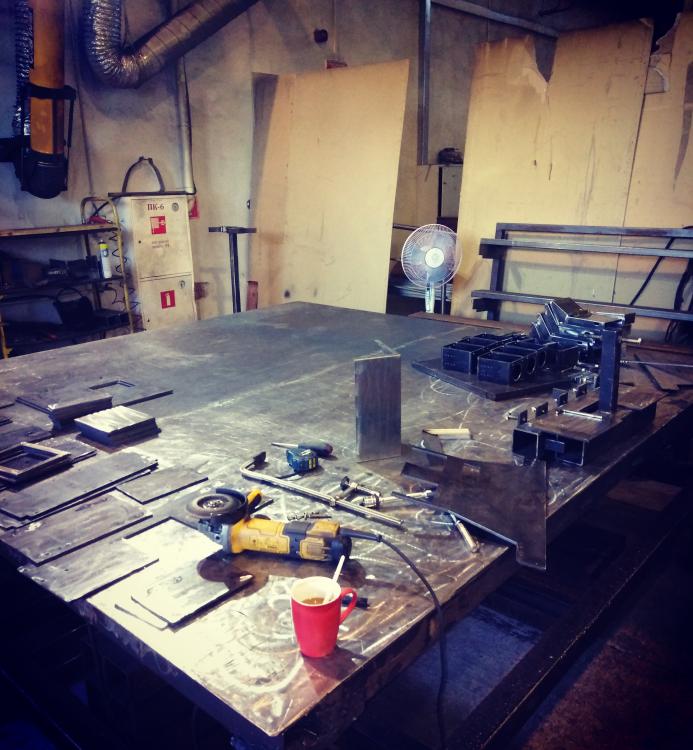
Тот момент, когда пятница со своим творческим беспорядком переходит в утренний завал понедельника. Тот момент, когда в четверг горит не только работа, но и рука!
1 балл
-
@Денис16i,16к20 - токарный станок. что на видео станок подобный но кожух небольшой. Далеко находитесь, ищите ближе.1 балл
-
1 балл
-
Странные люди. Зачем спорить с законами физики?!1 балл
-
Была там трубка.По согласованию с заказчиком -заглушил.Полагаю,что они знают,что делают,а если не знают,то это их проблемы.Я от них требую конкретики - что вы хотите? То-то и то-то.Хорошо,будет сделано именно то,что вы сказали.1 балл
-
а мне деньги пофиг. Есть - хорошо, нету - переживём . У вас тож НЕЧЕМ платить мне. Что это за з/п для Масквэ - сороковник? http://chipgu.ru/images/smilies/kolobok_addon_unknown.gifА жить в Москве, чтоб заплатить за квартиру и пожрать, так я и тут это могу, в смысле пожрать, за жильё платить не надо, своё, а значит, работать меньше надо при прочих равных, Колиной лени это очень нравится http://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gif .1 балл
-
Внешний угол. Не сразу получаться начало, но вот стало. Всё таки надо двигать вправо-влево, но быстро и мелко, а когда тащил ванну линейно то всё время прозявывал -- то одну кромку не сплавлю, то другую. Проволока 0.8 мм есаб Aristorod 12.50 катет 8 мм. 23 вольта, подачу не скажу -- нет индикации. п/а без пульса, Helvi Silvermig 499 смесь К18 Сталь листовая 12 мм SSABовская
1 балл
-
http://websvarka.ru/talk/topic/11970-avrora-dinamika-200-i-dinamika-200-dvojnoj-puls/?p=370502 Супер пульс работает включением кнопки и да с любым другим режимом , но это не означает что его не надо настраивать под какой либо из режимов. У Меркле в частности на моем двойной пульс в паре с одиночном , но это на моем и требует обновления-прошивки. На более поздних версиях можно включить две программы и даже вроде три если память помнит с любым импульсом и параметрами , и это примерно так же как супер пульс .1 балл