Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2019 во всех областях
-
Добрый день, джентльмены. Долго не заходил/не писал - много дел и суеты, но рад, что все на месте). В общем есть, что добавить в общую копилку контента: Ремонтные работы по спецтехнике - заварка трещин, накладки. Корень либо ЛБ52-2,6мм, либо Behler k50r 2,5мм. Заполнение и облицовка - либо 7018 Линкольн 3,2мм, либо ОК74.70 4мм. Пачку этой ОК случайно забрал на рынке - торговец уже отчаялся ее продать и сдал по смешной цене. Хотя такими бревнами орудовать на ниточных швах не слишком удобно Клиент дотошный, любит сделать все "по красоте": Наплавка выдвижной части стрелы экскаватора - 4 плоскости по 200+см, шириной 5-6см. УОНИИ 13/55,4мм. Металл наливал в шахматном порядке, по секторам - к счастью, никаких деформаций не случилось. Самое интересное - чистовая шлифовка. Поскольку в обычный фрезерный станок такую жлыгу (около 2,5м) вставить проблемно, пришлось немало времени и сил отдать ручной шлифовке большой УШМ Макита. Получилось...потно). Детали прошли проверку практикой - все работает чотко). Есть небольшие каверны, но это просьба клиента счищать как можно меньше, сохраняя толщину - в итоге снимал около 1мм. Исправление "ремонта" рамы камаза после прошлых владельцев - за такое не грех и грех на душу взять). Вкладка приварена с зазором 5мм, корень ЛБ52, лицо - Bohler k50r 2,5мм. Очень нравятся эти электроды - наиболее мелкочешуйчатый шов из виденных, очень плотная и ровная дуга, но...на тонком металле или больших зазорах ЛБ однозначно выигрывает. И самое жаркое - реально, настилали новое дно кузова в жару - за пару часов металл прогревался так, что я понял фразу "уж на сковороде". Повторять не хочу). Под листы подкладывали всякие лом, чтобы они не проминались в старое днище. Опять же, джентльмены, извиняюсь за разный наклон фото - как ни выставлял, форум вращает их как барабан на "Поле чудес"
 17 баллов
17 баллов -
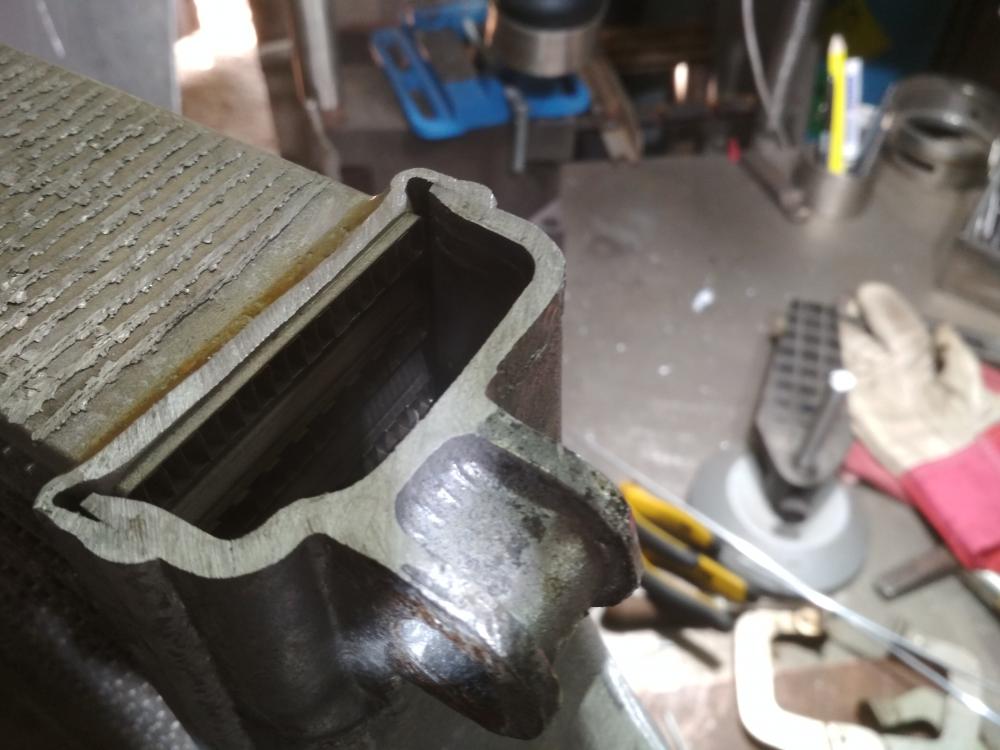
Изменение размеров интеркулера. Принесли уже со срезанными бачками.Удалялись две соты. Надо было уменьшить высоту патрубков - не становился он,насколько понял,на МАН.Часть бачка с одной стороны срезали по самой соте.Соты залиты мастикой.Было опасение распайки,но все обошлось.
8 баллов
-
Выходной продолжается, подошла очередь плазморезить. Надо в шести столбах под двое ворот и калитку прорезать 36 отверстий под скрытый крепеж. Делаем шаблон, на твердость рук надёги нет))) Запускаем плазморез. Устанавливаем шаблон на струбцины по разметке. Сверлим дырдочку, что бы сопло дольше прожило. Металл тройка. Ловкость рук и никакого мошенничества. Готово. Быстро. К стати совет Миротворца чистить сопло щеткой слегка после реза, реально помогает. Налипания окалины нет, сопло живет дольше. Ну и в маске с режимом зачистки очень глазикам хорошо. P.S. Любителям ТБ - тапки сварочные, носки тоже
7 баллов
-
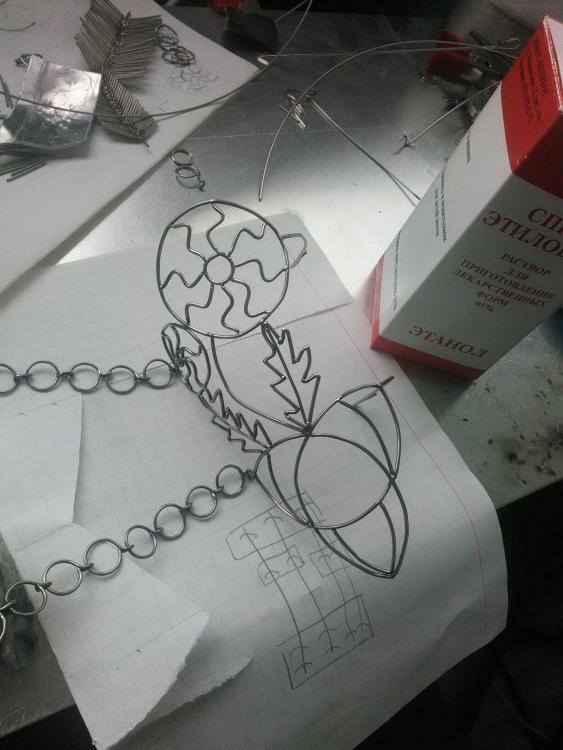
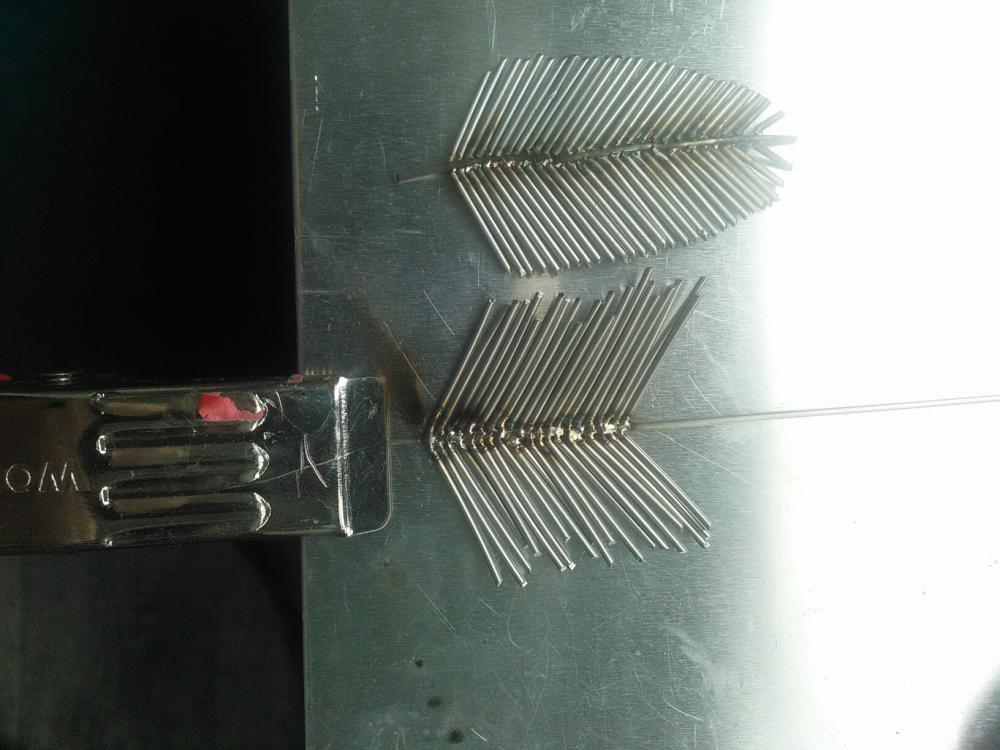
Браслет. нержа 1.2мм и 1.0мм. И пёрышко.
6 баллов
-
Оставлял радиатор от Маза в качестве донора для радиаторов малого размера. Радиатор - основной и в него заливали всевозможные антитечи. Опрессовка донора показывала утечки по корню трубок .Понадобился радиатор 300×300 , пошел в ход донор . Радиатор сварил , но опрессовка показала множественные мелкие утечки по телу трубок . Итог -работа ради работы .
5 баллов
-
еще раз задам вопрос! а то меня уже форсаж забибикал... постоянно обрывает дугу, если бы работал каждый день - разбил бы кувалдой!!!!5 баллов
-
Ставишь цангу под диаметр покрытого электрода, втыкаешь электрод в горелку и уперёд к освоению пульса на ММА в режиме пульс ТИГ. Если я конечно правильно понимаю о чем речь ведете.4 балла
-
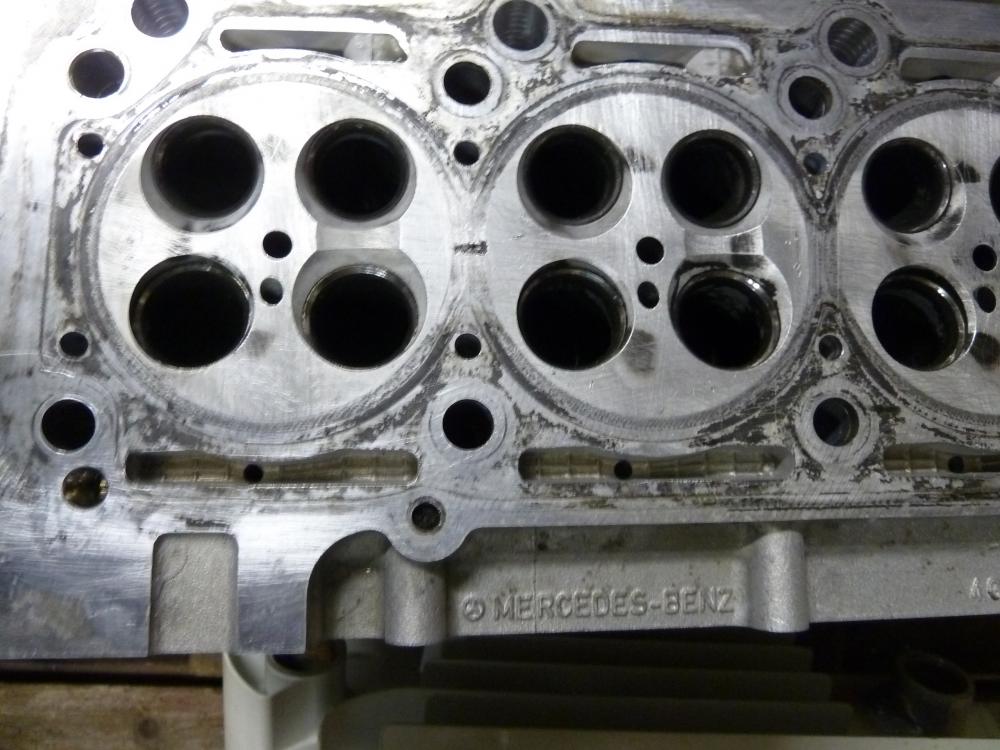
Все же для меня сварка это хобби и варю я не часто. Однако иногда приходится, в том числе и гбц. Греть ее ради пятка мест совсем не хоцца, хотя и знаю, что при этом будет. Поступаю следующим образом: крутилки до упора, и глазки в оба. Тупо прогреваю и веду неспешно подавая присадок когда кипение уменьшится. Потом многократно прохожу голой дугой по шву. Если он замкнутый, вокруг канала, то тупо по кругу дугой бегаю до тех пор, пока кипение не прекратится. После фрезера и шлифовки обычно мне говорят: где варил не найти. Пожалуй, это высшая награда, однако деньгами лучше) П.С. конечно, когда подобные вещи в работе постоянно, то лучше хорошенько прогреть в заневоленном виде4 балла
-
http://s00.yaplakal.com/pics/pics_original/1/4/9/13240941.jpg4 балла
-
@Serj55441, стоимость оборудования, амортизация, квалификация, расходники. За сколько секунд можно сломать фрезу? А стоимость фрезы? Я как то считал и сравнивал свою работу и парикмахера. Имея в наличии помещение (в складчину) пару ножниц, машинку с замотанным изолентой шнуром, прыскалку и расческу, парикмахер с меня берет 300р за 20 минут. Таким образом 900р в час. Неслабо. Притом, что вложения ни какие, а квалификация ниже средней3 балла
-
Михаил , импульс это и не путаем с частотой АС тока и она у него 50 или 60гц и не регулируется , а вот зачем 300гц да наверное не стали заморачиваться и не разделили частоту импульса по АС и DC току и отсюды и параметры (хотелось бы послухать импульс АС дугу с частотой 300гц) . У меня на Селко частота импульса на АС токе мин.0,1гц макс. 25гц и далее как считают их инженеры на АС токе нет смысла поднимать частоту импульса . Впрочем каждый смотрит со своей колокольни и если все правильно сделано то почему и нет 100гц и 300гц . Вот на Ево и Рем там вообще подмешивается ВЧ импульс как в АС так и в DC токе и можно в паузе общего импульса поставить например ВЧ 600гц а в пике 12000гц и работает и главное найдется и применение симу , я пробовал и знаю . Ну снимать пару мм со всей плоскости и не обязательно и повторюсь что надо вскрыть и очистить сам очаг и он иногда уходит в глыбь и при этом еще расширяясь во внутрях на глубину более 5мм (все конечно зависит от старости ГБЦ, какова охлаждающая жидкость плавала по ней , и конечно от самого сплава а вот он сейчас говорят не так хорош как при СССР да и думаю так и во всем мире- одноразово ---- покупайте З.П. девиз нынешних инженеров. Ну как не стал и граница она везде граница и должна быть на "замке" , вот тут надо четко усе сделать и особо за "кардон" разделки дугой не уходить (современные аппараты сие позволяют делать) иначе там чужие пограничники и постараются "пузырей2 навставлять . Ну и еще раз про ваш "бодик " у него синусоида и вот по моим наблюдениям она намного эффективные создает в ванне волны тем самым выбивая пузыри , вот по крайней мере на Форсаж 500 это так , правду сказать там чуток модернизированная синусоида но она прям "шторм" устраивает в ванне ,( у китайца ее наверное нет) , вот сегодня еще раз убедился в сием , конечно не ГБЦ но материал дрянь дорожный указатель висевший несколько десятилетий на дороге и принимавший на себя усе от солевых ванн зимой до палящего солнца летом .
3 балла
-
Я в таких случаях ориентируюсь просто: 8 часов работы 10-12т.р. В зависимости от условий труда. Но это для северо-запада РФ3 балла
-
Есть ещё один наиболее важный критерий выбора аппарата.Брать с целью отбить быстро или наслаждаться как хобби. Тут вспомнился совет от гуру =Сахалинский Кот=( жалко теперь редко появляется на форуме) Он перешёл от Есаб на китайские аппараты и от смеси к кислоте. Так как ремонт брендовых аппаратов был не рентабелен. Это при том ,что он специалист в электронике. Я выбрал среднее Приобрёл китайский Мегмет 3000 с даблпульсом.3 балла
-
У мну тут мысль образовалась.Могу предоставить на время сеанса магии ЭСАБ и Линкольн Электрик.П/А и ТИГ.Отправлю аппараты транспортной компанией.Пересыл туда и обратно за мой счет.3 балла
-
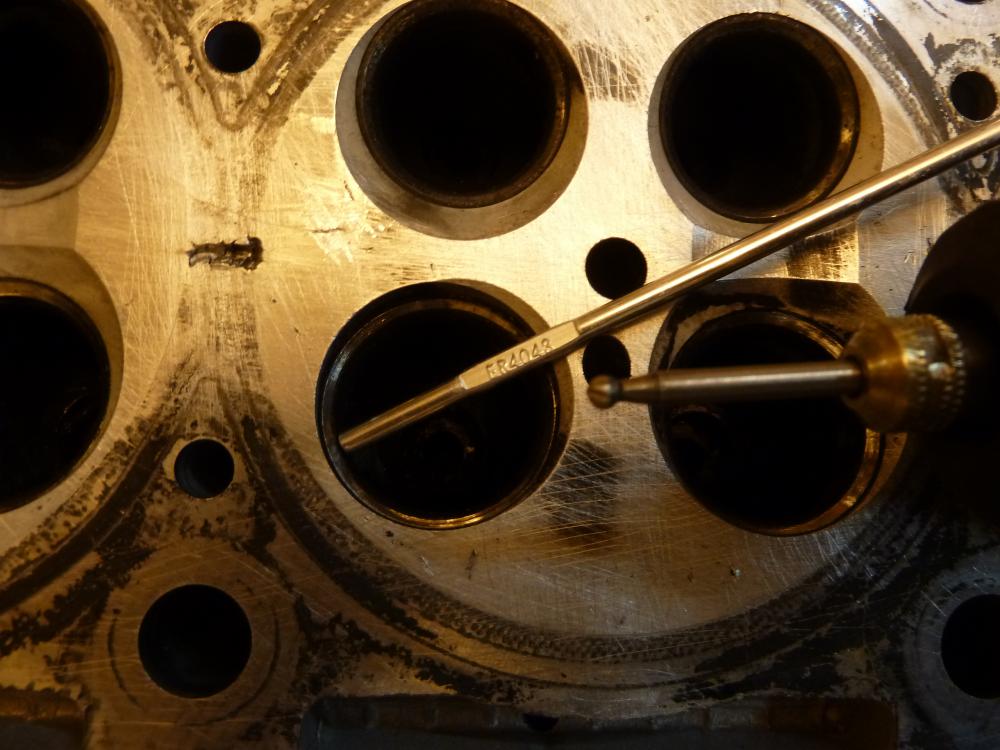
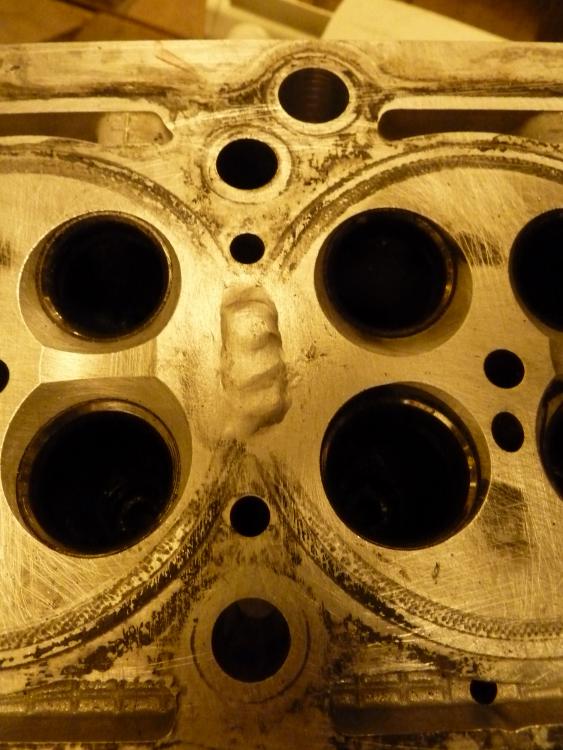
Жаль вашего имени не знаем и тут часто по имени общаются , да ладно. Вот смотрите ваши "веселые картинки" и чо я в них увидел с 1 по 5 , да и в остальных тоже . Вот пузырьки по периметру сварки размещены и их нет в середине и к каналу тоже . И так вот от куды они по периметру - прут , смотрим еще внимательно "веселые" и чо видим , видим плоскость фрезерованная но черные пятнышки как звездочки на небе имеются и это как кариес , пятнышко может быть маленьким на вид но во внутрь уходит глыбоко а иногда и в глубине расширяется и даже раздваивается и точь в точь как на зубах кариес , вроде пятнышко а дантист ползуба распилил. Так вот фрезеровки мало и надо как дантист до бела удалять сии пятнышки и не какой нагрев не поможет они держат влагу в себе . Бодик справляется только потому что им приходится греть дольше так как дуга расфокусирована , вот как то очень давно ухо крепления от КПП Волги носил приварить , так вот сварной на УДГУ400 на токе около 300А грел относительно долго , ляктрод в полурасплавленном состоянии и дрожит, прежде чем люминь начал плавиться , картер нагрел так что час остывал и ясень хрень что все выгорело и испарилось. Современные аппараты , со своими балансами и частотами позволяют на меньшем токе практически сразу плавить люминь не дожидаясь пока все "выгорит" и нагреется до 400г . И по сему , все что "подозрительно " и отличается по цвету от основного алюминия , удаляем . Вот смотрите и то я поленился и не вычистил как положено , но на моем есть токовый баланс и за счет мощной положительной полуволны он чистит как " Бодик" и даже лучше . Но , оговорюсь , поленился да и на душой стоял нетерпеливый клиент- друг который только и приговаривал "так сойдет!.
3 балла
-
Развлеку немного фотками. Будни конечно мои не суровые. Тихо сидишь - сверлишь, точишь, режешь. Мастерскую фактически перетащил в подвал гаража. Снизу слесарка- сверху только сварка. За инструментом только хлопотно бегать наверх и потом наверх выносить обратно. А так тихо и спокойно. Только телефон в подвале не работает . Говорил здесь, что емкость на холодильнике сварочном потекла(вся утекла). Помыкался по всей области по магазинам и интернету. Особо ничего похожего нету. Пришлось свою ремонтировать. Поставил заплатку, вырезал из крышки полиэтиленовой присадочные прутки и "заварил" по кругу. Как оказалось не герметично. Пришлось вспомнить детство и закапать горящим полиэтиленом. Сверху полиуретановым герметом и новый фитинг в новом месте. Сухо однако. Недельку пришлось поварить воздушкой. Однако постоянно нужно контролировть время и это напрягает. А так замарочился заточкой свёрел(сверлов ) и другого инструмента и начал изготовление собрания новых заблуждений. Типа высокотехнологичный подручник для точилки. Хорошая гимнастика для ума в части всё строго параллельно, перпендикулярно,точно и заварить так чтобы не выкинуть в помойку. Токарь делает круглое, а я всё превращаю в квадратное .3 балла
-
Ни чем не хуже, но проблема в том что за четкую прическу бабло готовы отдавать охотнее чем за качественную сварку. В итоге мы живем в стране декораций. Где готовы до бесконечности латать фасады вваливая кучу бабла, но ни копейки не вложат в фундамент. По нормальной человеческой логике самыми богатыми должны быть работники водоканала ныряющие в овно. В их руках жизнь города. Но у нас самые богатые сами знаете кто.2 балла
-
Ну и так понял пока не "вскрывали" швы на наличие пузырей . Да уж разделку вы суровую забацали . И вот вопросик имеется , а сами стенки канала подчищаете от грязи , я в обязательном порядке подчищаю и с них может водород запросто путешествовать по шву и обычно он следует за замой дугой и ждет как дуга погасла и он туты и обосновывает новое жилье.
2 балла
-
Да признаюсь и это правда , но вот только в этом она "нехорошая машинка" и в остальном , а чо говорить то туты на медне поменял конеЙ , Форсаж в чулан , Селку в гараж , но через пару дней понадобилась "мощь под 320А " и Форсаж вернулся из чулана , Селка снова в чулане2 балла
-
Он дугу рвет если очень грязно и электрод уже в говно и только на переменке. ВЗет8 поставь и пожалуйста отпишись что изменилось.., а то доброжелатели набежали... Я работаю на 500-ке уже более 700-от часов и знаю о чем говорю, правда эта "нехорошая машинка" сбрасывает наработку каждые 250 часов.2 балла
-
Кувалдой не нада , отправь его на прошивку и адресок в теме Форсажей , да какой у тебя Форсаж 200, 350, 500. Андрей , вот даже уже не знаю когда будет 200. . Давно уже не общался с Андреем и попробую на этой неделе что нить узнать.2 балла
-
Может стоит допуслуги организовать на сварочном посту-стрижка модельная .А инструменты сподручные-резак) .Клиенту и ковш подлатал и стрижку забацал...2 балла
-
слабо, мужиков стричь вообще не по финшую, любят предпраздники и дамские прически вот там за час до 2тыров и больше.2 балла
-
по сути Константин вкратце и объяснил на поставленный вопрос. тут вам решать сколько будет выходить 1см шва (но это если все подготовлено, только варить) но вмешивается еще одна составляющая - работа слесаря, экспедитора и т.д.. Можно сразу прикинуть сколько уйдет времени на все, прикинуть сколько уйдет расходников и добавить к этой сумме 20-30% (стоимость Костя одного дня озвучил) приплюсовать все, назвать сумму на 10-20% больше и в случае если клиент сильно не захочет, предложить ему скидку и/или предложить самому закупить материалы, съездить на плазму, а назвать сумму только как бы за сварку и без гарантии на качество, (но лучше этого не делать, во избежании работ чем попало из чего попало). сколько в час берет экскаваторщик? Сколько берет парикмахер за стрижку, затратив не более пол часа?, чем хуже сварщик со своим оборудованием и своим здоровьем????2 балла
-
Спасибо, но красил сам клиент - просто скинул фото финального вида. Могу уточнить про марку краски/грунтовки, но это не получится быстро, увы. П/А, безусловно, быстрее, но это выездная работа, кустарная. Когда(если) пойдет хороший и стабильный объем шабашек между вахтами, тогда и куплю п/а. Пока он реально мертвым грузом бы стоял). Забыл, кстати, написать забавную штуку - стрелу по ряду причин пришлось наплавлять старым советским трансом, стоявшим на территории заказчика. Транс неизвестной марки, древний, трехфазный, но на удивление компактный. УОНИИ эсабовские, как и турецкий Аскайнак 7018 (248 4мм) переварил не идеально, но неплохо. Формирование чешуй не супер, дуга неровная, но чудо, что основные вывез. Хотя и не должен был)2 балла
-
я думаю что я ляпнул не подумав, будут служить долго и менять их придется редко, просто я к себе приравниваю, мне приходится маслать и твердый сплав.2 балла
-
Текмены от 3600р начинаются. www.esva.ru/index.php/cPath/26_1332 балла
-
Естественно на металл лучше. Но тут у меня много резонов было: - искать мет плиту нужно. Металл нынче очень дорог для такой траты. Лист фанеры стоит себе к стенке прислонёный. - фанера получилась 40мм. - есть толстый текстолит 10мм. Тоже пожалел. - столик с точилом и оснасткой должен убираться на полку. Точило само по себе 16кг. - просмотрено много видео. Люди не парятся и делают из подручных материалов . Как камни будут служить меньше у меня.2 балла
-
@Kurt1, Здоровья ! , удачи во всем !2 балла
-
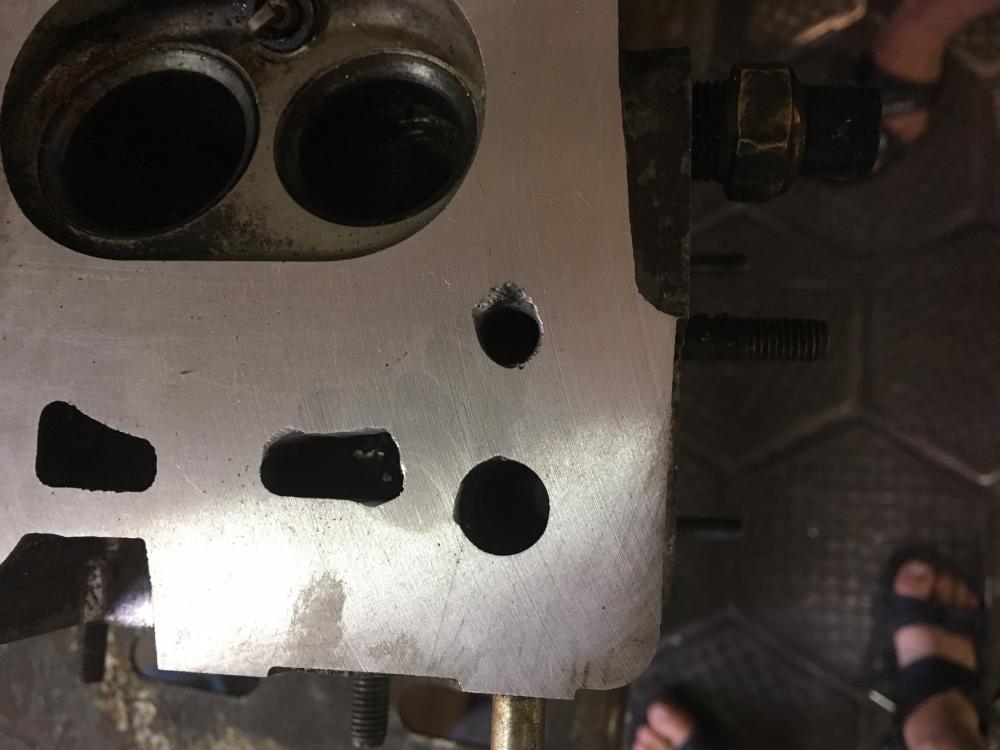
@Kurt1,все написали верно. Так что мне накрутить в инверторе с пульсом, чтобы он варил как бодик с повторяющимся результатом? Итак, по убеждению Selco, срежу пару мм с головки для чистоты эксперимента,вырежу все наплавленное ранее, или даже не так, срежу пару мм с нетронутой половинки головки, сделаю разделку и с подогревом накидаю присадки. Независимо от результата, хочу заметить, что создаю тепличные условия, в реальности так никто не делает, все ограничиваются вырезанием участков коррозии, драть плоскость для создания идеальной границы сплавления никто не стал бы, постараюсь сделать все крупным планом в макро. Соглашусь, что головка вся усеяна очагами коррозии как иголочки, но какие ещё приходят в ремонт? Неужели с магазина несут на наплавку?2 балла
-
@saper24, http://websvarka.ru/talk/topic/11255-puls-na-mma/?p=372567 + к этому, если в аппарате нет "защиты от дурака" - отключения св. тока при обратной полярности в режиме ТИГ, то можно избавиться от брызг и капель)))2 балла
-
Константин Краев выйдет из отпуска-начнём проработку в деталях. И Эво притянем до кучи...Поработаем, в общем..2 балла
-
Не знаю куда закинуть , обещают много вкусного за EWM. Инфы и поддержки секретов и прочего https://club.tiberis.ru/baza-znanij-ewm-2019?utm_source=yandex_direct&utm_medium=cpc&utm_campaign=eksp-baza-ewm-nrv-mob__44482832&utm_term=%D1%87%D1%82%D0%BE%20%D1%82%D0%B0%D0%BA%D0%BE%D0%B5%20ewm_1_7738823426&utm_content=context+none&_openstat=ZGlyZWN0LnlhbmRleC5ydTs0NDQ4MjgzMjs3NzM4ODIzNDI2O3lhbmRleC5ydTpndWFyYW50ZWU&yclid=39582380378947850282 балла
-
Трюки со сваркой пивных банок и бритвенных лезвий-обязательно, как говорится -сеанс магии с разоблачением..2 балла
-
Стали не обращать внимания на подготовку присадочных прутков к сварке. Технология сварки алюминия предусматривает травление и осветление,сушку присадочного материала.Присадочный материал -это основной поставщик водорода в шов.Легче всего списать все на аппарат.2 балла
-
@Ofatum, ну что бы прям вообще идеально, даже без порочки, явление редкое конечно. Но вот такой результат китаец 315 даёт всегда. Если без подогрева, то дугой довожу до оптимальной температуры. Тестю наплавлял на головку Урала плоскость, идеально вышло, фоток нет правда. Швы имеют блеск, значит металл потреблял должное количество тепла, ванна очень жидкая и стремилась убежать из под дуги. Надо как-нибудь попробовать с недостаточным тепловложением синусом поварить, в чудеса конечно не верю, ну а вдруг!!!!
2 балла
-
Было таких уникальных у меня два, ровно два, с одним крупно повезло тем, что он со своей женой приехал ( ) и она стала переводчиком его мыслей для моего понимания. Т.е. нужен переводчик. Второй привёз чертёж в недорисованных полярных координатах и добывание остальной геометрии поубивало у меня веру в человечество. Так сказать чертёж был таким, только от руки и синей пастой: Обегая мою загадку и неугадайки о том, что же изображено на рисунке, сообщаю, что это чертёж банной печи внутри бани. Обоим двум сделал, они рассчитались ... .
2 балла
-
Бим бом, бим бом - начинаем Скалодром. Выше нос держи дружок, звонче хрустни позвонок! Чего там проэктанты курят не знаю, но железку для вихляния малохольных лично я бы из четверки делать не стал. Но поскольку куплена четверка то самая маленькая часть этой рогозы весит 190кг. Как обычно делаем "маму" и по ней копируем. Только похожих очень мало. Вывесили цепную тальку что бы закинуть на ножничный подъемник большую ферму 5600*1400*100. Ее надо было плашмя под потолок положить. Подъемник с фермой и нами двумя, сказал - один свалите пожалуйста. ОГП сработало. Поднимал один человек в подъемнике, а двое страховали по бокам с тур. Всунули. Сколько весит та, даже считать не охото. Маленькие по бокам было проще. Пока что все. По результататам грыжезарабатывания коллегиально решено делать завтра передвижной ручной козловой кран. Колеса уже купили. Дальше фермы будут только больше.
2 балла
-
Ну,@круазик,, прям уж и борьба..., ,обмен опытом и знаниями..2 балла
-
Сергей "прямое " сравнение может выйти.Для исключения:- ЭВо + студент, Система+маэстро. и равное задание( борьба поколений).2 балла
-
работа вроде есть, а вроде ее нет, простой по не понятным нам причинам, от безделия решили с напарником сваять
2 балла
-
Не совсем понял... ты поверху еще листов набросил? И кучка железячек это типа подкладки???1 балл
-
На MLS 2300ACDC данный режим в базе... вещь, конечно, зело специфичная , но иногда имет право на жизнь...в смысле режим DCEP...1 балл
-
А.....ааа Вадим и я не зря дантиста упомянул ,с 6мм хвостовиком фреза этак минимум 10мм в диаметре и какую дырищу я прогрызу ей . Кариес уходит в глыбь и иногда глыбоко до 10мм и даже более вот этой мне сподручнее , а вообще если кариес глыбоко то обычным сверлом сподручнее и быстрее ну и потом фрезой просто подчистить.1 балл
-
@Георгий 11,А если машину обмануть?1 балл
-
@5hun,Доброго дня с абразивом по аккуратней,на нем должна быть пометка "inox" или надпись об отсутствии железа,хлора и серы. И при работе не используйте абразив для нержавейки по бывавший в контакте с черной сталью,если не будите соблюдать это условие коррозия появится очень быстро.1 балл
-
труба 108 электроды lb
1 балл
-
не-не, я лучше долго-долго буду ехать погрузчиком, чем быстро-быстро врукопашную .1 балл
-
psi, человеческое огромное спасибо. Пишу в сервис, тишина. Отношение к потребителю, как всегда на высоте.1 балл
-
Будень Новая игрушка "Новый" двухступенчатый редуктор Чуток люминя1 балл