Schwert
-
Постов
43 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Schwert
-
Приветствую. Продам сварочный инвертор Форсаж 200М от ГПРЗ. Находится г. Новосибирск. 17500руб + пересылка. В июле 2022 года купил себе данный аппарат с пультом 30м, но не смог им работать. Держать пятый сварочник в гараже считаю нерациональным. Аппарат на 99% НОВЫЙ, я отварил им всего одну крупную шабашку, чтобы "отбить" затраты. Плюсы: еще на гарантии, есть все документы; качественная сборка; пульт в комплекте (30метров); глубокое проплавление дуги; мягкая дуга (до 65А), честный ампераж (На 120А 3мм мр-3с режет отлично); вентилятор включается периодически при нагреве, но не вращается все время. С наплавочными электродами (Т590 и 620) аппарат на удивление хорош, очень комфортно работать. Минусы: ОЧЕНЬ плохой повторный поджиг, особенно на рутиловых электродах; капризный к питающей сети, при напряжении свыше 240В уходит в нерабочий режим - чтобы работать от генератора, приходилось подключать УШМ на 1кВт, сеть проседала и аппарат варил; свыше 65А довольно жесткая дуга. Купил за 45 тысяч (42 аппарат с пультом и 3 доставка), но готов отдать ценителю марки Форсаж (или тому, кто умеет обращаться с такой техникой) за 17500+пересыл. В подарок пром. розетка на 32А, фанерная основа для намотки провода пульта, и, при желании, заводская коробка Себе взял Сварог ARC 205В с пультом по ряду причин (сервис в доступе, удобство в эксплуатации, универсальность - сгодится для любой работы и шабашки). Мой номер 8-923-228-77-36, однако лучше писать в мессенджерах (Whatsapp, Telegram).

-
Джентльмены, всех приветствую. Весной была (и есть) кое-какая работа между вахтами, показываю). Ремонт трещины на стреле экскаватора - уже проверенная схема, хотя место не самое удобное, и подходит только такой вариант накладки. Корень ЛБ52 2,6мм, лицо - 3,2мм. Так же ремонт трещины на колесном диске - вскрыл УШМ насквозь, убрал следы прошлых "швов", намазанных ОКшкой. Корень ЛБ52 2,6мм, лицо Бёлер Феникс род, 2,5мм - очень нравятся эти электроды за мелкую чешую, но при работе малым амперажем заметно проигрывают ЛБ. Наплавка изношенных лопастей в барабане снегоуборочника - форму восстанавливал OK53.70 (Питер), внешний слой обычными Т590. На пару недель устроился к частнику - контора с громким названием состоит из трех доходяг). Но мужики рукастые, работящие. Варят различные емкости, в основном под топливо. Тех оснащение... СКРОМНОЕ. Но я получил отличный практикум по п/а - 10ти летний Сварог после ремонтов сначала огорчал, однако спустя неделю мы с ним нашли общий язык. Дисплеи показывают всегда 0.00, так что выставлять только по ощущениям и памяти). Горизонталы , СО2, 1,2мм сплошная проволока. Пока рекорд шва без отрыва и пауз - строго 1,25м. По ширине листа. Всем благ, объемов работы и здоровья).
- 3 962 ответа
-
- 31
-

-
Честно говоря, пока глазами не видел -владелец говорит, что это поворотная рама.
-
Большое спасибо всем ответившим. Благ вам) Ещё несколько дней не буду в городе и не смогу посмотреть ситуацию. Поговорил с хозяином техники, обрисовал согласно тому, к чему пришли на форуме. Он попробует определить материал, а дальше по ситуации. Хорошо, если это окажется не чугун, и хватит просто аккуратной сварки ЛБ) (со всеми почестями, конечно же: ниточными, разделка, вводные планки, мин. перегрев и прочее) А если, все-таки, чугун - как с ним быть?
-
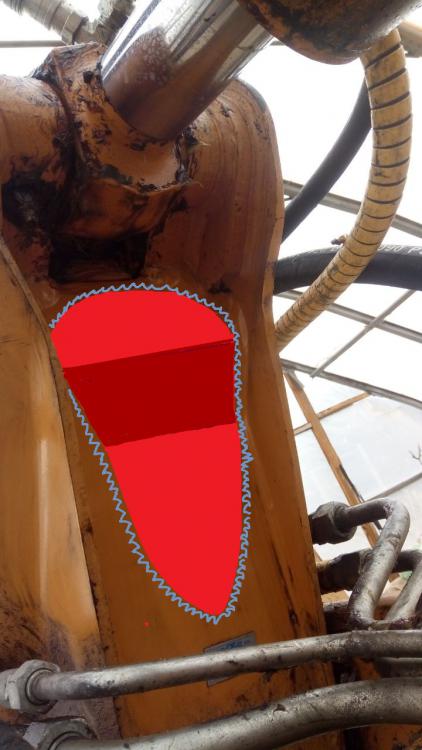
Джентльмены, всех приветствую. Пришёл к бывалым за советом) Знакомый просит помочь - лопнул узел на поворотной раме трактора-экскаватора CAT. Утверждает, что чугун, толщина стенки около 30мм. Фото прилагаю. Информации мало, с чугуном я особо и не сталкивался. Крайне не нравится, как пошла трещина. Возможно, у кого-то были похожие случаи, расскажут, чем и как варили. Заранее благодарен)
-
Мужики, прошу пардона за корявые сообщения - очень криво опубликовалось, и не могу с телефона поправить( За совет спасибо, только молот еще в дело не пошел, не до него))
-
Неприлично влезать с РДС в царство высоких технологий, но для разнообразия сгодится) Сделал себе тренировочный молот для кроссфит - бить покрышку. Вес около 12кг, черная сталь 8мм, швы внешние угловые, электроды неизвестные (вообще ни знака), но хорошие, 3-3,2мм 7018 судя по шлаку и ощущениям. И два: стык вареный в горизонте, корень+лицо в один проход. По другому не получалось - отдельно варить корень и вычищать под второй проход было...нечем) Труба 50мм, стенка 5мм, электроды - старые шадринские уонии 13/55, 3мм. Зазор также 3мм.
- 2 393 ответа
-
- 13
-
-
Спасибо за советы, все так Но есть нюанс(с): часами точить болгаркой вручную и сделать плоскости как фрезерным станком - невозможно. НО. Имеет смысл делать шаблон или приспособы для разовой работы? Само собой - если меня завалят этими "телескопами", то шаблон подоспеет быстро. Пока не заваливают). Неравномерный шов, да - просто сфотал конкретно на этом этапе, потом массы немного набросал для симметрии. Там еще разделка трещин под заварку была неравномерная (из-за формы самой трещины), это тоже немного сказывалось на наплавке - внизу наваливать приходилось по минимуму. Усиление после финальной обработки я видел, оно есть, металл плавно переходит от плоскости к стенкам втулки. Увлекся человек, но не смертельно) В кузов по старым вмятинам набросал подкладок из всякого лома, а поверх наложили б/у листы 4мм, выставили почти по уровню и дальше все обварилось. Таким образом у нового дна есть множество точек опоры и если оно будет проминаться, то на минимальную глубину и локально.
-
Спасибо, но красил сам клиент - просто скинул фото финального вида. Могу уточнить про марку краски/грунтовки, но это не получится быстро, увы. П/А, безусловно, быстрее, но это выездная работа, кустарная. Когда(если) пойдет хороший и стабильный объем шабашек между вахтами, тогда и куплю п/а. Пока он реально мертвым грузом бы стоял). Забыл, кстати, написать забавную штуку - стрелу по ряду причин пришлось наплавлять старым советским трансом, стоявшим на территории заказчика. Транс неизвестной марки, древний, трехфазный, но на удивление компактный. УОНИИ эсабовские, как и турецкий Аскайнак 7018 (248 4мм) переварил не идеально, но неплохо. Формирование чешуй не супер, дуга неровная, но чудо, что основные вывез. Хотя и не должен был)
-
Добрый день, джентльмены. Долго не заходил/не писал - много дел и суеты, но рад, что все на месте). В общем есть, что добавить в общую копилку контента: Ремонтные работы по спецтехнике - заварка трещин, накладки. Корень либо ЛБ52-2,6мм, либо Behler k50r 2,5мм. Заполнение и облицовка - либо 7018 Линкольн 3,2мм, либо ОК74.70 4мм. Пачку этой ОК случайно забрал на рынке - торговец уже отчаялся ее продать и сдал по смешной цене. Хотя такими бревнами орудовать на ниточных швах не слишком удобно Клиент дотошный, любит сделать все "по красоте": Наплавка выдвижной части стрелы экскаватора - 4 плоскости по 200+см, шириной 5-6см. УОНИИ 13/55,4мм. Металл наливал в шахматном порядке, по секторам - к счастью, никаких деформаций не случилось. Самое интересное - чистовая шлифовка. Поскольку в обычный фрезерный станок такую жлыгу (около 2,5м) вставить проблемно, пришлось немало времени и сил отдать ручной шлифовке большой УШМ Макита. Получилось...потно). Детали прошли проверку практикой - все работает чотко). Есть небольшие каверны, но это просьба клиента счищать как можно меньше, сохраняя толщину - в итоге снимал около 1мм. Исправление "ремонта" рамы камаза после прошлых владельцев - за такое не грех и грех на душу взять). Вкладка приварена с зазором 5мм, корень ЛБ52, лицо - Bohler k50r 2,5мм. Очень нравятся эти электроды - наиболее мелкочешуйчатый шов из виденных, очень плотная и ровная дуга, но...на тонком металле или больших зазорах ЛБ однозначно выигрывает. И самое жаркое - реально, настилали новое дно кузова в жару - за пару часов металл прогревался так, что я понял фразу "уж на сковороде". Повторять не хочу). Под листы подкладывали всякие лом, чтобы они не проминались в старое днище. Опять же, джентльмены, извиняюсь за разный наклон фото - как ни выставлял, форум вращает их как барабан на "Поле чудес"
- 3 962 ответа
-
- 25
-
-
На работе приносили "в дар" две пачки пензенских - 3мм УОНИ 13/45 и 55. Поджигаются на ВДУ и старом ушатанном инверторе (от фирмы СпецЭлектрод) обычно, горят, в принципе, нормально. Но формирование шва мерзкое, чешуя нестабильна, а металл ванны намного более жидкий, чем у хороших УОНИИ - той самой вязкости основных нет и в помине. В общем, не советую - одни из самых убогих основных, с которыми сталкивался.
-
Фотографирую на обычный смарт с андроидом (LG), заливаю в сообщение уже с компьютера - пробовал загодя переворачивать (чтобы сайт вывернул на нормальную позицию) - шиш, не работает финт))
-
Спасибо. В этот формат могу конвертировать, да. Раньше не было потребности) От конвертирования глюк с разворотом прекратится?
- 1 172 ответа
-
- 1
-
-
- рекомендации и советы
- отзывы
- (и ещё 2 )
-
Наконец, поменял рабочее место - ушел из прошлой помойки (вот, честно, именно то слово). Теперь в межвахтовый период можно и свои дела решать: начал осваивать ТИГ, первые пробы, черн. (до этого в 2014г кусочки 1мм нержи "ручным пульсом" пробовал) На работе пришлось потестировать пачку старых, ржавых и с белесым налетом Бийских УОНИ13/55 3мм, ФПК БОЗ. Удивили - очень понравились. Особенно, но фоне говноуонии от "Спецэлектрод")) Заказал первый "сундук" - не по зову сердца, а сугубо корыстным целям). Видел, как американцы гоняют студентов-салаг для постановки рук в ТИГ - вставляя вместо электрода стержень шариковой ручки. Не удержался, попробовал - раньше в качестве хобби делал доспехи, только их относительно и умею рисовать). "Горелочный рыцарь") Странно, некоторые фото рандомно разворачивает - как поправить?)
-
Немного успел потренироваться перед увольнением - с ноября трубы не варил (не считая карданы), взял кусок 159 трубы, токарь проточил канавки под облицовку (она получается у меня хуже корня, нужно дать рукам вспомнить), варил питерскими УОНИИ 13/55, 2.5мм. Принесли кардан от грузовика. Не могу победить 7018 электроды - пока варишь, металл натекает так красиво и плавно - думаешь, под шлаком будет идеальный шов. Но это не правда). Нравится мелкая чешуя, а геометрическая неровность - нет . Видимо, нужно больше (намного) практики. Шов ближе к "колену" варился неповоротным вертикалом, а к оси - горизонтально, электроды Аскайнак 7018 2.5мм.
-
Джентльмены, возник вопрос). Хороший знакомый скидывает фото, просит помочь: Место достаточно мерзкое, в основном из-за ограниченности сверху. Думаю вскрыть трещину, разделать, заварить LB52U с обратным валиком, шов зашлифовать, разместить согнутую как нужно накладку из 10мм 09г2с, корневые нитки ЛБ52, а катет набирать нитками 7018. Все, само собой, с тщательной очисткой, предподогревом. Форму накладки мыслю подобной: Как такой вариант на ваш суд? Плохо, что трещина строго поперечная, но что поделать Сколько бы кто взял, учитывая, что расходники свои, за исключением пластины для накладки и со знакомого деньги драть не комильфо?)
-
Спасибо, уважаемые. Собственно, вы подтвердили мои выводы: второй рисунок во всех отношениях более "правильный" и техничный, говоря прямо)). Просто знакомый пылко доказывал, что крупная чешуя на фактуре шва получается от довольно размашистых движений ломаным полумесяцем вверх, позволяет полностью пройти всем металлург.процессам, а возврат горелки вниз и наваливание чешуи как бы должно измельчить зерно в уже наложенном металле. Но...если чешуя легко цепляется ногтем, то у сварщика проблемы
-
@BelaZZ, кстати, для поворотных стыков (когда удобно вращать и стенка позволяет) 4мм электрод - настоящая находка. Тем более, ЛБ - крути постепенно, заливай, замков - минимальное количество. В подобных условиях на облицовке очень достойно себя показали 7018 электроды (Basic one, Askaynak. ОК48 все не попробую - ради интереса брать дороговато)) ) - заливают на ура, обеспечивают минимальную чешую, но...дуга не такая управляемая, как на 7016 - по краям почти идеальной ровности добиться не получается. Либо у меня руки не набились еще). Питерские (якобы ЭСАБ) УОНИИ 13/55 5мм на удивление красиво формируют залитые ниточные угловые швы на фланцах (и подобном) в нижнем положении - воткнул и веди это бревно, а плавятся они ОЧЕНЬ неспешно))). Правда, по амперам цифр не скажу - на работе убитая ВДУ, все сугубо на ощущениях.
-
@Gusarov, пардон, сразу упустил - снизу вверх, конечно же)
-
Джентльмены, не знаю, куда точно адресовать вопрос, поэтому - сюда). К сожалению (как всегда) на месте фото не сделал, и подходящих в сети не нашел, так что пришлось схематично рисовать. Часто вижу, как угловые вертикальные швы п/а варятся с отчетливой и довольно грубой чешуей (Вар.1 на рисунке) - при этом мне пытались доказать, что такой способ лучше, т.к. позволяет оптимально пройти металлург.процессам в ванне, и дает более мелкозернистую структуру. На Вар.2 шов более литой и чешуя почти незаметна - чисто внешне такие швы мне кажутся намного более техничными и варятся плотными движениями. В первом варианте, по сути, движения горелкой более размашистые, газовая защита ослаблена, во Вар.2 металл плавно наливается в катет, процессы протекают гладко, газовая защита максимальна. Речь о сплошной проволоке. Все верно?
-
Клиенты начали оттаивать - понесли). Наплавка внутренней поверхности на шкиве, диаметр около 6см, особенно просили не испортить грани шпоночного паза - обрабатывать их в наших условиях достаточно сложно. Пришлось не дышать во время наплавки). Сварка сборного кардана - вставка из толстостенной 79мм трубы. Крайний шов - УОНИИ 2,5мм, неповоротный вертикал; тот, что светлее - Аскайнак 2,5мм (7018) - очень гладко формирует чешуи, но контроль процесса ощутимо ниже, чем у УОНИ, или ЛБ - эти вообще подобны скальпелю по точности)).
-
Продолжая будни "кондитеров", лепящих конфеты из кала(с). Недавно попробовал турецкие электроды Askaynak 7018, 3,25мм - весьма понравились, похожи на линкольновские Basic one (собственно, по их лицензии и выпускают). Конечно, ведут себя немного отлично от привычных основных, типа разнокалиберных УОНИИ и прочих ЛБ52, но, судя по Ютьюбу, западные сварщики часто 7018ми облицовывают неповоротные стыки труб, получая более красивую и литую фактуру шва. Наплавка посадочного места подшипника, неповоротный вертикал (чтобы рука не расслаблялась).
-
@Вад11, @ALEX47, спасибо за информацию, она пригодится и сэкономит мне немало времени В конторе, куда я ездил, предоставляют сварочные материалы, металл и оборудование, что немало и неплохо само по себе, но с вопросами обучения и теории разбираться только самостоятельно. Поэтому выгоднее спросить опытных полуавтоматчиков).
-
Чтение форума толкает к мысли о необходимости расти. Не только культурно). Вчера вырвался в контору и поварил п/а в учебных целях. Последний раз с МИГ "сталкивался" 3 года назад, но навыков никаких, даже вертикал ни разу варить не приходилось. "Хватит это терпеть!"(с) ггг Предложили хитрую проволоку - она КАК БЫ порошковая, но не флюсонаполненная (марку не удалось узнать). На вид от сплошной омедненой не отличить, а флюс, якобы, распределен в металле(?). Предназначена для мостовых и судостроительных конструкций, работать ей некомфортно - агдезия слабая, кромки почти не смачивает, при малейших задержках или завышенном токе оставляет мерзкие наплывы (или металл вываливается) ванну водишь очень плавно, иначе нарушается плавление и следует "битье". Словом, как если бы всю жизнь варил забугорным рутилом, а тут прижало и варишь самым дрянным бесконечным УОНИ). Пластины черняга 14мм, скос, зазор, вертикал, три прохода. Kemmpi MIG 65, подача 2,2-2,5, напр 18.7-18.9, СО2. Настраивали около получаса - в итоге плюнули, включили синергию - дела пошли). Корень не фотал, он прямой, но чешуи ЖУТКИЕ, хотя вел плавно и аккуратно, не прокалывая проволокой середину шва. Облицовка по внешнему виду вообще мало на что похожа: ни на обычную сплошную, ни полноценную порошковую. Джентльмены, в чем подвох?) Не исключаю, что налажал, однако здорово понять где и с чем). Кстати, окислы больше похожи на шлак от РД и даже молотком отбиваются неохотно.
-
@NW51, есть куда менее затратный способ (хотя... Спидгласс всегда пригодится, хехе) - часто подобный "борода-тюнинг" видел на старых фотографиях сварщиков, особенно, трассовиков. Сам пользуюсь - фокус не теряется. Дешевая кожа (спилок) + самые мягкие заклепки (шайбы изнутри лучше заложить) и выкраивать советую U-образным отрезом.