Лидеры




Популярный контент
Показан контент с высокой репутацией 09.02.2019 во всех областях
-
Усё правильно (перехожу на сленг "Селко") бабам - цветы, детям - цанги. Правильно, надо себя радовать, сам всякие "нужные" безделушки на али постоянно покупаю.... Что бы боги не ругались добавлю будней.. радиатор... 4 прохода.
 12 баллов
12 баллов -
Деталь от трактора, ухо видно ремонтировали в полевых условиях, чугун. отломили, задача вочтоновить т.к. новую ждать очень долго. Выточил новое ухо, посадка под конус и заварил ПА ПАНЧем 1мм . В начале по плоскости проварил подложку а потом уже соединял воедино8 баллов
-
У нас, на юге Красноярского края, тоже будет, через месяц - другой.
8 баллов
-
В общем не стал заморачиваться с изготовлением переходников, заказал набор линз и сопел для моей 26-й и вуаля, пьюрекс 12! Еще не пробовал его
7 баллов
-
... нее ребята ,если инструмент рожден , значит это кому то было нужно ( другой вопрос на сколько удачный или устаревший относительно современных аналогов ).П.С. инструмент-это продолжение рук. По поводу нужен\не нужен Вам\нам , это от профиля занятий.Было похожая ситуация-инструмент ни по моему профилю , отдал человеку ( безвозмездно ) которому инструмент по профилю его работы и рад что ему пригодился6 баллов
-
Прошла неделя,немного было чугуна. Сначала блок со смешной дырдочкой. Потом какая-то очень нужная Г-образная штуковина от "архинужного" станочка ,делал в ночь...на скорость. Далее коллектор 6-ти горшковый,место сварки довольно-таки неудобное,но куда денешься-надо делать.В запарке даже итоговые фото коллектора забыл сделать,но "один в один" ,как на скобе получились швы.Залить пришлось добротно. Всё работы Панч-11,WZ-8,педаль.Проковывал только блок,т.к символически подогрел до 70 градусов,нагреть нормально не мог,вкладыши промежуточного или масляного вала надо было сохранить. Спасибо Сергею krech ,моментально ответил на вопрос по вкладышам и далее олимпийское моральное спокойствие и заварка смешной дырочки в блоке. Скобу и коллектора жарил в печи,потом сварка без проковки и остывание тоже в печи,с укрыванием минватой.
6 баллов
-
@Miners, Думаю,что вы такого не видели(еще раз выложу эти снимки-они того стоят).Трещина на диске БМВ заклеена эпоксидной смолой.Это город Сочи...оттуда .
6 баллов
-
@Miners, изнутри изолентой --- Интересно,но это имеет право на жизнь при определенных условиях. Это,без всякой балды,выход и положения...думаю,лучше будет двойным слоем Как колготки вместо ремня вентилятора . Я не случайно сказал,что эти диски из Сочи.Кто знает серпантин дороги от Туапсе до Сочи ,тот поймет о чем идет речь,а речь там идет о жизни.5 баллов
-
Вот что действительно не понимаю,так вот это-пропайка горловины.Это не сварка-пайка,но родственные виды работ ..пришли сервисники отдали 1,5т и спасибо сказали..работа простейшая, минут на 15 и думаю -за что ?).Кстати,абсолютно гарантийный случай -заводской брак
5 баллов
-
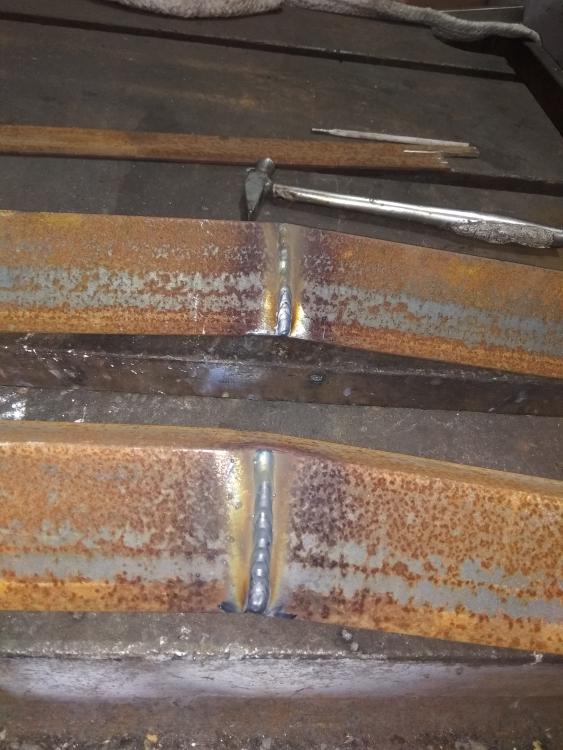
Подсказываю: Электрод ОК68.81 Двухстороння разделка, концы рессоры выставить на подкладках обеспечив кривизну. Варить с минимальными колебаниями электрода. Один проход сверху, один проход снизу и так до полного заполнения разделки. Зачистить вровень и отжечь резаком. Температура отжига 350-400градусов. Тема сварки рессор здесь подымалась лет 10 назад Сашей Трифоновым (Alek956), он и делился своим опытом. Я варю их уже 8 лет и клиентов меньше не становится. Есть конечно некоторые ограничения: однолистовая рессора жить не будет, в пакете листы должны лежать плотно, без зазоров, да много нюансов. В вашем случае варить самый легкий вариант. Рессора будет ходить в любом случае-отверстие между стремянками, в этом месте она просто не работает на изгиб.5 баллов
-
Вот еще для каких целей пригодился станочек,и почти год лежит скромненько в уголке ,при своих то возможностях :-)
5 баллов
-
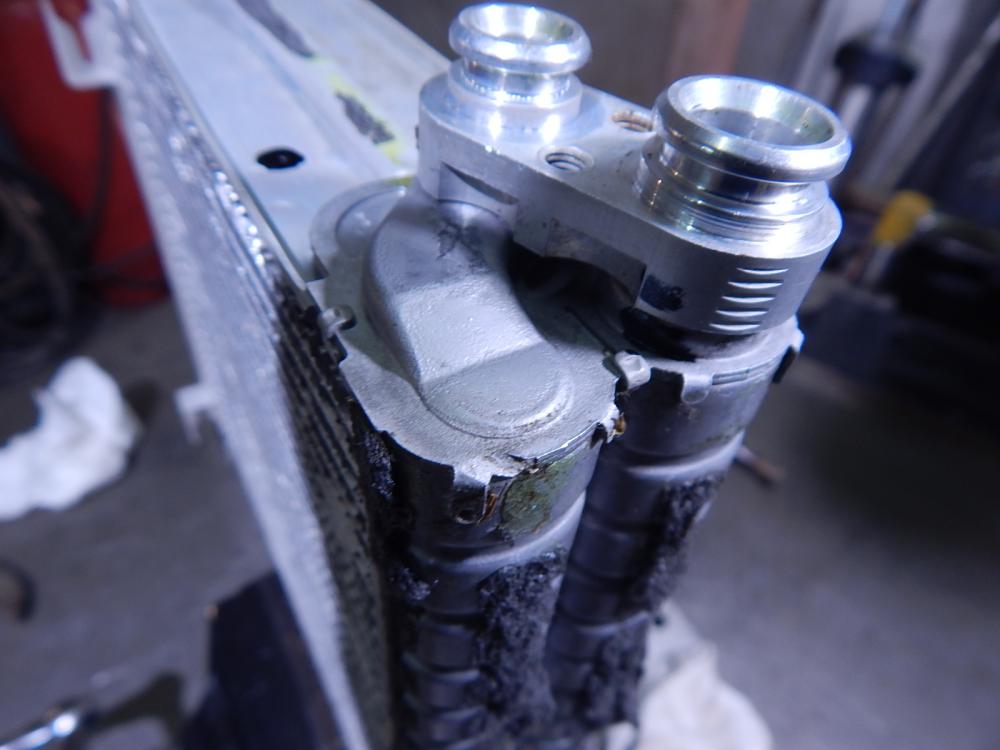
Верным путем идете, товарищ! То что он (теплоотвод) посыпался из вне уже говорит о начале коррозии. По поводу камазовских радиаторов я кажется выкладывал фото какая именно часть страдает радиатора (отсутствие брызговика). Но, есть небольшое "но". Если его привезли в ремонт, то это еще можно как-то принять, опять же обратить внимание на степень коррозии. А вот с очисткой радиатора лучше не связываться. После удаления мелкодисперсной взвеси там появится уйма воздушных пузырьков, которые возможно полезут и сквозь металл. Всегда начинать нужно с внешнего осмотра, осматривать внимательно. Одно время были распространены радиаторы со стальными бачками или доньями. Привычка проверять на магнит у меня до сих пор осталась при малейшем сомнении. Отказ формулировать нужно грамотно, не пугая клиента. Объяснять доходчиво и грамотно, объясняя причины. Короче, отказать так, чтобы клиент понял, что вы не только паять умеете, а разбираетесь полностью во всем процессе.4 балла
-
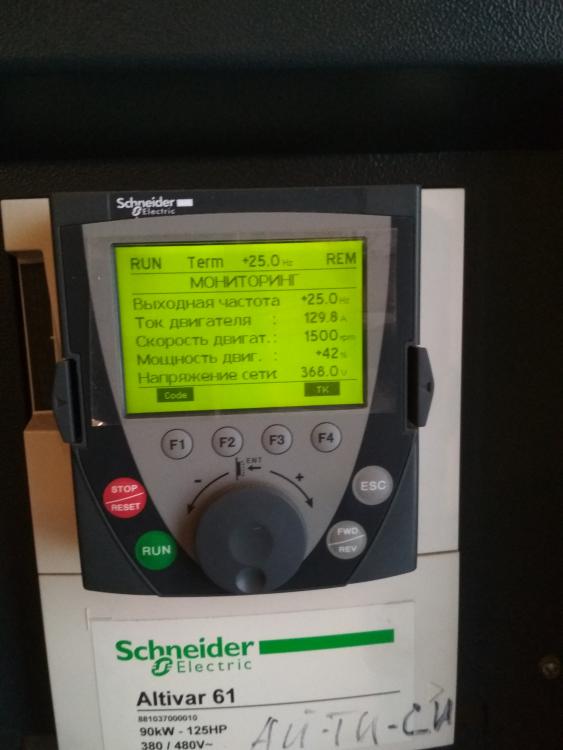
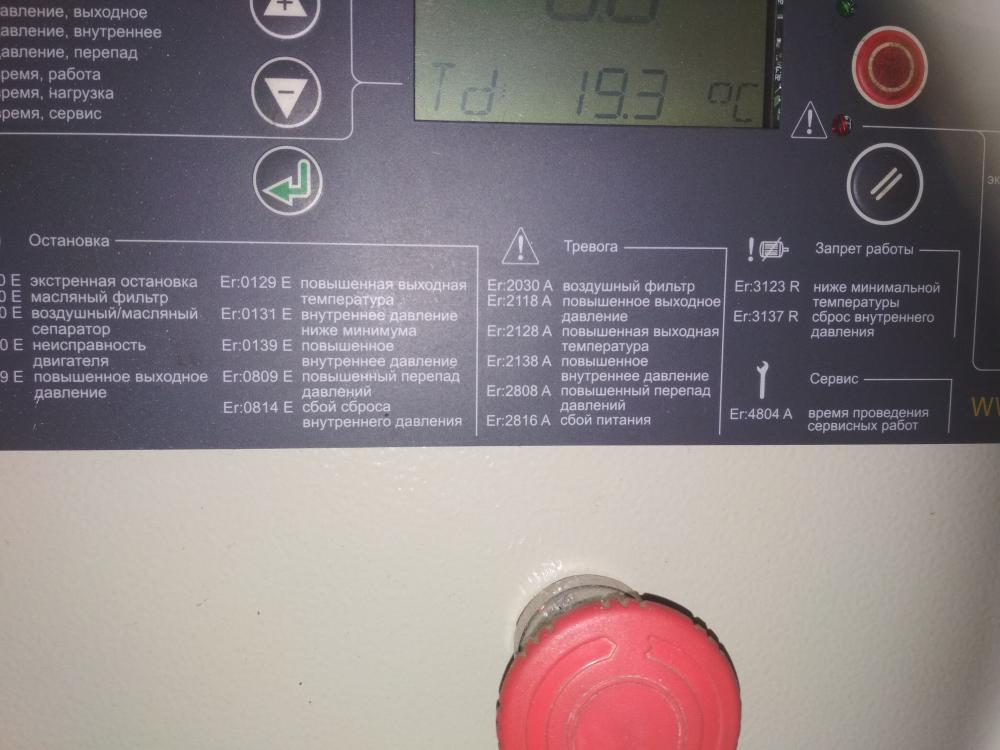
Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.
3 балла
-
100% СОГЛАСЕН , или Евротек надо убрать сию вывеску , да еще извиниться перед всеми владельцами Меркле ,,,,, "мол ребятки простите но мы не в состоянии выполнять свои обязательства дилера Меркле и увлеклись Авророй ".3 балла
-
@selco,Валера, я всегда задумываюсь о свойствах ПАНЧа, почему рекомендации варить без газа и на обратной полярности, вот сегодня так и не решился опробовать режим без газа. Режимы в среднем где то 110 до 160А (у ЭНЕРЖИ думаю показометры а не приборы) но не это главное, главное что аппарат легко регулируется от струйного до крупно капельного переноса. По ощущениям - по голому чугуну (когда накладывал подложку) то как бы меньше газило, по сравнению с последними проходами ПАНЧ по ПАНЧу, то ли это элементы присадки, которые дают варить без защиты и мне так кажется они же плюются на вольфрам, когда варишь ТИГом, может я и ошибаюсь... химик бы рассказал что они там коптящего намешали т.к. вокруг шва черная копать да и морда у меня была как у кочегара. Планировал сделать на чугуне подложку ПАНЧем по корню проварить с двух сторон тоже ПАНЧем а потом проварить СВ08г2с и не тут то было. Варил по 2-3см и проковка и смотрю трещина по шву стразу, фактически проволока и не смешивалась с чугуном только по ПАНЧу, в общем пришлось четыре стежка коротких со всех сторон удалить и зарядить вновь ПАНЧ так и за плавил, нет вру с краю усиливающий бандаж по стали проварил просто электродом. Все время смотрел пирометром температуру и варил как только в месте шва снижалась до 80гр. Тигом думаю варил бы два дня а так ушло 8ч вместе с токаркой.3 балла
-
Цанга - гуано, тонкая сама по себе. Надо нормальных заказать. Так и есть, просто захотелось и все3 балла
-
Чего это приобретение добавит в ощущениях? ИМХО - баловство. А вот цанга подгоревшая о многом может рассказать...3 балла
-
@selco, Валера,трудность нарезания резьб в тех же коробках,заключается в том,что трудно дать направление,т.е .есть смещение от вертикли.3 балла
-
@mehanik1102, Это остатки заброшенных лабораторий. Сгнивший поролон -это оттуда...условия хранения Игорь,при всем уважении,но скажу:у меня есть такой циркуль заводского изготовления. Вещь совершенно не нужная.3 балла
-
Вдогонку - А разве совейская УДГ была некачественная? И еще - завод на днях, по моему требованию, приобрёл индикаторы. Новые. Но - ИЧ 10 84 года выпуска, а ИРБ - 76. В коробочках, с паспортами, отметками о приёмке, но со сгнившим поролоном.3 балла
-
Ага! Кстати - в делительной головке замечательно размечаются цилиндрические детали. Штангенрейсмусом. Ну да! Иначе никак!3 балла
-
@mehanik1102, То есть,ее надо любить?..3 балла
-
На у как иначе? Вчера приводил а порядок УДГ250. Валялась позабытая в углу на заводе. Каждую деталь вылизал, добился взаимного совмещения и перемещения лучше, нежели на новой. Ясен пень, что она иные свойства будет иметь.3 балла
-
4047 применял из-за меньшей температуры плавления по сравнению с 4043. А 5356 малого диаметра(0.8-1.6) у меня просто не бывает.3 балла
-
Доброго дня,вероятно осталась недоговоренность мною,я имел в виду,не общую длину шва,а на длинувремени шовчика,так как горелка сильно нагревается(на больших точках).при применении гелия,температура выше. Приветствую,действительно интересный экземплярне перестаю удивляться человеческой изобретательности и экспериментальности.Один раз ко мне приехал диск с поперечной трещиной на диске заклеинной изнутри изолентой я был тоже удивлен,надеюсь это было кем то временная мера от безысходности,нежели как способ ремонта. Доброго дня,я бы даже сказал,призываю делать такие фото и выставлять их на форуме,в дальнейшем из них можно сделать видео калаш под названием(кулибины нашего времени)над названием можно потом подумать3 балла
-
@vmednik1, Сделают количественный анализ? Еще надо иметь в виду,что примеси образуют гальванические пары с высоким потенциалом,что будет приводить к повышенной коррозии. ---- Короче, отказать так, чтобы клиент понял, что вы не только паять умеете, а разбираетесь полностью во всем процессе. ------ Хорошо сказано+3 балла
-
Вчера случайно пересмотрел детскую сказку "Город мастеров" 1965 Беларусьфильм. Последний раз смотрел в далёком детстве. Нынче его очень редко показывают по ТВ. Удивляюсь как его вообще выпустили на экраны. Сюжет как будто слизан с нынешних времён .3 балла
-
О темные люди))) Энтож модный ныне ремесленный коворкинг. По большому счету сдается пространство и инструмент в аренду. Хочешь лепи сам, хочешь под неусыпным оком мастера за доп плату. Так что какие тут риски. Болгарку в аренду может взять любой желающий много где, и ей тут же зарезаться. Причем тут тот кто дал ее в аренду?3 балла
-
@Режиссер, И присадка у вас под такие трубки ну очень толстая и посему так выходит. Возьмите 1мм проводок и им , греете трубки дугой и как появился блеск ванны так и подавайте пруток и капля с 1мм прутка ляжет и сразу растечется и так дальше . С 2х мм прутка капля большая теплоемкость меди громадна и вы усе это разгоняете дугой и конечно околошовная зона трубки тоньше и ломаться будет . А еще лучше если есть CuSi3 и ей работайте , намного проше будет вам да и трубкам тоже. Но если нет то можно и проводком медным , выше отписал и почистить все как следует перед сваркой и главное не спешите и если чуете что перегрели остановитесь дайте трубкам отдохнуть да и сами перекурите.
3 балла
-
О что нашёл на просторах сети- Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее. Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым Взято отсюда-https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/kak-varit-poluavtomatom-v-srede-uglekislogo-gaza-poyasneniya-dlya-novichkov.html Вот как жить после этого...3 балла
-
@mehanik1102, Я сварил, отдал деталь на установку- одна цена (естественно высокая , от средней цены по городу.)Или сварил, хотите на станок несите, хотите так установите. В том и есть (по моему разумению) цена на ремонт детали, можно и за 5 рублей сделать или за 20. В одном случае отдал , пускай думают , что дальше надо делать. Или отдать под установку деталь.Здесь (имею веду форум) сперва разбирают с чего поломка произошла, потом "лечат" деталь, предлагают различные варианты и методы. Свой разум надо использовать по полной.3 балла
-
По алюминию "завал", разгребаю.
3 балла
-
Доброго дня , жаль фото не осталось у меня было дело привозили диск купил человек мол трещина вот заварить , когда зачистил и понял то трещину замазали клеем паксипол , клей отошёл от краев трещины , поддон привозили от Рено Сандеро та же самая песня была замазали внутри каким то двухкомпонентным клеем , чудо умельцев хватает всегда, интеркулер привозили было дело он новый мол а когда присмотрелся трубки соты покрашенны грунтовкой а несколько трубок будто смолой замазано с нескольких метров не особо и понятно что там , народ чудит и каждый по своему3 балла
-
470 градусов это температура ликвидуса у цинка, у ЦАМа 390. Пластическое состояние? А каким оно боком к сварке имеет отношение? На малых токах положить пограничный слой, желательно присадку 4047 и диаметр присадки потоньше. Процес самый гиморойный и плохо контролируемый. Дальше легче, самое главное не перегреть (бывало изнутри расплав просто выливался оставляя пустоту). Доверия у меня к этим швам нет, берусь за такую работу только в крайних случаях, клиентов сразу предупреждаю что гарантий не даю, руки по цене не выкручиваю-все равно такая деталь долго жить не будет, а заиметь репутацию дорогого сварщика у которого швы рассыпаются на следующий день не хочу. За качественную работу и оплата выше, а сварка ЦАМа баловство за которое много брать нельзя.3 балла
-
Циркули.Для резки и для разметки.Следом-для разметки труб 57 и 108.Ну и результаты. Отвлекусь.Толщина стенки.Разница в 0,5 - 1,0 мм вроде бы и не такая существенная,но в ходе сварки ощутима.Ток менять не охота и приходится идти на ухищрения.Та же проблема и с разнотолщинностью,особенно этим грешат наши,российские отводы,даже ГОСТ-овские.А вот китайский фасон ,что по геометрии,что по толщине хороший,правда там металл немного другой(чисто органолептически сужу)
2 балла
-
Поддержу Константина, варил недавно крышку гидроцелиндра, ПАНЧ, при установке ее на место у механиков что то перекосило, и лопнуло по середине шва, переваривал 92.60, все в порядке.http://websvarka.ru/talk/topic/5492-svarka-chuguna-panch11-pavtomatom/page-3?do=findComment&comment=3654322 балла
-
@konstantinXX, Надо в деле попытать 92.58 , а то все ТИГ да ПА , с чугунием если понравится перейДем на ММА.2 балла
-
Сервис дело такое. Недавно запчасть для Миллера хотел купить. В Москве 2 дилера. Один меня просто послал очень грубо потому, что я как физлицо хотел купить. Второй выкатил 2 или 3 цены. И только в Челябинске продали по хорошей цене с доставкой транспортной в лучшем виде. Ещё как-то звонил дилеру Веллера. Спросил, чем одна их паяльная станция отличается от другой. Это вообще надо было на диктофон записать. Такого хамства не было со времён посещения Бош-сервиса, где я чуть не подрался с приёмщиком. По поводу "взять дешёвый аппарат, чтобы отремонтировать у ближайшего электронщика" сразу вспоминаю случай как такие "ближайшие электронщики" украли у меня сломанный телевизор. Это Россия... Можно попробовать написать Меркле в Германию в их центральный офис, хотя, не удивлюсь, если тоже пошлют. А если и согласятся, придётся таможенную пошлину заплатить сначала за вывоз, а потом за ввоз, ибо всё для людей.2 балла
-
Так в чём вопрос, приезжай. Ну, с НАКСом у нас как-то сразу не заладилось... ...насчёт посверкать-договоримся...2 балла
-
Ну, с НАКСом мы не дружим, в его "юрисдикции" не работаем, аттестацию на "ихние" "корочки" не делаем. Но сваривать сталь, углеродистую/низколегированную/высоколегированную, сплавы на основе алюминия и кое-что ещё дуговыми сварочными процессами на приличном уровне, с которыми Вы сможете зарабатывать на жизнь СВАРКОЙ -я Вас научу. Ценообразование-..договоримся... мы всегда за курсанта... и сможем найти в большинстве случаев взаимоприемлемое решение...и по времени, и по сумме, и по другим вопросам..2 балла
-
вот про слабость ничего не понял не дешёвое удовольствие да и без перерыва от белиться, лучше перестраховаться. Почти 1кг панча ушло а электродов думаю будет больше. да мне тоже понятна просто рекомендация по это проволоки варить без газа. Вот такую бы да под газ заточенную, что бы не было копоти да и ТИГом не айс ловить эти газы. Я думаю про то , что бы делать начали не эту универсальность а нормальную без добавок которые и создают защиту а она мешает (я как то так понимаю).2 балла
-
Костя , я думаю 9258 не далеко ушли от ПАНЧ , а может и проиграют ему "битву" https://www.ligasvarki.ru/shop/model.php?id=4046 У Михаила , нормально ухо получилось + накладка и работать будет.2 балла
-
совершенно верно Первый проход току побольше для получения обратного валика и монолитного шва2 балла
-
Проволока эта (ZnAl4.) применяется в метализаторах ЭМ-14М, у нас на ДСК закладные в фундаменты цинком напыляли. Агрегат хоть не особо большой но шумный и дымно-вонючий(окись цинка), лет5-6 назад пробовал разжится этой проволокой, не получилось-нет на складе. По хим составу не совсем то-ЦАМ это 87% цинк, 10%алюминий, 3%медь. В проволоке цинк 96-97%, 3-4% алюминий.Температуру ликвидуса не знаю но здается что повыше чем у ЦАМа, а это тоже не совсем по феншую для сварки будет.2 балла
-
@Точмаш 23,Надо было делительную головку и поворотный столик поставить на стол для полноты картинки. И несколько элементов УСП.2 балла
-
Goga_S и Grim Reaper не ругайтесь Kurt1 Михаил, давай ее пригласим в Великие Луки на экскурсию за одно и посмотрит . Во девка а в лякторике соображает ,2 балла
-
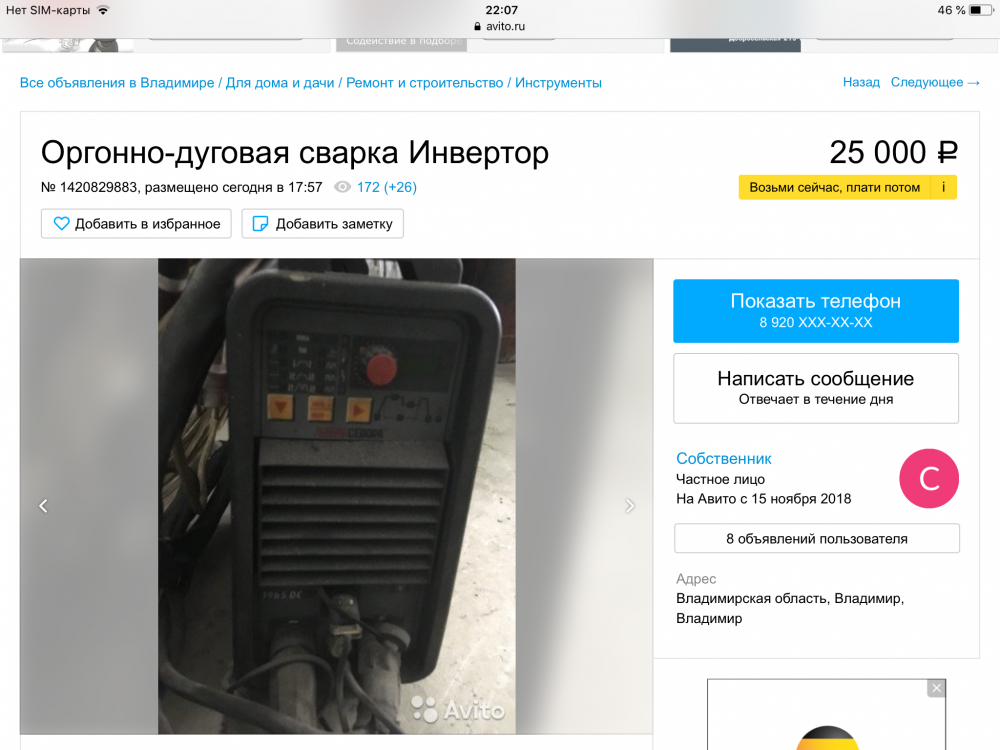
Авито жжот
2 балла
-
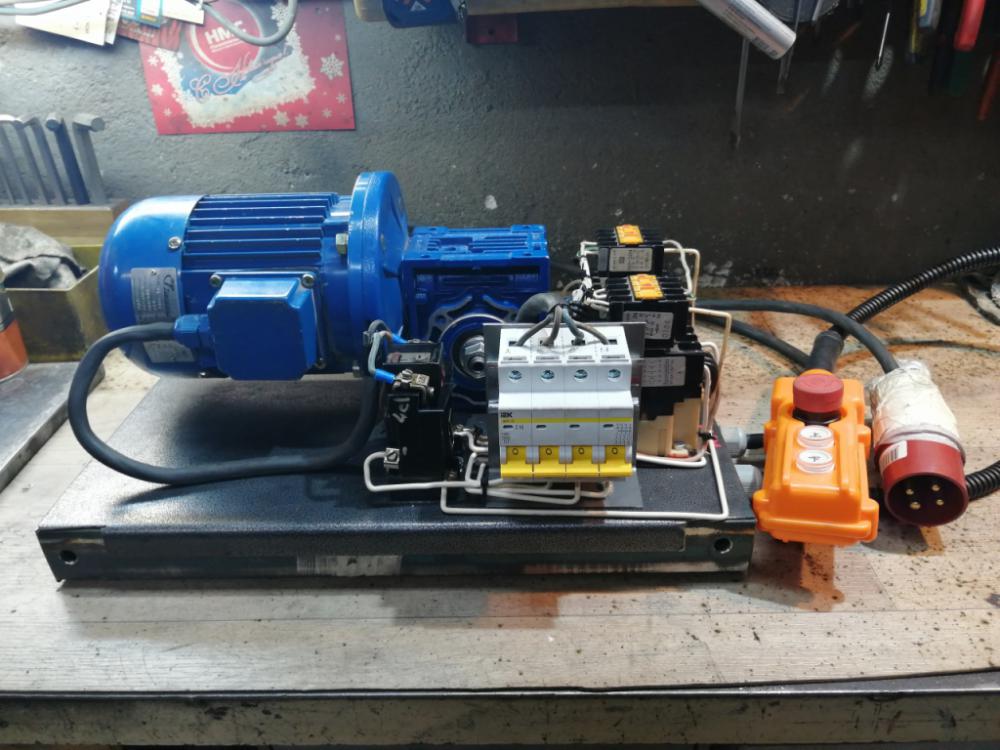
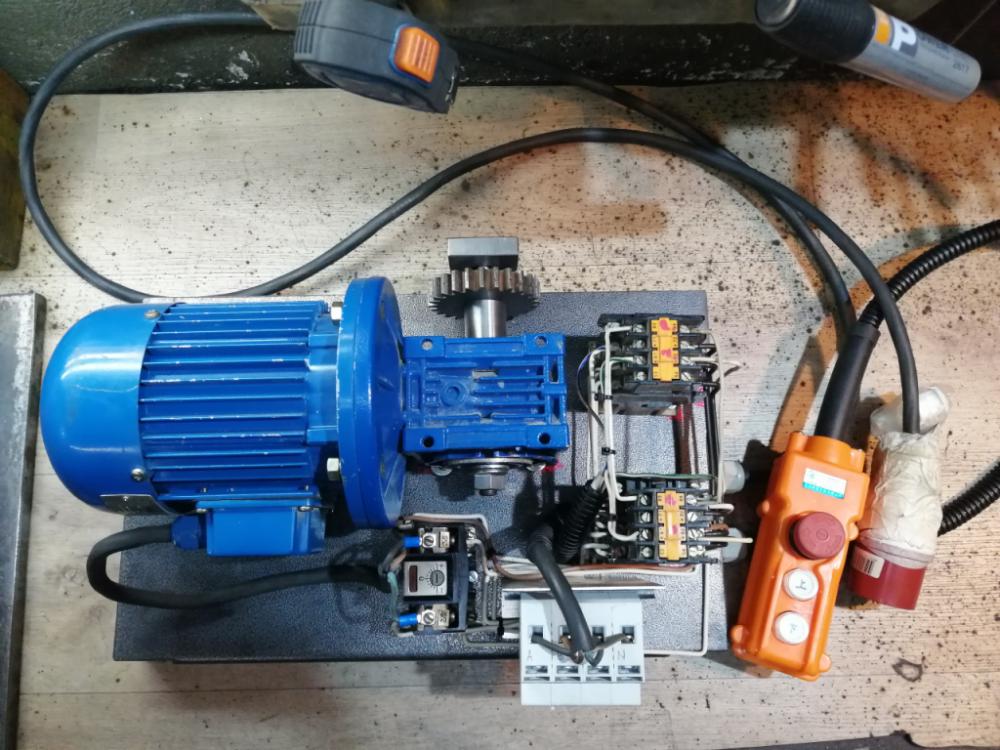
По моему не плохо для не электомонтажника? Только вот не знаю, делают ли это на одной плите с двигателем?
2 балла
-
Началось все с тупика,который приварили из куска какой-то шихты какие-то наркоманы ещё фиг знает когда.Теперь он начал мешать,мол спотыкаются все и была отдана команда его переделать,что в принципе и верно.Наше дело малое- режем,варим.Пол с эпоксидным покрытием,воняет дюже мерзко,но шо делать.Ну и как всегда всякие пыпки ,ключи и другая дребедень.Кстати ручку на малой продольной станка можно рассматривать как рацуху при точении конусов,я не сразу понял,что токарь хочет,ибо он немой.Потом дошло.Хотя с другой стороны мне с немыми легче общаться.Фух,крайняя.)
2 балла
-
Посмотрел т-34. Сборник "На войне как на войне" расказ Курочкина В.А. "Железный дождь" и фильм "Жаворонок" лучше. Т-34 ни каких эмоций, зрелищный боевичек с отсутствием мыслительных процессов. Патриотизм который должен воспитать фильм Т-34 улыбнуло. При том что по зомбоящику круглосуточно крутят по кругу боевики америкосовские фактически по 200-м каналам и мыло по первым.2 балла












.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)