Лидеры




Популярный контент
Показан контент с высокой репутацией 17.11.2018 в Сообщения
-
Доброго дня. Если бы вело к попадалову тех кто является инициатором лажи, то я только за. Но так бывает редко, лишь в местах с полноценным контролем. Там где контроля нет, брак порождает цепь проблем с непредсказуемым результатом, но чаще всего так и остается условно невидимым. Возвращаясь к своим баранам, что бы далеко не ходить. Долбаная конструкция. Мало того что практически все косое и кривое, так еще неправильно промаркировано, что тоже вносит прелесть в работу с нелегкими железками. Фоткать все не было ни времени ни нервов. Вот так например сходились элементы. Приходилось вырезать направляющие пластины что бы одно в другое влезло. Причем задние ноги стыка по вертикали в норме, но не дошли до стыка слегка) Потому что передние сели на шов. Решить то это все можно, разметив, вынув, подрезав. Но когда меня просили (именно просили) это собрать, сказали что там все в идеале и это просто детский конструктор. Резьба на связях кривая, а в талрепе сделанном из кругляка ее вообще по 5см с каждой стороны. То есть ход связи не превышает 7-8 см при том что связи длиннее на 20см, минимум, реального размера диагонали рамы. Отверстия в элементах, где тупо промаханы по размерам, где ушли из за поводок, потому что просверлены до сварки. Самый безобидный стык резьбового соеденения. Причем сильно ничего не подтянешь, ибо четыре свареннах в раму профтрубины 140*60*5мм, можно подтянуть разве что экскаватором. Да и целесообразность натяжки под вопросом, ибо не ясно, приведет это к проектному положению или уведет от него. Короче хочешь что бы вышло ровно - перемеряй все!!! А это порядка 200 элементов сделанных чёрти как. Короче экономия болтов из за сварки там где ее быть не должно на лицо, но под наши руки. Болт закрученный гайковертом требует меньше времени чем сварка. Но кого это волнует? В итоге шеф на мои стенания сказал - ну вышло же нормально! Ну а чего, картины с близи не рассматривают - сюжета не видно))) Изготовителю за сие чудо заплачено полтора ляма и в десять раз меньше нам за сборку. Осталось пол дня - день обварить. В итоге с учетом исправления фундамента, разгрузкой, битвой с косячными элементами уйдет семь дней. А если бы все сходилось, собрать можно было за четыре.
 13 баллов
13 баллов -
Я прицепил на прищепке кусок скоч брайта, нормально работает. Катушка кстати без кофра, видимо съэкономила фирма. Канал особо никогда не продуваю, хотя и понимаю необходимость такого обслуживания. У меня частенько дырявятся шланги охлаждения, и приходится брать другой шланг ракет. Сейчас собираем мы на работе платформы для обслуживания промышленного оборудования. Собственно рамы под решётчатый настил. Они на всякие столбики с укосинами и кронштейнами ставятся. Потом красятся и упаковываются с подробными проилюстрироваными инструкциями по монтажу.
12 баллов
-
По ряду причин запечатлеть удалось только два момента - когда принесли и уже в багажнике авто , всё на бегу и промеж основных дел . Было пожелание сделать как-нибудь , комплект будет продан .
12 баллов
-
Вот , наконец то я сподобился на подарок и если бы не ГБЦ то может еще так и лежало в ящике . 230А в ограниченном пространстве , усе выдержала и отработала на +++++ P.S. ВСЕМ кто придумал ПОДАРОК огромное спасибо
11 баллов
-
Оживлю тему . На данном этапе - котельные заморочки , где все СНиПы , ГОСТы и РД "вне закона" , хотя на вопрос , покажите , где есть хотя бы намёк на отличие сварки "воды" от других сред - пустота . Всё и вся делается через ж... одно место и это считается нормой . Начиная от монтажа узлов до самой сварки стыков и действия сделать всё качественно встречают откровенное непонимание , начиная от начальников и заканчивая коллегам по цеху . Меня это бесит и делаю (стараюсь) , как должно быть и , если есть намёк на претензию - время , материал сварочный и подобное , посылаю или перенаправляю к сговорчивым . Высказался . Речь , собственно , о другом . Чем проще - тем лучше . Простота - залог успеха . Ну и прочие "аксиомы" данной методы . Не всегда оно верно , но и нередко , именно , простота - залог качества , скорости и эффективности . При условии минимума затрат и телодвижений , имея на выходе достойный результат - это наше всё . Много букв , суббота , пардон , коллеги Итак , к делу . В нарушение всех правил , "на воде" варят всё , как попало и куда попало . Все мои наработки по монтажу в такой действительности , если не потерпели крах , но потребовали некой коррекции и в итоге монтаж неких несуразностей был переведён в другую плоскость , что не требует каких-либо точных инструментов и прочих приблуд . Достаточно ровной поверхности , будь то стол , кусок швеллера или иная плоскость , даже в ограниченном пространстве . Ну и минимум инструмента . На снимках постарался детально изобразить весь процесс , так что комментировать , в принципе , нечего , но тем не менее . Любая , имеющая параллельные плоскости железяка , пару струбцин , несколько пластин для подгонки по высоте и ровная плоскость . Весомая железяка - по желанию Прихватка , коррекция угольником и всё . "Продолжение" узла рисуем по той же схеме . Затем собираем пары , уравновешиваем их и на "вращатель" . Всё для нашего удобства - жизнь нынче и так сложна . Зазор 1мм , фаски сняты , св.ток 56-60А , эл. LB-52U 2,6мм . Ну и результат "на выходе" при минимуме телодвижений и измерительных инструментов . Спасибо за внимание ! Всем удачи !
9 баллов
-
Использовал я в своём ПА войлок поначалу , но отказался от него , потому как наконечник через какое то время забивался до такой степени , что подача газа "хромала" . При разборке обнаруживалась пробка из войлочной пыли . Материал применял разный , но результат был один . Может быть проволока не такая гладкая , что и приводило к таким последствиям . Затем были эксперименты с замшей и прочим текстилем . Несколько лет , как на всё это забил - элементарная продувка каналов ( механизмов и аппарата , в том числе ) сжатым воздухом , время от времени , и никаких проблем .9 баллов
-
Постарайтесь донести до светлых начальственных голов, что сварка алюминиевых сплавов производится на ПЕРЕМЕННОМ токе. И для этого хотя бы недорогой китайский сундук приобрести надо. Я бы посоветовал вашему начальству вставить себе эти электроды в анальное отверстие. Пытаться варить ими при этом не обязательно, достаточно просто вставить. Чистый вольфрам на переменном токе, равно как и на постоянке обратной полярности долго не держится. Для этого есть вольфрам с добавками лантана и т. п.9 баллов
-
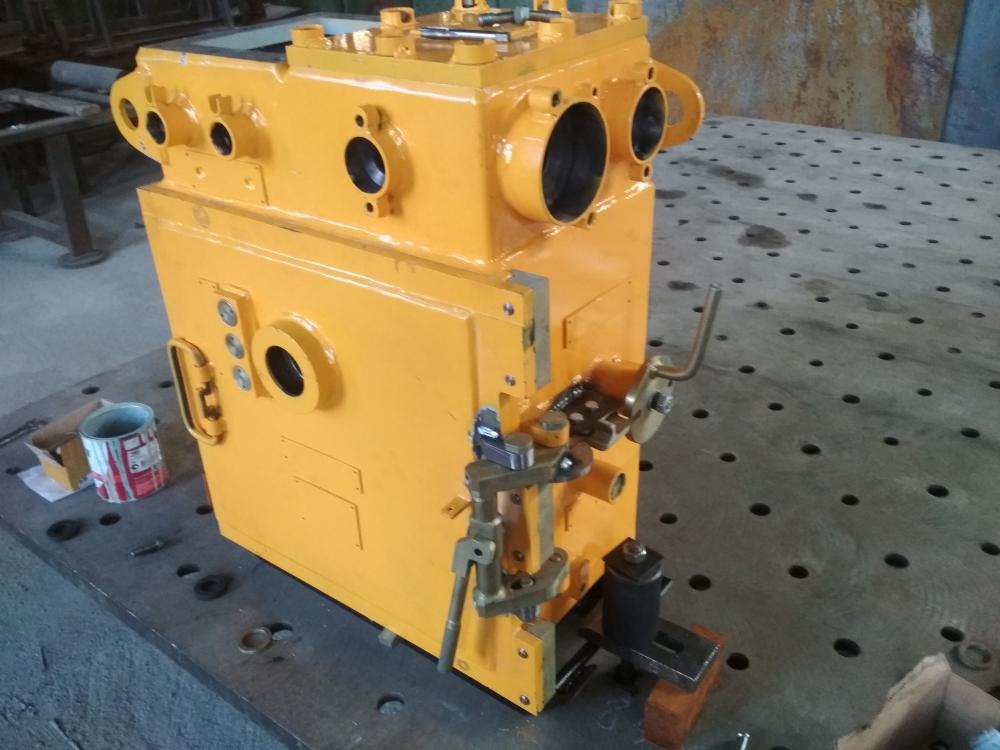
Готовый пускатель-опытный образец .Мал на вид(кг на 100),да... Крышка запирается "на сдвиг" шлифованные поверхности высокого класса точности
7 баллов
-
Георгий , пользовался подручным инструментом - молоток , кувалда и резак . Сначала не хотел этим заморачиваться , только сварка , потом решил поправить - как пойдёт . Нехотя , но встало , а учитывая мой "богатый опыт" в этом деле , в результате получилось сносно .7 баллов
-
@Про100сварщик, понимаю Вас на 100%. Кодла твердолобых "нащщальникоФФ" мнят себя обитателями Олимпа. Нужен аппарат РАДС АС/ДС. Ключевой момент - АС - ПЕРЕМЕННЫЙ ток (alternating current, если совсем поумничать) У Вас в наличии аппарат, который выдаёт ТОЛЬКО direct current - ПОСТОЯННЫЙ ток. "Вари, чем есть" - лично мне это ОЧЕНЬ знакомо. Как один из способов воздействия демонстративно угробить одну деталь, следуя ВСЕМ инструкциям, прилагаемым к аппарату. После этого могут быть подвижки в нужном направлении. Хотя почти уверен, что все ваши начальники будут наперебой орать, типо, "а мне там сказали, что всё получится" и так далее... Только наглядная демонстрация действует в подобных случаях. Да и то, не всегда и не сразу...7 баллов
-
@Шурпет, вы реально много пропустили. Ибо ушло в корзину. И ещё многое уйдёт... Так как негоже узкоспециализированную тему, посвящённую конкретной технике, превращать во флудню пацанофорума, где каждый-со своим "потоком сознания". Поэтому-убедительная просьба ко всем участникам диспута-завязываем флудить и оффтопить! Лады? @Сергей Витищенко, к Вам-особая просьба. Если нечего сказать по предмету обсуждения конкретно и по теме-пройдите мимо и создайте персональную тему, где развивайте общение в нужном вам русле (но, согласно правилам форума). Поставьте себя на место не даже простого форумчанина, а залётного читателя, которому поиск выдал тему про Эвоспарк. На кой ляд ему лопатить зафлуженные страницы темы, сухой остаток которых-пшик да маленько? @Hlorofos, коллега, рано пока. Для начала-попробуем воспитать. Будут рецидивы-другое дело. Окропить "банный веник" недолго... Так что "будем итожить говоренное". Просьба ко всем-уважайте глаза читателей и труд модераторов!7 баллов
-
На неделе особо работы не было.Запилили место хранения патонайзеров,столик фрезеру,починил санки мастерку ( это ш 800 грывень!!! санки стоють),заварили дырки в станине,для декору- напарник за сварщика,я за слесаря,ну и припёрли какое-то дупло чуть подварить,всех вопрошающих прикалывали,что полностью заплавить надо,сочувствовали).Да и много ещё чего было,что в кадр не вошло.
7 баллов
-
От радости, в зобу дыханье спёрло.Перед сваркой нужно подготавливать металл.РАДС не терпит грязи.6 баллов
-
Не претендуя на оценку. Сегодня все подсоединил. Блин. Как же это круто.... Намакался вдоволь. Очень под впечатлением. Сначала аргона мало поставил, да что ты блин дуга гуляет электрод горит ванны нет))) пот ом пошло дело. Самые первые опыты черный металл двойка. Электрод 1.6 ток 70 а.
6 баллов
-
Только не отключайте ВЧ поджиг, а то потеряете кайф в ощущениях.6 баллов
-
Усе ,,,усе ... Мужики , заканчиваем !!! , и ждем ПА EVOSPARK на тесты да и у Сергей тоже покажет все . Ну и разбавлю все это парой фоток с выставки и пусть они напоминают что тема Evospark.
5 баллов
-
@Про100сварщик,колите начальство на нормальный источник питания иначе фарта Вам не видать5 баллов
-
5 баллов
-
@Про100сварщик, ничего хорошего не получится. там не электрод менять нужно, а аппарат. 4мм электрод на обратной полярности эт 80А максимум. по хорошему вообще в районе 50-60A.5 баллов
-
Довольно любопытный прибамбас. Особенно для резки болгаркой. Свободные руки и думаю не плохая фиксация, а главное быстро. Думаю придуман был за долго до появления болгарок)
4 балла
-
Неудобно делать снимки коллег на той же схеме . Деликатные попытки призвать к качеству не находят отклик - откровенное непонимание ( или неумение ) . Аттестованные НАКСом куча раз , пенсионеры уже , полстраны сварили ... Нельзя материться Очень хороший и популярный у нас бизнес , на которое смотрят (сверху) положительно ... На днях сказал директору в глаза - ты не видишь , что работаешь с рукожопами и качество работ - только расстрелять . Улыбка , да ладно , это вода , сроки , всю жизнь так делали . Б..., так и живём .4 балла
-
Общие фразы и вода. Что именно он не смог? Мы тут не дети малые, знаем какой параметр является ключевым, при выборе поставщика оборудования на такие суммы.4 балла
-
@Про100сварщик, импортозамещение, так импортозамещение. Форсаж от ГРПЗ, вполне наш, детище ВПК.4 балла
-
@saper24,Доброго дня и как правило ведущая к попадалову .4 балла
-
@Kondor416, человек просто не понимает, что если уж он живет в этой стране, то ему на роду написано помогать Этой стране, а не чьей-то другой..мне повезло, я смог это понять и помогаю нашим производителям, а не каким-то другим. @Сергей Витищенко, Сергей, вы понимаете о чем я говорю? Не о патриотизме- просто о здравом смысле,..вам не кажется? Где родился, там и пригодился? Или там где живешь, там и помогай? Где правильнее? Сергей, я не моралист, мне просто повезло и я попал в коллектив, в котором любят и уважают Труд умов и рук, людей из Эвоспарка... Как думаете, может лучше свою отрасль немного возрождать? Вот смотрите я одно время "ныл" на тему закрытия ЗиЛа, мол так и так, ребята ретрограды готовили автомобиль, а правительство решило "старое платье не перешивать, а новое шить" и в конце того фильма с ютюба (с которого я "ныл"), на заводе в закрытом цехе, под жалостливую пестНю, покрывают целофаном два прекрасных автомобиля зил, занавес, зилу пизанцы нанесли ответный визит... Так о чем это я..аа, по итогу взяли и родили проект "кортеж", который, на минуточку прошу заметить, имеет начальную проектную мощность в 200 автомобилей и замещение 40ка или 50ти% запчастей в автомобиле, на детали которые будут разработаны и созданы в Этой стране, а не чужой, руки и умы, ...руки и умы Наших людей, это ключевой момент для понимания......прибыль, везде всесторонне, но ВнутрИ страны а не извне желтыми руками...это я в контексте продаж... Неужели когда вам звонят или присылают заявки крупные игроки (покупатели) и просят у вас линкольн или эсаб или чеа или миллер или еще чего с добрым именем давнишнего игрока, вы не можете взять и сказать: "-а давайте, я вам продам действительно хороший отечественный аппарат" и со спокойным сердцем предлагаете Эвоспарк, потому, что и сам заработал, без вреда для головы и репутации и людям рабочее место обустроил и круговорот денег внутри запустил и за бугор их не увел..слабо так мыслить? Мне просто фартануло с компанией (и это я не о Эвоспарке, они для меня такие же как и Гроверс к примеру или ГРПЗ, я о Вебсварке, я из нее правильные выводы сделал и понял с кем нужно работать, а не просто перепродавать....может стоит взять и "переметнуться"? Я не говорю что Чеа плохо, в частности если просят продать, продавайте к примеру дуал 30 (вертикалку, которая на постамент навешивается и по две точки от 35 до 180мм вроде могет прижечь), ну а если тиг-шмиг просят, продайте Эвоспарк, правильно преподнесите, Наш аппарат, а не чей-то. Представьте к примеру, что если и ГРПЗ проснется и вылечит свои детские хвори, то конкуренция Внутри страны усилится, еще больше рабочих мест, еще больше продаж, еще больше прибыли...Я не идеалист, в среднем и нижнем ценовом сегменте ничего не изменится и как продавали 70% китая, против 20 Наших, так и будет, но среди закупок "больших аппаратов", ведь вы можете повлиять...можете, я знаю...Влияйте, продавайте Эвоспарк наводите с ними мосты, то почему вы злы на этого производителя, мне известно, рассказать мне что либо, а тем более переубедить, вряд ли у кого получится, потому, что на работу вы ходите за прибылью, ее вы и не поделили. Только поставив бы забугорное оборудование, вы бы куда бабло увели? Кому бы больше рабочих мест создали? А те два зилка. я думаю президенту точно отошли )) Надеюсь по крайней мере,.. от цэ уже патриотизм )) Да пребудет с вами сила, а я пойду в баню ))4 балла
-
Ошибаешься, есть. У любой.4 балла
-
На глаз не надо , подставляете к щеке на расстоянии спичечного коробка и крутим редуктор , щека должна получать удовольствие примерно такое когда жена вас любя пальчиком гладит по щеке и это точнее всяких ротО метров. кислородный поидет только продуть его пару минут аргоном.4 балла
-
Вот такой диск принесли в ремонт вроде бы ничем нипримечательный, кроме того что он алюминиевый и сварной, к тому жеварилось отлично, да, это старенькая BMW. Ничего подобного до этого не видел .
4 балла
-
Мы в разных странах живем???? Я уже устал повторять что просраны 15 лет и это минимум в подготовке рабочих профессий, вот и пожинаем плоды дичайшего непрофессионализма ВО ВСЕМ. Не же ли не заметно, а?3 балла
-
Георгий , дружище . Да в нашей отчизне и не такая порнография в законе . Сам в шоке У нас почти постоянно 108-я шла со стенкой 3,5мм ( в лучшем случае , было время , когда по заявленной толщине шла 3,2мм) . После подготовки стыка к сварке о двух проходах РДС ... И ссылки на ГОСТ и толщину , и действительность с реалиями - всё по барабану . 2 прохода , корень ( готовое усиление с полноценным проходом) разделываешь и облицовка . Потом , когда я уже освоился в этой конторе , пошёл на принцип и добился проверок-просветок на качество на такую толщину и кол-во проходок РДС . Это было вскользь и перешёл на ТИГ .3 балла
-
Ствол рс-50,например аалюминиевый,стоит порядка 100-130 рублей. И если их ремонтировать не 100 и более штук,то начальству проще купить новые и не морочить голову работникам.3 балла
-
@ВлаДон,радиатор для выявления всех утечек лучше всего прогревать до 300 ', но если вы ограниченны только сваркой , то возможен только мелкий ремонт .Не будете же вы глушить треть радиатора . Да и заглушика больше одной трубки приводит к такому унылому виду ... но с другой стороны даже после пайки радиатор долго не ходит , ломает оставшиеся не паянные.3 балла
-
@Сергей Витищенко, странно, все есть и на фотках отметил в зеленый квадрат коррекцию длину дуги. На видео смотрите от 1.00 сек до 1.35 сек. Тапки не полетят, неумение настроить машину, еще не означает, что она плоха. Вот например ролик, в котором человек рассказывает о Digitech 500 (Валерий выше выкладывал) примечателен тем, что ни один процесс не был настроен как положено демонстратором. Это явно говорит о некомпетентности его как сварщика. Вы парню этому передайте, что разговаривает он очень грамотно, но не нужно было варить, это антиреклама. P.S струйный процесс, его не нужно самому настраивать как в Digitech, демонстратор от фонаря наваливал напряжение, дабы загнать процесс в струю. Эти программы у EWM Force Arc, у Merkle Deep Arc, включаются для проволоки 1.2мм выше 220А и синергетика делает все сама, мы только чуть корректируем длину дуги, не нужно самостоятельно подбирать наваливать напряжение и отлаживать процесс. Все контролируемо и прекрасно работает без вмешательство оператора.
3 балла
-
@Сергей Витищенко,маски росомз с пассивным с/ф мне нравятся,хорошо сбалансированы. @Сергей Витищенко,читал статью,что американские военные столкнулись с проблемой комплектующих для военки,типа переключателей и т.п.,казалось бы мелочь,но все производства в китае и оперативно получить не удается,производители которые были в америке и поставляли для военки разорились.И выяснилось это только тогда,когда на складах закончились эти комплектующие,т.е.в случае каких то военных действий америка в ступоре.Поэтому трамп и хочет перевести производства обратно к себе (одна из версий),еще по электронике,неизвестно чего от китайцев ожидать с микросхемами,чего они туда могут напрограммировать,тоже в случае чего поотрубают все что можно.3 балла
-
Про корректировку дуги, приду на работу, снниму ролик 10 секундный, сделаю пару фоток, чтобы показать, что я имел ввиду. С аппаратами Меркле, дел не имел, пару раз видел, но не варил, много кто про них хорошо отзывается, почему то они мало распространены по РФ. Про аппараты Селко, то же самое, последнее что знаю о них, завод находиться на стадии банкротства, введено внешнее управление, посмотрим что с ними будет. Кстати 2 года назад, Эво купили один аппарат CEA DIGITECH, у нас, через подставную фирмы, разобрали его до винтиком, и изучали, а после выставки велдекс 2018 сейчас хотят купить новый CEA, который был представлен, уже все официально у нас. Это как завод россомз, суксунский, покупают у нас маски Tecmen, изучают, пытаются что то содрать, или взять на заметку.3 балла
-
раз в десять катушек канал бензином промыть. Возьмите чистую белую тряпку и протяните через неё проволоку. Увидите. Проволока, как правило, хоть немного, но замаслена. На масло пыль садится. И потихоньку канал забивает. Только, как правило, к попаданию конечного потребителя. Особенно, когда речь об оплате из бюджета идёт. Подрядчик с представителями заказчика бюджет попилят через откаты, а те, для кого это, вроде бы, делалось - попадают.3 балла
-
@Вад11,Я так-то вообще не настоящий сварщик) А камуфло ( только не отечественное)- очень удобная одежда,большой капюшон с проволокой,много карманов,ткань и молнии отличные ,застёгивается под горло,подгоняется по фигуре.Стоит дешево.Кстати еще отличная весч кавер с каски,под щиток.Как нибудь расскажу тоже.Что касается подающего,я с Вами согласен,тоже предпочитаю компоновку типа ,,улитка,, с закрытой катухой,но в впрочем и эта компоновка лично мне неудобств не причиняет,аппарат в основном стоит стационарно,иногда лень заваривать дырища ручником- берём его с собой.Войлок видел часто,я не применяю,не вижу смысла.Продуваю подающее и рукав почаще и все.3 балла
-
Да всегда готов-ответим делом на злобность словесную.... как сказал Андрей 311 ,ВЭМТ получит машины самого последнего разлива по железу и софту-одновременно, а то и раньше ГАЗпрёма..-отчёт в новой соответствующей теме-будет...2 балла
-
А я бы хотел услышать что думают по всему этому , производители, которых я уважаю,Но считаю они должны ответить на выпады !! Хотя, отвечу за них , в начале темы по П/А у производителей были проблемы, такие как довести до ума некоторые процессы и двойной пульс , так как были заняты аргонниками ( а они у них очень хороши), и видимо, эти аппараты попадали на конкурс и конечно их проиграли, но мы говорим про СЕЙЧАС, и сейчас, как мне кажется-всё у них намного лучше! Варил новым П/А на выставке, правда сталь черную , но скажу что ЕВМ и Эво варят одинаково.2 балла
-
По "газу" стенка трубы должна быть не менее 4-х мм. Могу сказать с полной уверенностью , что это требование не соблюдается довольно часто . Сталь на всех трубах Ст.20 . Тут бОльшая проблема в отношении к сварке - вода , ну и ерунда , а вот газ - это ... Да нет различий к стыку . У нас же повсеместно всё иначе . Страна такая . Убили контроль , культуру , профессионализм и качество .2 балла
-
Есть газовые трубы и есть водопроводные ) .Чем они отличаются друг от друга?В газовых сетях (Комбыт)давление 0,3ати,в водопроводных порядка 2,2ати.Они отличаются толщиной стенки:газовая 4мм,водопроводная 3мм. Причина? Кто ее не знает?2 балла
-
Правильно...,а чтобы не ставить пред сварщиком такую задачу - надо понимать,эту задачу,но такого понимания нет и не будет,еще раз подчеркну - не будет...это правда наших дней. Кстати,легче купить электрод OK AlSi5,OKAlSi12.. исходник Ал 2,чем покупать аппарат .2 балла
-
Тогда какой смысл ставить перед сварщиком заведомо не выполнимую задачу? Надо сделать эту работу на стороне, только и всего.2 балла
-
@Сергей Витищенко, На ЗТИ стоят EWM, Oerlikon, Lorch и ясное дело, что они изучаются, может и по винтикам разбираются. Зачем с ноля создавать, если можно по шаблону повторить? Но тем не менее, содрать процесс - программу, под чистую не реально, железо другое и приходится работать над каждой точкой. Ролик по длине дуги ждём с нетерпением, это уже в понедельник?2 балла
-
Вот сюды и выложу и посмотрел от СЕА видео и аппарат то хорош только настроить его не сумели в видео и коррекцией надо пользоваться . О каких ограничениях на проволоке 1,2 идет речь , нет их у большинства производителей Вот коррекция наложенная на "заводские программы" и совсем другой компот .2 балла
-
@Сергей Витищенко, жесть! Так может сначала поварить нужно, прежде чем давать оценку? Я немного пробовал их холодный процесс типа STT, так вот я свой Меркле в режиме Cold MiG, так отрепетировать не могу!!!! Про двойной пульс, вот параметры для алюминия, изменяется длина дуги для обоих токов, настраивали так, что нет движения проволоки вперёд-назад, как у 90% источников. Только факел дуги, уже-шире чередуется. Есть недоработка конечно, так как двойной пульс это единый процесс, то общую мощность и длину дуги, необходимо привязать для обоих токов, а пока все параметры вручную, каждый! Над этим уже работают.
2 балла
-
@TigMaster, Не знаю ваше видео или не ваше. Пару советов от себя. Присадок лучше постоянно в ванне держать, особенно при сварке корня или зазора и ток придётся увеличить, хотя в видео он в принципе маловат (такое чувство что там ампер +-80). Почему присадок в ванне лучше держать постоянно? Есть как минимум 3 причины: 1) Видна не вооруженным глазом - неравномерный обратный валик, местами излишне выпуклый (вот это постоянное макание присадка дестабилизирует сварочную ванну, точнее поверхностное натяжение в ней и в момент отрыва присадки ванночка провисает. 2) Постоянное поступление легирующих элементов из присадки благотворно влияет на сам шов. 3) Меньше нагревается околошовная зона со всеми вытекающими из этого плюсами.2 балла
-
Как всегда или свистка не останется или акула глухая попадется. Жду жду, всем уже пришло, а мне нет. И вот он, пришел. Но не кирк, а Сварог джасик тиг реал 200. Вообще упал от счастья. Я так понял с наличием трабла получилась. Ну да ничего, спасибо организаторам конкурса, в этот день на одного счастливого сварщика в мире стало больше.
2 балла
-
Наконец то хоть что то интересное принесли,нормально получилось.
2 балла
-
Разные производители используют подающие механизмы с некоторых заводов, но они пересекаются. Вот сейчас два аппарата стоят линкольновские, у них ролики такие же как на СЕА, может и на других так же встретить. Так вот я к чему. Главное сделанная надпись, чтобы ее можно прочитать, а не вглядываться. Как бы не была сделана надпись, я по привычке все равно достаю и смотрю, если по ширине канавке сразу не могу определиться. Разные аппараты в руках и поэтому привычка доставать ролики, в крови уже выработалась. Насчет завода. Ну может и в китае сделано. Не могу знать. Но знаю, что есть компании которые торгуют расходкой конкретно с китая. Так вот ролики у них такие же можно купить и наверное дешевле. Но проданные ролики у нас не возвращаются и клиенты ролики не покупают. Т.е. эффекта износа ни под сталь роликов ни под алюминий в ближайшие этак пяток лет не стоит ожидать. Хотя конечно какая нагрузка на аппарат будет. Но пока я такого не слышал, недовольствия от клиентов. А вот кто брал чисто китайские, такие ролики, хватало не надолго. И потом их дополнительно покупали. Попадаются П\А которые уже более 15 лет проработали и все в оригинале. Поэтому ГЛАВНОЕ КАЧЕСТВО! К сожалению не дешево, но ролики в комплекте прошли закалку и дополнительные продаются не сыромятина. Был в моей молодости случай, когда поставили на рынок сырые ролики. Износ был катастрофический. Было письмо производителю и все решилось. Там еще проблема с канавками была (то ли форма то ли размер). С Хелви пока такого не припомню. Я не выгораживаю. А говорю из опыта. Поэтому если будут вопросы, то обязательно производитель будет знать об этом. Это не слова, это реальность. И последнее. По форме, размеру и прочему ролики могут полностью похожи как и по подающему механизму. Но особенность скрывается в деталях: качество исполнения, стабильность, долговечность. И если в фубаг используются качественные ролики и по размеру они идентичные, то почему бы их там и не купить?! Не знаю. Все на ваш страх и риск. Если у нас на складе нет роликов, то в соседнем магазине китайской расходки не покупаем, ждем посылку из Италии. По крайней мере мы знаем к кому направлять претензию!2 балла