Лидеры




Популярный контент
Показан контент с высокой репутацией 04.09.2018 в Сообщения
-
Радиатор с китайчика. Прогнил отвод.Как демонтировали шланги видно. Заменил отвод(изготовил сам) и поправил штуцера.
 10 баллов
10 баллов -
Согласен на 100%, чтобы клиент был доволен должно быть красиво, тут инородное тело..
6 баллов
-
@АВТОКЛИМАТ_Саранск,каждому своё , но уж больно эти бульбы глаз режут . Я например забираю магистрали с повреждениями на разборах .Так у меня всегда есть нужные углы и гибкие соединения , а для них они не представляют никакой ценности.6 баллов
-
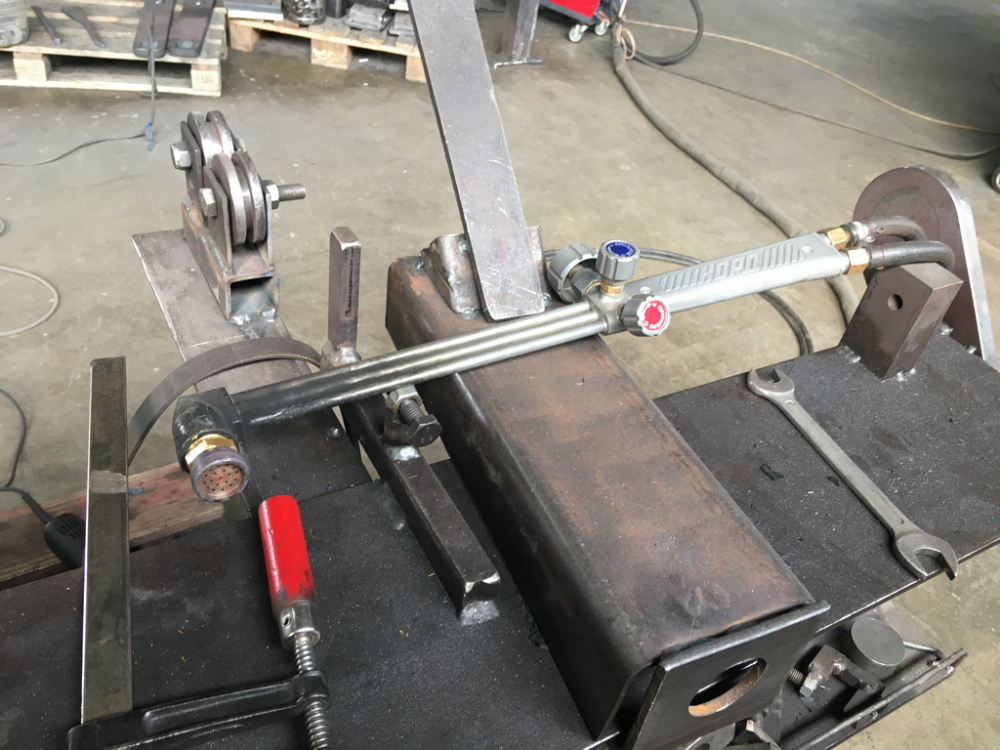
Ауди Q7 вроде, гниль в 2 местах замена уголка и сварка разрезной муфты из трубки Ф побольше
6 баллов
-
@Георгий 11,У нас тема все же не про "чугуневые" батареи.Работал в новостройках сварщиком РДС долго и будь тема про отопление- посмеялся бы вместе с вами.Да,стальную трубу можно прихватить на 2-3 прихватки и никуда она не денется при сварке.Здесь же не только хватки,пол шва при перегреве(если будет конец трубки тянуть вниз)оторвет ,либо загнет ,как пластилиновую колбаску.Тонкие алюминевые трубки- своя тематика и все мы здесь не только для того ,что бы похвалятся своими поделками,но и научится друг у друга приемам,хитросям и тонкостям специфики.Да же если способ кому то неподходящий и вы про него слышите впервые-ознакомится с ним,это расширить свой кругозор и прикинуть плюсы\минусы применения.Фото к моему посту выше:
5 баллов
-
Даааа, предвижу будующую картину. Пока отдыхать -смотреть будете на выставке, клиенты из Москвы, как в прошлом году, рванут ко мне.4 балла
-
@Спанч Боб, Мр-3 для таких работ не как не подходит,про рутил вообще забудьте,электроды только с основным типом покрытия (уони 13/55,лб-52у и .т.д.) или полуавтомат с проволокой св-08г2с.4 балла
-
@Спанч Боб, Куда массу на мосту прикрепил??? Ай-ай! Через подшипник сила пошла, последствия сам знаешь...4 балла
-
Снабженцы купили кабель кг25 с непонятной изоляцией, кабелю около месяца. Пользуются мужики на армировании плит бетонных, в основном режут арматуру. Я поработав с таким кабелем 1 день, порвал его в 3х местах. По мимо изоляции еще очень жесткие жилы которые пружинят. Видел как они работали в последние дни, берет в охапку всю эту кучу тащит к месту по пути это дело за все цепляется и замыкает на каждом шагу, Даже не распутывает, так как сделать это невозможно, из за жестких жил, которые погнуты в некоторых местах, кабель просто не выпрямляется в ровную линию. Кабель поменяли на такой же, снабженцам сказали купить нормальный, ждем на сколько этого хватит.
4 балла
-
уаз буханка. кастолин 192.
4 балла
-
Ниссан Максима без снятия Авенсис сварка в 3 точках с муфтами Гольф 3 Санта Фе переварка соединения на американку верхняя без снятия нижняя со снятием Лексус задний контур LP протерло трубкой ГБО Мазда 3 последствия поксепольного ремонта заменил фитинг Радиатор конд. Мерседес Форд Фокус Фольцваген пассат Киа Соренто столько же сот сколько отметин протерто на радиаторе конд. все вылечил. Хундай старекс Фитинги
4 балла
-
... моя супруга работая в одном хозяйственном магазине , босс зная что она хорошо готовит ,попросил временно прикрыть ( из-за отсутствия работницы) кофешку ( приготовить и заодно за стойкой постоять )., приходит один чел и спрашивает скотч , моя кивает головой на соседний хозяйственный магазин .3 балла
-
@Учусь, Хотелось бы встретиться с коллегами по цеху да на технологии современные поглазеть , только вот утвердительно , о своём участии в этом мероприятии , сказать пока ничего не могу . 50х50 .3 балла
-
В авиации гражданской очень часто пользуются. Как говорил один персонаж:- Дунем,плюнем, и надёжно склеим скотчем".
3 балла
-
Примерно так?3 балла
-
@АВТОКЛИМАТ_Саранск,там по моему просто замена трубки,просто большего диаметра.Впервые слышу про такую «технологию» как вы делаете.Не вижу проблемы собрать с новой трубкой,а не городить огород по вашему принципу.Я в кондеях не силен,просто представил такую переделку где нибудь на отплении,никому и в голову не придет так делать.Всегда старая труба вырезалась и никогда так,как вы,не делали.3 балла
-
устал уже глушитель.мое личное мнение что не один сварной работающей с цветниной с этим гемором связываться не станет."результата нет а потраченного времени и расходки как 50% стоимости нового."3 балла
-
@Спанч Боб, есть такое у алюминия, впитывает, но видимо все марки по разному, потому как с листовым прокатом, т.е. топливными баками и бензовозами особых проблем не помню, а вот с литьем которое работало в масле или других ГСМ - это постоянно. Но на литье это обычно решается прогревом дугой.3 балла
-
3 балла
-
У нас в охотхозяйство тоже такую хрень покупали,я немного зарабатывал на починке.Дело ещё в том что в сопроводиловке указано что на нём очень небольшой вес перевозится должен-типа охотник и пару собак ,а в реалии сядут шесть человек и ещё лося домой не нём волокут.3 балла
-
Апгрейд однако.
2 балла
-
Эстетика в ремонте трубок немаловажный момент и для клиента,и для сварного. Сварка в стык и врезкой трубки одинакового диаметра говорит о достаточно хорошей степени подготовки самого сварного+чувство дуги+понимание сварочной ванночки и умение ей управлять. А вот фото выше с ремонтом трубок накладными латками или трубкой другого диаметра - такой ремонт "от Лукавого". р.с.я подобрал самое мягкое название таким ремонтам.Здесь даже обсуждать нечего.2 балла
-
Я не против,всех не осилю, надо будет друзей подключать, куда поставить и как быстро сделать .2 балла
-
Я вот в раздумьях, лететь или нет. Игорь ака @BelaZZ, посетить собираетесь?2 балла
-
@Дед мазай, хорошо, когда сам себе начальник, при всём желании не дотянешься2 балла
-
Индуктивность на Фубаге 315 влияет на показания амперметра, сегодня это рассмотрел в СО2. Индуктивность в + 160А, а индуктивность в минус 140А, остальные настройки не изменялись. Собирал решётку из полосок 4 мм. Два дня проливных дождей не пускали к сварке, сегодня впопыхах собрал ящик из 1,5мм ст3, 19В/4ммин, индуктивность в + до конца. Что на брызгалось - не убирал.
2 балла
-
шо, уже ничего не штырит?2 балла
-
@МассаТом,со спиртом помочь могу,мухоморов нету.2 балла
-
На нормальном кабеле маркировка и производитель указан. Но даже это не поможет с кг, поскольку для ручной сварки по РД должен быть ког. Кг идёт для автоматов и тракторов сварочных.2 балла
-
Как я вижу. Декларация ПБ даже если она и в составе проектной документации, должна пройти экспертизу пром без. Сейчас экспертизы нет ни гос ни пром, как Вы говорите. Вообще ОПО становятся ОПО в момент регистрации их в реестре территориального надзорного органа. Поэтому, просто объект не дадут ввести в эксплуатацию, когда прийдет время. Нужно четко определиться, подпадает ли объект под ОПО. Если да, то готовить документацию в срочном порядке. Если объект относится к ОПО и кто то думает, что прокатит так-нет не прокатит. Потом просто разведут руками-а мы думали сможем договориться-и кто то будет расхлебывать.2 балла
-
Примерно то же самое. Резак, РД и П/А для прихваток, за 2 вечера + снятие обшивки и теплоизоляции Кстати тут 2-й метал бочка 80-90-волосатых годов куплена в 2004 перед продажей видимо на гнилой швеллер приляпали 1,5-2 мм жесть резак не брал срезал электродом. Квадратные вварки на боковине это внутренние поперечены-двутавры тоже были заменены к сожалению больше фото не сделал А тут замена оси 6 часов на работу ушло ось б\у оказалась уже на 100 мм пришлось раздвигать, резка, вставка внутрь профиля из-за разницы радиусов угловых сгруглений столкнулись с проблемой установки поэтому выставляли по наружке с помощью 2 уголков на прихватках и замером диагоналей Сварка РД, мр-3, 3 мм корень, озс-12 4 мм заполнение и облицовка
2 балла
-
Приезжай попробуешь у меня аппарат классом повыше, и будешь стремиться к лучшему! Как раз будут новые ощущения! Помню когда я попробывал аппарат выше классом эмоции зашкаливали! А менять рано, если деньги им не зарабатываешь2 балла
-
Фото давайте и заварить то не проблема , но прежде надо разобраться от чего трещены пошли . И еще вопрос , сколь лет титановому выхлопу.2 балла
-
2 балла
-
@me1nik,@АндрейСВ,скорее всего без поддува варили или перегрели,поэтому сварка вряд ли поможет надолго.2 балла
-
2 балла
-
кто бы говорил2 балла
-
@Илария,на свадьбе не погуляли,хоть на выставке танец молодых увидим).2 балла
-
@Кустарь,да запросто,мне же только 220В нужно,остальное в замкнутом контуре.2 балла
-
Вроде когда-то я обещал показать греющую голову на трёхтрубный (уже не буду заморачиваться корд или норд). На фото конечно струя выглядит как ацетиленовая, но это так видится камере в телефоне, на самом деле там обычное пропановое пламя. HDR. Немного смазывает но уже ближе к реальности:
2 балла
-
Новое место работы продолжает радовать (не сарказм, если что) разнообразием размеров, форм и особенностей выпускаемой продукции. Нет однообразной рутины, тьфу-тьфу.
2 балла
-
2 балла
-
2 балла
-
Если не помнишь,то тут может быть два варианта: или это не титан и присадка не титан,или титан и титановая присадка.Иначе быть не может,всё растрескается. Был случай что один "аргонщик" клялся что заварил алюминиевый чайник присадкой 08Г2С на постоянном токе... Этот глушитель уже "подваривали"? Если подваривали и он растрескался,то там уже метал альфированный,он будет трескаться снова и сразу как остынет.Проще новый сварить,можно и банку погромче...1 балл
-
@konstantinXX, нет. дополнительного подогрева не было. но прогревал радиатор минут 30, высушивал остатки тосола, ну а основной нагрев это бачек. пропан-кислород, сопло №3. им потом и паял. конечно кровельной нагреть можно все быстрее, но помещение у меня небольшое и то чем пользуюсь редко хранится в другом помещении, в общем лень матушка собирать все в одно место.1 балл
-
Доброго вечера всем. Я так понимаю коллектив у вас уже тесный,сложившийся,но попробую влиться,если позволите)) на выставку тоже собираюсь..1 балл
-
Универсальные стойки для штанги со страховкой позволяют выполнять жимы штанги, приседы со штангой. Страховочные упоры (страхователи) служат для предотвращения спортивных травм во время тренировок. Стойки регулируются по высоте, также как и страхователи. Для исключения люфтов используются штырьевые и резьбовые фиксаторы, пластиковые переходники предотвращают трение металла об металл и сохраняют хороший внешний вид. Материал стоек: труба профильная 40х40х3, 50х50х2 и полоса 40х4. Фиксаторы штырьевые М12, фиксаторы резьбовые М10.
1 балл
-
Как работать с фланцем. С небольшой оговоркой. Начинающим лучше работать сверлом и шуруповертом или дрель с четкой регулировкой по оборотам. Я как говориться уже наблатыкался и делаю это просто борофрезером и фрезой. Вот конечный результат.От заводского не отличишь и никаких гургулен вокруг трубы не навалено. @Dmitry1962,У нас один единственный магазин и тот в Ростове на Дону.Там таряться и менты эксперты там типа химбазы. Так вот у них такая цена.Больше взять у нас негде. В Москве да,но почта России эти вещи не пересылает категорически.А транспортных компаний у нас в городе нет а самая ближняя за 100 км @mehanik1102, Да. Она калибрована так что ее диаметр как раз с зазором больше наружнего диаметра трубы
1 балл
-
при условии, что реле рабочее1 балл
-
Господа и товарищи.. Без резкостей! И без предположений о рекламе. Дмитрия я знаю довольно хорошо, чтобы утверждать что этот человек ничего форумчанам впаривать не будет. @Dmitry N, предполагаю что @SergDemin, не желал назвать лично вас рекламирующим. Продолжаем обсуждать собственно процесс стт. Мнения могут быть разными, пусть они относятся непосредственно к процессу, а не к личностям или бизнес-деятельности Линкольна.1 балл
















































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)