Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 27.08.2018 в Сообщения
-
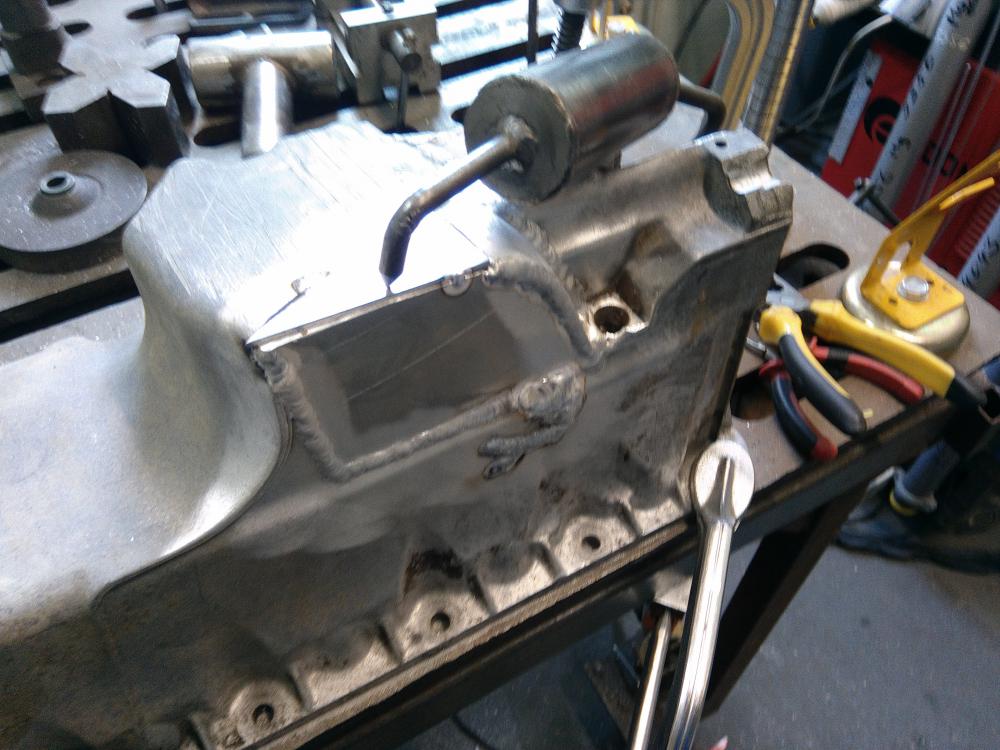
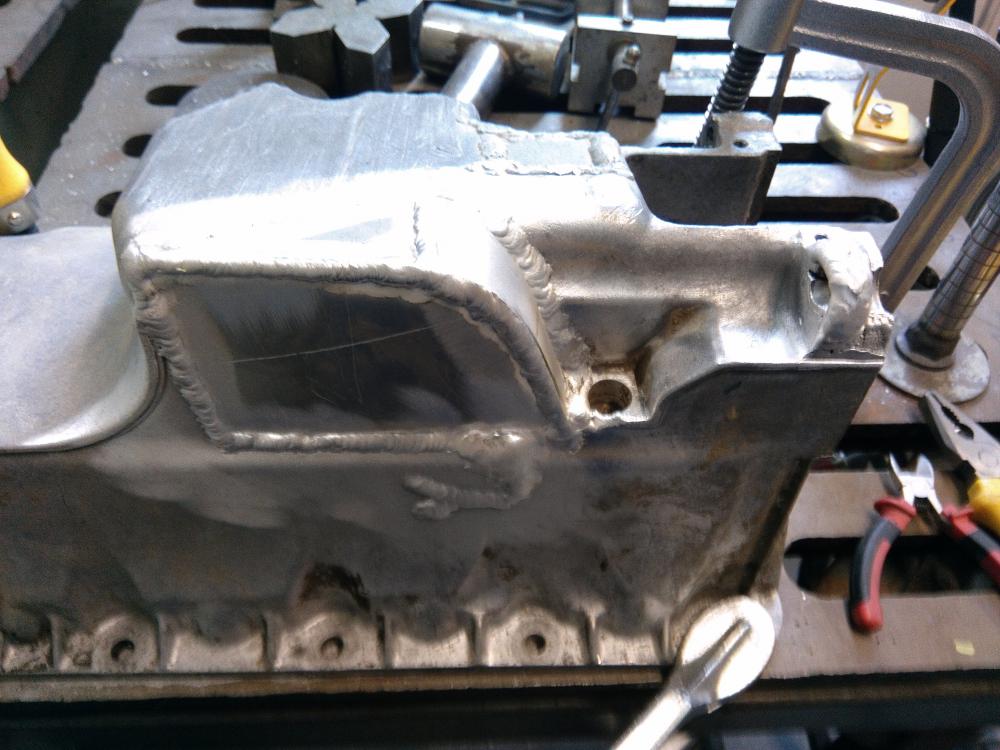
Дырень приличная,какая была изначально форма - не знаю,поэтому просто фантазировал и складывал пазлы. Само литьё поддона паршивенькое.По ходу дела наварил недостающее ухо крепления к коробке передач. Проверил на мел - сухо.
 13 баллов
13 баллов -
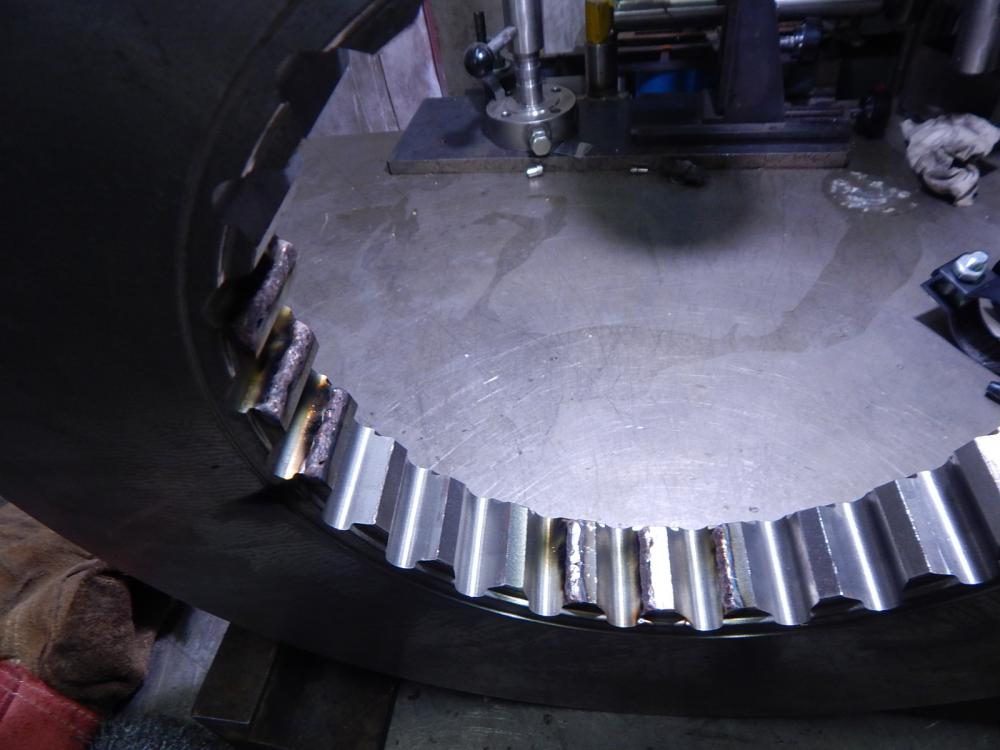
Тормозной диск Вольво. Новый диск на старую ступицу .Наплавка три через три БрХЦрК Излишек материала при запрессовке будет срезан.Раньше наплавлял МНЖКТ,а сейчас больше склоняюсь бронзе.
12 баллов
-
Ну, не знаю про их зимы и как там они ими пользовались или не пользовались, но эти подшипники и профтруба на раз в оттепель водой покроются и ночью вся эта красота замерзнет и парализует ворота Якселя. В метель трагедь усугибится. С заводской балкой этой катаклизмы не будет. Ворота для профтехучилища делал в 12 году, к этому году на приводе стёрлись шестерёнки (там за день очень много открываний-закрываний) - почему знаю? - у меня интересовались его названием. Ещё за импортные ворота скажу - там опции есть, как то: ик датчики движений, электропривод, радиоуправление, резервное питание.
11 баллов
-
Да как бы не проблема. Один из вариантов. Конфигураций отлива можно приладить разных. Лично мне импонирует конечная стоимость ворот целиком по цене фирменного механизма.
8 баллов
-
Горизонтальная скамья для упражнений со штангой и гантелями + опция "парта Скотта". Материал скамьи и опции: труба профильная 50х50х2, 60х40х2, 40х40х3, полоса 40х4, лист 5мм. Материал спинки: фанера 21мм, изолон 30мм, кожзам. Покрытие порошково-полимерное, цвет 7024 по каталогу RAL.
8 баллов
-
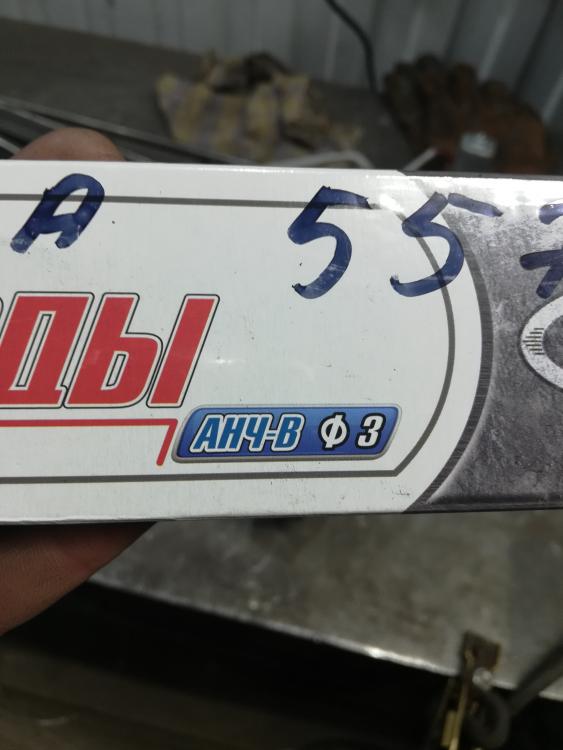
@Nail02,Хорошая работа,но только электроды которые вы применяли АНЧ-В не предназначены для сварки чугуна на холодную: в их составе нет ни грамма никеля.По хим составу они не далеко ушли от цч-4,сварка такими электродами ведется при подогреве как минимум 400 град.Хотя производители упорно пытаются доказывать обратное. @Serj55441, с электродами АНЧ-В или ЦЧ-4 такое не прокатит: основа этих электродов сварочная проволока св-08А,главное в этих электродах обмазка, в которую вводят ванадий.При сварке он образует карбид ванадия не допуская появления отбеленных зон.7 баллов
-
Поступился я своим принципом не варить на машине не снятое . Но тут такое дело , авто принадлежит человеку без ног (электричка ) и вот его жена (не давайте женам авто и пусть пешим ходом ) куда то въехала и оставила мужа без колес . В общем машину то поправили в вот крышка на двигателе дырявая и не совсем она крышка а крышка с распредвалами одно целое и чтобы ее поменять надо пол двигла раскидать а это дорого и долго да и не везде берутся . Один товарищ хотел запаять Кастолин или еще чем , в общем перевели на припой 2000р и толку мало да и крышку подплавили. Надо помогать и денех не взял , отковырнул Касталины с крышки отверткой (жаль забыл сфоткать) и отдал хозяину авто чтобы тот как сувенир "паяльщику" отправил. Ну и далее дело техники , 200гц на аппарате , 35% баланс , 107А , проволочка 2мм 4043. Довольный и счастливый ,,,, умчался и сказал жена пешком ходить будет или на пассажирском месте.
6 баллов
-
Александр , этот квинтет такая гадость в смысле поводок и особо до 2мм как змеюка крутится . И по сему , бери ровненькие швеллера или профтрубу и примерно так зажми (придумаешь и выгоднее всего будет с торцов швеллеров струбцины) и ко шву как можно ближе и я обычно выставляю так что сопло можно по швеллеру тащить опираясь на него вольфрам можно больше нормы выпустить газ защита не пострадает с двух сторон преграда есть . Ну и прихватки почаще и потихоньку варим не перегревая (с перекурами) и после сварки сразу не раскручивай и пусть устаканится усе в неволе на часок оставь ,
5 баллов
-
это факт. Позиционируют они их именно для сварки на холодную. Более того, даже в некоторых советских книгах ЦЧ-4 упоминается как электрод для сварки на холодную. За такое руки надо отрывать, пусть Венеру изображают.Вообще использование железо-никелевых электродов без обмазки и на холодную - риск получения микротрещин в наплавленном материале. Я прутки 92.60 и 92.58 только с хорошим подогревом употребляю во избежание...5 баллов
-
Делал по весне двое ворот откатных и устанавливал. Чуть было себе фурнитуры не купил. Потом наткнулся на схему Якселя.https://youtu.be/fv20ocwK5pw Теперь заводских направляющих для меня не существует.5 баллов
-
Все не так. За даром на дядю работаешь. Магниевые диски стОят дороже алюма и ценятся профессионалами. Работать с ними сложнее и цена работы должна быть соответственная. Цени себя!!! Для тренировки можешь найти диск и варить пока не надоест. -))4 балла
-
@Георгий 11,Пошли его подальше.Уже второй год беру по 1рублю за диск с трещиной,скрипят,но едут.Присадка подорожала почти в три раза.Клиент всё равно твой придёт.Короче посылай таких подальше и работай по более нормальной цене.Проведи эксперимент,пошли этого кадра подальше,но акуратно и через пару недель он сам придёт.За каждый магниевый по 2 рубля и не меньше.4 балла
-
Жора, видно что сыкотно, несплавлений много. Я такие вещи делал короткими швами, ванна более текучая и газа поболе.4 балла
-
Особо доставило "измененческий кабель" и "ложить на это кувырком")))))
4 балла
-
4 балла
-
И будет ходить - соединение чугун - сталь вполне работоспособно при сварке ЦЧ 4,да и той же нержавейкой.Пластичность стали компенсирует напряжения Не отрывай:эти электроды предназначены для сварки чугуна с низкоуглеродистой сталью Микротрещины в чугуне будут в любом случае при сварке любыми электродами на холодную4 балла
-
Во , Вадим что творит русский спирт с немцем и что хорошо русскому - немцу смерть. Переходим усе на АГНИ4 балла
-
Ребята, НИКОГДА так не делайте!! Оставил горелку не продув шланги охлаждения и все, кирдык горелке. А вроде Бинзель, но за 2 года смесь спирта и дистилята сделали свое поганое дело. Я как знал, с водкой давненько завязал..... чего-нибудь попроще иногда можно.. И этот косяк вылез на выездной работе, за 300км от дома, пипец полный.... кабель в руках рассыпается. У обычной 26-ой идет газовый тракт отдельно от силы, нашел у себя горелку 26-ую под гайку, у нее газ идет по силе, осталось их как-то поженить, похоже будет однополый брак со срочным переводом на красный антифриз.
4 балла
-
Господа, что касаемо "редких" сплавов, то в ценообразовании учитывайте следующее: вам необходимо иметь ассортимент сплавов на всяк случай. Все эти сплавы будут стоить денег и не пойми когда только выстрелят. Получается: вы вложили деньги и неизвестно когда они отобьются. Т.е. деньги будут лежать, а не работать. Исходя из этой причины необходимо резко увеличивать цену работы с редкими материалами, что бы окупить "лежание" присадки и потраченных на неё денег. И ещё. Так как цены скачут, то, предположим, вы купили кило присадки по 500р., а когда закончится она, то кило будет стоить уже 700р. Значит в расценках на работу вам надо ориентироваться не на действительную стоимость присадки, а на будущую. Думаете это бред? Да как бы не так. Когда был резкий скачок цен в 2013г. я зашёл в магазин инструмента потрепаться с товарищем который там управляющий. Говорю ему, зачем вы все ценники переклеиваете в сторону повышения? Вы ведь этот товар купили до скачка бакса. А он мне отвечает: если я сей час цену не подниму, то мне не на что будет покупать новый товар. П.С.: продавцы работают на опережение. Чем мы хуже?4 балла
-
https://www.youtube.com/watch?v=i9nvrdTISOU4 балла
-
Заварил я наконец то этот блок цилиндров чугунный. Огромное спасибо за советы всем. Легко и просто не вышло. Получил надеюсь бесценный и важный опыт. Вобщем трещину разрезал, разбил, сделал кромки. Панча нету у меня. Купить что то както не до этого, да и редко чугун варить обращаются. Были только простые электроды по чугуну советские, диаметром 3 мм. Варил по трещине вертикально спозиционировав трещину. Короткими участками отковывая каждые 3-4 см. Вроде ниче, нормально. После заполнения, шов треснул при остывании в двух местах поперек трещины. Разбил их насквозь с разделкой снова аккуратно и менее нагревая еще осторожнее варю. Вроде ниче, но одна трещина снова прям по сварке после полного остывания трескается. Немного отчаялся, снова ее разбиваю разрезаю, "облизываю, шепчу молитвы" , Очень осторожно по чуть чуть с полным остыванием варю, и Ура !!!!! Вроде не треснуло. Смотрю во все глаза на неё и так и сяк и попозже и снова, нормально ! Стоит и не трескается. Фотки прилагаю. Может кому поможет. Ребята, еще раз спасибо за поддержку. Мысли вслух- а когда ровнять на станке будут, не треснет? И сколько просить за работу? Я сказал заказчику 4 рубля. Это нормально?
4 балла
-
@psi,Александр доброго дня,для борьбы состартовыми порами можно отступить от начало кромок,а при установившейся сварочной дуге уже вернутся и переплавить участок состартовыми порами.4 балла
-
Топливная рампа от мерседеса спринтер.
4 балла
-
@Kondor416,шутку юмора заценил). Фоток да, немало и ещё докину, и даже видео сделали). Если вдруг уже надоел со своим ящиком, то пардоньте, но жена увидела фото, что я в тему выложил (речь про финальные) и закритиковала (ну тут да, не умею я снимать). В общем вот, ещё маленький стришок к работе в виде художественной доработки (а также облагородил прорезь в двери) ну и более качественные фото с видео) https://youtu.be/9V3KUawuZfo
4 балла
-
Раз уж пошла воротная тема, то вот коротенький видосик моих весенних трудов. Сразу трое ворот. Одни навесные с калиткой и двое откатных. Навесные и откатные большие делал за место других. Которые начальник велел демонтировать. Жаль фото той порнухи не сохранилось.Нашли посредника, посредник нашел рукожопов, те сварили и поставили ворота. Мало того что уродские и кривые, так одними воротами забор сломало, а другие распушку на стене разбили. Крику было... https://youtu.be/5xPEctXpSKU Сразу сорян за вертикальную съемку) Привычка!3 балла
-
Ещё один не серый будень В работе трос с лебедки и все остальные троса из уазика (даже блок лебедочный в деле). Варил на земле, потом подъём.
3 балла
-
Не жилец он, если начал течь, то дорога в утиль, подведет в самый поганый момент, на Новый год к примеру. Свари им лучше из трубы радиатор.3 балла
-
А на фига на АДешке АМГ5 использовать? Пруток 2мм бери (4043), немного ванну охлаждать будет. Тебе надо будет варить быстро и очень быстро короткими стежками с большим разбегом, можно от центра обратно-поступательным способом, так же как на нерже, ее тоже тянет нещадно.3 балла
-
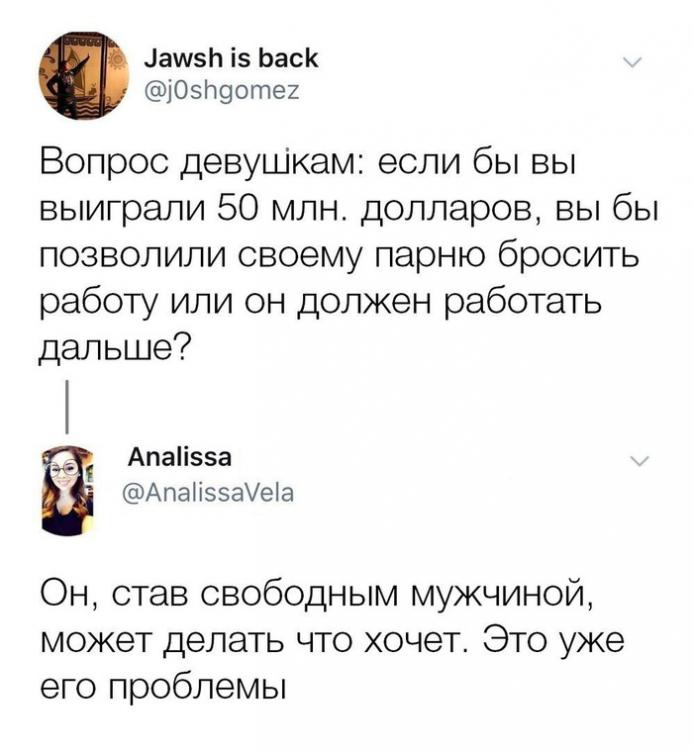
Не будет варится труба и алюминизированный слой надо снять в районе шва . Если будете ТИГ варить то снимаем совсем немного по ширине шва и это примерно по 2 -3мм на сторону . Опосля сварки можно жаропрочной краской шов и зачищенное укрыть из баллончика . Хорошие производители выхлопных систем сперва варят а потом покрывают слоем АЛ выхлопную но это завод и производство , дома только жаропрочная краска . Кстати она практически не уступает алюминизированному слою и вот на моей уже года три после ремонта и нормально . Алюминизированный слой заводской тоже гниет и как правило около швов , там и отваливается обычно.3 балла
-
В общем вот чего получилось,обработка на клиенте.Забыл спросить,на переменке варится?Я на переменке их варил.
3 балла
-
Грамотный маркетинг)). Взято с пикабу
3 балла
-
Спрашивают иногда чугун заварить, за год где-то раза 2-3, и то раз прям на автобусе скании блок заварить. Нет смысла даже присадку закупать, но это копеечные затраты по сравнению с тем, что надо нагородить, чтоб делать нормально. Отказываю. Только для собственных нужд колокол чугунный к стальной плите приварил на львовском погрузчике ( дизель с Т-40 установлен, оторвало коробку), пока ходит. Варил п/а нерж. проволокой с проковкой.3 балла
-
....
3 балла
-
@user123, Ванночка должна находится впереди дуги, а не за ней, какой металл бы вы не сваривали и чем бы вы не работали, это основа. А то что присадок сворачивается в каплю - дугу длинную держите. Что у вас дуга скачет - контакт теряется где-то и осциллятор мб потрескивает.3 балла
-
Немного подкопил . К этому рисунку была анотация. Типа следующий раз когда увидишь этот значок бэтмена, ,будет перед глазами стоять это толкование. Ну а тут и предьявить просто нечего. Больше всего понравилось.3 балла
-
Сейчас понятно, обычно подешевле стараются купить. АД312 балла
-
Постгаз для него побольше алюма сделай.2 балла
-
Приехал обратно через год просто стальной крашеный радиатор от квартиры . В двух трубках свищи "спародически образуюцца". В прошлом году заварил. Опять начали в других местах течь. Решили поступить радикально. Вырезал две трубки. Заглушки буду вваривать. Трубки порезал в разных сечениях. Труба бесшовная. Только вдоль одной стенки металл тонковат.На ленточке пилился как бумага. Купить новый пока не могут. Сопоставимый нержавеечный стоит как самолёт. Подготовил место сварки. Вот жёлтое - это что? Кто знает чем они варят или запаивают. Ну не латунью ведь . Если латунью, то мне надо заглушку с перекрытием этой пакости.2 балла
-
@mehanik1102, Рассказал технологию , может кому и нужно будет.2 балла
-
@круазик,Какие заводские условия в собственном дворе?2 балла
-
То есть, берём чёрную трубу, которая вдвое дешевле, варим полуавтоматом , покрываем матом, то бишь жаростойкой краской и имеем по стойкости аналогичную систему с системой, сваренной из алюминированных труб? которые все равно сгниют по швам?2 балла
-
2 балла
-
Доброе утро! Месяц назад сдавал на три группы, готовился два дня, сдал. При сдаче экзамена как ЕГЭ ничем пользоваться нельзя, кроме своей головы. К сожалению половина из тех что сдавали со мной провалились. Георгий 11, протокол действителен в течение пяти лет.2 балла
-
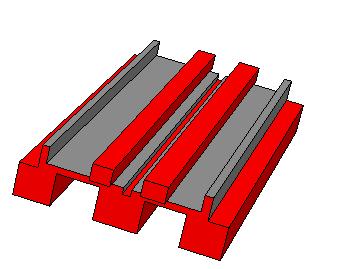
Да ладно уж и здесь расскажу как конусность и эллипсность на поршне получить на простом токарном . Правда стоит отметить эти параметры больше нужны двухтактному поршню но и четырехтактные тоже должны иметь . Впрочем современные поршня ускакали от предшественников намного вперед и двухтактники имеют "холодильники " на поршне где это возможно и не мешает работе газораспределения , четырехтактники ускакали еще дальше и современные поршня имеют как холодильники в районе пальца так и вообще "спрятанные " бобышки под палец и эллипс можно записать в историю . Но конус не кто не отменял. В общем так на токарном делали , через оправку прижимался центром или грибком поршень или заготовка и она нагревалась до 200-220 гр. и в горячем состоянии точилась , ну и после остывания поршень в районе бобышек имел эллипсность и по длине конус , днище и бобышки мяса больше и при остывании больше "деформация! , но это не главное а главное то что при работе температура поршня 200-220 гр и он становится четко цилиндрическим что и надо для правильной работы особо двухтактника. P.S. кСТАТИ , вот не зря показал поршенек и головку с КТМ кросс и смотрите камера сгорания самая обыкновенная и по большей части отдана на растерзание клапанов , то есть усе устремлено на большее наполнение и быстрый и качественный выхлоп . Поршенек имеет вытеснители и их вполне достаточно для мощного даже очень мощного двигателя . Это я к чему , да к тому что поршень ЗИЛа имеет довольно толстое днище и в нем можно запросто уместить очень классные завихрители и вытеснители и это будет лучше в 100крат чем наваривать днище . Ну а ГБЦ убавить объем и уделить спец внимание пропускной способности каналов и самих клапанов, о и там есть место где "разгуляться"
2 балла
-
Думаю,что легче и проще было бы отбить обмазку с электрода и варить ТИГом. Я подобное делал ЕСАБовским электродом,отбил обмазку и вперед,как прутком.2 балла
-
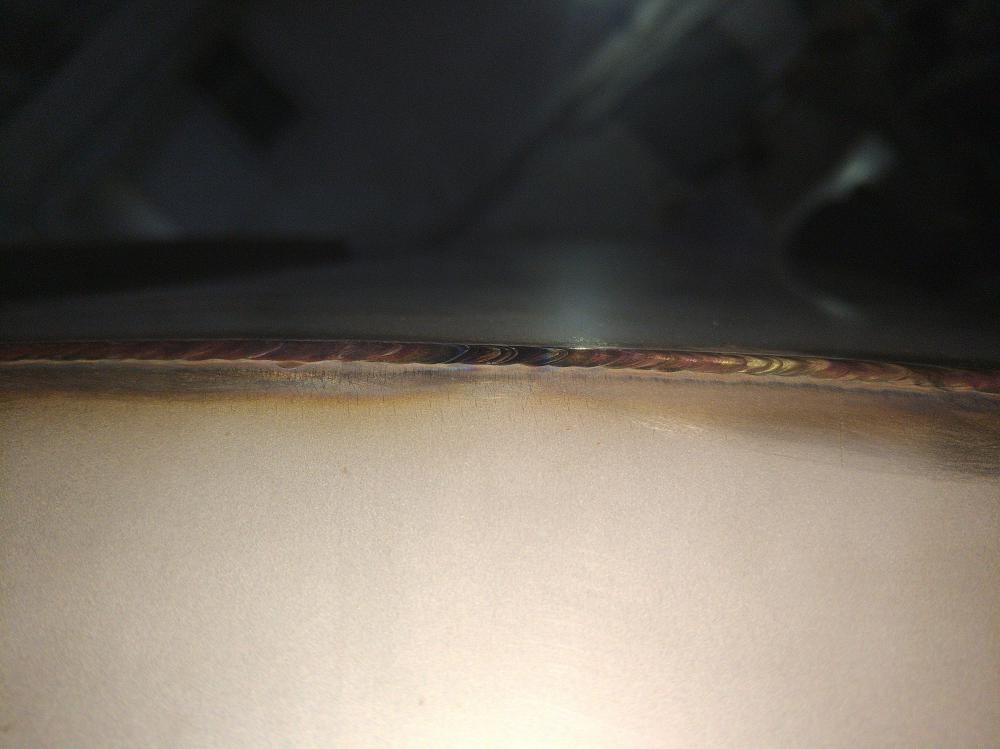
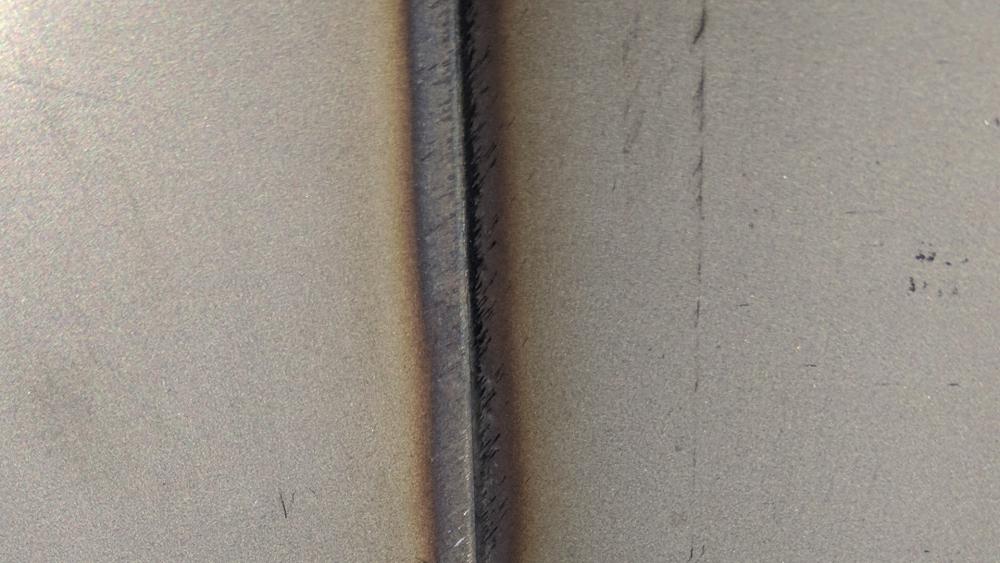
Итак. Хотелось бы услышать ваше мнение по поводу таких швов. После 2-ой нержи, с троешной работать очень приятно Итак, нержа 3мм, ток сварки наружки 100А, присадок 1,2мм, постоянно в ванне: Местами не большие зазоры, но они не мешают, в процессе всё стягивается. Швы (не стараюсь делать их светлыми ибо потом всё равно станут фиолетовыми): Внутрянка после сварки: Швы внутри(по тому что на картинке выше), ток сварки 115А, присадок 1,2, периодически подаю:
2 балла
-
Печь каменка - в ней нет воды, только камни. В ней сгорает всё. Я свою через год после ввода открыл и закрыл, 13 лет не открывал и соответственно не чистил. Тяга нормальная. https://youtu.be/xPzymjxgfnQ @Миротворец, я закончил работу.
2 балла
-
@Mikhailsvarka, смотря какой точности надо добиться. Если на погрешность в один-два миллиметра наплевать, то можно и болгаркой их пачкой резать. А если плазмой, то она будет продувать и боковые стенки, причём не очень ровно, и в этих местах трубки будут свариваться, да и разложить (именно разложить) их ровно не получиться -- это надо их строго под прямым углом все торцы выровнять, потом их все надо зажать, иначе при резке начнутся шевеления, и погрешности начнут расти до нескольких миллиметров. Ну допустим вы выровняли торцы, придавили трубки к ровному, стянули струбциной их друг к другу и провели рез сразу по десяти трубкам. Теперь провернули их все на 90 градусов и начинайте всё сначала -- выравнивать торцы, ловить прямой угол, зажимать... Я за это время штуки три уже отрежу, причём ровно и точно, и пока вы повторите эту процедуру четыре раза чтоб отрезать 10 трубок, я нарежу минимум 12. И это мы с вами на болгарках соревнуемся, а если вы возьмёте плазморез, то вам ещё придётся после каждого реза отрывать трубки друг от друга.2 балла
-
Есть такая штука шабер.Есть химия злая. Есть ещё мелкие фрезы по алюминию. Тут вопросы инструментария. Я абразивами не брезгую. И лепестковыми зачищаю бывает. Но будьте готовы к проблемам при сварке. Вы будете стоять на месте на плохо зачищеных местах и продолжать делать дырки. Просто надо понимать, что чистый алюминий варится вообще без проблем(очень приятственно и легко). Вы всю энергию тратите на борьбу с окислами, которые плавятся при температуре почти вдвое больше чем у алюминия. Посмотрите под лупой что вы зачистили. Там будет просто мазня окислов по поверхности. Он был относительно свежий и без оксидирования. Я этот аппарат не знаю. На ваших таврах имеют важность только две настройки- сила тока и баланс. Баланс и тот имеет опосредованое влияние. Можно в принципе на любом балансе энто дело заварить .2 балла