Лидеры




Популярный контент
Показан контент с высокой репутацией 29.05.2018 во всех областях
-
Всем привет! чуть-чуть баловства! интересным нечем похвастаться,рутину даже не фотографирую, так что скромненько все..
 19 баллов
19 баллов -
Мангал под заказ.Нерж 4мм. Не про сварку,но.Опять протез,уже нового образца.Ну ни как не могут их без косяков изготовить.Всё держится на 4 винтиках.Ни гроверов ни фиксатора резьбы.Естественно и как всегда они выкрутились.Поставил гровера,намазал фиксатор.
10 баллов
-
Жду запчасти для бака из нержи. Сваривал сегодня чан из чернухи, давненько хотел его тигом пройти посмотреть что выйдет. Подготовка: 140А, присадок вроде 1,6. Железки тройка. Обратный валик ПА, внешний угол и тавр, труба 40, стенка 1,5. На внутреннем углу подача 5,5м, проволока 1мм, на внешем 7,9м. Чёт он подтупливал, походу надо нормальную горелку купить будет ибо всё остальное свежезаменяное. Массу недавно приобрел, струбциной и кабель на 50квадратов. Подсказывайте, комментируйте. Буду рад.
10 баллов
-
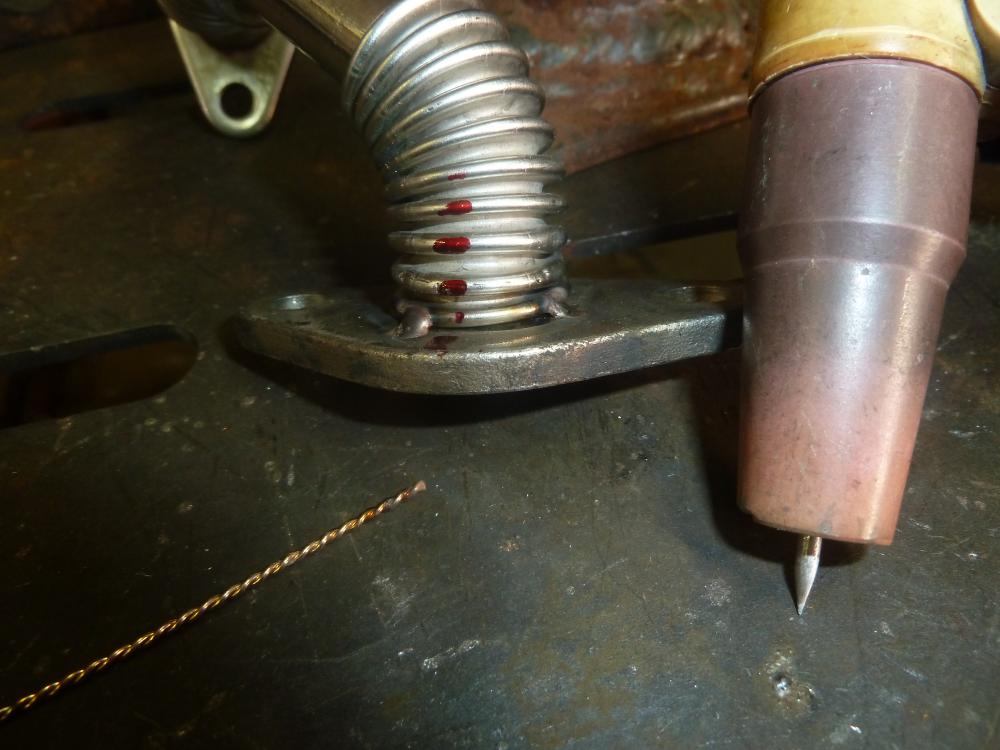
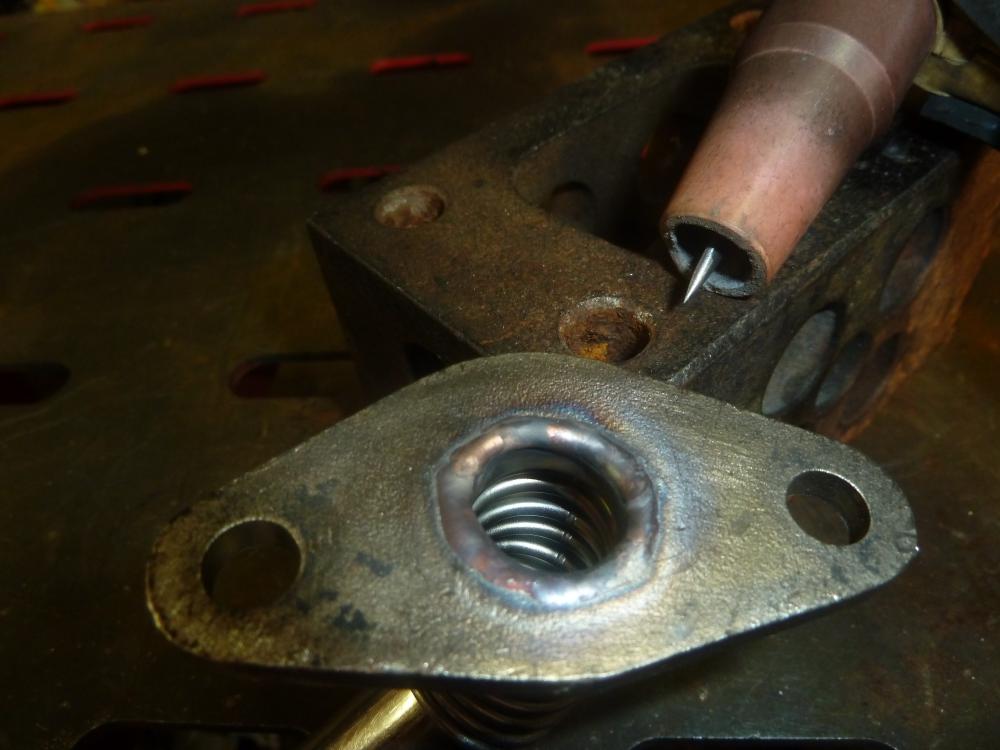
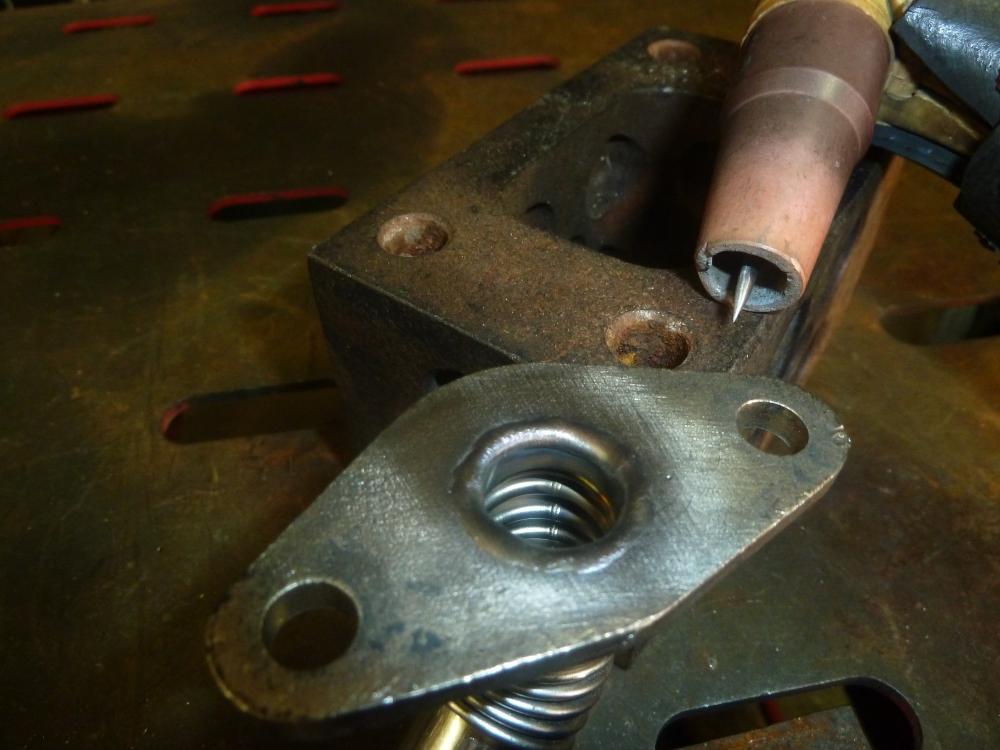
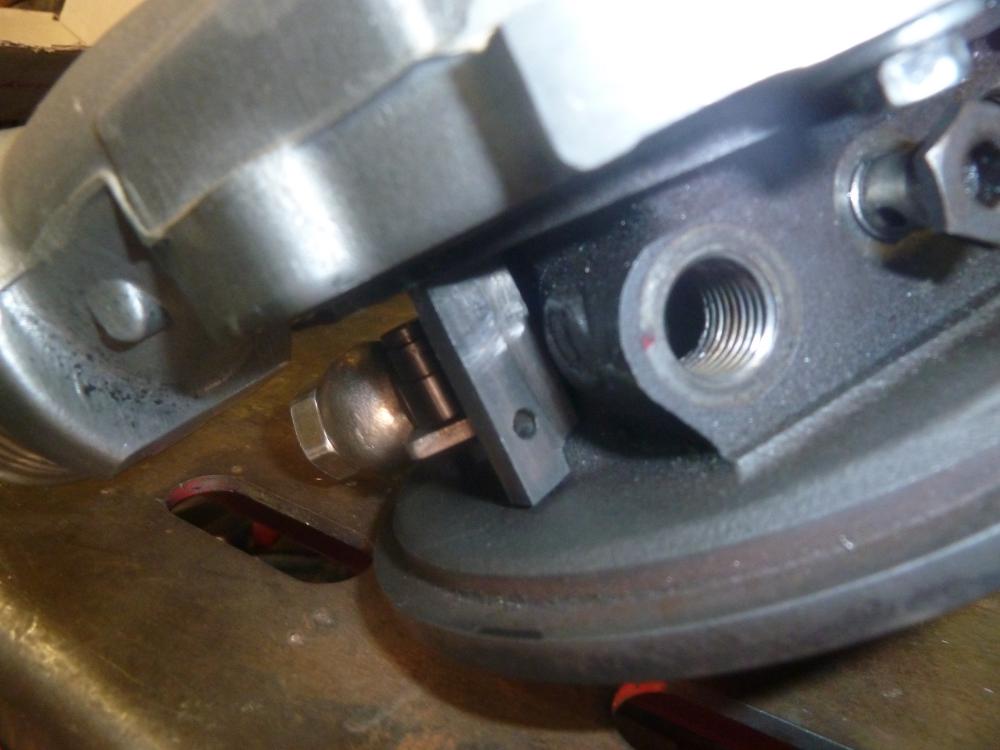
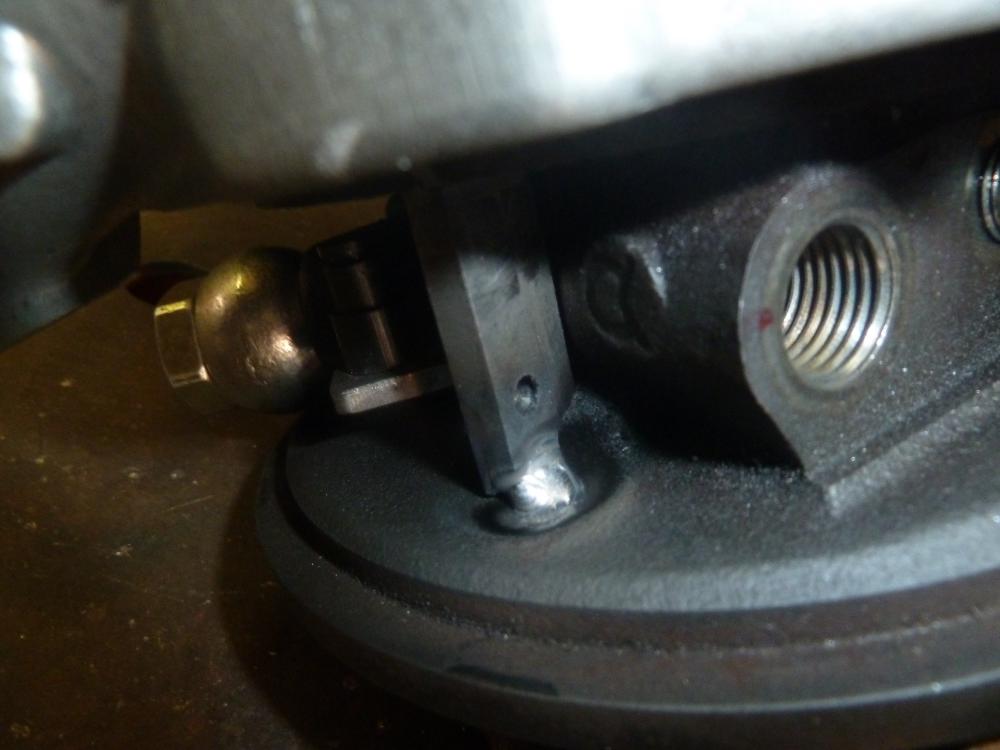
Примерка удалась . И по ходу трубка сливная масло с турбинки , толщину не мерил и не зачем , CuSi 3 и труба готова . Ну и на турбинке упор приварили . Но и это не конец "фильма" и будет продолжение , а вот какое пока и я не знаю да мне и не к чему и что захотят то и сделаем и стоит отметить что ТИГ сварка пока самая высокоточная . Турбинка
9 баллов
-
Я когда (мысленно) готовлюсь к сварочной работе (той или иной) , уже представляю как это буду делать , как льется метал , идет сплавление с присадкой и результаты-последствия . Но когда мне говорят , после работы на пример (разбило шпоночный паз колен вала) где одна сторона шпоночного паза замялась , допустим на 0,5 мм и на глубину 5 мм . Что нужно было бы вставить плотно (выточенную графитовую вставку) в шпоночный паз и залить эту замятину на стенке шпоночного паза в 0,5 зацепив ее с глубины 5 мм МОНОЛИТОМ . Я это , как его там , как дурак хлопаю глазами .7 баллов
-
Сделал себе помощника. Подставку непонятно для чего. Может под тиски. Может под гриндер. Скорее всего как помощника при работе с длинномером. Когда чего сверлить или разделывать на монтажке. Высоту специально выбрал под стол сверлилки. Видео изготовления. https://www.youtube.com/watch?v=ShL2KShVbKw&t=408s7 баллов
-
Иностранцы,проездом,притащили на эвакуаторе.Пришлось все по быстрому и не вредничать с мойкой.
6 баллов
-
@Учусь, на шве как бы полоса посередине - утянуло металл внутрь, считается дефектом. Причина - мало присадки. А провар - хороший.6 баллов
-
Ой как это точно !!! )) Мне порой принесут в работу деталь , я ее на стол положу , и иду чем то другим заниматься , а сам обдумываю с чего начну и как буду разделывать . После разделки тоже , хожу думаю откуда начать варить , где зацепиться сваркой . (разные варианты все плюсы и минусы) . А мне порой начальство говорит , что ты ни как не заваришь , ходишь все думаешь А когда деталь уже заварена и проверена , смотрят на нее и говорят и стоило так долго ее варить - думать . Я порой не знаю что отвечать (ибо пробовал обьяснять уже не раз ) ... У меня порой уже не хватает слов , одни эмоции ))6 баллов
-
@Учусь, Доброго дня и по чистить от ржавчины то же не помешает перед сваркой,очень хорошо с этим справляются лепестковый или круг "карал".5 баллов
-
@Mikhailsvarka,Доброго дня сделайте склейку из алюминиевого скотча и проклейте обратную строну емкости,так чтобы оставался воздушный карман и в него задуйте аргон.Посмотрите видео Евгения Лысенко он же "vnuk", там как раз этот способ очень хорошо описан.см.с 13 минуты как подготовить такую камеру https://www.youtube.com/watch?v=LvESuRsC1GE&t=374s4 балла
-
Точно , и если озвучиваешь цену , потом начинаешь делать и понимаешь что процесс вырисовывается совсем иной , сложнее и на много больше по времени чем думал (приблизительно оценивая) . По этому стараюсь озвучивать "вилку" от и до . А по поводу цены по одинаковым работам будь то головка от жигулей или от крутой иномарки , тут тоже очень сложная и скользкая тема , да для меня что та головка "алюминиевая болванка" что другая , и операции производить одинаковые вроде бы и по времени и по сложности и по "расходникам " . Но нужно держать в голове , если "накосячил" то придется в первом случае отвечать за головку в 10.000 рублей , во втором в 300.000 рублей.4 балла
-
@krech, надо отвечать начальству на такой вопрос: - Ищу заверенный вами техпроцесс по ремонту данной детали4 балла
-
Для таких трубок осваивай пайку, если хочешь постоянно заниматься радиаторами, 500р делов с опрессовкой радиатора, по времени 3-4 минуты.4 балла
-
4 балла
-
Вы имеете в виду назначение этих изделий? там все разное..Палец с"огоньком" со спецтехники,ухо отрезали,палец точили,ухо приваривали на место, переходники-фитинги на гидравлику,изготовление и сварка из двух частей, дальше втулка какая-то,уже не помню что там внутри, хитрая точно была..снаружи,после сварки протачивали,чисто,под посадку.. и клапана запорной арматуры на топливную цистерну..изготовление3 балла
-
Не, этим работать нельзя! Только любоваться и протирать бархоткой!3 балла
-
С трудов праведных не поставишь палат каменных - народная мудрость.2, 3, 4 лимона - как по моему, только эксплуатируя наёмных работников. "развиваться дальше" - Как сварщику, или как администратору? Администратором я был. Еще при Союзе и сразу после него. При Союзе - нормально было, но потом стало ненормально. И пришёл к выводу - только сам, или с членами семьи. И развитие при том - повышение индивидуальной квалификации и сложности, а так же уникальности выполняемых работ. Сейчас меня можно назвать самозанятым. Вы же, @Kondor416, идёте по иному пути, явно организуя некое предприятие. В том и разница.3 балла
-
ъДА поменял!!!!! И хорошо что я себя "!одёрнул " и не повез "свое" туды к ним и сперва так и хотел сделать , но покрутив" шариками" у виска посчитал что лучше я останусь не "зависимым сварщиком" и так сказать сам себе "хозяин " , но в принципе я им не в чем не отказываю и что мне по силам дп и моим аппаратикам то НОУ проблем и "добро пожаловать" ео мне.2 балла
-
@Учусь, можно увеличить скорость подачи Либо берете проволоку, складываете вдвое, один конец в тиски, а второй в дрель и скручиваете...2 балла
-
@G_Kar, внимательнее смотри видео, оно о комбинированных процессах. Pulse/pulse (работа одного и того же процесса на двух токах в пульсе, дабл пульс короче), pulse/shot arc ( пульс чередуется с короткой дугой) и pulse/spray arc ( пульс чередуется со струей). Два последних процесса называйте как угодно, но это уже не дабл пульс. На видео не показан процесс одиночного импульса, где пиком сбрасывает каплю, а базой формирует.2 балла
-
Горелка с управлением сварочным током дополнительно. Так же и редуктор и так по мелочи.2 балла
-
Да Бог с ним. Там 55 кГц. В этих аппаратах нормально. Встречал под 60 в некоторых. Выставляйте правильно управление и всё должно работать при качественных деталях. Кстати, из-за некорректно работающей ОС, аппараты частенько бахают. И сам взрывал, когда не проверял. Правда не Торусы, другие.2 балла
-
Придерживаюсь ни того ни другого. Мультиспециализация. У меня своя дебильная система замкнутая только на мне. Все узкоспециализированные, высококвалифицированные и административные задачи выполняю сам. Привлечены кадровые резервы технических специалистов различных организаций во главе с начальниками(в т.ч и работающие посменно), которым платят 10-15 т.р. в месяц(так у нас оцениваются специалисты) и которые выходят если есть необходимость в бригадной работе, зарабатывают в итоге от 5 до 15 тыс в день на человека, когда есть объем. По другому никак, работа сегодня есть - завтра нет, постоянный штат не удержишь. Различные варианты пробовал. Сегодня я тяну кабель, завтра чего нибудь свариваю, послезавтра на совещании у руководителей предприятий. Повысилась до максимального уровня, дальше что? Мне нравятся объемные проекты, чтобы мозг в дугу закручивался и все кипело и вертелось. А для таких проектов как ни крути нужна хоть небольшая, но бригада. Плюс придерживаюсь правила - "Максимум техники-минимум рабочих, без ущерба качества и скорости проведения работ" Ну естественно если бы было много денег, я бы в кабинетике сидел и жестоко эксплуатировал трудовой народ), а может быть и не сидел бы, не знаю - много денег пока не было.2 балла
-
@Mikhailsvarka,ржавеют во влажной среде достаточно неплохо,особенно процесс сильно начинается когда сварка велась на форсированных режимах.2 балла
-
@imetelev, Ну тогда:
2 балла
-
Пришёл нейтральный серый фильтр с переменным затемнением. Нужен переходник на объектив моего фотика. Пока прилепил как смог. Результат поинтересней чем со сварочным стеклом. Но всё равно мой фотик не для сьёмки сварки. Буду мутить с видеокамерой. Видос сначала без панорамирования, потом с панорамированием. https://www.youtube.com/watch?v=kAEfJuBK-T02 балла
-
@imetelev,Бегали вокруг коробки, как эта девочка вокруг машины?2 балла
-
@imetelev, Сергей, ну и славненько , спрашивайте да и показывайте что получится , и со временем получится не сомневайтесь. Плюсик за мной и пока вам не куды ставить.2 балла
-
Не, по сути, если бы ИГБТ, то 100% мало. А ежели ИРФП360, то в Торусе как раз такая высота. Я потому и говорю, что бы 15 вольт поставил БП. Чуть повыше будет. Тут вольт 7-8 вроде в плюс на открытие всего. Давно заметил, что в Торусах такое открытие. Я про частоту сказал БАХ, Вы @gerandum,, похоже опять пропустили мимо. Ну не будет работать на 55 Гц инвертор. Это же сетевая частота. Там транс размером со стул будет на 200 ампер. Мож всё таки 55 кГц ? И это, я уже в России ! Дома !2 балла
-
@vnuk, близко к цели?
2 балла
-
На аэродром ,как на работу езжу. Джипа доделал. С Сто коллектора возят на ремонт. Радиаторы ремонтирую. Радиатор 90-х годов,вариться изумительно, не смотря на количество лет. Собираю очередные сенд-траки. На дружественном предприятии поставили штамп, и дали для образца заготовку.
2 балла
-
самодельные струбцины большого размера https://youtu.be/DfXejr-R8Mo1 балл
-
Сваркасварка.ру Ярославль,Кострома https://svarkasvarka.ru1 балл
-
@Hlorofos, вот внятный видос нашел.Так что и я ошибся и вы https://www.youtube.com/watch?v=7nr45SzxbJc1 балл
-
@Mikhailsvarka,как он «осядет»?Это же не ил и не глина.Если все щели скотчем замотать,то может и получится.1 балл
-
не встала бы. Для этого и стоят IR2110!!! Вы глубоко не лезьте! А то уже все в кучу мешаете. В данной схеме нужно понимать, что и где должно быть и где и что мерить, т.е. относительно чего производить замер.1 балл
-
Ну там же не просто два одинаковых импульса подряд.. там, если я не ошибаюсь - два СОВЕРШЕННО РАЗНЫХ импульса.. и один в другом сидит и оба "друг друга погоняют"... и как это "на коленке" смастерить самому - представляю с трудом... P.S. Ну и генератор ВТОРОГО импульса сам по себе (опять же, если не ошибаюсь) штука "железная"... а программа только солит по вкусу смешивает в нужной пропорции.1 балл
-
И где он - этот уровень? И что? Далее тупик? И подниматься выше нельзя? При администрировании таки да - выше максимальной административной должности не прыгнешь. А мастерство можно развивать бесконечно.1 балл
-
@Mikhailsvarka,за вышеные режимы по току,перегрев места сварки из-за медленной скорости сварки.1 балл
-
Поддержу!Так как иной раз приносят такое,что последние волосы на ногах дыбом встают! Но ты берёшься,делаешь.Полностью окунаешься в реализацию восстановления деталюхи или узла.И чтоб иной раз уложить пару швов по 20-30мм, то так накувыркаться надо,что легче пару метров шва выложить по плоскости. Приходится и оснастку самому придумывать,и всякие приспособы. Зато потом легко справляться с любыми задачами после криворуких "имбицилов",после которых надо всё вырезать ровнять,править в плоскостях и т.д.Да,и сама оснастка многофункциональна становится при правильном подходе к работе. В итоге механик одной организации поделился с механиком другой,,,,типа "из уст в уста" бесплатная реклама. Про "долю за участие"\"подгон работы" я уже писал...Категорически против и даже уже перестали поступать такие предложения,но предложения по ремонту и восстановлению всяких цацок не пострадали.
1 балл
-
Ну вот, шов плотненький уже, осталось за ровность побороться. Мой папа судостроительный закончил в Калининграде и был в советское время гл.инженером в порту ) Может поэтому ровность черчения перешла на швы? Но все же не думаю, скорее всего старательность до из кожи вон. И у Вас получиться!1 балл
-
Кормилец ведь он1 балл
-
Спасибо Валерий. Есть еще косяки у рябят, работаю, коллектив в рост идет и по количеству и по качеству. Наладим исправим. Интересно то, что как благословение мне на голову, очень быстро схватывают и понимают, в отличии Полифильтрофских. Стараются коллеги, а мне радостно смотреть на них, как растут. Теперь кто приходит на производство с прошлым опытом Милесты, его не достаточно, приходиться ребятам поучиться ) Помощь оказана в личке. Если кому интересно, закину сюда ответ. Верно, рассказывал, подтверждаю. Зачищено плохо от окалины старой, следует до блеска чистить перед сваркой, окалина мешает пере плавлению. Далее торопитесь и борозды не видите. Верхний стык, самое завершение, что то похоже на шов приблизительно, к такому результату следует идти, только выравнивайте. Хоть плуг и притягивает взгляды, не забываем смотреть на борозду! Сварочная ванна есть плуг, которым(которой) мы управляем, борозда есть фаска или на меченый путь будущего прохода.1 балл
-
Немного о прихваточных режимах. Весьма полезная штука: крохотные прихватки, возможность работать "на ощупь", стабильное проплавление и повторяемость, отсутствие ежей. Главное в прихваточном режиме определится с настройками. А потом гони и гони. Поэтому, если у кого есть этот режим в аппарате - пользуйтесь и не жалейте.
1 балл
-
Скорее все считает, то есть в сеть включил-пошел отсчет и не важно, работа на ХХ, или сварка. Но, в моем случае часы больше относятся к сварке , так как имею привычку отключать его в перерывах даже 10-минутных , включенным оставляю только тогда когда вентилятор работает и как он отключился, то и аппарат отключаю . Барабан-ну да, где-то так и есть. Может, чуток поболее, стежки короткие и между ними "перекур" по 7 мин был.1 балл
-
@nik633, по нивелирам посмотрите на condtrol. Крест за 3-4 тыр у них в ассортименте есть1 балл
-
Оно то так, но - когда приносят некую замысловатую хрень в починку, неизвестно заранее, сколь много времени пойдёт на работу. А клиент хочет сразу цену знать, потому как ему может быть выгоднее новую купить, при большой цене ремонта. Вот тут то и начинаются сложности выбора определения цены. И, зачастую, не определив, сколько с клиента взять, я отправляю вежливо клиента погулять, мотивируя отсутствием возможности произвести работу по какой то причине.1 балл
-
@anmaik1971, всего наилучшего! @ep331, с днем рождения!1 балл
-
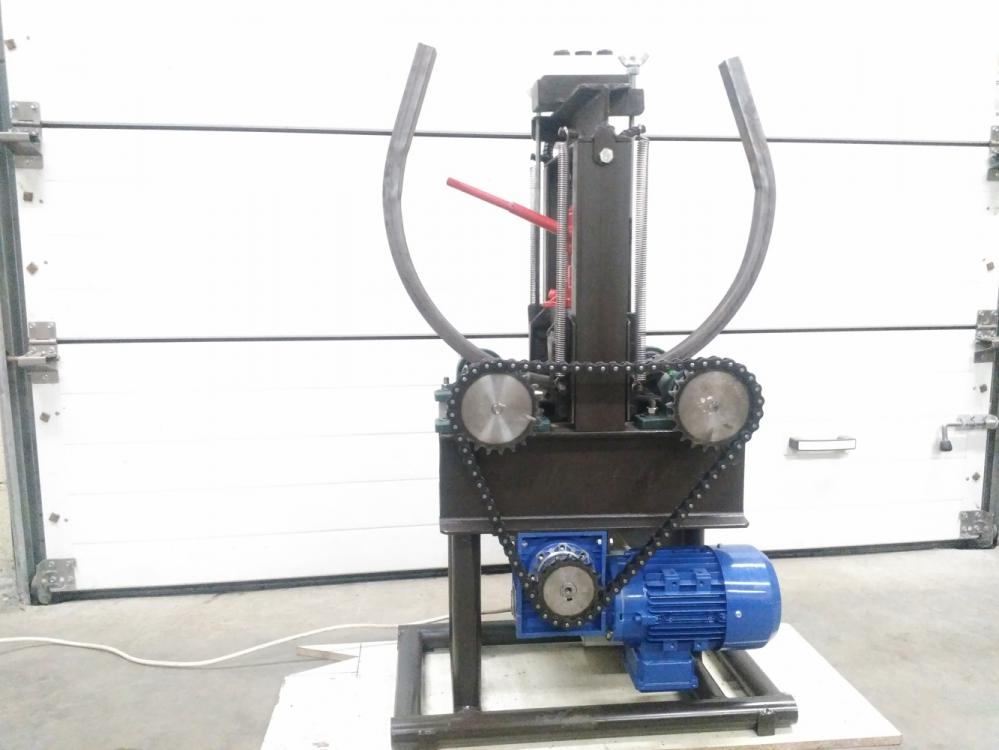
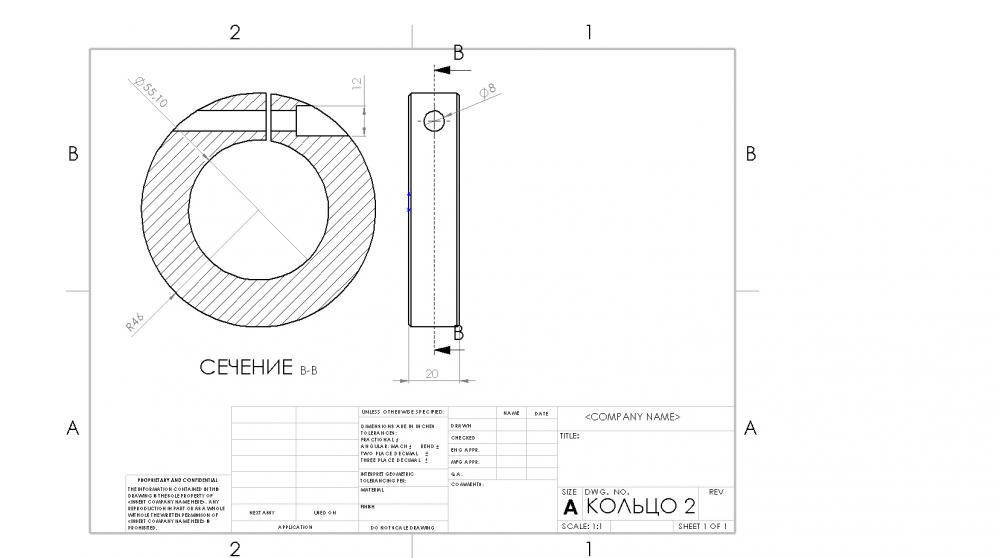
Вот, собрал на досуге . Мотор- редуктор 1,5 квт 380 в . Валы точил - первый раз вообще на токарном) Из недостатков кольца переделать , неудобно регулировать. Кольца пока прочертил такие Ну и калить валы крайне желательно . По регулировке цепи - подшипники имеют небольшой ход - этого достаточно.
1 балл





























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)