Лидеры




Популярный контент
Показан контент с высокой репутацией 28.05.2018 во всех областях
-
Интересный девайс был увиден мной впервые.После марки топливного танка - проверка швов.Кусок пластикгласса,врезан самодельный воздушный эжектор.Снизу по периметру кусок уплотнен мягкой резиной.На шов обильно поливают пенетрант.Ставят сверху сей девайс ,открывают 6 бар на эжектор.Присасывается не фиг делать,вдвоём не оторвать.И смотрят через стекло где бульбочки идут-там трещина.
 10 баллов
10 баллов -
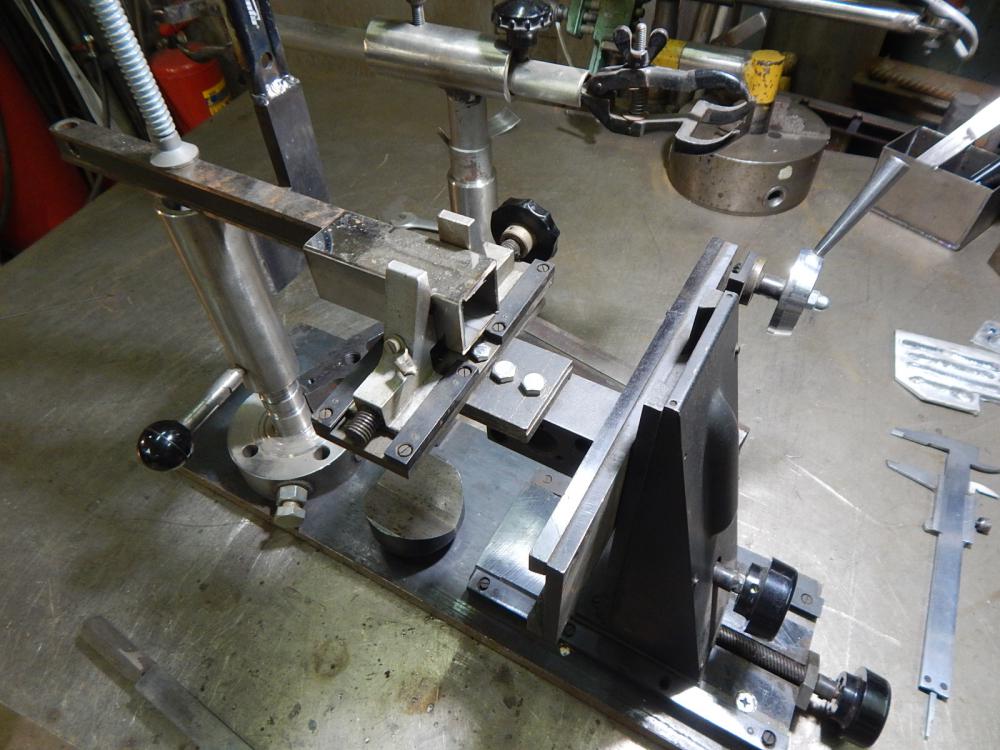
Окончательно доделал приспособление для точного позиционирования свариваемых деталей.
7 баллов
-
Я же не сварщик,я только лишь учусь. Но все равно интересно,хотя я часто пароходы ремонтируют,такого не встречал6 баллов
-
А разве это не одно и то же?: Есть 2 человека. Один - хозяин - директор предприятия, где много сварщиков и есть большой мех цех. Второй - сам по себе сварщик и владелец небольшой мехмастерской. Суть этих 2 людей одна, масштабы разные. И клиенты разные. Соответственно, и способы работы с клиентами разные. В этой теме, похоже, одни и те же проблемы обсуждают вот такие разные хозяева. С разными подходами. Один - за откаты пишет, второй - за ремонт трубок кондиционеров и построение самогонных аппаратов. И пока не разделим, договориться до чего то не получится.6 баллов
-
@ЛехаКолыма, описано то давно. я к примеру, только раз в жизни такой Огрегат в реалии видел.5 баллов
-
Здравствуйте! Не знаю уже куда обратиться ,решил вам написать . Очень нужен совет по сварке нержавеющих труб,а именно корня шва с ним есть проблемы. Варим нержавеющие трубы со стенкой 3-3,5 мм в два прохода. Фаску точим с притуплением 05 мм,варю без зазора на токе 75А с присадочной проволокой 1мм,заполняю трубу аргоном 7л/мин ,на выходе делаю отверстие 3мм.После прохода корня каждый раз утяжка.Требования заказчика чтоб был ровный или выпуклый.Прошу вас помогите подскажите как добиться качественного результата! , что я делаю не так? Отправлено Вчера, 18:56 Здравствуйте. На выходе из трубы делайте отверстие чуть больше, дабы не создавалось давления газа в трубе, от чего и бывает частая утяжка, так как в жидкой фазе металл просто поднимает. И еще, притупление не следует делать на таких толщинах, сделайте острую кромку, то есть нож и стыкуйте нож в нож без зазора. Таким образом металла будет меньше для корневого шва и плюсом выше сказанного про газ внутри трубы проще будет давить, должен будет получиться шов либо за под лицо, либо валик внутренний, как монолит. На готовом изделии не пробуйте, катушку сначала для себя сделайте, режимы подберите и вперед. Притупление, это больший объем металла, который имеет больший вес и часто свисает, особенно на потолке. Следует на потолке держать зазор между иглой и корневым швом максимально меньше, в 1 мм и давить и идти быстро, так лучше внутри заливает. Если зазор больше, металл варится более выпукло более к вольфрамовой игле, нежели давит5 баллов
-
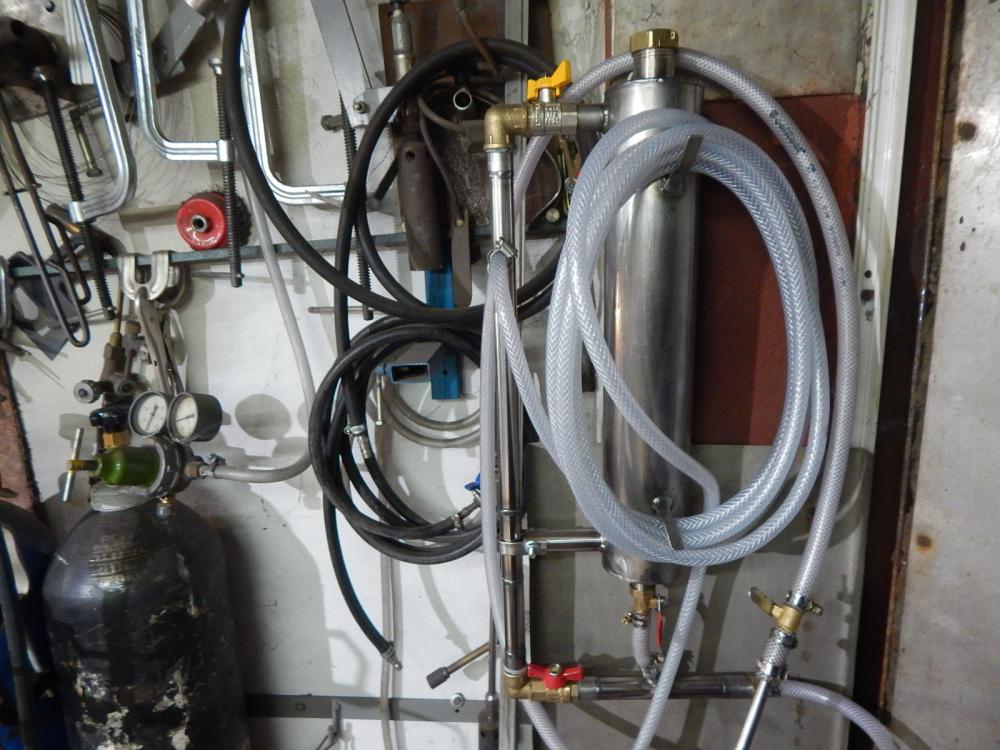
@konstantinXX, Компрессор 24 л. исключительно для опрессовки держу.Эту маленькую пескоструйку тянет.Если у тебя нет такой штуки - сделай.Даже не знаю,как раньше без него жил..не жизнь была,а прозябание сплошное.. ,правда,от этого аппарата песок по всюду ,но польза большая5 баллов
-
@папаша,это уже придумано давно до нас,в любом учебнике сварка в разделе неразрушаюшие методы контроля можно встретить описание такого метода.4 балла
-
Вы все правильно говорите. Но в маштабах большого города да согласен (если у вас в городе есть завод где есть координатный станок). А как например мне в своем гараже это воплотить в жизнь? вы опять склоняетесь к производству. Не будут тут 90% этим голову забивать.И уж тем более станки покупать(дорого это очень). Георгий наверное изначально создавал эту тему под свои понятия о клиенте(гаражный уровень). А у нас например в городе мэр земли хапает как хочет. Я сунулся кусок земли под еще один гараж взять под постройку И когда мне нарисовали сколько я должен за все+взятки+откаты +документы на землю.Посчитал и волосы зашевелились во всех интимных местах....Мне это гараж обойдеться примерно 250 тыс.4 балла
-
Поддержу!Так как иной раз приносят такое,что последние волосы на ногах дыбом встают! Но ты берёшься,делаешь.Полностью окунаешься в реализацию восстановления деталюхи или узла.И чтоб иной раз уложить пару швов по 20-30мм, то так накувыркаться надо,что легче пару метров шва выложить по плоскости. Приходится и оснастку самому придумывать,и всякие приспособы. Зато потом легко справляться с любыми задачами после криворуких "имбицилов",после которых надо всё вырезать ровнять,править в плоскостях и т.д.Да,и сама оснастка многофункциональна становится при правильном подходе к работе. В итоге механик одной организации поделился с механиком другой,,,,типа "из уст в уста" бесплатная реклама. Про "долю за участие"\"подгон работы" я уже писал...Категорически против и даже уже перестали поступать такие предложения,но предложения по ремонту и восстановлению всяких цацок не пострадали.
4 балла
-
Ну вот, шов плотненький уже, осталось за ровность побороться. Мой папа судостроительный закончил в Калининграде и был в советское время гл.инженером в порту ) Может поэтому ровность черчения перешла на швы? Но все же не думаю, скорее всего старательность до из кожи вон. И у Вас получиться!4 балла
-
Ну а каком серийном производстве допустим у меня может идти речь?? Да и не только у меня а наверное процентов у 90 форумчан. Сирийно -это юрлица предприятия где есть заказ проэктный отдел бухгалтерия и прочие абрикосы. А у нас скоромных тружеников гаражей и мелких мастерских в 100 процентных случаях работа штучная иногда эксклюзивная с которой на предприятии возится никто не станет.... А посему у Вас своя клиентская база а у нас своя и эти базы координально отличны как и стоимость работы. Предприятие берет количеством и может на этом цену скинуть.А я например делаю работу штучную и не собираюсь работать за опыт и умение= на сигареты и литр пиво. А посему мое мнение темы нужно разделить например типа Предприятия и юрлица и гаражные кулибины...Тогда будет более менее все понятно4 балла
-
Совершенно верно. Клиентские базы предприятий-это одно.Частников (просто кулибины ИП ООО и прочая мелочевка)-другое. И на форуме пишут в теме -и директор крупного ремонтного предприятия(он будет свою тарабаршину рассказывать как он видит это решение вопроса) и просто сварной-у которого все что его личное это только грязь под ногтями зряплата раз в месяц и может шабашки в тихоря на гараже или на заводе пока шеф секретаршу топчи и не видит... А так в теме получается что Поп свое а черт свое.... Извините что не так если сказал....4 балла
-
''Орск. Завод САРМАТ ОЗТП ЦЕХА ПОШЛИ В МЕТАЛЛОЛОМ'' Вчера там ехал голая степь и кучи мусора остались. https://youtu.be/8tcKzqvMQKs4 балла
-
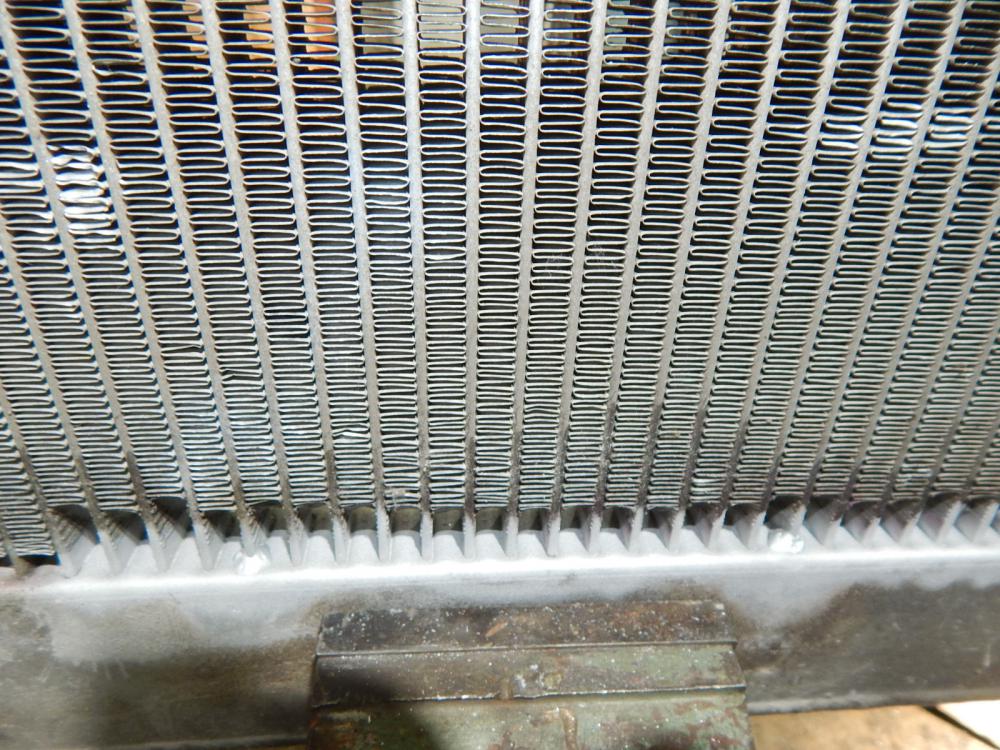
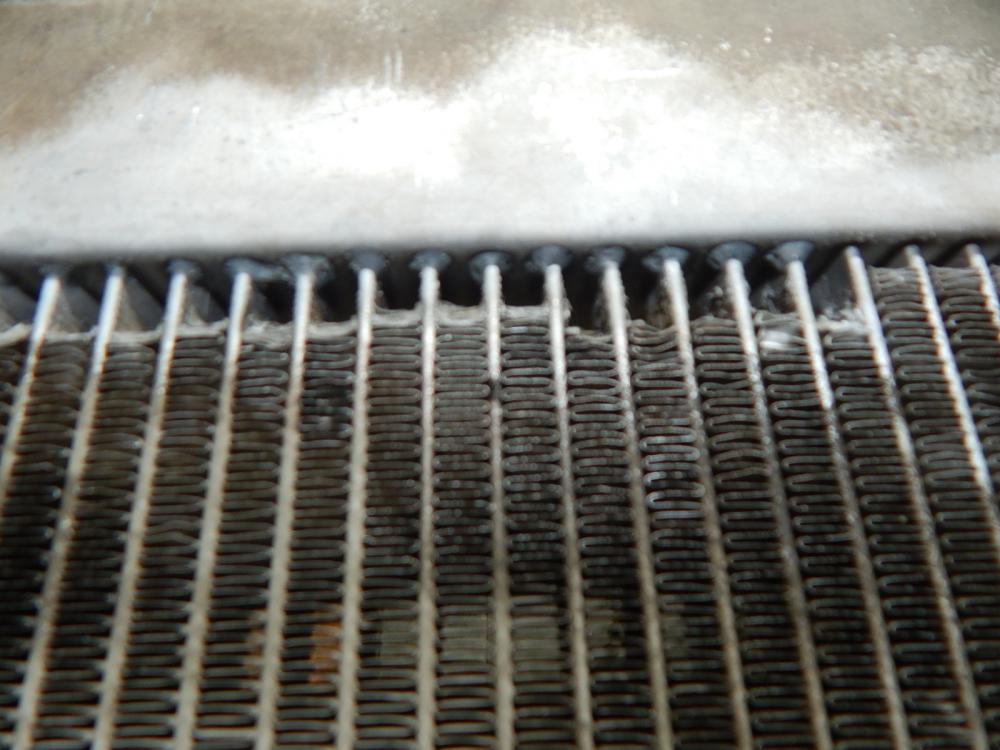
Радиатор Лексус. 84 трубки пришлось паять пропаном , из них 4 трубки оторваны. В общем,речь о пескоструе. Чтобы очистить одну пластину/доску уходит примерно минута.Мытый кварцевый песок покупал в магазине.Мешок 25кг. стоит 100р. Резьбы,трубы были,а краны и шланги обошлись в 800р...повесил на гвоздик,снял с гвоздика..
4 балла
-
@mehanik1102,дык это по всей России так,одни т/ц только строят в немерянном количестве,лучше бы производства так налаживали.Хотя чего производить то будем,братья китайцы все равно перебьют,нслиб не они,то и не было бы ничего в магазинах или еслиб и было,то в два три раза дороже.С такими ценами на энергоносители и налогами мы скоро без хлеба останемся,смысла нет в убыток работать.Сейчас какой то рывок ждем,путин завещал,чего прорывать и куда непонятно только.Технологий своих толком нет,заграница тоже не торопится нам помогать.Хоть бы в науку вкладывали,а то в Чубайса вложили,а на выходе 0.На работе эсабовский транс п/а привезли на попробовать,транс Карл,и то хоть какое то достижение.4 балла
-
Обкарнал позвоночник ленточки и поставил заглушки. Теперь можно накрыть куском ветоши. Даже не отсвечивает теперь. А то приходят всякие, а я только упавшие челюсти с пола поднимаю.3 балла
-
предположим, 09г2с: 1. без подогрева предварительного нежелательно 2. после корня сварщик пошел гулять. остыло-лопнуло 3. непрерывно нужно прохода три, каждый 2-3мм толщиной не более. токи ДО 200А для рутиловой порошковой проволоки1.2. если 200 и более- склонна она к трещинам(как горячим, так и холодным) 4. производители такой проволоки рекомендуют корень и еще 1-2 прохода делать омедненкой(от меня: для 1.2 подача не более5.5) и не курить первые три слоя- лопнет. при минусе- однозначно) 5.сварщик должен сначала головой заварить. а только потом- руками. 6.и рукожопие еще никто не отменял 7.отводные планки, форма разделки, трезвость- норма жизни? 8. 95% брака- нарушение технологий сварки( технология-полузабытое слово) искренне пытался помочь. с ув. и пр.3 балла
-
И другие будут лежать. Потому как деталь слишком простая. А смотреть надо в сторону чего то единичного, или малой серии, но технически сложного, что не требуется массово и требует большого вложения квалифицированного труда. Вот на этом поле и можно конкурировать даже с китаем. Но - тут уже местная специфика вылазит. Тут как пример - оснастка для сварочных или иных специфических работ.3 балла
-
@папаша, Волну встречают грудью корабли, Гудят мосты под ветрами натруженно, Уходят в космос спутники Земли... И всюду, сварщик, есть твой труд, заслуженно! Гордишься ты профессией своей И, если надо, не считаясь с отдыхом, Творишь ты мир и счастье для людей Горячим сердцем, сварки жарким сполохом! С ДНЕМ РОЖДЕНЬЯ!!! @Серега_Z Наш треснул мир, и швы кругом Полопались на рваных ранах, И он, хоть спит еще весь дом, Уходит на работу рано. Приладив на лицо щиток, Он все проверит, обернется – И побежит электроток, И в пальцах молния зажжется! Металл послушен, как дитя, Его рукам, - Всю смену, будто бы шутя, Сшивает сталь дугою синей. С ДНЕМ РОЖДЕНЬЯ!!!3 балла
-
@vnuk, близко к цели?
3 балла
-
Электрод ру. http://elektrod.ru Тиберис https://www.tiberis.ru/3 балла
-
Наш областной магазинчик Оренбургская область Планета сварки https://planetasvarki.ru3 балла
-
ABC-снабжение , г.Москва https://allweld.ru/3 балла
-
Велда город Иркутск http://welda.ru/ Челябинск http://www.aps-expert.ru/catalog/svarochnye-agregaty Спб Мск Краснодар https://евроинструмент.рф3 балла
-
@lukacs, и длину шва знать надо.3 балла
-
Промснаб - официальный диллер Сварог в Томске. http://promsnab-tomsk.ru/ Мир сварки - федеральная сеть. https://mir-svarki.ru/ Производственно-коммерческая компания-М http://www.pkkm.tomsk.ru Арсил - федеральная сеть http://arsil.ru/3 балла
-
Высверливая я редко, обычно подгоняю под сварку когда рамы строю для багги, хотя высверливать тоже приходится иногда.... так вот редко когда то что высверлил куда то отваливается, по большей части в коронке затсревает.... возможно как раз потому что не боюсь ( так как всё равно когда раму делаешь куда кусок отвалится) и давлю до конца нормально, и он в коронку и залезает. Я не спорю, у каждого вероятно по разному получается... но иногда затрахаешься этот кусок от туда выковыривать, а ещё хуже когда забудешь его там и второй рез делаешь и его туда ещё и затолкнёт и разопрёт Кстати снимал видео про работу другого устройства, надо было показать его возможности, где как раз высверливал отверстия в трубе... видео само получилось нудное и длинное... на 14 минуте где-то как раз у меня застрял кусок и я его от туда выковыриваю...и так было с каждым куском, который я тогда высверлил. https://www.youtube.com/watch?v=2WTjzmvn3JI3 балла
-
3 балла
-
коллеги,прошу помощи в составлении списка региональных и федеральных интернет-магазинов, которыми пользуетесь или просто знаете. крупные/мелкие разницы нет. просьба писать сообщения в таком виде НАЗВАНИЕ ссылка примеры Евротек https://evrotek.spb.ru/ Ресанта http://resanta.ru/ и т.д. также приветствуются сайты сервисов и ремонта сварочного оборудования ps. группы ВК тоже можно _____________ тема не предназначена для обсуждения.2 балла
-
Подогрев, после корня еще 3-4 прохода сверху . Желательно ниточными валиками, с перекрытием предыдущего на 1\32 балла
-
Как вариант, если без зазора: фаска 30¤, притупление 0.5-1мм, присадка 1.6 - 2мм. То, что у Вас присадка 1мм - "маловато будет!" да ещё и 75А. Используйте присадку обязательно большего диаметра. При поддуве не создавайте избыточного давления в трубе, тов.Vnuk правильно посоветовал отверстие делать чуть больше. Трубы со стенкой 3 мм варили и за один проход. А у Вас диаметр трубы сколько? Кстати, модераторы! Может перенести в тему "Нержавейка" ТИГ?2 балла
-
Сварби http://www.svarbi.ru/ Супермаркет сварки Сварко Казань https://www.svarco.ru/ Стартвелд http://startweld.ru/ Топ Велд Груп http://www.top-weld.com/ "220 Вольт" - сеть магазинов электроинструмента http://www.220-volt.ru/2 балла
-
Главный сварщик https://weld24.ru Силовик https://silovik.ru/2 балла
-
Пример не очень удачный. Потому как спрос ограничен. И штуцерки сии будут скромно лежать в магазине.2 балла
-
А посему, товарищи сварщики, возможно надо дать определение, что такое "клиентская база" - и тогда станет совсем и всем понятно, как её расширять, и возможно ли расширение вообще. Может быть обнаружится, что баз этих несколько и они разные, и работать с разными базами надо по разному, для их расширения. И универсального рецепта нет?2 балла
-
@vnuk,Доброго дня если не составит большого труда,поделитесь советом который выдали человеку по сварке корня труба.2 балла
-
локоть к корпусу прижмите, кабель на руку один оборот. варите только в положениях без напряжения, полуприсяд полунаклон и т.д. исключите. варите с опирание на обмазку электрод. и вы металл видите, от шлака отличить можете?2 балла
-
@Точмаш 23, гляжу на размер струбцинок у тебя на стенке и почему то вспоминается надпись на вратах ада: оставь надежду всяк сюда входящий (с) Пескоструй питается от компрессора или баллона ВВД?2 балла
-
@svarnoi69,Сварка 57 http://www.svarka-57.ru/2 балла
-
1 слабый ток 2 грязный метал 3 неравномерное ведение/длина дуги/пространственное положение электрода 4 сменить электроды.2 балла
-
@MishaG, бред не пишите. разбор-сбор котла час-полтора. сушка ЛЮБОГО хим. ср-ва для ремонта гидравлики 12-24ч. ps. а если пришли порекламить очередную *холодную сварку для ремонта всего* бан.2 балла
-
2 балла
-
Не факт, что завод, бывший при союзе существует сегодня. В моей тьмутаракани нет ни одного работающего завода, которые процветали при СССР. На месте одних - торговля и развлечения, а от иных и щебня не осталось - голый заброшенный пустырь.2 балла
-
Тут может быть и 09г2с , 10хснд ,15хснд или АК. По этому пока не будет точно известно, что за сталь диагноз ставить рано. Если вы технолог то я думаю ,что вам не составит труда поднять сертификаты на листовой прокат ,который к вам пришел.А в идеале если есть сомнения в марке стали тогда хим. анализ расставит все точки. Какую применяете порошковую проволоку?2 балла
-
Для начало что за марка материала с которой вы работаете?От этого уже и будем плясать,для низколегированной и легированной конструционной сталей при такой толщине нужно делать подогрев град 120-150С.Сварные швы нужно накладывать методом: каскадом или горкой.2 балла
-
мужики всем привет !!! чуть скину фото работы вам,привозили радиатор с кондиционера с какой то с/х техники потихоньку не спеша с грошей200 вылечили больного по черному перила делали одну секцию по эскизу размеру , и чистилки уличные для обуви сегодня привозили диск со сцепления промежуточный мото днепр , проело отверстия , заварил п/а аккуратно с передышками в разбеждку , после остывания так же другую сторону и снял все заподлицо
2 балла
-
Немного о прихваточных режимах. Весьма полезная штука: крохотные прихватки, возможность работать "на ощупь", стабильное проплавление и повторяемость, отсутствие ежей. Главное в прихваточном режиме определится с настройками. А потом гони и гони. Поэтому, если у кого есть этот режим в аппарате - пользуйтесь и не жалейте.
2 балла
-
2 балла







.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)