Лидеры




Популярный контент
Показан контент с высокой репутацией 23.05.2018 в Сообщения
-
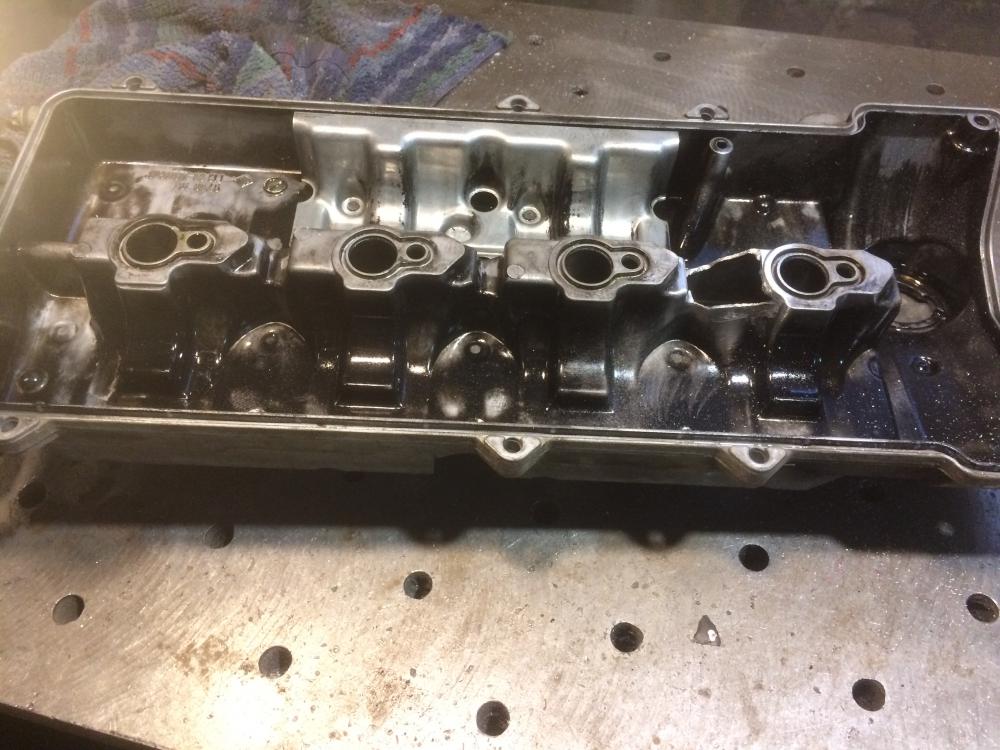
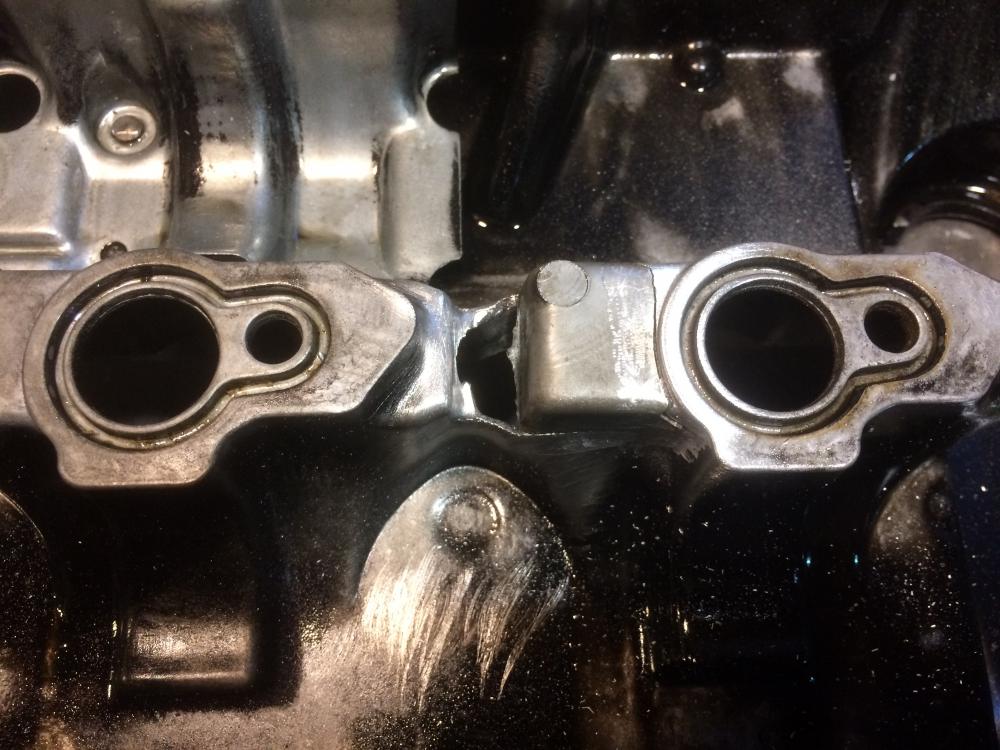
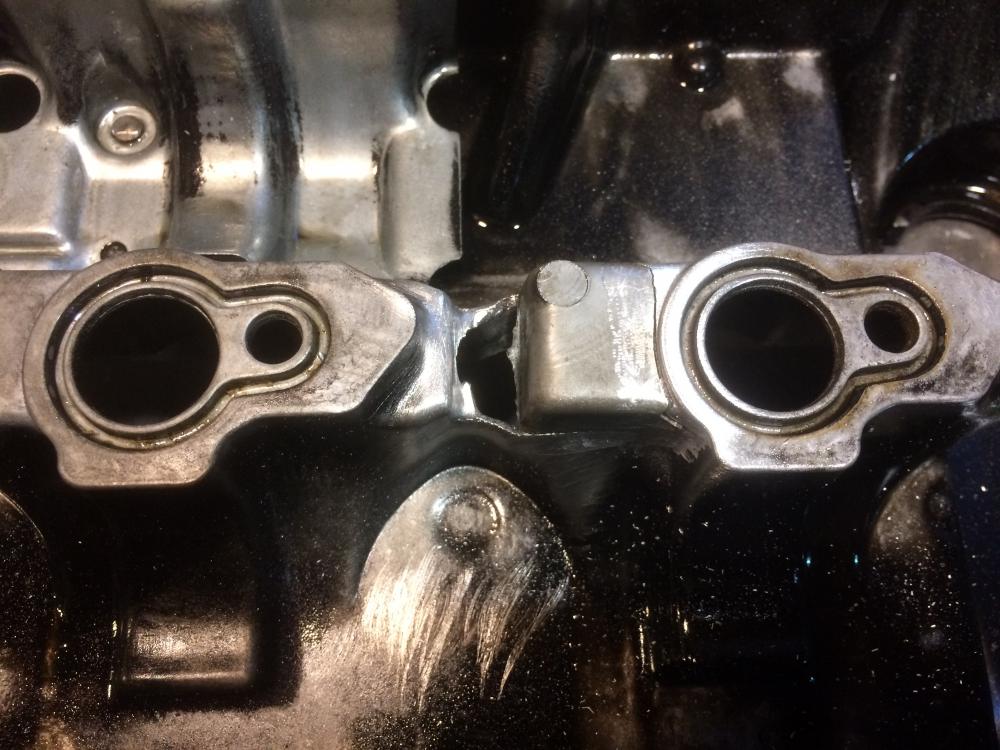
Опять «дырочки».Крышка ничего особенного,а вот коробка знатная),сегодня подготовкой занимался,завтра сварка.Люблю я такую работу.
 5 баллов
5 баллов -
Евгений , спасибо за труды ! Именно в мелочах кроется истина , а вот этих самых мелочей - днём с огнём не сыскать во всех этих "сварочных трактатах" . Правильнее будет не так , они есть , но их подача , со всеми сопутствующими , скупа и малоинформативна . Человеческим языком - оно в разы понятнее . Тебе моё уважение за этот восполненный пробел ! Немного не по теме ( не про "нерж" , в смысле ) , но суть от этого не меняется . Куча подобного переделано , но в этот раз акцентировал внимание именно на сварку в сторону "сильной стороны" , то бишь , угла . Разбивка по участкам ( делаю постоянно ) , равно как и "обратноступенчатая сварка в разбег" , но деталь (почти всегда) заневоливал - струбцины или прихватки ( спорный вопрос ) . В этот раз пошёл п новому пути , с учётом увиденного-прослушанного материала . Зазор , "картина" сварки ( разметка на фото "пошла" на второй круг , а единица - отправная точка ) - согласно рекомендаций . По итогу - всё в ноль . Плоскости ровные , короб даже диагонально не люфтит ни на миллиметр ( с обеих плоскостей ) . Возвращаясь к началу поста и к куче переваренных подобных , опыту и прочему , лишний раз убеждаюсь , что учиться , учиться и учиться . Свой опыт хорошо , конечно , но , когда есть спецы , которые дошли до понимания всех нюансов и опытом своим делятся - это очень существенная подмога . Это я мангал "химичу" . На море хочется , но не срастается ни как , но обещал в прошлый приезд сделать что-нибудь приличное . Так что , если срастётся , то 1 (2,3 ) августа выложу финал проекта . Или снимки с нового места работы , вместо моря .
4 балла
-
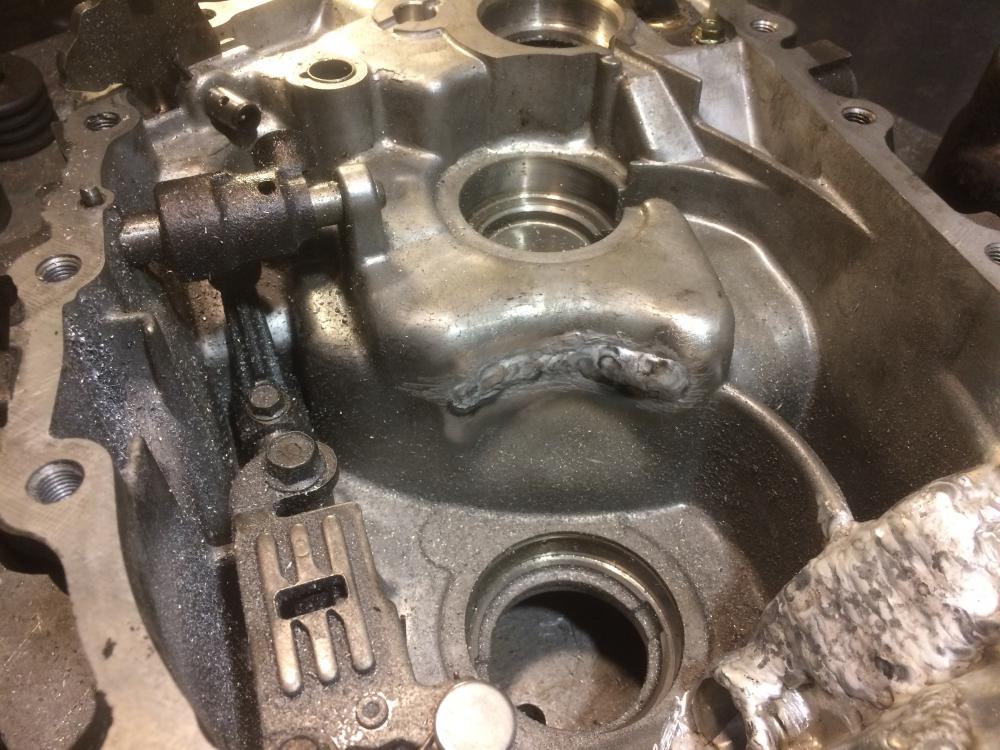
Вчерашняя коробка,вроде все получилось.
4 балла
-
Опыт - дело хорошее. Только вот с зазором в 1мм сварка своим телом не получится, даже если Вы сварщик высшей категории со стажем 100 лет Зазор - обязательна присадка, иначе чем зазор то заполнится? Встык - другое дело, можно и своим телом: с поддувом и не большим током, дабы избежать перегрева материала. Стенка 1.5мм, труба 32мм, ОК. Доводилось на пищевых предприятиях варить подобные трубы: стенка была 1.5мм, а диаметр 38мм. Было давно, но сварка стыков, без присадки, с поддувом (по памяти, примерно) 35-40А линейным током и всё было красиво Фланцевые соединения, соответственно бОльшим током. Про цену - ни чем помочь не могу...4 балла
-
На святое посягнули. Геннадий жги им видеоответ.4 балла
-
Может кому нужно.Силиконовые шланги.https://pkns.ru/silicone-hose-silicone-armirovannyy.rukava-reinforced4 балла
-
@AKeeper, Изучайте РД 22-322-02 https://www.expertnk.ru/docs/rd-s/rd22-322-02.pdf Гурман В.С. Ремонт автомобильных рам (1967).djvu4 балла
-
Сколько ни пробовал телефоном снимать процесс сварки - и через "хамелеон" , и через простой фильтр - качество низкое . Из маски снимать некорректно - для тебя нормально , а для камеры условия не подходят . С "оператором" - убил бы , но других не было , а сейчас , и тех нет .3 балла
-
Первая попытка снять видео.Снято на телефон, телефон был положен на светофильтр внутри маски. Маска Текмен 2,5 дин. https://yadi.sk/i/hM_NMtn_3WRHTp https://yadi.sk/i/6aHEG3Ny3WRHXP3 балла
-
Саша, могу помочь заварить твои детальки от станка. Есть Панч, есть CUSI3, er308 и даже титан. Алюминиевых проводов нету.3 балла
-
@Kondor416, были фото космонавтов, теперь иконы=)3 балла
-
Ох, как же это всё до боли знакомо... Это называется не "вложили средства", это называется "размазали по площадке" эти самые средства. Главное-прокукарекать, а там-хоть не рассветай. То есть, освоить, попилить финансы, а как оно там будет дальше-"проблемы индейцев штата Кентуки". Потёмкинские деревни-наше всё!3 балла
-
Делаю бак из нержи для пожарной машины. Гагбариты: 3м*2,5м*1м Вот результаты 3-х дней работы. Уголок 60*60*6мм. Излишний, но какой был. Вот такие швы, на скорую руку сделаны ПА. Сварка без зазоров и фасок, надо быстро делать. А я и так запарился выпиливать стыки. Сварка в струйном переносе проволокой 1мм. Имеет ли смысл тигом уголок с обратной стороны подваривать? Можете пинать
3 балла
-
[@morgmail,@Anton VL, несмотря на то, что ПН у Форсажа заявлен при 25 град и 5 минутном цикле, а у EWM 180 и Kemmpi minak Evo 180 при 40 град и 10 минутном цикле , в одних и тех же температурных условиях, при одном и том же напряжении(питались от автономного генератора на 380В, мощность 90КВт), я работал Форсажом 200М на 170 амперах целый день, а ребята на вышеуказанных аппаратах при 155-160 амперах максимум. При 165 амперах при после 15-20 минут сварки у обоих срабатывали термозащиты. У Кемппи оплавились на передней лицевой панели кабельные вилки, он потом их за 6 тысяч ремонтировал. После такого расклада я Форсаж зауважал. Хотя при сварке трубопроводов я предпочитаю Кемппи, за его его поджиг дуги с первого касания и пульт дистанционного управления. Для себя я выводы сделал, а варили мы вот такие вещи.
2 балла
-
И когда кто нибудь выдаст тайну хорошего макро для сьёмки сварки. С камерой я определился(коплю), а вот светофильтр это проблема. Сварочные стёкла не подходят. Помогите парни, а то я не могу выполнить обещание перед Сашей (BAN) и снять процесс сварки латуни. Ну и немного(совсем чуточку) моих будней. Делаем из квадратного круглое. Сначала хотел площадку прикрутить болтами. А потом вспомнил что есть у меня сварочный аппарат. Ну и ввариваю в диск. Сверху будет квадратный профиль 80Х80 и площадка. Будет подставка под большие тиски или гриндер. Продавец снова проявился и пообещал снова передать. Немного подрезов .2 балла
-
@ilnursvarka, на ютюб надо залить. Фильтр похоже надо темнее.2 балла
-
В самом песке ничего плохого нет, как и пескоструе, только разделать надо песок для работы с черным металлом и нержой.2 балла
-
А вот это уже откровенная ложь, а не объективный критерий. Я ГРПЗ не защищаю, тем более, мне за это не платят, как думают некоторые, я за честный и справедливый обзор. 1,18. Зарядить сечение свыше 25кв. зачем? Дальше чушь про 35 квадратов... 3:30. Форсаж 200 разбирается полностью за 5 минут. что я сам и проделывал. Одна плата в данных аппаратах, это большой плюс. 3:42 \Редкий идиотизм, металлический щиток, это рассекатель воздушного потока для лучшего обдува радиаторов. И на сколько я помню, на этом "щитке" стоит вроде диод. 9:47. Только не профессионалы и их осциллографы не замечают Хотстарт. Люди не знают как его отключить, а эти его не нашли... 10:34 У них нет профессиональных сварщиков. Я так могу судить по тому, что видел на их роликах, и то, что они несут в этом. 10:57 наглая ложь. Люди у которых была ресанта, купив Форсаж, были счастливы, у них стало всё получатся гораздо лучше. 11:22. Наглая ложь про НЕ эластичность дуги, это могут опровергнуть все обладатели Форсажей. Единственное с чем согласен, то что ПН маловат на МАКСИМАЛЬНОМ токе, НО, ребятки скрыли, что ПН на 60% круглосуточный. P.S. Через мои руки прошло много китайских сварочных инверторов, были очень неплохие аппараты, но ни один я не оставил себе, знаете почему? Они все уступают Форсажам, кто работал, те знают и подтвердят мои слова.2 балла
-
А зачем?2 балла
-
Именно это понравилось. Остальное впридачу. Впридачу или в придачу.2 балла
-
По мне так основной критерий - это ток, его сила и род. Чем больше ток - тем больше сопло и даже дело не в размере сварочной ванны, что тоже имеет значение, а в ресурсе сопла. На переменке сопло греется сильнее, поэтому от 160А - это как правило уже 8-ка. На постоянке больше 7-ки не использую обычно.2 балла
-
Это не сбой и настройте программу по себя . Вот правда не от Кемппи мануал , но и на Кемппи такое же есть и ищите, да и у многих других производителей есть такое да пожалуй у всех сейчас.
2 балла
-
Всё просто: до 50мм - 500р., всё, что выше диаметр в миллиметрах умножаем на 10 и получаем цену в рублях. Скидки в зависимости от объёма и отдельных условий. Поддув отдельно.2 балла
-
Его как бы нет в названии , но в реалии он есть и ниже поймете почему. ------- -Суслика видишь? -Нет,не вижу. -... и я не вижу,а он есть.2 балла
-
Про пАпу сварщика), про отца сварщика вобщем https://www.youtube.com/watch?v=nDI0VkaATTM2 балла
-
Вот и закончил по деформациям основу. Все не расскажешь, слишком много материала, но фундамент похоже для ясного разумения уже заложил. (это для тех, кто смотрит видео уроки) https://www.youtube.com/watch?v=LvESuRsC1GE2 балла
-
@selco,сокращение пв дает меньший вес относительно конкурентов.1 балл
-
А проблема в чём ? Именно сам процесс сварки ? (пайки?). Если ТИГ , то это к Валерию , ака Selco , И видео сделает , и процесс опишет , и нюансы разжуёт . В качестве бонуса , и на практику пригласит , он такой !1 балл
-
Всем доброго дня! Сегодня был проведен экспресс тест сварочной маски Tecmen ADF715S 2,5 din. Моя основная рабочая маска Tecmen ADF820S 3,5 din(в работе полгода), также имеется Tecmen ADF715S 4 din, купленная 3 года назад. Самое первое ощущение, что она намного легче моей основной маски! Более сбалансированно сидит на голове. На бюджетной маске, такое же оголовье, как и на старших моделях! Размер смотрового окна 97*47 мм вполне хватает для работы, после своей маски со смотровым окном 85*95 мм дискомфорта при работе не было. Регулировка степени затемнения и перевод светофильтра в положение "Grind"(работа с болгаркой) находятся с левой стороны маски, соответственно для регулировки не нужно прерываться при сварке.Более светлое стекло удобно при работе болгаркой и при подготовительных работах. Задержку осветления фильтра поставил по привычке на минимум, за что был тут же "наказан"! После окончания сварки неостывший металл слепит глаза! При работе с данной маской желательно ставить осветление фильтра на максимальные значения. Затемнение происходит мгновенно, зайчиков не ловишь, в отличие от маски Аврора Sun-7, которых у меня было аж 2 штуки. Маска свою стоимость полностью отрабатывает! https://yadi.sk/i/hM_NMtn_3WRHTp1 балл
-
@G_Kar, думал потемнее не видно будет. Оказалось не так.1 балл
-
Спасибо друзья!!1 балл
-
Похоже что второй инвертер стоит для быстрой смены полярности?1 балл
-
@selco, Вот так бывает...Опять же, разные редукторы, разные газовыетракты,различная длинна шлангопакетов,состояние комплекта цангодержатель-цанга-электрод-колпачок...Хотя за всем стараюсь следить и вовремя менять все включая головы и протертые шланги, но иногда происходящее меня ставит в тупик...Опять-таки человеческий фактор никто не отменял. P.S.: я просто до кучи маньяк по инструменту, а соответственно смотрящий, т.к. разбираюсь немного в этом, и не боюсь поискать мануал или задать вопрос в техподдержку, или на форум.1 балл
-
Здесь все ясно и понятно. А здесь прошу пояснений и по подробнее если можно . Просто первый раз такое слышу.1 балл
-
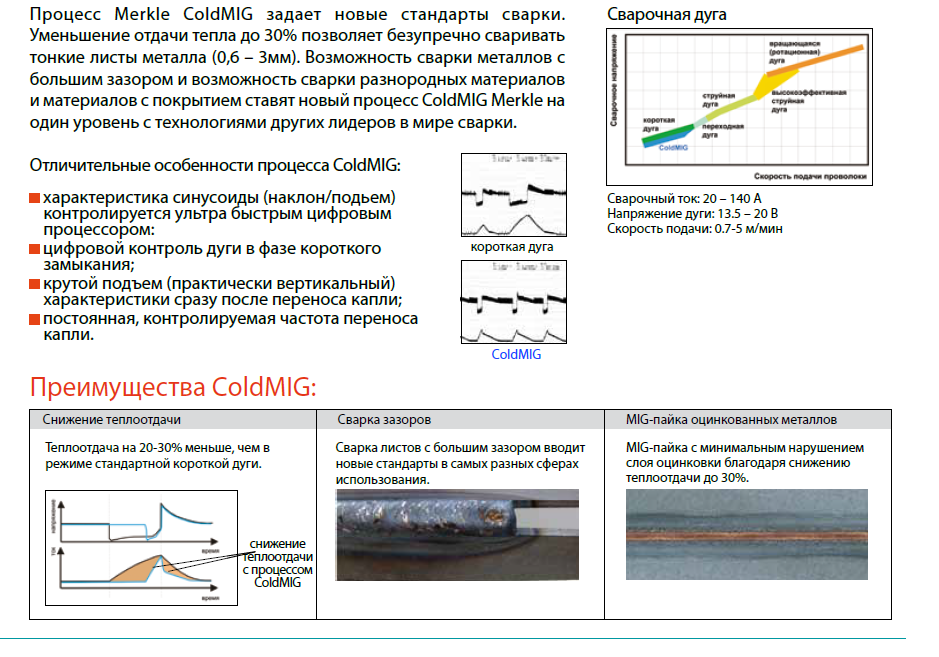
Его как бы нет в названии , но в реалии он есть и ниже поймете почему. Саш , вообще Cold режим у всех по разному устроен и работает. Но вернемся чуток в прошлое и как работал ПА того времени , то есть проволока подплавляясь (короткая дуга) упиралась в сварочную ванну и ток скачком резко шел вверх (короткое замыкание) тем самым отрубая ее от проволоки и по сему это был почти взрыв и на тех ПА было много брызг. Нынешни ПА и их большинство уже работают по новому циклу и ты его почти описал , то есть подготовка капли и как только она коснулась ванны то ток снижается почти до нулевого значения и капля просто перетекает в ванну без взрывов и брызг. И по сему на современном ПА можно имитировать режим с высоким успехом , что я и показал с Helvi Ну и Cold режим основан на этом же принципе , но может есть какой незначительный нюанс и вот на диаграмме Меркле показано что в Cold она немного другая , но стоит заметить что у другого производителя Cold имеет кардинальные отличия от Меркле , да и у EWM есть своя фишка , да и Альфа Q имела два инвертора для этого режима. Ну и видео Fronius режим СМТ тот же Cold режим А это Cloos и их режим Cold резко отличается
1 балл
-
Вот когда то давно пользовал советский кислородный и где то по манометру выставлял от 02 до 05 и это самое оно . 007 это не о чем и вряд ли почувствуете выход газа из горелки. А вообще купите вот такое и будете мерить прямо на горелке Ну и из своего скажу ,, у меня меньше 7 литров расход практически не бывает и от 7 и выше . Точно, точно но по большому счету и так бывает очень часто просто очень маленький расход ставят (экономят) и я это тоже проходил.
1 балл
-
@Шурпет,не,не зануда),на работе высокому руководству иногда мозг выношу,когда нестандарт какой нибудь суют).Тут намедне на работе алюминиевую хрень притащили ко мне и уже по тел.в магазине спрашивают какую присадку надо),ну я как бэ назвал три вида (думал вдруг прокатит и купят),но после того как положили трубку я им еще про инструмент начал гундеть,думал под шумок поедем с мешком денег в магаз,но как то сразу они поникли.Железку уволокли,пруток не приехал,за инструментом тоже не поехали).Нужно основательно к проблеме подходить,лучше 10 раз перестраховаться,прежде чем браться за работу.1 балл
-
@Шурпет, Ну и Томск, с недавним снегопадом не обойдём.
1 балл
-
https://www.youtube.com/watch?v=r7NpsQwfKuE1 балл
-
Прёт меня. Должны были в 12 привезти мне гриндер. Пока ожидал решил заняться делом. Поразмышлять, посозерцать, возможно сделать ПХД. И тут как понесло За пару тройку часов сделал то о чём размышлял последнюю неделю. К своему основному столу присобачил ленточку со столом. Сделать нужно было очень точно и без всяческих зазоров. Сделал шаблончики. Долго мерял, угольники приставлял, рулетку туда-сюда крутил, сварочные зажимы и струбцины в ход пускал. Вырезал заготовки. Прихватил ответные части для сверления. Дырки(отверстия) сверлил. Угольниками магнитными прикладывал и прихватывал. Снова обжимал струбцинами и промеривал. Разьёдинял ответные части и проваривал. Потом на болты. Позорище. Шлангпакет строительным скотчем скрутил, чтобы не развалился . Ну и собрал всё. Наставил угольников. Всё чётко. Ну и общий вид. Самое смешное - гриндер не привезли. Мутный товарисч попался. Всё что-то шифруется. Еле еле телефон в переписке выцыганил. Ну да ладно. Рыбак терпением берёт или на всё воля аллаха .1 балл
-
2Т-4Т это работа кнопки. Как можно ремонтировать не понимая принцип работы аппарата? Микра там, что отвечает за работу кнопки, вроде как 561ТВ1 или аналог импортный. Но точно по памяти не скажу. С неё идёт сигнал на УД608. Вот его и отслеживайте. А почему там должны быть колебания? Меня эти новомодные компьютерные симуляторы как то не радуют. Народ вообще перестаёт думать сам.1 балл
-
К сварщикам это тоже относится.1 балл
-
Купил наш батюшка ( из церкви) микроавтобус, у него 5 детей. Полез подкрасить и понял что он попал по полной. Пригнал мне. Лист 1,5*2,5*1,5 ушел практически весь. Два дня работы.
1 балл
-
Работа на теплотрассе в Новоселье.
1 балл
-
"Олег пойдет на шашлыки" и "поросенок Боря пойдет на шашлыки". Похожие фразы, но какие разные судьбы!1 балл
-
Здарова, мужики! С 1 мая! Сегодня подарил себе, труженику), болгарку, и конечно же деволт). Первый раз за много лет купил машинку мощностью меньше кВт, были сомнения, но поживём увидем. Эта болгарка только для резки, обороты не меняются, но мне как раз это и нужно (будет работать дома, на стройке, потому взял подешевле и без наворотов). Выбирал на сайте, выбрал, но не посмотрел, что она под диск 115, уже в магазине посмотрел такую же на под 125, но она почему-то на 100 ват слабее (ох уж эти маркетологи). Попросил в магазине диск 125, влезет ли в болгарку для 115, диск влез), а раз влез, то ее и берём. Также у "115"назовем условно, кожух с быстрой фиксацией положения, у 125 просто на болтике. Но вот фирменных гаек, что диск держит, уже нет, за то сделали ключик (шестигранник), чтобы еэту гайку крутить (в принципе молодцы, дёшево и сердито). Но у меня есть болгарка 1,5кВт у которой износился редуктор, с неё гайку фирменную и возьму. Кстати, диски кратон, дёшево и сердито, качество на уровне, беру их для общестроительных работ и когда найду в продаже (лугу даже для разовых работ не беру, и даже за даром уже не возьму) Большая будет жить и дальше в мастерской, маленькая будет путешествовать). И да, 6мм попробовал пилить, и даже немного сильнее поддавливал (проверить будет ли тухнуть), пилит хорошо!)
1 балл
-
1 балл
-
Деформации при сварке люков, врезок, мешалок и тому подобное, как избежать их https://www.youtube.com/watch?v=3rrN2jI06Fw&t=4s У меня получалось и получается руками других, получится и у Вас1 балл
-
Данный раздел создан как навигатор по основным темам и представленным аппаратам. Если имеются вопросы вопросы по технике Гроверс (либо аналогичным аппаратам), милости просим сюда. Постараюсь своевременно отвечать. Помощь в ответах только приветствуется, т.к. всего знать невозможно. Так же делитесь какими либо секретами в работе и помогайте друг другу. С ув. Алексей !1 балл