Лидеры




Популярный контент
Показан контент с высокой репутацией 01.05.2018 во всех областях
-
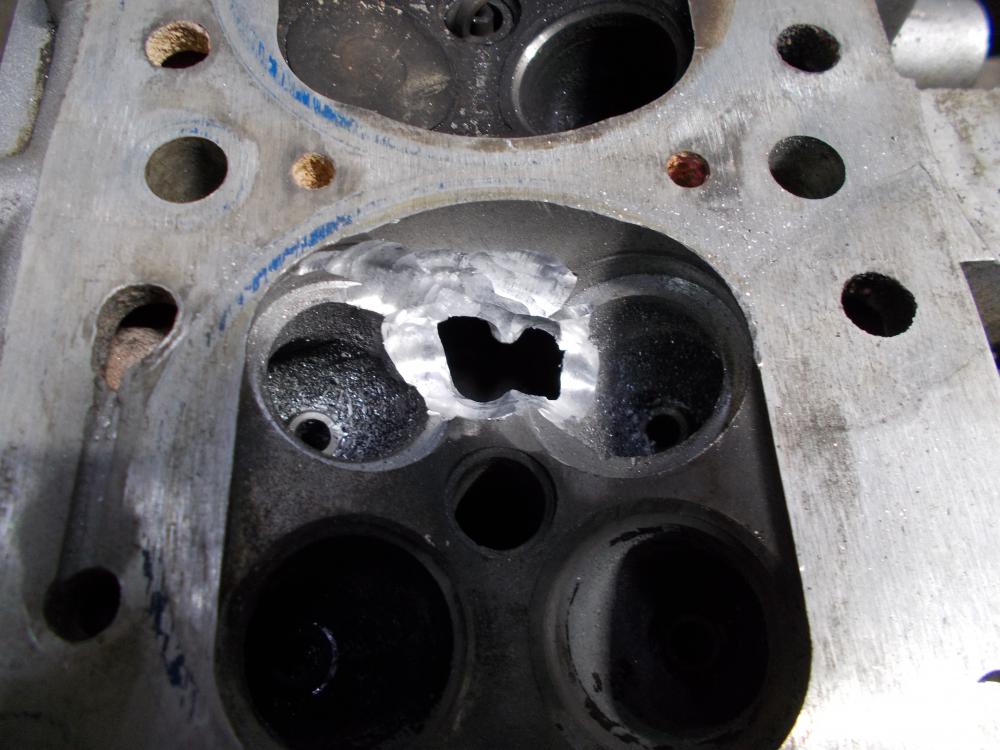
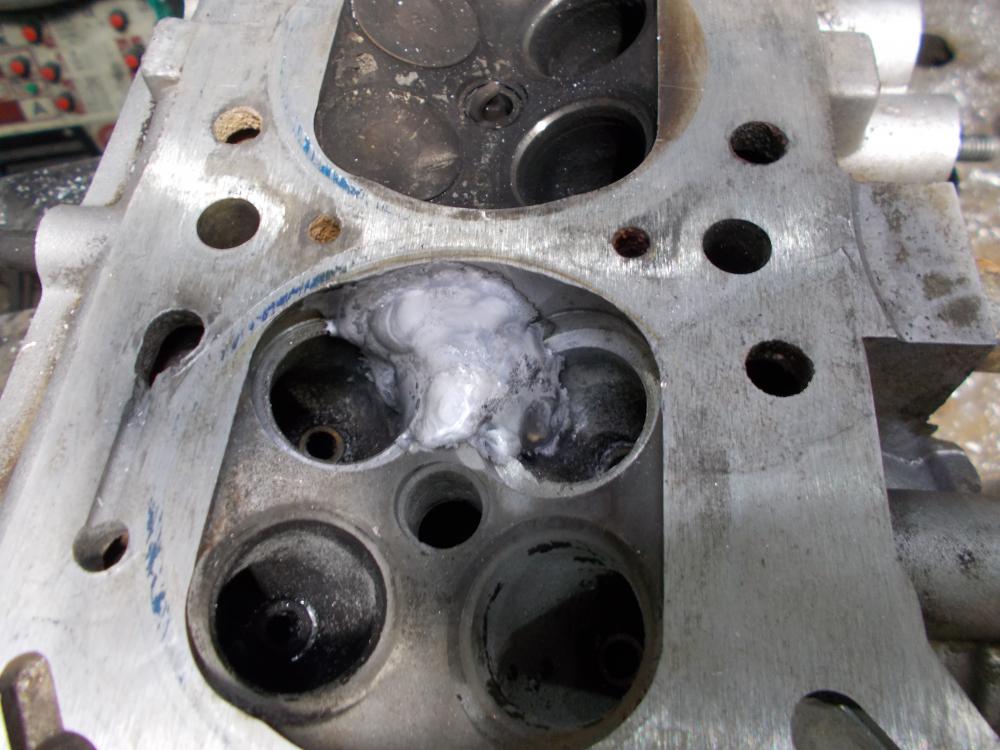
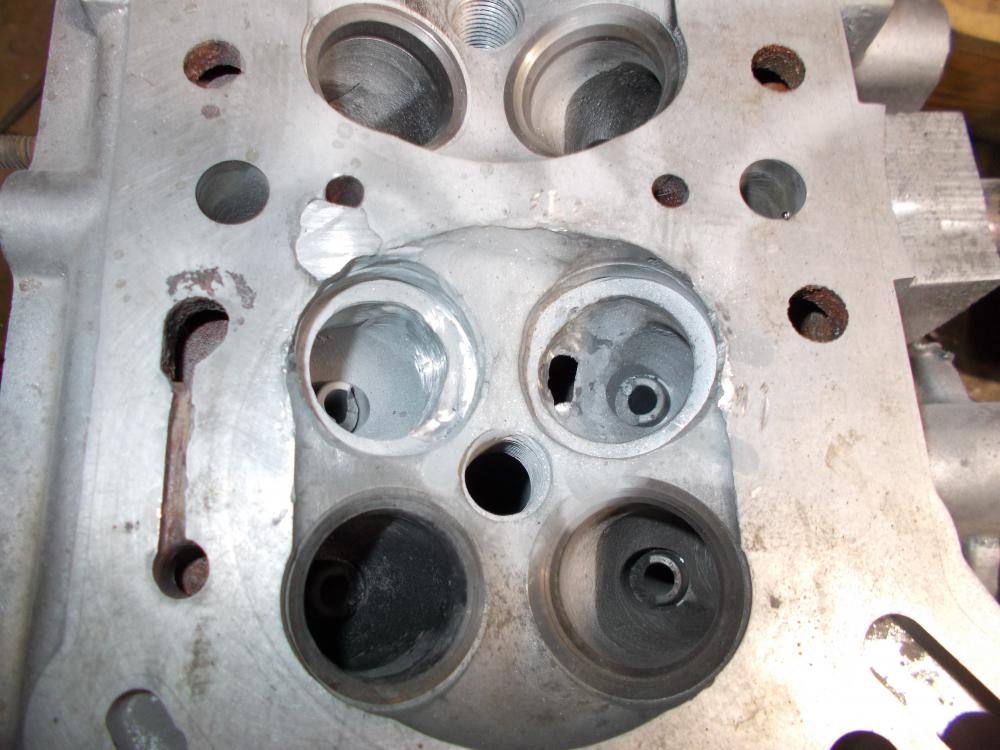
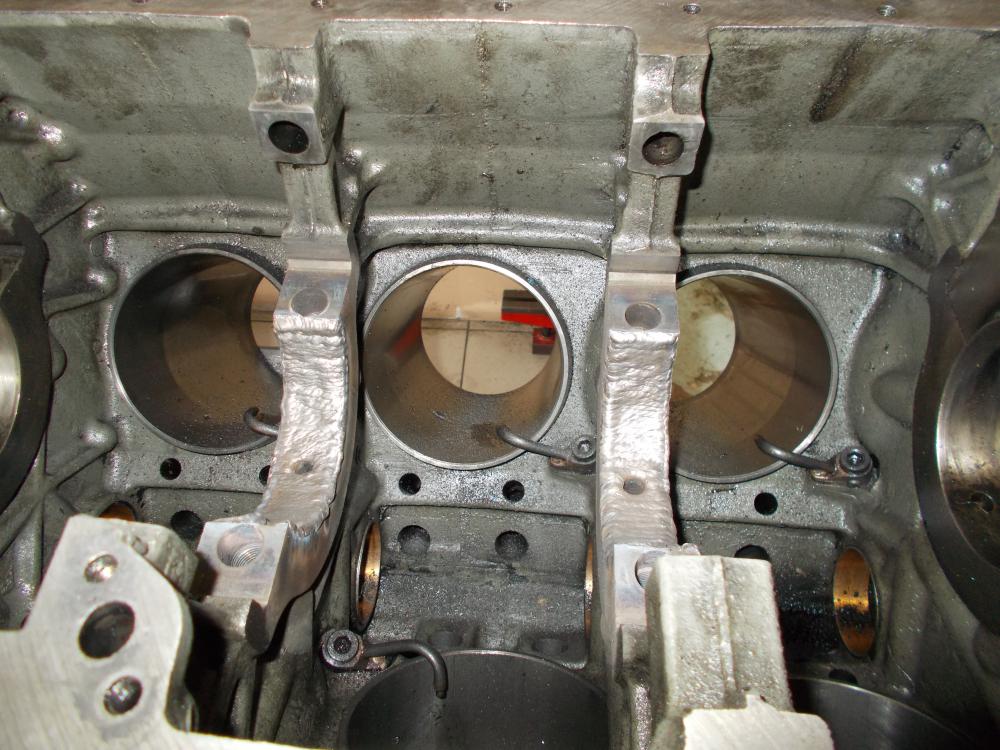
По возвращении из командировки меня ждал некоторый завал разнородных мелочей. Пришлось как в мастерской поработать, так и на выезде. В первый же день-натащили головок блоков. Самое простое-межседельная трещина, не успевшая проникнуть в каналы рубашки охлаждения. Но, так бывает не всегда, чтоб "спецы" не набедокурили. Следующих "пациентов" уже покалечили. Здесь-трещину даже не разделывали, а просто навалили сверху... Вот она, трещина. Кромсаем шире и глубже. Завариваем. Этого "пациента" пытались калечить аргоном, диметом и сиалоком. Ковыряем и находим горстку "артефактов"... Греем и варим. Пока головы релаксировали в теплоизоляции-проехался по автосервисам. Заглянул в цех агрегатного ремонта, наварил пару постелей коленвала в КамАЗовском блоке. В кузовном цеху, пока кузов тянут на стапеле, залатал картер АКП. Прокатился до автобазы, подлечил подвеску "шаланды". Мой неизменный спутник для мелкой сварки. Срезал старые, разбитые шайбы, приварил новые. Остатки сайлентблоков-выжигал автогеном и выпиливал сабельной пилой. И только на первомай-позволил себе немного посачковать.
 19 баллов
19 баллов -
На днях попался радиатор-монстр от погрузчика Хитачи, высотой 1,2м примерно. Толщина стенки бачка 8-9мм. После вскрытия, как оказалось весь напрочь забитый. В нижнем бачке вырезал только крышку А вот верхний бачок оказался двухярусный, так сказать два в одном. Сверху расширительный бак. Кроме этого для меня оказалось странным применение такого типа сот на водяном охлаждении. Корея После пересчета, этих "дырочек" оказалось примерно 1600 штук. Но я чисткой не занимался, эту ответственную работу доверили гостям из ближнего зарубежья и был выдан инструмент из 08ГС2 толщиной в 1мм. Бачки были успешно сварены после скоса кромок в три прохода. Но вся засада оказалась дальше, когда я начал приваривать верхний бачок к радиатору. Моего форсажа200 просто не хватало на этого монстра, еще бы +50А и было бы все супер. Нагревал резаком, но должного эффекта не наблюдалось, все тепло расходилось по всей площади, но для начало старта как бы хватало. Тогда я просто первые 10см долго топтался на месте и после этого делал совсем короткие паузы на каждые последующие 10-15см. Тут я понял, что кто-то из моих подопечных может "умереть" навсегда. Оставил на руке с горелкой х/б рукавицу, и как только не было терпежу прекращал и делал паузу. Пронесло, все живы и форсаж и АГНИ... )))
11 баллов
-
Катализатор от шевроле круз, переход на евро 2. Возврат в аутентичное состояние... А внутри пусто, обычно ставят пламягаситель, но... хозяин-барин...
9 баллов
-
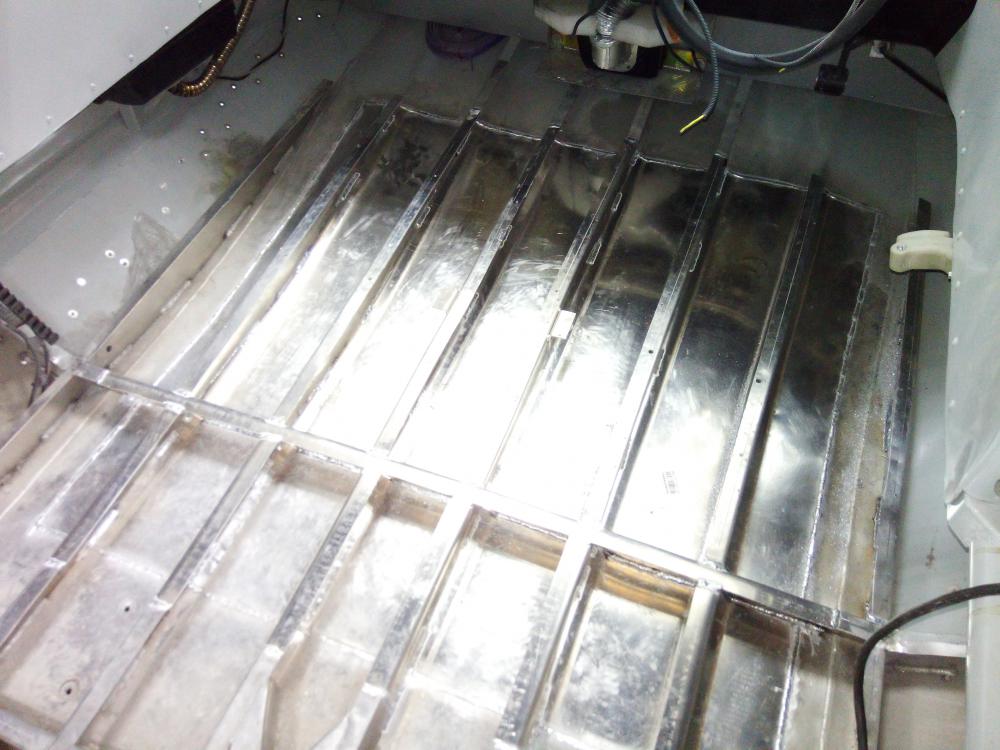
Как-то я уже ремонтировал подобную лодку (аэроглиссер), но там был "перевертыш", а тут другая ситуация. В тундре, где "кругом пятьсот", напоролись на железо "якорного типа", которое не видно было под снегом... Пропороли лодку насквозь... пришлось вырезать вот такой кусочек ибо все было растянуто и погнуто. Ну и востановление. Часть прогонов удалось восстановить, ну а часть пришлось самому гнуть. Материал АМГ2 3мм.
9 баллов
-
Первый мой радиатор маз нового образца,из достоинств-это вес,намного легче своего собрата,в остальном одноразовая игрушка.Паял 190 кастолином.
7 баллов
-
Заказали печку банную из 10ки, толстый металл варить одно удовольствие.
7 баллов
-
Деформации при сварке люков, врезок, мешалок и тому подобное, как избежать их https://www.youtube.com/watch?v=3rrN2jI06Fw&t=4s У меня получалось и получается руками других, получится и у Вас6 баллов
-
Ура товарищи!!! Мир Труд Май! Мы! Коллектив! Человечество! Масса! Довольно маяться. Маем размайся! В улицы! К ноге нога! Всякий лед под нами ломайся! Тайте все снега! 1 мая пусть каждый шаг, в булыжник ударенный, каждое радио, Парижам отданное, каждая песня, каждый стих - трубит международный марш солидарности. 1 мая. Еще не стерто с земли имя последнего хозяина, последнего господина. Еще не в музее последний трон. Против черных, против белых, против желтых воедино - Красный фронт! 1 мая. Уже на трети мира сломан лед. Чтоб все раскидали зим груз, крепите мировой революции оплот, - серпа, молота союз. Сегодня, 1-го мая, наше знамя 50 над миром растя, дружней, плотней, сильней смыкаем плечи рабочих и крестьян. 1 мая. Мы! Коллектив! Человечество! Масса! Довольно маяться - в мае размайся! В улицы! К ноге нога! Весь лед под нами ломайся! Тайте все снега!6 баллов
-
А у нас затишье, перед бурей. После майских нужно будет сделать все и сразу, а лучше позавчера=) Модернизировал гильотину, 3-х зонной подсветкой(3 диодные лампы, независимые, то есть включить можно любую из трех отдельно. Очень удобно когда рубишь мелочь.) . На пороге майские, а у нас в цеху нет мангала! Нужно срочно исправлять, по старой схеме сваял на скорую руку. Лист 1,5 проф труба 15, ножки уголки из листа 1,2.
5 баллов
-
Так, это самое-Завязывайте на голове 220 таскать.4 балла
-
На днях приехала 27я агнюха. Ощущения от круглой ручки только положительные. Теперь оставлю ее как основную, а 35 пусть лежит пока.
4 балла
-
резкое падение электропроводности банальный отжиг произошёлРаскисленная медь в качестве присадки, при соблюдении технологии, даёт шов близкий по электропроводящим свойствам к основному металлу.3 балла
-
Знакомые на свое небольшое предприятие купили полуавтомат Форсаж 302.Через две недели сломался.Отправили на завод,сделали;работает хорошо.Купили Форсаж 315 АС/ДС. Через наделю сломался.Отправили на завод,а там, уж сколько дней, все не могут забрать из транспортной.Завод,что, специально задался целью испоганить собственную репутацию?...или там легких путей не ищут?3 балла
-
@Вад11,а зачем мне вокруг чистота?А место пайки всегда пескострую корундом,без подготовки думаю вообще не запаяется.вот так подготавливаю,кстати писал уже об этом.
3 балла
-
@RWS87,как раз в тему о колесах.Недавно приваривал к этой емкости маленькие,вот что с ними стало,привезли на переделку,купили помощнее.
3 балла
-
Потихоньку готовлюсь к очередному сезону в роли каменщика, достал приспособы таскать кирпич. Сделал эти захваты года четыре назад, таскать крупноформатный кирпич, и уже перетаскал ими несколько десятков тонн. Руками таскать не вариант, облой сильно режет, даже перчатки кожаные быстро мрут. Также захваты использую для кладки. Сие подсмотрено у немцев, правда немного конструкцию под себя исполнил (сделал 4 штуки, чтобы за раз два кирпича брать). За сварку не судите строго, делал на скорую руку, думал на год, но стройка растянулась что-то)
3 балла
-
@Точмаш 23, Виктор я не сомневаюсь в твоих знаниях и сварке , но я не много про другое хотел про видео сказать . А именно как сам Форсаж отработал то есть его электроника да еще в СО не одной даже малейшей "запинки" и что бы было в смеси и провар и шов ровнее . Я вот когда был Merkle MobiMIG180 замечал за ним такое нет нет да "!поперхнется" то есть не большой но сбой и на разных материалах да тем паче в смеси и это говорит что электроника сбой небольшой дает может по подаче а может и по дуге и главное не на моем одном и у других такое наблюдалось , вот большой Меркле на том такого нет и он "поет".2 балла
-
Валера,мне часто приходится варить полуавтоматом листовую сталь .Требование - герметичность,т.е. керосиновая проба обязательна.Ты уж извини меня,но подобные тесты немногого стоят.2 балла
-
@Точмаш 23, оборон заказ сэр!!! На сварочники забили огромный болт! Виновные есть, я бы расстрелял! Лишить инвестиций, оставить «один на один» с беспощадным рынком, я бы посчитал как быстро прикроют эту лавку!!!2 балла
-
Решил сегодня навести "марафет" на сварочных швах где это не обходимо и канавку под резинку и она 3мм шириной и 4мм глубиной . Стал делать и темно и не совсем четко видно , налобный фонарик батарейки мертвы и есть прожектор но не совсем удобно с ним и мешает работе и тут меня осенило . Нашел оголовник со старой маски ну и далее дело техники , в последствии заменим провод на потоньше и помягче, ну и совсем "другое дело".
2 балла
-
Это прямая полярность. Когда + на держак - это обратная. 70А маловато для 3 мм электрода. (Правда, смотря какая толщина металла. Для тонкого - самый раз будет, но тогда нужно шлак отгонять, наклоняя деталь хотя бы). ЕСАБ ОК 46 позволяет варить на малом токе без затекания шлака, а вот МР-3/3С - фигвам.2 балла
-
Вот такой поржать https://www.e1.ru/news/spool/news_id-54380951.html2 балла
-
Подготовка слабая, нужен пескоструй. Все должно быть чисто, беленько, а у тебя чернота вокруг.2 балла
-
Вот еще пара 19 радиус,по табличкам от бмв и химсостав с магнием,но характерного оттенка дуги не увидел,варил 4047.У одного трещины по сварке,на котором кусок приварен,вскрытие показало,что непровар,но еще удар как раз на это место пришелся,прямо в центр,в общем фиг знает,может и с проваром бы лопнул.
2 балла
-
@Глобул,завозят туда не только сварщиков и не только из Кемерово. Сервисмены, обслуживающие технику на угольном разрезе-сборная команда Западной Сибири. Новосибирск, Новокузнецк, Белово. Может, со временем, местные кадры воспитают. Но, пока то, что там произрастает-это бурьян, с трудом поддающийся окультуриванию. Это у нас, в Кузбассе, при разрезах и шахтах худо-бедно, но присутствуют и сварщики и механики. Как-никак, инфраструктуру, созданную ещё в советские времена, ещё окончательно не уложили. А в Хакасии угледобыча-относительно новое направление, кадрами и инфраструктурой ещё предстоит обрасти. Ну и лично я пока не против поездить в непродолжительные командировки. В Кемеруне с работой и деньгами-туго, а семью кормить надо. Может, со меной власти что и изменится, но пока что есть, то есть. Вот этот: Мне он очень понравился. Дуга стабильная и эластичная. С ПН=100% при 500 А электродом ф 10 мм строгать можно, пока сам не устанешь. Мне выдали технологическую карту на ремонт трещин, составленную производителями ковша. Там прописаны режимы сварки, диаметр и марки проволок, а также режим предварительного подогрева металла. Я так разумею, что корень варится более мягкой проволокой, чтобы избежать новых трещин, а заполнение-более жёсткой, близкой по прочностным характеристикам к основному металлу.
2 балла
-
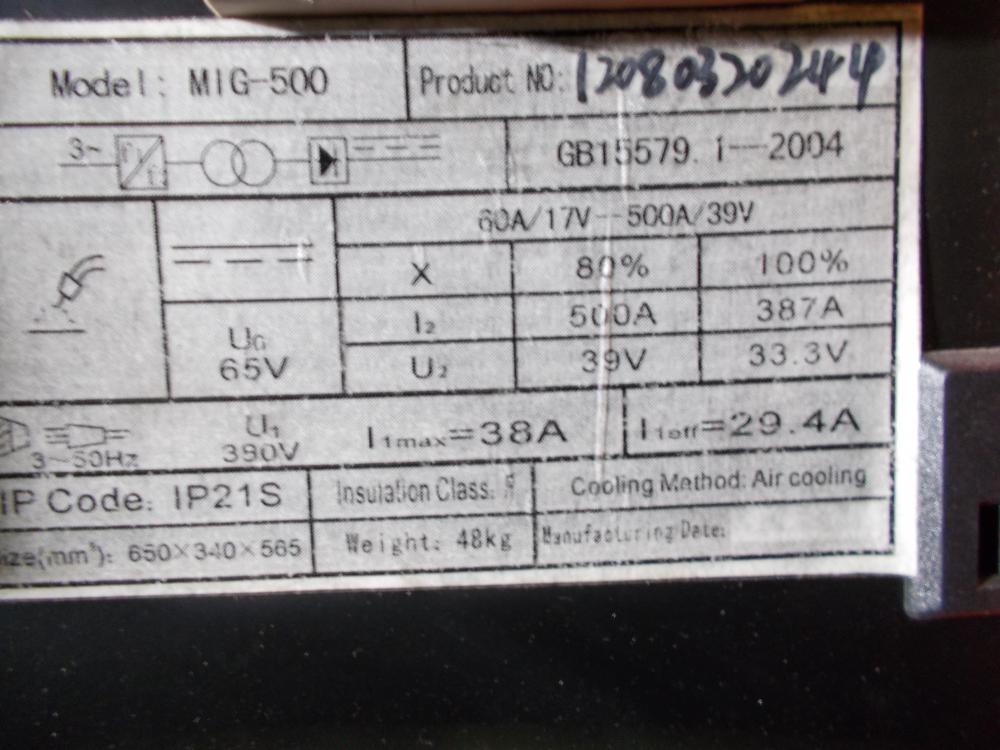
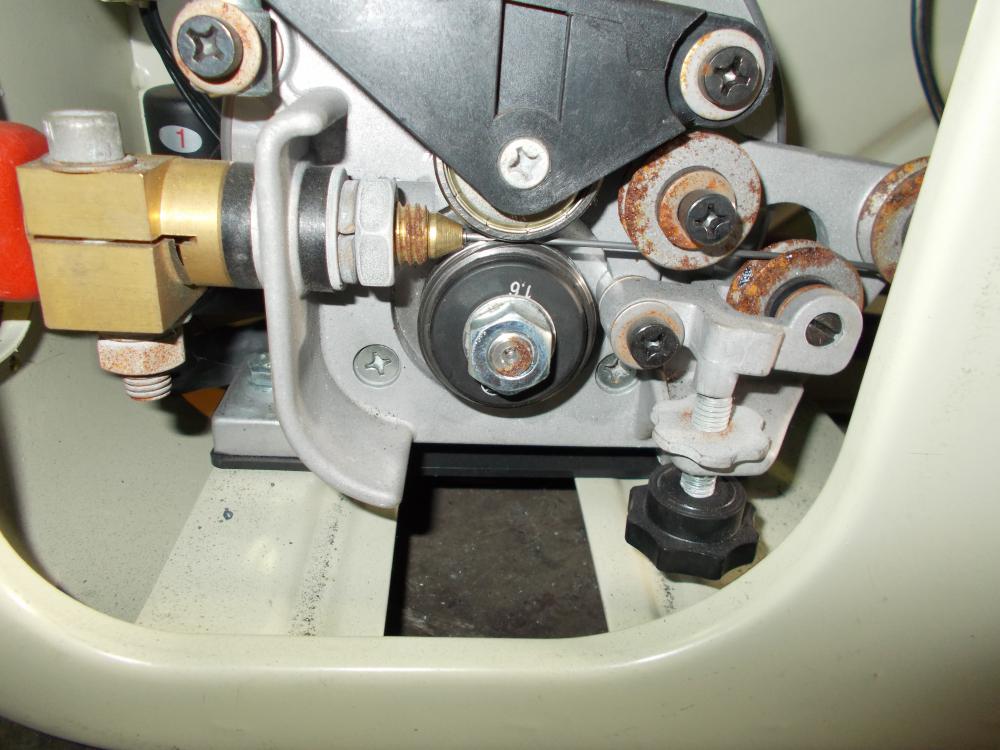
Занесла меня нелёгкая в солнечную Хакасию. А конкретно-в Абакан. Территория шараш-конторы, где мне предстояло работать. А вот и то, ради чего приехал (семикубовый ковш). Без воздушно-дугового строгача к таким изделиям лучше и не подходить. Строгач привёз свой. Компрессор-местный. Тот ещё агрегат, работающий абы как. И на источники тока-понадеялся на местные. А зря... В наличии имелись только такие "динозавры". Добиться от них адекватной работы в режимах строжки и наплавки не удалось и пришлось напрягать заказчиков поисками нормального аппарата. Купили вот это. Табличка с характеристиками-многообещающая. Забегая вперёд скажу-аппарат приятно удивил. Дуга-очень мягкая, по звуку и ощущениям напоминающая таковую от сварочного генератора. Зажигается уверенно. При сварке-негромко шипит, при обрыве-"поёт тенором". Но, таки вернёмся к "нашим баранам". Удаляем старую межзубную защиту, точнее то, что от неё осталось. Прострагиваем трещины в адаптерной плите (толщина-100 мм) с одной стороны, потом-с другой. Зачищаем УШМ и бормашинкой, греем горелкой, контролируем пирометром. Варим П/А Меркле в смеси 82/18. На корень проволока Autrod-12.51, на заполнение-Aristorod-55. Обе-диаметром 1,2 мм. Кантуем ковш и провариваем тыльную сторону плиты. Внутренние швы-подстрогал и зашлифовал. Далее-приварка новой межзубки и защитной накладки из хардокса. Ковш готов и вывезен на улицу. Его место занял отвал бульдозера. Отвал начали было чинить при помощи кислородного резака. Лопнувшие швы выстрагивал. Привариваем накладки по-новой. Тут случился казус. На складе кончилась проволока 1,2 мм. Осталась только 1,6 мм. Меркле я под такой диаметр не скомплектовал. Поэтому местные организовали вот такой аппаратец и податчик к нему . Настройки-в "попугаях", однороликовая протяжка-та ещё штука. В процессе настройки аппарат сказал своё громкое и веское "бах". Да такое, что автомат на ТП выбило. Такой же П/А оказалось купить проще, чем найти проволоку 1,2 мм. Ох, чудны дела твои, господи... В общем, с горем пополам, с матюгами шёпотом в адрес икающего податчика, натянул облицовку. Затем-это, напоминающее шов, покрыл сормайтом. (наплавка Т-590-ми) Так и пролетели полторы недели. В принципе, условия были приличные. Жили я и инженер-механик в гостинице для сервисменов БелАЗа и Либхера. Двухместные номера, кухня и все удобства. Почти как дома.
2 балла
-
DIN Plus.pdf2 балла
-
Валер, там светодиод на 30-40В. Запитай его в обход штатного БП, от транса с выпрямителем на 36В и порядок. Светить будет так же.1 балл
-
Неужели на заводе не чувствуют интерес к сварочной продукции???Что это востребовано.Люди постоянно интересуются их продукцией.Читаю форум их на сайте..Пользователи просят завод внести некие модернизации,а в ответ отговорки и отмазки...Это так трудно приделать какую то смешную ручку для дешевого бытового аппарата ,поставить кнопочку или переключатель, или сделать универсальный сварочный аппарат для всех случаев???Или еще куча разных просьб ..И все без внимания.Не чувствуют они пульс народа...Им и впрямь оборонка важней.1 балл
-
@Точмаш 23, Вот даже не знаю что и сказать и отвечу так наверное да конечно надо за качеством следить и поднимать его. Но стоит отметить и это , как пользоваться и в большинстве случаев рабочий, сварщик относятся не к своему (хотя инструмент кормит сварщика и рабочего) по хамски. Вот на моем вроде 250 часов работы набежало и не каких намеков на поломки. Ну и думаю Аврор и других китайцев не меньше выходит из строя в первые недели работы и плохо мы не обладаем инфой , но видел в Свага довольно длинную комнату с четырех этажным стеллажом под потолок просто напрочь забитым сварочниками разными начиная от китая и их большая часть и кончая Миллерами и остальными. По сварочным показателям Форсажи довольно хороши ТИГ и МИГ , посмотрев про МИГ и я даже не ожидал такого от их ПА ну сущий Меркле , правда стоит отметить паренька сварщика и он тоже "супер"1 балл
-
Иван, ПАНЧем на холодную.1 балл
-
Шлаком залило. Тока не хватало, видать. Или полярность "не та" стояла.На какой полярности варили и каким током? (Где был "плюс" - на держаке или массе?) Первый раз вижу, чтоб так разбежался плоский шов. Обычно такое на таврах случается из-за малого тока и натекания шлака (Дуга болтается, куда попало).1 балл
-
Я правлю вольфрам по-другому, вставляем в цангу один конец а второй зажимаем в тиски. Длина примерно 1000мм. Делаем ток приблизительно 200а и зажигаем дугу т.е замыкаем. Получается как меч в звездных войнах. И немного тянем, направляя в противоположную сторону дуги,но сильно тянуть нельзя диаметр уменьшается, при этом с него выгорает зелёный песок который потом наждаком свищается. Не знаю правильно это или нет, но в дальнейшем в работе кончик вольфрама держится дольше чище. Диаметр 2мм. Забыл добавить на инверторах скорее всего это не получится, делаю тир 315.1 балл
-
сТАРАЯ совсем , но сделал новый шлейф , мягкий как у америки из подручных средств. http://websvarka.ru/talk/topic/6118-kak-sdelat-shlang-paket/?p=160017 Не Вадим она сегодня поработала аж сопло красное было и все с ней хорошо . Вот хотел я уголок на этой штуке проварить ПА Хелви , но катухи 200мм с 4043 не оказалось. Большой ПА не охото было тащить и вспомнил про 9ку ну и справилась и с деталькой от ружья но там всего то 47А , а вот на этой бандуре 177 А , но правда только внутри ей прошел а снаружи старушка АГНИ на этом же токе три шва и почти без перерыва ей охлаждение до фени и не такое видела.
1 балл
-
... железную мотает ни меньше , но бьет надежней .1 балл
-
Небольшой прибамбасинг. Достало болгаркой облой с листового металла после резки счищать. Тут товарищ рассказал про шабер для снятия облоя после резки УШМ. Видел, дескать, он в ютубе такой самодельный шабер сделанный из старого напильника. Всем хорош старый напильник, но я ведь иногда и с нержей работаю, а ей углеродка не подруга. Тут вспомнил про две твердосплавные пластики от токарного резца. откуда они у меня я не знаю, т.к. токарник у меня крохотный, а пластинки эти уж больно большие для него. Тут в голову пришла шальная мысль, тем более, что твердосплавные шаберы для снятия облоя то же есть в интернете. По их образцу и сделал. Что получилось: Работает примерно так (на фото рез из под лазера и его шабер не возьмёт - просто взял для иллюстрации): Материалы: полоса металла s=4мм, два каких-то винтика (надо будет найти с головой поменьше), две пластинки со своеобразным расположением углов (очень удобно подошли) и сломанная рукоятка от какого-то ручного инструмента.
1 балл
-
Аппарат практически собран, остаётся доделать клещи на контактную сварку , и подкрасить). Ручная, полуавтомат , аргон, и контактная, 4 в одном.
1 балл
-
[ так и вышло. И пенил и в ванну засунул,но не нашёл. А сняли его как бежавший. Так и отдам завтра. Боковые зажимы вовсе плохи,когда-то сделают бачок.
1 балл
-
Один сюжет давний , второй - сегодня кусочек заснял . На первом желательно убрать звук https://www.youtube.com/watch?v=NnRSADSZHRo https://www.youtube.com/watch?v=dZ0uyH9PYWU&feature=youtu.be1 балл
-
@serga01net,плоские приварные фланцы сваривают с двух сторон: внутренний сварной шов является плотняющим.1 балл
-
@BelaZZ,если только вкл выкл. Тогда рутил выкл, об выкл, уони вкл.1 балл
-
@psi, Параметр форсажа не регулируется на Ф-302 , просто ВКЛ и ВыКЛ. Один из способов "борьбы" ( хотя это классика ) - именно зажигание в разделке и перенос дуги на начало (окончание) шва . На ВД при быстрой смене электрода и начале сварки в месте завершения , не имело таких последствий , хотя раньше начинал сварку именно в разделке , но потом обнаглел . Форсаж вернул с небес на землю .1 балл
-
а какое значение ставишь для lb? просто рекомендации для основного покрытия середина или в минус. Так как lb горят более мелкими каплями чем наши уони, сам лично ставлю в минус. про начала шва, для этого есть горячий старт в современных - регулируемый для более тонкой настройки под каждые данные электроды. в букваре Маслового (в 60-х не было регулировки) описывалась техника поджига чуть дальше начала (20-30 мм)и перенос горящей дуги в начала шва. это необходимо чтоб электрод разогрелся - стабильно шло разложение обмазки в столбе дуги и создало защиту св ванны1 балл
-
Не будет такого , дружище , при нашей жизни ... А дальше и сварка уже будет , как рудимент .1 балл
-
В руках . Могу сие продемонстрировать на видео , если есть какие-либо сомнения . Нет у нас приспособ , окромя рук1 балл
-
@BelaZZ,у тебя по виду фланцы точеные?У нас в основном литые были,а там закругления на углах на внешнем и внутреннем диаметрах.У тебя опыта и квалификации конечно больше,но мне не нравилось тройкой варить,да еще если зазор,бывало вообще тройкой проходил,а четверкой потом перекрывал,нудно и долго,зато глазу приятно,хотя никому это не надо было,кроме меня.1 балл
-
Форсаж дуги - паразитное свойство - поры на начале шва и в в окончании . При своих достоинствах - поддержание дуги в критических моментах , эта функция имеет свойство негативного характера . Начало и окончание шва подвержено "усиленному" поросодержанию . Такое впечатление , что эта функция "вбивает" поры при начале и окончании шва . Мог бы списать сие на неумение начать и закончить стык , но опыт , метраж , эксперименты и результаты говорят о другом . Хотя , если зажечь в разделке и неспеша перевести шов на начало/окончание , то эта бяка снижается до минимума ( в принципе , это одно из постулатов сварки ) , но на ВД -302 конец/начало шва таких моментов не наблюдало (без зачистки - быстрая смена электрода и в путь , болгарка - только финишный отрезок стыка ) . На снимке - результат "исследования замка " , что никогда не делал - поры вычленяются в верхней полости . Отключение форсажа - и их нет . Просто наблюдение , без каких-либо выводов , ибо технически неподкован . Коллеги , проясните ситуацию Да я бы рад попробовать , но ...Зачистные диски - всё , кроме "Луга" . Привезли пачку "Луга"... Давайте , собаки , слесаря к этой Луге - нет никого , точите сами . Хоть LB покупают , - а пачки насколько хватит ??? Микс купите - да вари LB ... С учётом жлобства варю электродом фланцы LB - дорого , долго , но "пустьонбудетхотьчемтозанят" - на другое денег нет . Мысль в слух . Для начинающих сварщиков . Для себя которые и с перспективой . Вторых именно сие и касается . Оно Вам надо ? Вы ни кому нахер не нужны . Малый процент найдёт себя на этом поприще .1 балл
-
@Steelcar, ну и хорошо! Только старайтесь за шлаком следить, чтобы он вперёд не забегал. Тут много спецов в РДС, у них поспрошайте. Подскажут, что и как.1 балл