Лидеры




Популярный контент
Показан контент с высокой репутацией 27.04.2018 во всех областях
-
Реализованное , но не востребованное . Это по поводу врезок . На снимках первый вариант , второй был именно через кран , но суть та же . В детали , почему так и этак ( расположение кранов/тройников/и прочего)-вдаваться не буду.
 17 баллов
17 баллов -
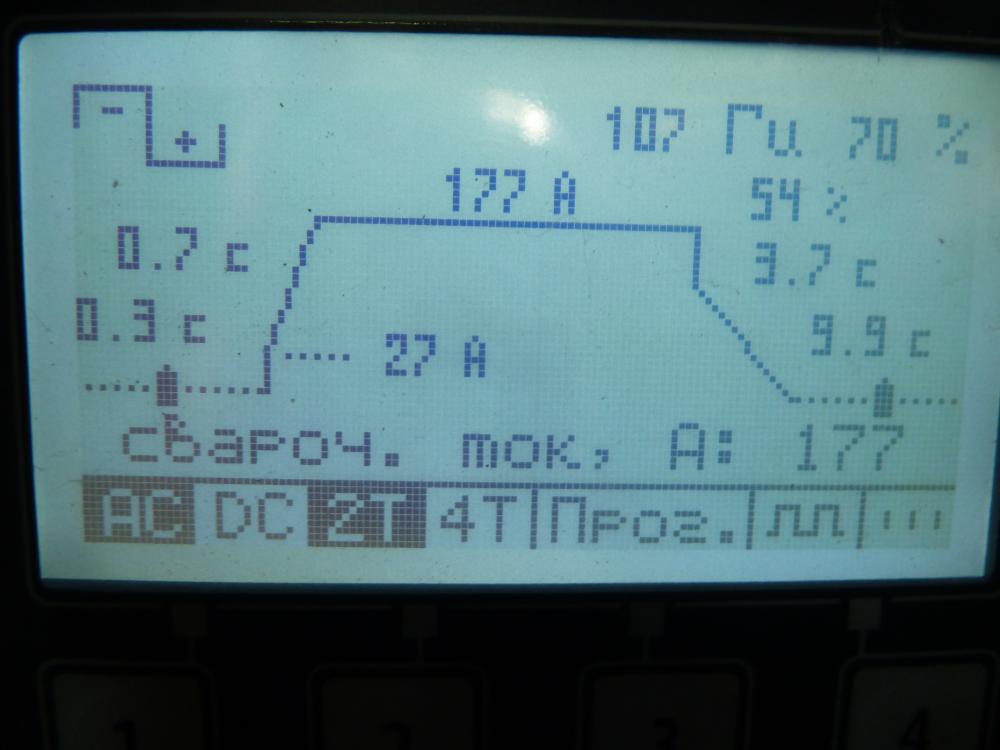
Побаловались сегодня сваркой не спеша и с расстановкой , спешить не куды и на американце будут менять поршневую группу коей еще нет . Замучался таскать эту громилу взад-перед то выборка - разделка то на подогрев то на сварку (частями) и вот бы могли половину веса убрать сделав вал полым а еще претендуют на "исключительность" . Но праду надо отдать им должное сплав Ал хорош , но может это и не их а наш экспорт , впрочем хватит рассуждений и смотрим . Завтра доделаю и придется в углу-внутри применить ПА и думаю Хелвика подключить к этому . Да по ходу привезли коробочку от туда же "Грузовой центр" и как всегда грязную и в масле внутри и пришлось мыть мне. ПОДОГРЕВ подогрев до 100гр. проба на "треск" и все в норме хотел с проковкой но и так все хорошо и шов плотный остывание и немного прикрыл ну и новая часть разделки коробочка приблудная и мешают не дают работать варим вторую часть разделки Третья разделка третья сварка ну и четвертая разделка-крайняя и будет ждать своего часа то есть Хелвика 220 с импульсом Ну и параметры сварки , присадка 3,2мм 4043 , вольфрам WZ8 4мм , аргон 10 л/м масштаб
15 баллов
-
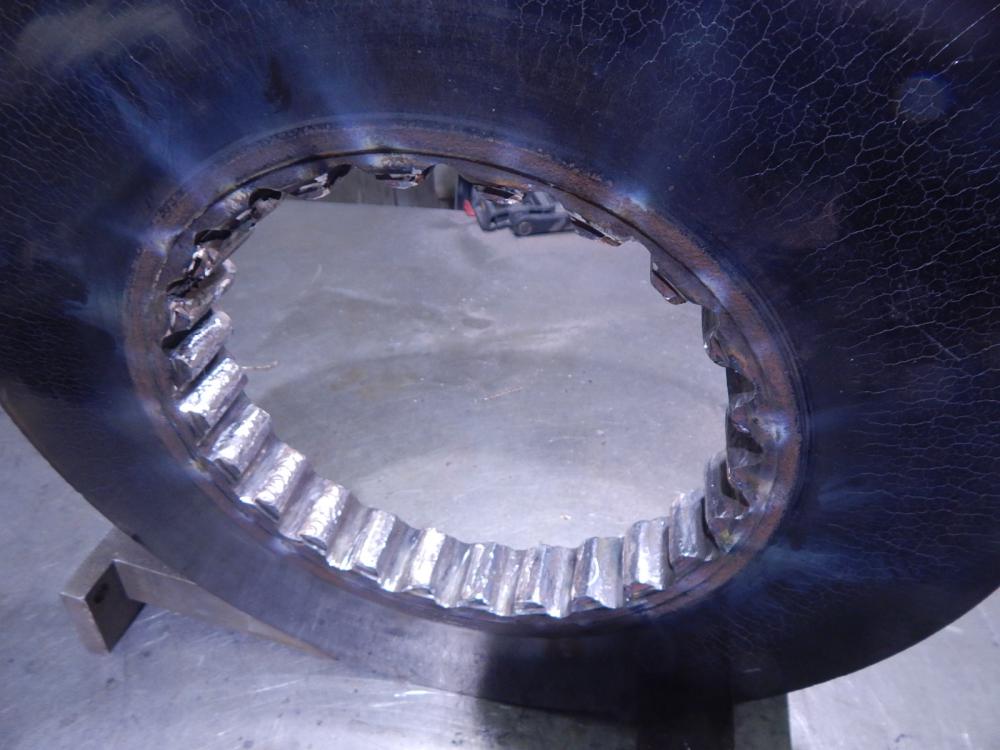
Георгий, все что ты сказал правда . Но попробую объяснить хотя это трудно. И так вот я вспомнил из далеко-прошлого и ходил на завод варить корпус КПП ГАЗ-24 ухо крепления пришел уже к концу смены и все уже разбежались и доступа к ТИР315 не было с его прямоугольной волной АС тока . И пришлось идти в другой цех а там только УДГУ501 (завод Электрик Ленинград) а у него синусоида да еще импульс осциллятора подстраивать надо и в общем сварной стал варить , ампер 350 долго грел и края уже плавятся а в разделке еще твердое . Электрод 4мм дрожит в полужидком состоянии ну в общем заварил и все нормально , но на таких аппаратах шов всегда получался вогнутым так как дуга не сфокусирована и середину трудно расплавить и края быстрее плавятся да и греть приходится так что я полчаса ждал пока КПП остынет . Другое дело как я вчера показал и не обязательно импульс , а вот частота и баланс важны и дуга сфокусирована и плавить начинает почти моментально и в середине что и надо мне , да и шов можно любой сделать от вогнутого до выпуклого . Наверно сумбурно и не совсем понятно , ну и тогда попытайте сами баланс ставим 50х50% , синусоиду ну и ток ампер 200 , да и электрод 3,2мм и пробуем , ну и потом воспользуемся современными настройками и повторим эксперимент и смотрим шов и нагрев . Вот сегодня какую гравицапу притащили больше метра в длину тяжелая и придется варить ее с валом так как шестерня запрессована на распредвалу и снять ее проблемно и обычно они при снятии разваливаются на две части. Сварка завтра , сегодня мойка.
6 баллов
-
@BelaZZ, Игорь, твой подход к делу, можно в учебники заносить! Посложнее есть ( в изготовлении ) система врезки в трубопроводы высокого давления( газовые).Принцип тот же.5 баллов
-
@konstantinXX,ага,прям любовница).Меня добивают клиенты,которые на словах одно,на деле другое.Одному делал партию насосов,в корпусах утечки варил,остался он должен 600 р.,с общей стоимости 5200 р.и началось,ну может и так нормально говорит,я же к тебе всегда обращаюсь,дибилизм,так ты же обращаешься,не я к тебе и обращаешься,потому что знаешь что качественно сделаю и дешевле,чем другие,так нет же,надо еще дожать.То завтра завезу,то извини забыл,иногда хочется сказать чтоб засунул их себе в одно место и больше не звонил.Сегодня отдал,сам ему позвонил,напомнил,вроде мелочь,а не приятно с такими работать,свои же деньги получается клянчить приходится,хотя вроде всей душой и идешь на какие то уступки.Нужно жестче быть в этих вопросах,но не могу пересилить себя,иногда даже суммы неудобно называть какие считаешь нужными,знаю что это неправильно,но не могу.5 баллов
-
не выдержал, после умного совета и поучительного видео
4 балла
-
Вот слушайте что я вам скажу по вашей фотке выводы. Ладно алюминий оксидированный и вы его не очистили , но у вас и ванны не было и по сему шарики присадки скатывались и им зацепиться не за чего , ванны нет. И первое мое предположение и даже точное определение у вас нет защиты газом и сколь был расход аргона или электрод торчал из сопла более 5мм а он должен макс 3мм и даже чуток меньше. Научится можно самому и по первому не нужна присадка и учитесь создавать "лужу" ванну и чем она блестящее (как зеркало в идеале) тем лучше ну и опосля уже присадок будете добавлять и т.д. И первым делом поставьте расход аргона в районе 7литров или если нет приборов то горелку к щеке на расстоянии 50мм и вы должны чувствовать нежное лакание вашей щеки аргоном.4 балла
-
Надо учится.Что-то будет получаться,что-то нет,но,главное,терпение,упорство и желание научиться.Смотрю,многие забыли,как сами начинали...4 балла
-
4 балла
-
Эпоксидный. Вполне таки правильная посадка, достаточно широкоупотребима. При том втулку можно точить в размер как внутри так и снаружи, так как усадки внутреннего диаметра из за посадки с натягом не будет. Посадку надо делать под клей от 0 до +0,02 Посадку из под резца вполне таки можно сделать. Натяг можно чуть увеличить с учётом шероховатости. Шлифовка вполне заменяется притиркой, что намного доступнее в единичном случае при отсутствии соответствующего оборудования. А без нутромера не, не получится.4 балла
-
А в какой стране сделана данная машина? Я как житель японокрая, впервые такое слышу. И да, машины собранные в японии, и собранные в НЕ японии, это ОЧЕНЬ разные машины. Если авто не с правым рулём, это не японское авто.)4 балла
-
С момента последней записи были в ремонте мосты, кпп, и прочие рабочие моменты, а теперь по мне снова приехала знакомая вам буханка). Мост жив, но пациенты все продолжают его испытывать. В результаты испытаний все четыре рессоры съехали с втулок (дрифтят чтоль они на бухане), задраны два бампера (привет сварочные работы), а самое интересное - завалили недавно установленное сцепление!)) Собрались буханочки, будет о чем поговорить им ночью, за жизнь) А этот пациент ждёт своего часа на замену подвески с рессор на пружины (вот где будет сварка вдоволь). Уже запчасти заказаны и если бы не бухань,то уже приступил бы к разборке. Кстати, мосты на нем тоже я делал, колеса 37, три года, ни одной поломки, двиг шестерка рядная, дизель. Недавно любознательный один залетал, на 35 симарях, со штатным движком, говорит, устал грибы менять (бортовые валы), но тебе не верю (кто-то ему про меня рассказал, вот и примчал глянуть), что можно эту напасть победить. Ну, говорю, не верь, меняй валы, продавцов запчастей тоже поддержать надо кому-то) Ещё один момент, вдруг кому пригодится - сейчас снимать кпп надо, буду некоторое время ходить под машиной и биться (понятно случайно) головой о всяки остры железки. Вот чтобы буйной головушке меньше перепадало, одеваю такую шапку неведиму каску (каскетка называется), бейсболка и каска в одном. Не знал про такую кепку, пока с Шерпом не познакомился, они и презентовали. А так кепка продается в техноавиа (спецодежда), может и ещё у кого есть.
4 балла
-
Главное не спешите и еще часок-другой на "кошках" потренируйтесь и все получится . Да это я себя вспомнил как первый раз в первый класс , и шарики летали но не липли и "лужи" не дожидаясь пихал присадку . Инетов не было тогда и прописался в цеху у аргонщиков , с рейса прикачу раньше времени и туды к ним и даже диспетчер знал где меня искать .3 балла
-
Ну не факт. Не боги горшки обжигают. Работа действительно не сложная, можно достаточно быстро освоить. А посмеяться над первыми шагами, так это святое дело. Все мы смеялись, даже если не поганили.3 балла
-
да ну нафиг переквалификацию.....с прораба в сварщики)))) а вот в свободное от работы время денег подзаработать...а почему бы и нет но по мнению некоторых лучше на попе ровно сидеть, ждать манны небесной))))) я к сожалению не такой....или к счастью зато какой стимул)))))3 балла
-
@Serj55441,можно проверить цветной дефектоскопией или смочить наружнею поверхность керосином выждать время затем удалить керосин и на нести меловой раствор,мел потянет на себя керосин и сразу будет понятно есть дефект или нет.3 балла
-
Я вот в ум взять не могу, как можно браться за работу в которой ты полный фонарь. Странная самоуверенность. Странная.3 балла
-
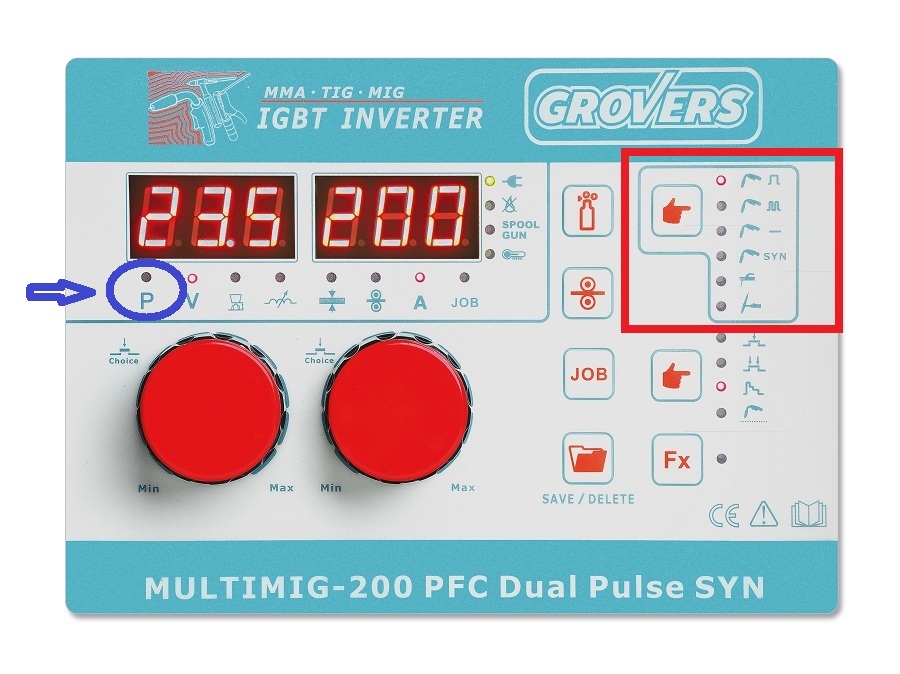
@ilnursvarka, 1) кнопкой на морде лица выбираем режим сварки (красный квадрат) 2) выбираем номер программы по таблице (синий стрелачка!!!) Включил пульс или двойной, ставим номер программы из розовой части таблицы, Syn - соответственно из голубого поля. Желтое поле - настройки параматеров циклограммы (кнопка FX)
3 балла
-
Тормозной диск Вольво .Наплавка .Чугун сложный и лучший результат у Бр.ХЦрК.
3 балла
-
@irdjhtym,знакомая ситуация,тоже на первых порах голову ломал в чем проблема.Даже тут спрашивал,искать лень эти сообщения.Вам поможет только зачистка и не только сверху,а еще внутренняя часть,где шов будет.Чистка очень тщательная металлической щеткой для дрели или болгарки которые,ручной не вычистите.И запомните,если идет чернота-значит где то грязь,может подготовка быть плохая,может металл чего то впитал (масло например),может аргон плохого качества и методом исключения нужно искать причину.3 балла
-
Тут выход один - взять урок у живого аргонщика лично, а не через интернет.3 балла
-
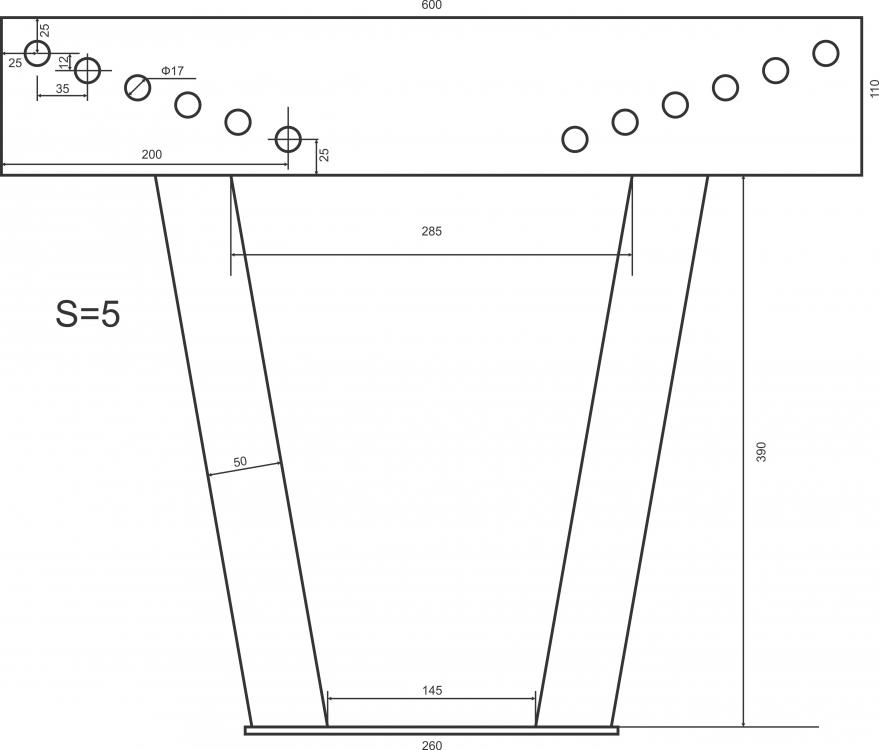
Сюда тоже продублирую "чертёжик", может, кому пригодится.
3 балла
-
Давным-давно в 2013 году, когда я только-только начинал учиться работать с металлом, я слепил каркас будущего сварочного стола из трубы 40х40х2мм. Сначала он был 2300х900, потом порезал до 1740х900. Постелил фанеру 21мм, так и работал. В целом работать можно, но захотелось что-то посерьезнее - выставить получше плоскость и чтоб была возможность использовать прижимы и прочее. Совсем недавно интересовался за бюджетные варианты сварочных столов. Георгий11 подсказал сделать "столешницу" из двутавра. Неплохая геометрия, жесткость, возможность использовать прижимы опять же. И тут буквально дня три назад подваривал знакомому его микроавтобус, а он отблагодарил меня двутавром 14 двутавр, с него получится 11 балок по 1 метру. При моей ширине стола расстояние между балками составит 80мм, думаю, вполне прилично получается. Теперь вопросы возникли: 1. Конструкция стола не планировалась под такой вес. Она вообще вся на прихватках. Это ладно, обварю. Но, наверное, надо укрепить все же сам конструкцию. Как это сделать? Обвязать ноги стола трубой 40х40х3 по периметру и потом посередине? Достаточно этого будет? Может по типу ферм укосин навтыкать в подстолье? Или раскосынить листовым металлом по всем углам? 2. Балки хочу сделать разборными и регулируемыми. Поэтому напрашивается болтовое соединение. По периметру стола приварить болты М14, на них балки с отверстиями и гайками регулировать плоскость. Нормально же будет? ) 3. Высота стола получается в районе 900-950. Не слишком высоко? Мой рост 177. Пока не понял, вроде нормально )
3 балла
-
@irdjhtym,Давайте фотки панельки с выставленными крутилками. Сейчас товарищи подскажут.3 балла
-
3 балла
-
Попробовал снимать видео фотиком через 8din стекло. Полная порнография. Не нормального макро, фокусировка толком не работает.. И детализации нет . Задумался о покупке full hd видеокамеры. На примете panasonic v770. А так сфоткал дикую(самосей) красоту на ввереном для уборки участке. Непорядок, но пусть живёт.3 балла
-
Так оно и есть. Для тонкостенных втулок принимают уменьшения диаметра отверстия 0.8 от натяга. На практике оно гуляет. и угадать сложно. Потому и растачивают после запрессовки.3 балла
-
Снял кпп... Вот те на, чего не ожидал, того не ожидал, диск залип. Не, я помню от старшего поколения рассказы, что приходилось диск от маховика отколупыввть, благо в уазовском картере сцепления есть съёмный поддончик, но тут-то япономотор с японосцеплением. Это удар, конкретный и поддых обсирателям УАЗа и всего нашего, российского (честно говоря, мне почему-то всегда немного обидно, когда в кругах жиперов льют грязь на УАЗ, за державу обидно. Хотя прекрасно знаю, что УАЗ завод конечно пакостная контора, в современном виде).
3 балла
-
@selco,Валера я нисколько не сомневаюсь в твоей правоте,просто объяснил как делал бы я.Опыта и навыков у меня маловато,поэтому много чего может делаю не совсем как надо,потому что теорию черпаю на форуме,но детали и поломки не всегда однотипные и приходится на ходу чего то придумывать.Это и нравится,что все время в тонусе и нужно постоянно думать,потом кайфовать от качественно выполненной работы.На счет прогреть только широкой разделкой спасаюсь,при 200А далеко не прыгнешь,поэтому приходится много лишнего при подготовке делать.3 балла
-
@irdjhtym,Давайте сначала попробуйте, швы или что там у Вас получится - фото выложите, а потом панику будем поднимать, ок?3 балла
-
В нашей глуши даже железку таким диаметром трудно сыскать,всё с Москвы везут.Раньше в чермете что то было,а теперь одна жесть.Иссяк советский источник. Желание заработать есть всегда,но я трезво оцениваю возможности.Всё таки я больше сварщик нежели токарь,и берусь за работу которую могу осилить.К примеру востановить вал,наварить расточить,резьбу новую нарезать.А изготавливать новые детали,нужен завод и станки не только токарные.Это с виду детали простые,а на самом деле там столько операций и оснастки нужно-огого.Я заводам не конкурент,там технологи,там токаря ,фрезеровщики профессионалы .Да и большинство деталей сейчас на ЧПУ изготавливаются.Куда нам до них.3 балла
-
Дело в том что сделать посадку под подшипник не такое уж простое дело,особенно по уму(говорю как занимающийся токарными работами помимо сварочных).Посадку под подшипник резцом не делают,резцом точат с припуском для шлифовки(не шкуркой)Нужно выдержать натяг,для этого нужны соответствующие мерители(нутромеры) которые не у всех токарей имеются.Штенгелем там точно ничего не намеряешь,а пролупить натяг как два пальца об асфальт.Вот поэтому за такую работу особо люди и не берутся,особенно в маленьких мастерских где с точными измерительными инструментами(которые ещё нужно время от времени калибровать) не густо.А пальцем наждачкой смунить ,подгонять на глаз посадку-это ещё та морока.3 балла
-
Профильная труба, ст3, invermig500 под конец рабочего дня руки трясутся)))
3 балла
-
через 2 часа после первого запуска аппарата (чистого времени танцев с бубном у аппарата), сразу после умного совета мой первый алюминиевый шовчик с первого заказа стоимость аппарата отобьется......самое интересное, заказ поступил вечером, а на следующий день, утром, я аппарат с транспортной забрал (заказал неделей ранее)2 балла
-
Вот это совсем другое дело !!! "Не выдержал" и это означает одно что горите желанием а это главное в любом деле.2 балла
-
Не какой присадки во второй серии и только ванна коя если будет чистая то и след оставит таковой и ждемс.2 балла
-
@irdjhtym,денег может и невеликих,но для вас,потому как сумму вы незвестно от чего отталкиваясь наверное называли.Ничего личного,не жадничайте,отдайте или пригласите сварщика,заодно и вам покажет как и что (может быть).Вы только испоганите не сложную работу,потом,через какое то время сами будете над собой смеяться,вспоминая первые шаги.2 балла
-
Не факт. Может просто не с кем. Это правильный подход. "Набивай руку, пока морду не набили "2 балла
-
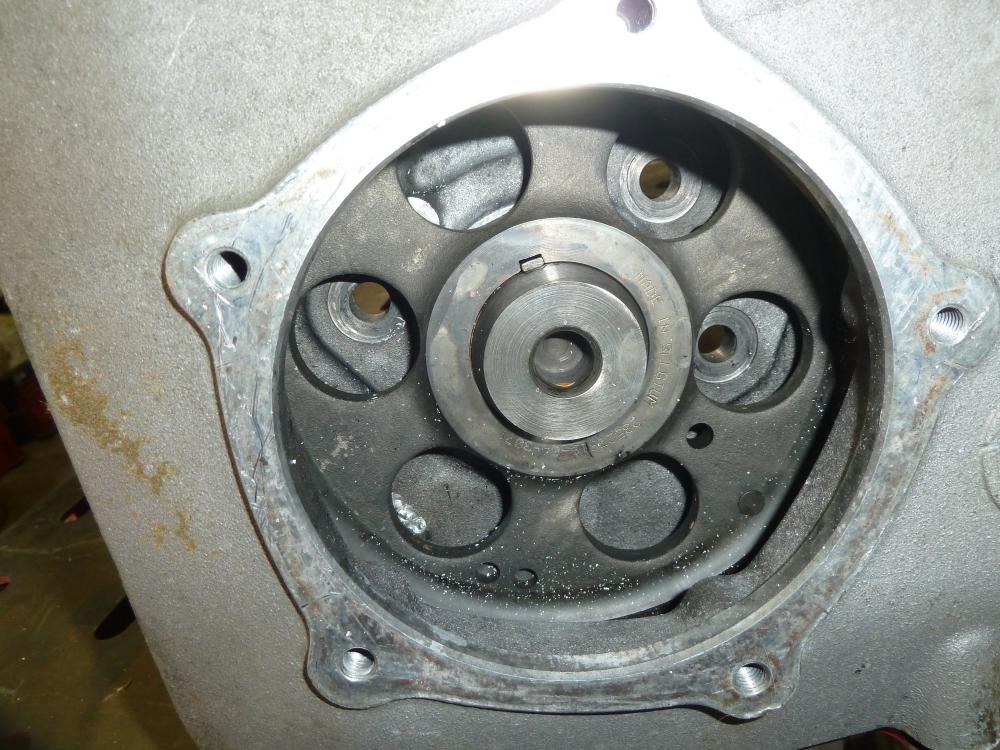
Сергей , а что их проверять и вижу что все в норме . Тем паче это коллектор и при проверке может быть все хорошо , а вот поработав и цикличное нагревание-остывание может и где "подорвет" шов и тут только одно повторная подварка и по другому не как и пусть ставят со спокойной душой и думаю все будет как задумывалось.2 балла
-
Просто многие думают, что взять и что нибудь сварить - это как два пальца ... .А в каждом виде сварки столько нюансов, что нужно не один год поработать, чтобы познать даже половину!2 балла
-
Швы есть.Вот они. Длинное сопло 7L, WZ-8 диа. 3,2мм, линза, ток при работе точно не знаю-педаль была настроена была от 22амп до 160. Присадка Панч-11 2 мм .Проковка.Остывание в минвате. У меня вот засада в другом........не могу сообразить,как проверить швы.Продолжение коллектора - колба с катализатором.Насколько я понимаю,то через него нельзя проливать ни керосин,ни соляру. Подскажите,пожалуйста,как проверить?Кто сталкивался с такой "шнягой"?
2 балла
-
Зачищать, и не будет проблем.Профиль из сплавов 6ххх серии достаточно хорошо поддаются сварке.2 балла
-
Чуток назад отодвиньте электрод, подали в ванну присадку, и так далее.И подготавливать к сварке надо детали. По моему детали с покрытием и ничего путного не добьётесь без удаления его (покрытия). Да, и потренироваться некогда ,"с корабля, на бал"2 балла
-
Май на "носу", ещё веселей будет. На правах флуда.2 балла
-
Эх ,,,,,, давайте показывайте (фото) вашего подопечного и главное панель управления и покрупнее , да и подсоединения горелки и бум помогать .2 балла
-
Добавлю немножко) ОК46,Ф3, +-80А,Нижнее,зазор наверное 1мм
2 балла
-
@Steelcar, тогда это просто паршивый диск, встречал такое на китайцах (фотоны), но там было два варианта, либо накладка (новая) в труху за 300-500км, либо так же прилипала. Причем на новых тягачах. Хотя воды они не видели. Есть мысль, может сама структура накладки (не качественная) имеет поры, куда влага напитывается и рвет ее..но это все догадки.2 балла
-
Если делать одну штучку то 1000р это очень впритык (с материалом). А вот если сразу от 10шт то уже интересно.Вечером посижу посчитаю по операционно на 10шт.2 балла
-
@konstantinXX,Я пришел к выводу - не выплачивают значимую сумму в разумный срок, ну где то в течении 30 дней - досудебную претензию и в суд и пошли они все "хорошие клиенты" в пень. Обжигался уже пару раз на "доверии" и нежелании потерять денежных клиентов. Не выплачивают, значит не денежный этот клиент, другого надо искать. Про СРО вышли изменения, вчера сидел читал. Сейчас, чтобы вступить в СРО необходимо иметь в штате двух инженерных специалистов, включенных в реестр, это все делается бесплатно. НО, есть одна заковырка, оказывается не каждый инженер то инженер. Есть список специальностей инженерных и если твоего кода специальности в списке нет, то и включенным в список НСО быть ты не можешь. То есть моего кода 230430.62 там нет и получается я фуфлыжный инженер и включен в этот список быть не могу. Бред.2 балла
-
@Kondor416, а когда-то все было намного культурнее, никто не махал руками Дожили https://www.youtube.com/watch?v=YF1VTEn7-eM2 балла













































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)








