Лидеры




Популярный контент
Показан контент с высокой репутацией 06.11.2017 в Сообщения
-
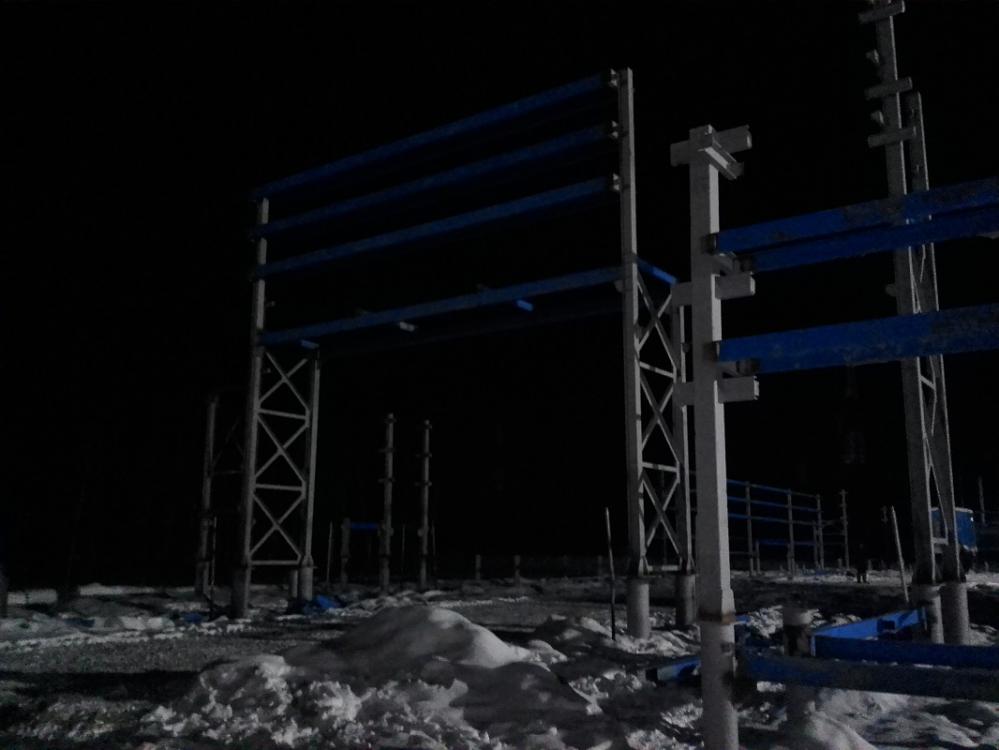
Якутия. Ночные будни, кабельные эстакады переходы, все как обычно что бы никто не видел что ничего нету( лестниц, поясов, настилов, кранов и так далее )
 26 баллов
26 баллов -
Вот и мне товарищ сегодня сказал: сын на ауди ручку сломал, подваришь? Я сказал, что если из алюминия то сделаю, а если из ЦАМ, то нет. Не потому, что не умею, а потому, что не хочу. До пенсии хочу дожить. Глупо? Нет, я этому государству свои пенсионные накопления не оставлю и буду жить долго и счастливо назло ПФР. Поэтому в том, что не варю ЦАМ, нет моей вины, а виноват ПФР - он мне мои пенсионные ещё должен вернуть.13 баллов
-
Потянуло минусовой температурой, радиаторы печек понесли на прочистку. Приобрел УШМ Получил от 3М диск на пробу
11 баллов
-
Привезли кулёк, с нанотехнологиями.Сварка + эпоксидка.Также и трубки подпаял(не запечатлел).Исправил.
11 баллов
-
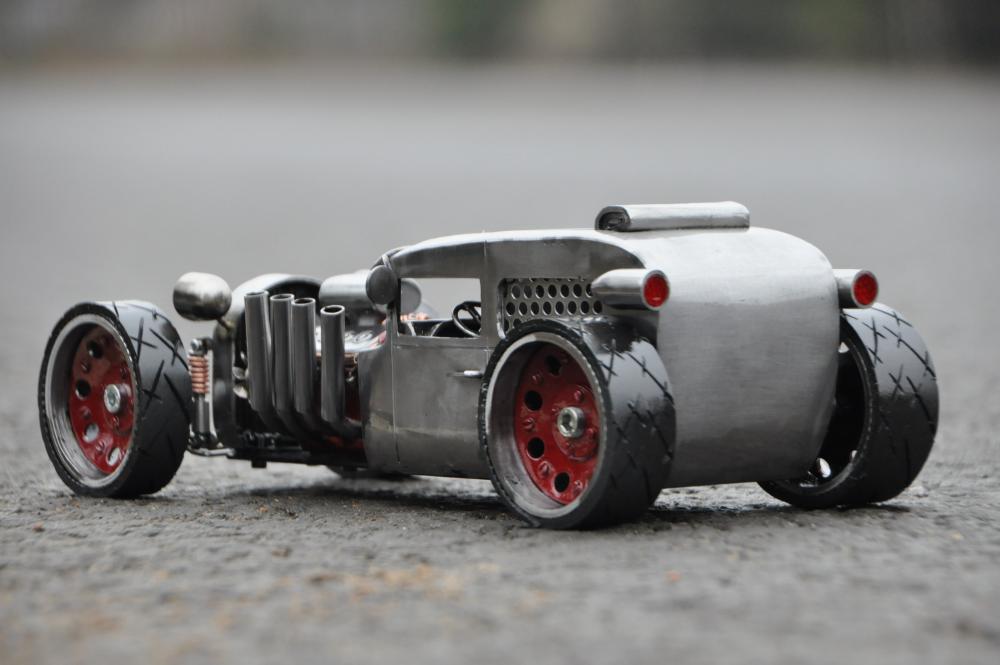
Вот такая получилась карандашница.Длинна 30 см ширина по колесам 14 см.
11 баллов
-
@Wаsек, Вот нашел, я тут https://www.youtube.com/watch?v=srJlA8zWrV4подглядывал, потом мужиков на работе удивлял ))7 баллов
-
При нормальной сварке ЦАМ цинк практически не выгорает,так что и последствия не слишком тяжелые.На мой взгляд,пыль от разделки трещин в чугуне борфрезами наносит больше вреда,Вообще-то,есть элементарные средства защиты,которыми не надо пренебрегать,а так - любая сварка не слишком полезная для здоровья7 баллов
-
Печка не греет говорят, сняли патрубок, а антифриз не течет. Хирург разберется и вскрытие все покажет Вскрыл сначала как оказалось нижний бачок Потом и верхний Почистил Закрыл соты медной пластиной для отвода тепла Варилось не очень хорошо, т.к. рядом место пайки, как не чистил, а с места пайки черноту в шов тянуло. После сварки пробежался током 65А по шву, немного разгладил. Основной ток сварки от 40 до 50А.
6 баллов
-
Пытался отремонтировать бак, не реально, трещит и ржу из шва выносит. Решил изготовить новый бак.Фитинги поставлю от старого,вроде "нормальные".
6 баллов
-
тоже теперь буду так говарить и цену на 5 умножать.4 балла
-
Для интенсивной газовой коррозии меди нужны определенные условия,а именно:состав газов(их концентрация) и температура.Допустим,стойкость меди к СО2 равна 1(высшая),а стойкость к СО - 5 (низшая).Если медь на том же коллекторе будет интенсивно корродировать из -за высоких температур и состава выхлопного газа,то основными продуктами горения природного газа будут СО2 водяной пар к которым медь стойка(при условии нормально работающей топки).Медные теплообменники газовых колонок работаю десятки лет без повреждений,разумеется,интенсивность тепловой нагрузки на них ниже,чем на секции котла,но достаточно высокая.Будет ли мнжкт корродировать в топке котла?Будет,но с низкой скоростью,тем более,что задача у мнжкт при такой сварке одна - герметизация пор и не более.Надо еще учитывать образование накипи на стенках,которая сделает свое дело ---- А что касается диаметра проволоки,то для ремонтных сварок оптимально будет 2 мм.Меньший диаметр прутка будет перегревать ванну,а больший охлаждать .4 балла
-
@Вад11, не имею такой дурной привычки, и напарника отучил @Георгий 11, почерневший электрод = грязь в шве. При ремонтной сварке может и не заметно, однако чечки для вояк делают по взрослому, все алюмяшки попадают ко мне на стол после гальваники (травление/осветление) и вот на них даже посиневший ляктрод сразу видно.4 балла
-
Ресивер заваренный не сфоткал, уволокли ставить сразу автобусники. Еще трубку сварил на грузовик белорусу, приезжал на такси, гнилая, заварил вроде, блямбу большую поставил, 2 раза проходил (ну не люблю я эти трубки ). Завтра должен приехать еще раз, попробуем новую сделать , штуцера с гайками только со старой срежем, трубку новую у себя нашел метра 3, резаком греть и гнуть, там изгибов штук 4 или 5 .
4 балла
-
@selco,Приветствую Валерий! На тех коробочках, шва по 40 мм Да поправил и дальше, но на сундуке варю пока коробочки не закончатся, ну или не макну. При всех недостатках, я по прежнему хочу 315-ый.4 балла
-
Однозначно Миг/Маг4 балла
-
Азовское море,удивительно но в пяти километрах вглубь суши температура выше градусов на 10,на берегу холодно и туман
4 балла
-
@selco,Доброго дня,усиливающая накладка будет устанавливаться? Если интересно есть руководящий документ 22-322-02 на ремонт грузо подьемного оборудования http://gostrf.com/normadata/1/4293830/4293830269.pdf4 балла
-
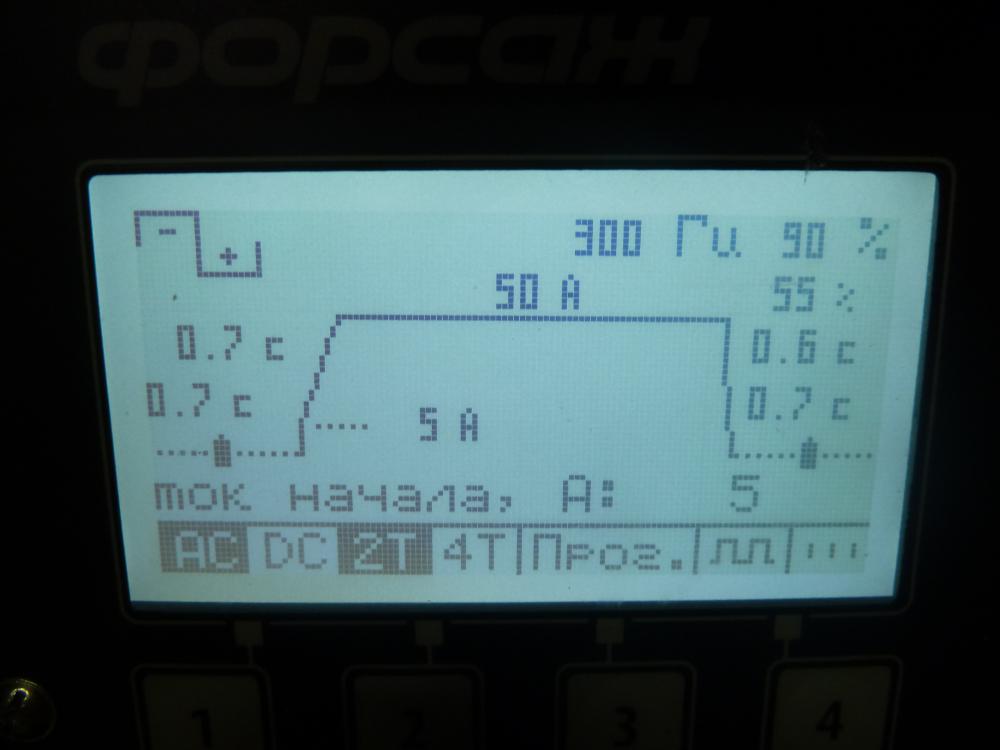
Антон, да не пусть будут и считаем их "эталоном" . И да согласен что поджиг должен на высоте быть однозначно и главное не без думный чтобы как ты выше отписал и баночка цела на малых и на больших не рвал ляктрод. Вот еще добавлю что на Ево не было функции разогрева электрода на + и все нормально было и даже отлично , но ребятки ко мне приезжали и говорили что на каком то заводе ВПК сварщики попросили разогрев на + что бы шарик создать в начале сварки , я расстроился . Но программисты супер , услужили тем и тем сделали разогрев по времени выставляется и току начиная с 0001сек и 5А , и можно его выключить поставив время по 000.4 балла
-
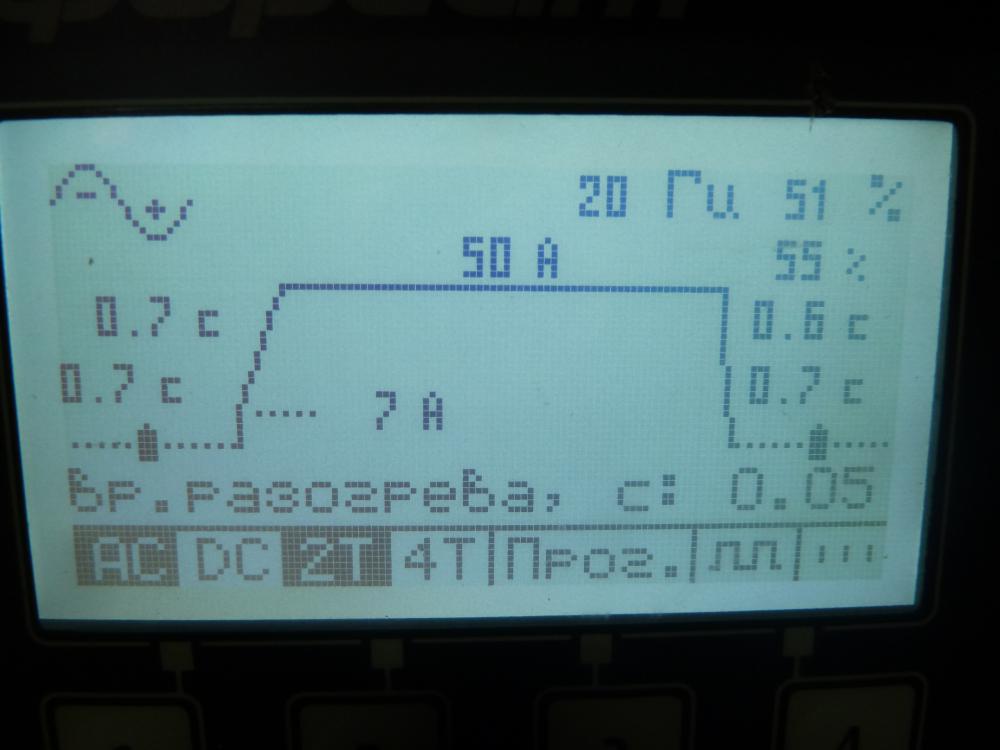
Антон , в Форсаже ток поджига и стартовый ток разные вещи так же как в наших брендах Селко Кемппи и я написал что "обертка" только разница. - стартовый ток - время разогрева электрода при поджиге вот он и портит всю картину и если уж плюс то время убавить до 0001 или еще лучше сделать выбор минуса при разогреве как на Ево - ток поджига
4 балла
-
Вот она истина и я и я таково же мнения. Да что там я им давно предлагал настраивать поджиг в Гелии он намного труднее но зато при Аргоне вообще бы ноль проблем. Не зря я видео снимаю и вот плюс на Форсаж портит картину , впрочем и на Селко тоже и когда ляктрод стоял 00мм то поджиг в гелии с первой попытки а вот 2.4мм портит так же как форсаж ляктрод и поджиг не айс в Гелии , в Аргоне лучше но как выше писал не нравятся мне "большие" шарики на ляктроде в самом начале сварки.4 балла
-
А мне настройка циклограммы, вес, габариты и много ещё чего больше нравятся у Форсажа, чем у Евоспарк. Поджиг только капризен и на это забили болт. Ево дали возможность настроить поджиг под любой вид работ, приходится иной раз тоже долго Параметры подбирать, но результат после настройки 100%. Ювелирные работы Ево сделать проще, можно все до идеала настроить, а Форсаж своим поджигом на плюсе, всю картину портит. Поганит заточку электрода. ГРПЗ что мешало дать больше выбора пользователю неизвестно?4 балла
-
https://www.youtube.com/watch?v=xNhmhqO4N7k Самое главное - на 1:474 балла
-
бред! вот что это отпиливается стакан стоики от ступицы приваривается родной стакан который идёт с регулируемые амортизаторами...ну.. фотачка в инстаграмчик даже си кей горелку достал...4 балла
-
@Semen3, Сразу про штуцер , отнесите его на ТИг сварку и сплав Ауди тут не причем. Штуцера таких размеров не для ПА. Да и ваш ПА не когда не будет варить как положено алюминий он просто не создан для него , так что если при "капать" по другому не выйдет.3 балла
-
@Semen3, аудюхах все детали с хитрым составом и хрен заваршь, но он типа мастер) --- Он очень хитрый мастер3 балла
-
Многие слышали, но не видели. Выманивание на хлеб подшипника из глухого отверстия. Для нетерпеливых 27 минута. https://www.youtube.com/watch?time_continue=1713&v=8GGQA-EpI1o3 балла
-
"Процессоры" нужны не для сварочника, а для упрощения и удешевления всего по всей цепочке проектирование - изготовление - настройка и тестирование - дальнейшие модернизации.3 балла
-
Господа, не ссорьтесь. Аппараты разные нужны, аппараты всякие важны. По моему скромному мнению такой огромный выбор аппаратов всегда в плюс, т.к. каждый может подобрать тютелька в тютельку именно то, что нужно конкретному организму. И организм доволен и продаван улыбается. Проблема с Форсажем в том, что заводу изготовителю мы до лампы. Это главная проблема этой замечательной машинки. А остальное вполне поправимо. С уважением.3 балла
-
Георгий , дорогой дружище в принципе не чего страшного , но он уже при дальнейшей сварке будет на половину менее стоек и хорошо если токи маленькие то шарик побольше будет чуток а вот на средних и больших все прелести "цветов" розочки - ромашки или того хуже расщепления. Предлагаю простой эксперимент и сам к этому пришел (теперь пост газ на люминии да и на остальном не ниже 7сек а то и выше все от тока) берем электрод ставим заведомо малый пост газ и варим , электрод после посиней или того хуже почернел с белым налетом . Ну и следующий шаг перетачиваем его и берем новый такой же , варим посиневшим ну сантиметров 10 -20 шва , проделываем тоже самое с новым электродом и опосля изучаем обои на предмет шариков, розочек и расщеплений.3 балла
-
@Георгий 11, он окисляется, то есть - выгорает. Нагретый вольфрам горит на воздухе. @Вад11 прав, надо правильные двигательные навыки вырабатывать.3 балла
-
Так что в шве поры и потом слесаря пол дня за вами подчищают. А так не пойми зачем спрашивали . Сваривать чуть медленнее, зато одним проходом, а не тремя вы не хотите, зачищать корень вы не можете. Зато два года корячитесь. Не нравится проволока - скиньтесь и купите, которая нравится, небось со свей бригады гроши собрать для комфортной и более быстрой работы сможете Вы вообще там ролики хоть раз меняли, а спиральку (токопроводящий канал) в чистоте и без дефектов держите, диффузор, сопло в каком состоянии? наконечник тоже поди раз в неделю выдают? Сорян если посчитаете что грубо , ну тут тема больная, из песенки Слепакова Семёна "Поддержи отечественного производителя"3 балла
-
@Дедушка Маразм, А у вас случаем суппорт катушки не затянут? Там внутри суппорта есть регулировка силы прижима. Да и вообще, если у вас это всё вызывает проблемы в следствии которых ваши сварочные швы не проходят ОТК. или что там у вас, то давите на руководство аргументируя выявленными причинами. У вас: 1, требуется замена роликов и направляющих в связи с износом. 2. Замена канала горелки. 3. Использование другой проволоки. 4. Возможно плохая масса. 5. Не обработанные свариваемые изделия. 6. Проблемы с сетью. 7. При большой наработке, проблема в двигателе подающего механизма. 8. При работе в экстремальных условиях, проблема в двигатале или редукторе. Это вам информация от специалиста СЦ Кемппи. Если соблюдать все условия и использовать нормальные материалы то всё работает без проблем много лет.3 балла
-
Тут есть момент который почти никто не замечает. Сварку закончил и сразу горелку на место, а электрод еще не остыл, а им машут как дирижерской палочкой.3 балла
-
Нет не зачищаем не подлезешь с болгаркой да и времени нет все на бабло.Подачи не много ее мало наоборот.Ну если что то скажет аппарат kemppi 323r подача 6 ток 23 динамика -4.По кругу пытаемся вот фотография чего делаем))) Как то так
3 балла
-
Прожарь весь радиатор и всё выгорит.3 балла
-
http://www.eyetap.org/~siggraph2012/siggraph2010_diagrams/raw_images/3_eyetaps_small.jpg https://www.youtube.com/watch?v=ygcm0AQXX9k3 балла
-
@Lohus, По всей видимости "поршень" по этому прихватило в "цилинде"3 балла
-
@Weldermax, до 80А, если память не изменяет. В него dc- поджиг надо добавить и будет отлично. На минимальных токах все равно острая заточка сразу поганится. А на 8 метровой горелке, Эл-д 4-ка,токи 320-350А, 80А поджига мало, вспышки есть, а горения дуги нет. Где-то близко, но чего-то не хватает3 балла
-
Увы! И,сдаётся мне, плодит это враньё персонал на местах, наши граждане, с которыми мы в одной стране живём. Соответственно, иностранцы это видят, раз в России люди так к друг другу относятся, значит здесь так принято. И делают так же. Об этом и речь. Что мешает рязанцам обеспечить нормальный сервис и довести аппарат до ума? Кроме подобного отношения руководства к этому вопросу - ничего. Нет там сколь нибудь серьёзных технических проблем - все серьёзные они уже решили. А дальше наше, родное срабатывает - а, итак сойдёт! И сходит, пока альтернативы нет. К сожалению. Да согласны, кто же спорит? Только вопрос - нафига в этой бочке мёда, причём, по сходной цене, пара ложек дёгтя? Сервис и поджиг? Кстати, был бы нормальный сервис, вопрос с надёжностью решился бы сам собой. Ибо, нормальный сервис и статистику отказов соберёт и рекомендации по устранению проблем выдаст. Алексей так с китайцами работает, наши сами с собой не могут, блин!3 балла
-
@brat_h, speedglas уже представил на последней выставке в европе, фильтр с выбором из 3 цветов, Красавчики! Какие в нем цвета, не знаю! У tecmen коричневый оттенок в фильтре 730s 2013 года был. На фото, продавалась для elitech.
3 балла
-
Я лет в 12 тоже делал подобные опыты. Без пластин, просто 2 электрода, в пробирку собирал водорода совсем чуть-чуть, поджигал, он слабо "пыхал", объёмы не те были... У Карлсона видать варенье загустело или слишком сладкое было.3 балла
-
3 балла
-
На Гроверсе объём феррита ВЧ трансформатора раза в два больше, чем на Форсаже. Гроверс я живьём видел, Форсаж только на фото, но явно поменьше. И в Гроверсе не стали мудрить с разрядниками, это вчерашний день. Нет у Гроверса пяти ампер на переменке. Но поджиг у него мощный, лишь бы дуга могла устойчиво гореть при заданном токе и диаметре электрода. Если не может, он не искру, он вспышку даёт. То то и обидно, что сделали хороший аппарат, а мелкими недоработками и не шибко хорошим сервисом всю малину портят. Справедливости ради замечу, у 315 Гроверса тоже не всё кучеряво, я Алексею список претензий - пожеланий отправил. Но они хоть шевелятся, двухсотку и 350 до ума довели, надеюсь, и это доведут.3 балла
-
@Точмаш 23,Не попадались клиенты которые каждую царапину на диске изучали и до сварки и после?Как попадутся,обтянешь свой позиционер чемто мягким.Я после одного такого диски стал лицевой стороной класть на кусок резины.3 балла
-
Лампочку в фонаре лазил менял:
3 балла
-
Георгий, это уже не про поджиг а скорее про ваши и мои деньги . У нас одна "палочка" вольфрама не зависимо от цвета и диаметра в среднем где то стоит 250-300р а это полбаллона аргона . Ну и остальное я выше написал. P.S. Что все привязались к поджигу Форсаж , и по мне он в норме но может быть улучшен и гораздо. Если бы он был бы так плох не стал бы я трубочки на радиаторе им варить а притащил бы Селко , иначе если бы не был уверен в Форсаж то не я бы получил деньги за трубочки радиатора , а мне бы пришлось платить полностью за испорченный радиатор а его испортить пару раз плюнуть там толщина подстать пивной банке и на фото видно что их просто проткнули отвертой или еще чем и 0,8мм толщины Ал так не проткнуть .2 балла
-
@Hlorofos, Виктор , покупайте лучше резину она не дубеет , а цвет можно на краях шланга отметить . https://www.santehklass.ru/category/shlangi-rezinovye/?yclid=12 балла
-
биметалические коронки2 балла
-
этим злостным хулиганом в далёком 2015г. оказался я. Просмотрел видео первых тестов Форсажа у Валеры (Селко) и пофлудил. Уж простите меня, уважаемый, что не разобрался. Вот прям сей час пойду инструкцию на Форсаж на ночь глядя читать. П.С.: поджиг действительно косячный на переменке. Даже после чирканья электродом по металлу поджигает не всегда, что просто кошмар. Что делать? Ответ простой: пусть ГРПЗ исправляют этот конкретный косяк и будет классная машинка. А пока ещё немного пофлужу не по теме. Минутка флуда. Давно не варил алюмишку, всё пайка да п/а. Тут бак заварить понадобилось. Взял горелку АГНИ с заряженным старым советским вольфрамом. Он (вольфрам) пару недель лежал в горелке уже использованным, с дикого размера шариком на конце и весь изгаженный каплями с промасляного алюминия. Заменить хотел вольфрам, но решил для эксперимента поджечь. И поджёг без малейших проблем. Осцил пробил всю каку на электроде и запалил дугу сразу, без танцов и бубнов. Причём электрод был диаметром 3мм, а настройка поджига стояла на 2мм. Вот это называется классный поджиг: загаженный лежалый электрод и с первого раза. Когда у Форса такое будет, господа ГээРПэЗэшники??2 балла
-
Антон , согласен но заметь в наше время все больше вранья ото всех . Подходил на выставке к стенду ЕВМ и там просто все супер так и хочется домой аппаратик утащить , на самом деле сервис с каждым годом все хуже и хуже и только отговорки одни "там царапина и ли вмятина и гарантии не будет " да и косяков всплывающих в их аппаратах все больше и больше и сужу по двум форумам нашему и Чипу . Раньше такого не было и если кто то купил ЕВМ то можно было бы порадоваться что надежность и прочее гарантированно. Как то ко мне приезжал человек ну очень издалека с Северов для того чтобы попытать Меркле с АЛ сплавом , попытал понравилось и говорит мы купили ЕВМ и надо лодку- баркас варить а он гад не как не хочет. Недавно звонил и говорит купили Лорх и дело сразу пошло а ЕВМку продадим.2 балла