Лидеры




Популярный контент
Показан контент с высокой репутацией 09.07.2017 в Сообщения
-
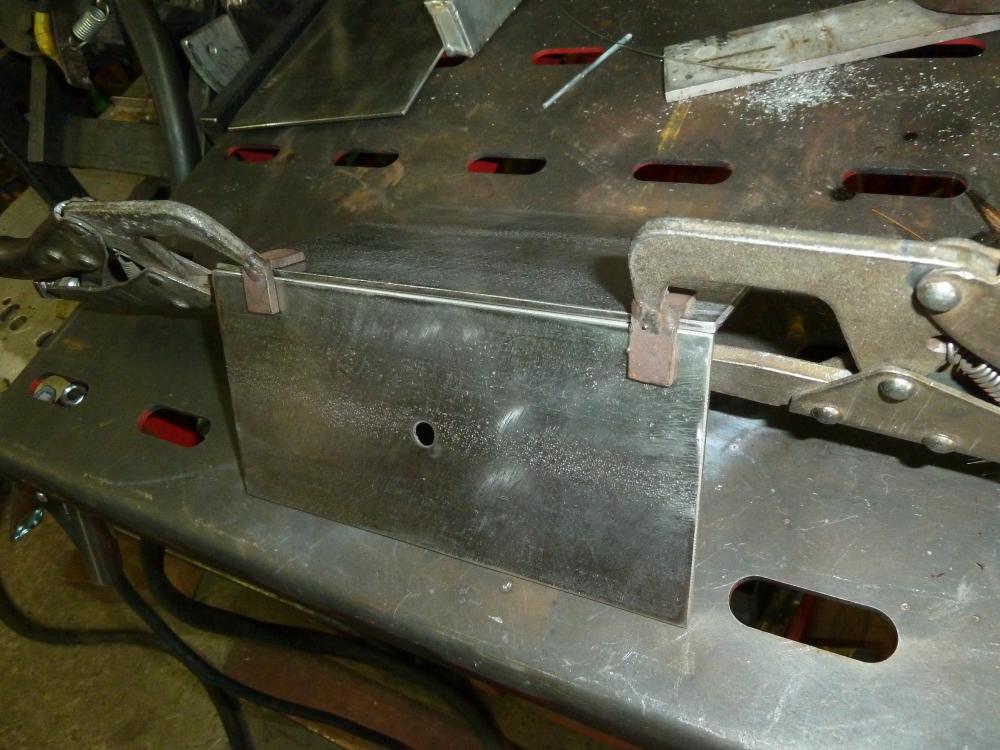
Колбаса "Папа Может" и есть ее уже народ не хочет. Ну что же тогда папа может?, а он может нарезать из нерж. пластиночек под пресс для колбасы и назовем ее " Папа Может- домашняя" и с этими пластиночками ко мне и Ево в гости , мы конечно в колбасе не чего не понимаем (Штурман001 он охотник и должен знать про колбасу все и ждем что скажет) но кое что "Можем" P.S. Хозяину "пресса" отсыпал пасты ESAB для протравки швов , как не как должно выгладить хорошо. P.S.S. Вот и один "косячек " с нашей стороны был , дурак закрутил в гайку нерж болт тоже нерж перед сваркой приварили и пока горячая была крутился болт от руки и думаю подожду остынет и выкручу . Остыла и какой там рукой , головкой отломал с ВДешкой болт и пришлось срезать и новую гайку тоже с болтом приваривал но с простым а по идее еще лучше медный закручивать , да ладно операция прошла успешно
 14 баллов
14 баллов -
всем доброго воскресенья форум !!! вчера уехала ромашка ,посадили наш цветок новые допы на краскопульт радуют,сменил сопло дюзу и иглу на новый комплект и получается красота ,и мне работать быстрее и проще а главное вид и качество
11 баллов
-
Георгий 11 Не буду повторяться, но данные замечания абсолютно в тему! Для сварки нержавеющей и углеродистой стали используем 309-ую присадку, проблем не возникало. Кстати, так и не нашёл размеров обечайки ( диаметр). Про поддув: если нет возможности его организовать, то может есть смысл сначала сварить обечайку, используя в качестве подкладок под шов алюминий или медь? А уже сваренный цилиндр приварить к фланцу. По швам на фланце: Вы же его варили снаружи и изнутри, так? Будет оч. крепко. Наружный шов: аккуратно, тепло на фланец, стараясь не прожигать стенки цилиндра. НО! Кстати, есть такие фланцы, которые варятся только изнутри. В Вашем случае было бы идеально, если нет поддува. Примите, как совет, а не критику, ок?8 баллов
-
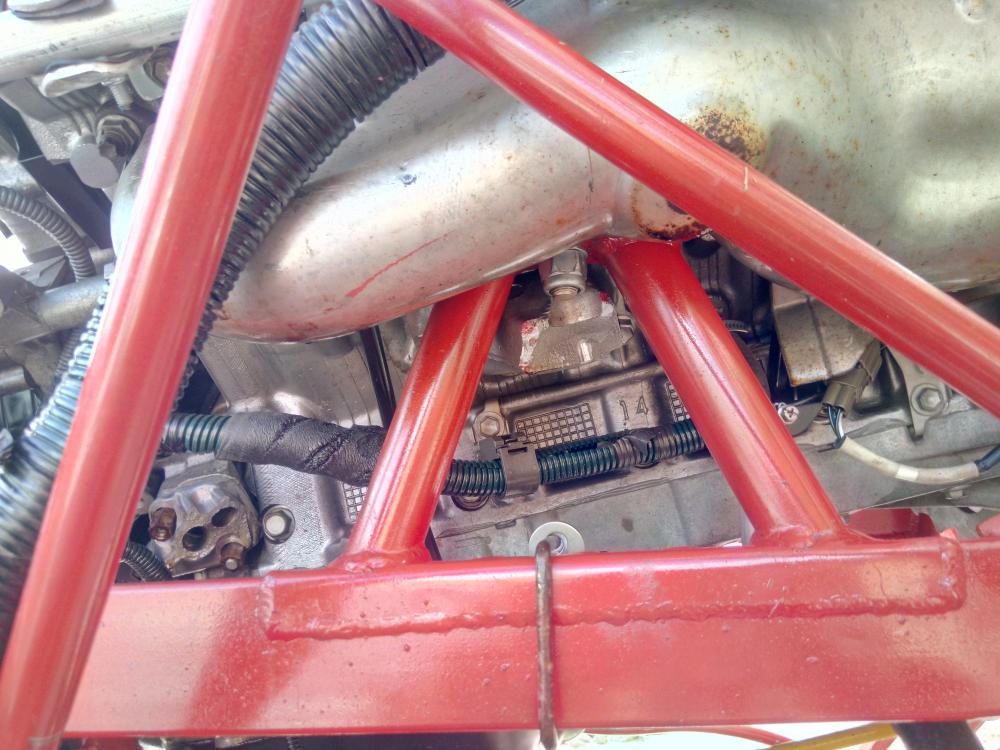
Гранта.....довольно сложное отношение к вазовскому литью,мягко говоря
8 баллов
-
@Георгий 11, порезано отвратно, выражаясь культурно - это брак резки, в таком виде нормально не заварить. Оператор или жопорукий, или рукожоп. А может вообще не понимает, что нержа режется на совсем других режимах. ПыСы повторюсь, даже при нормальной резке, перед сваркой снимаю черную пленку абразивом. Не самая информативная фотка, но лучше не нашел, на сгибах видно необработанный рез от лазера. А так оно варится, даже не полностью зачищенное и без присадки.8 баллов
-
Георгий, присадку меняйте на 1,2мм и она понадобится только тогда где есть зазорчик. И так ставьте импульс ампер 200 и паузу процентов 15% от импульса , время действия импульса 20% остальное время 80% пауза , частоту от 3 до 5гц , во внутрь обечайки на место шва люмишку плотненько и она же не даст нерж гулять как ей хочется , профиль и струбцинами (желательно поддув но можно и без него) и вперед . Внутри должен появиться обратный валик и не каких провалов не будет, ну и опосля если потребуется можно наложить "облицовочный шовчик" с присадкой и опять приоритет импульсу .
7 баллов
-
@Георгий 11,Полуавтоматчики сваривают (черную) сталь с нержавеющей 309 проволокой. От ежей может помочь самодельная паста (берём аптечную сборную кислоту (порошок) и на сковородку, ставим на плиту, как только закипела добавляем равную долю буры, перемешиваем и даём остыть. Полученную стекловидную массу растираем в порошок и разводим спиртом до состояния однородной массы, чтоб кисточкой можно было мазать), мажем стык и свариваем, для не пищевого изделия прокатит, так как (паста эта очень стойкая, не отдерёш).6 баллов
-
,Может кому пригодится, взять сердечник от транса ТС-180, зазор 3мм. под каждый керн, 8-10 витков и в разрыв массы (выносной дроссель), на малых и средних токах (пищаль в СО2)будет.
5 баллов
-
К такому аргонщику больше не ходите за советом и пред и пост газ нужон на АЛ в первую очередь для защиты электрода. По вашим фото со швами могу "предположить" что с газом проблема или его не хватает или наоборот слишком сильно дует и воздух за собой ухватывает или грязный аргон . Еще вопросик , на сколь ММ электрод из сопла торчит? Да и совсем забыл и обычно ошибка у начинающих без присадки все в норме но вот как присадок начинают подавать и начинается "белиберда" и по сему присадок должен подаваться плавно и в тоже время быстро и он должен быть "привязан" к соплу то есть не надо его далеко от дуги выводить и он должен быть рядом с ней и под зашитой аргона.3 балла
-
@selco,это для колбасы что ли?Один раз в жизни ел домашнюю колбасу,она вроде даже в промытом кишечнике идет,точно уже не помню,врать не буду,но вкусная это точно.3 балла
-
@Георгий 11, Жора, я б присадку поменял. Для 321 нержи 308 маловато. 321-ю надо. У нее плавление совсем другое по сравнению с 308. Флянец из чего?3 балла
-
@валера1963,Сломаться может да все что угодно. Ему бы по нормальному попытаться проблему решить, без истерик. Краев по моему еще не "забронзовел"), к проблемам относится с пониманием, идет навстречу.Недавний случай - человеку по гарантии пришлю плату и заменят. Значит не все так плохо...3 балла
-
@Hlorofos, на Шмице балки круглые,производитель или сам шмитц или саф,регулировка производится как описано выше,отпусканием стремянок не отрегулируешь, балка по полурессоре не двигается,не помню на какой именно вообще нет полурессоры в привычном понимании ,а разбивает в основном по причине разгильдяйства,либо слесаря производившего ремонт и не затянувшего как надо гайку(если гайка ставится старая,то полюбому резьбовой герметик нужно использовать) либо водителя прозевавшего момент когда болтать начало.Шмиц применяет специальные шайбы,которые стоят по обоим сторонам кронштейна,в них кстати отверстия ровные, есть еще даже пластиковые шайбы это для того чтобы уберечь сам кронштейн от протирания,вот если их не будет(шайб)то затянуть как надо по любому не получится турецкий вариант,кажется это была бочка газовоз,новая на гарантии,шайб просто не было с завода,водитель сколько не пытался затягивать так ни чего не вышло,соответственно разбило это отверстие ремонт свелся к наплавке и проточке,ну и шайбы соответственно подобрали,потому как на гарантии еще,сделал один кронштейн,а остальные он на оф. сервис поехал делать.
3 балла
-
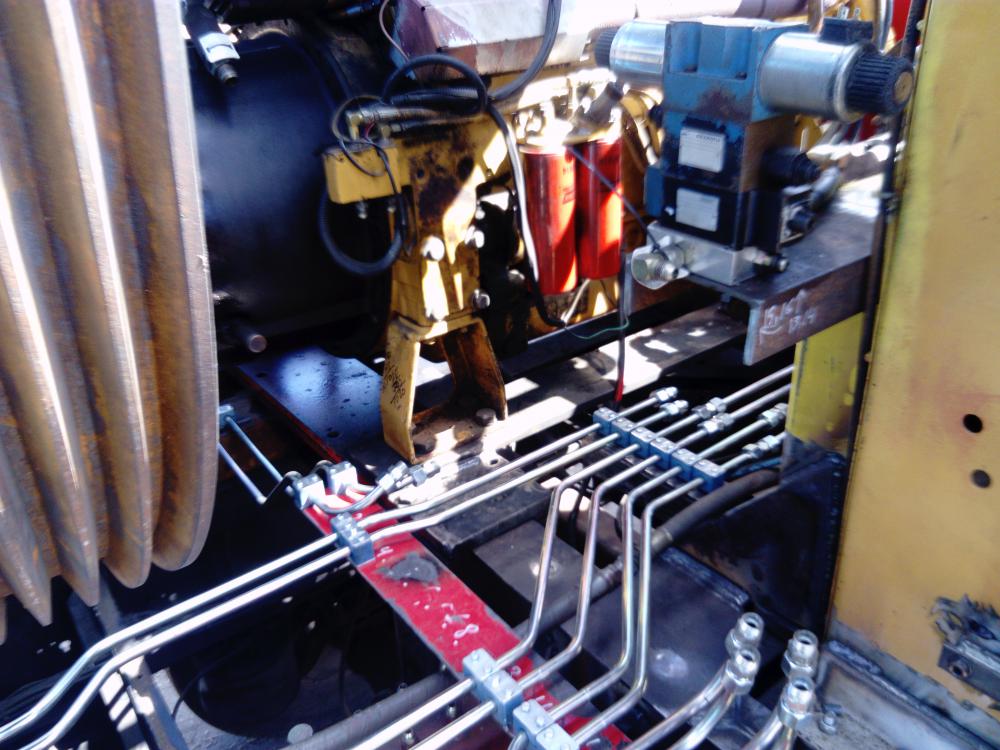
интересный вид ремонта для чего? исправил. разобрал п-14 припаял заплатку собрал пропаял пострадавшие уже от моих действий трубки
3 балла
-
Работа не совсем по профилю.
3 балла
-
Ролик 11 минут , наверно долго , нудно . После 5 минуты показано , как крошится ) отламывается) напыление. https://www.youtube.com/watch?v=xdF7Ab_aELk3 балла
-
@Георгий 11, пульс не панацея, и не предмет первой необходимости. А вот подготовленный (не изгаженный) стык, необходим безальтернативно, иначе ничего не поможет. Подкладка из теплоемкой цветнины - круче пульса Если обеспечить качественное прилегание, то аргон подавать вовсе не обязательно.2 балла
-
Длина дуги длинная вот и плавится преждевременно или угол наклона горелки поменяйте . Вот вам видео, понаблюдайте2 балла
-
да сейчас почти на всех авто дешевых и дорогих литые детали как будто из б/у ал. диски колесные еще не разу не подводили в этом плане2 балла
-
40 для 2 мм это ооочень мало! 60мало , поставьте 70 и быстрее ручками, на линейном!газ до сварки ставьте 1,5 сек ,после минимум 6, баланс на 10 , швы шабером и ацетоном ,присадку ацетоном!2 балла
-
Виктор , давно я не чего от Ваза не варил, раньше вроде на ВАЗ08 не чего литье было и варилось хорошо. В прочем хоть и сложные у тебя отношения с литьем Ваз , но шов все в норме и как говорится отклонений нет.2 балла
-
Ну стартер на исправном автомобиле, работает не так долго как горит электрод. Кроме того, после запуска аккумулятор начинает заряжаться от генератора, а после того как сгорит один электрод, будет ещё один, и ещё... Одним словом, нужен запас не снижаемой мощности, его у батареи нет. Ну вот смотрите: 12*225=2700, 2.7 кВт всего-то, и это у идеальной батареи. Пусть у вас их семь, 2,7*7=18.9 кВт, не так-то и много, особенно вдали от цивилизации, часа на три работы. А с балластником - сильно меньше. Тут уже не до электрода 6-ки. А когда батареи подсядут даже не до 4-ки будет. Не ну зачем так сразу . Мы же понимаем что сварка вдали от цивилизации (как и указанно в начале темы) подразумевает ещё и подготовительные работы (это как минимум УШМ) и может продолжаться довольно длительное время. Поэтому я полагаю, что генератор оптимальнее.2 балла
-
Можно, а почему нет? Способ проверенный, работает!2 балла
-
@laguna,спасибо,хорошую идею подсказали,можно же в профильной трубе отверстий насверлить и снизу прижать и подать аргон.2 балла
-
Верх технологий...... советов больше нет.2 балла
-
Разница между ядерной военкой и окружающей гражданской действительностью была колосальная.Я служил недалеко от Семипалатинска и своими глазами видел изделия(как будто произведённые на другой планете) и строения гражданских из глины и соломы.Хотя и в центральной России многие люди живут в таких строениях(только из брёвен и досок) до сих пор.Ещё запомнилось что люки в ракетах(в которое вставлялись эти изделия) мы закручивали самодельными отвёртками из арматуры обмотанными синей изолентой.Ракеты у нас делать могли,а отвёртки наверное не успевали.2 балла
-
,Старые ламповые телевизоры, там трансы ТС-180 или ТС-250, любой пойдёт. Можно прям сварочный кабель 16кв. использовать, но мотать в натяг, что бы обмотка сидела плотно, не елозила (это важно для дросселя). Зазор 3мм., если 1.5 индуктивность слишком большая, дуга тянуться будет (для ММА будет хороша).2 балла
-
На лицо раздолбайское отношение руководства к тех. процессу. Не удивительно что швы протекать начинают. Нет сплавления кромок из-за очень плохой подготовки стыка, или вообще его полного отсутствия. Опять же свариваете с полным проваром, поддув бы организовать не помешало; иначе от использования нержавейки в сим изделии толку никакого, ИМХО. На фланец ток добавьте, видно же по шву что вы присадку с основным металлом не перемешиваете, и я бы взял присадок потолще. Кстати это 2-ка или 3-ка, просто торец листа не зачищен абсолютно. Если тройка - однозначно больше присадок и ток в районе 120А, хотя учитывая толщину фланца, можно даже чуть поболее. При сварке в стык - 90А достаточно, хот если перекатами свариваить, можно чутка уменьшить.2 балла
-
Отношение руководителей к проф составу изменилось. Раньше не было возможности кликнуть в твитер и позвать весь мир на работу, выбрать подешевле или отслеживать резюме собственных сотрудников и платить им меньше. А сейчас людей пруд пруди и руководители за свои места не особо держаться, все стали коммуникабельными и быстренько перебегают с места на место. У нас за три года три начальника цеха сменилось. На работу берут юристов или с небольшим стажем работы. Они поработают 6 месяцев и свалят. Всем параллельно кого на работу набирают. А что до рынка труда, наверное да, работы стало гораздо меньше. Иностранная интервенция, отечественные производители неспособны выдержать конкуренцию веками наработанного опыта других стран. Мир стал хитрее и изворотливее, а мы все еще живем российскими принципами добра и справедливости.2 балла
-
Вот такое вот крылечко собрал, осталось прикрутить поликарбонат и можно отдавать. Ну и обновка, месяц наверно думал что взять для ММА, в итоге плюнул и взял то к чему привык.
2 балла
-
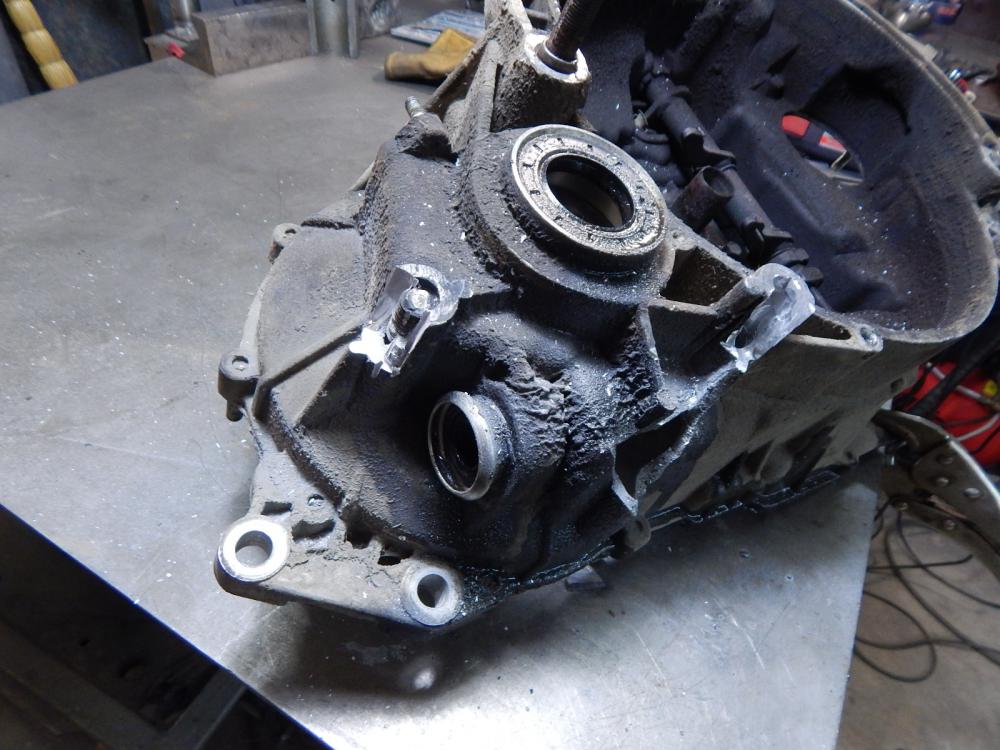
Не часто выкладываю свои работы, но работаю (дайбогспасибо!) каждый день, хотя и не только по "сварочным делам"! Но самые интересные работы стараюсь выкладывать.. Хотел было написать в "сварка автомобильных поддонов", но это было бы не полной картиной происходящего...))) Собственно вот! Уронили мишку на бок, поломали все винты... ))) Сорвало движок, который В8 изяпонамать, со всех алюминиевых кронштейнов, ну кое что заказали из "владика". А что не получилось пришлось ремонтить... Сварганил на скоряк козелок, скинуть двигло... Снял с двигателя поддон, т.к оборвало уши в месте крепления АКПП Ну и началось 3Д принтирование...))) Сверловка и нарезание резьбы уже на месте произведу, после сборки. Продолжение следует...
2 балла
-
Дошли руки наконец найти место новому жителю моей мастерской! Сделал для п\а кронштейн, держатель под горелку и массу, распечатал и заламинировал табличку настройки аппарата. Развешал рукава для двух п\а, в одном случае рукав на постоянку прикреплен полухомутами для Гроверса и в другом случае рукав на клипсах для труб - это для Фубака, чтоб можно при необходимости снять для выезда. Плюс на каждый аппарат поставил быстросъемы - удобно. Старую тележку под Фубак укоротил, теперь не мешается, стоит в углу как запасной вариант:
2 балла
-
Всем огромное спасибо за советы и рекомендации!!! И так, сварка снова в строю!!! Поменял 2 транзистора и 3 диода на stth6003, ну и ееще сопротивление и все заработало!!! Ещё на форуме чипмейкер мне посоветовали поставить реостат от жигулей(тот что меняет яркость подсветки приборов)в разрыв провода на моторчик подачи проволоки, так я и сделал!! Теперь с помощью реостата чуть замедляют подачу проводки и варить одно удовольствие!!!! Я рад как слон!! Ещё раз всем откликнувшимся огромное СПАСИБО!!1 балл
-
Да или колбаса или окорок, я выше написал что мы с ЕВО в этом не очень . Штурман001 будет и думаю поделится секретом , делал конечно не ему но хорошему знакомому . Если Штурман попросит и ему походно-охотничьей сделаем :P .1 балл
-
@Rolli, ну топливо, это как и электроды, расходный материал, не так то и много жрет генератор. А ресурс у батарей тоже не бесконечный, особенно у дешёвых, особенно при последовательном включении 6-7 штук. По мобильности, батареи проигрывают генератору и по весу и по размерам. Плюс генератора ещё и в том, что он может питать дополнительную нагрузку, например УШМ. На морозе будут проблемы, у свинцовых батарей растёт внутреннее сопротивление, соответственно ток отдачи падает. И ещё, фактор безопасности тоже немаловажен - вам никогда не доводилось случайно замыкать такую батарею накоротко? Если обобщить, ваш вариант хорош для завгара из деревенского РМЦ, полудохлые батареи можно прибрать к рукам, балластник где-нибудь тоже найдётся, осталось погрузить всё это в прицеп... и надеяться что какая-нибудь из полудохлых батарей, источающая гремучий газ не взорвётся от случайной искры. Покупать новые батареи, специально для этого применения нецелесообразно, ИМХО.1 балл
-
@Rolli, даже при условии питания всего этого "колхоза" от шести батарей по 190 А/ч, халявном балластнике и самопальном зарядном устройстве, ценник на батареи будет больше чем на генератор. Да и мобильность у вашего варианта хромает.1 балл
-
Не переживайте, на том уровне который мне нужен, обязательно! Хочу обратить Ваше внимание, что при покупке надо всего лишь понимать, что вы хотите от сварочного аппарата.Купить 160 поло и сваривать магистральные трубопроводы? Есть четко определенные сегменты применения и соответственно цены. Аппарат бытового применения, какие УЗК?...1 балл
-
- РАСХОДКА вы сами об этом пишете несколько раз. Но как понял, ни разу не заменили. Это первое, с чего надо начинать - замена расходки на новую. Ну и не подпиленную, нождачкой почищенную, а оригинальную и новую.1 балл
-
@KKorsar, сугубо моё личное мнение это как в лотерее,слишком много факторов влияющих на балку- знакопеременные нагрузки,моменты скручивания, вставка делается для центровки балки по оси вдоль и дополнительно получается сварка на остающейся подкладке( с19 гост5264 )в том месте, где я сейчас тружусь,за долго до меня перестали делать такой ремонт,официально клиентам объявляется о не желательности такого ремонта по рекомендации производителя(к тому же у нас есть достаточно б/у балок их то же продавать надо) хотя если бы мы все придерживались рекомендаций завода изготовителя,то сидели бы без работы1 балл
-
Добиваюсь работать без брызг.
1 балл
-
Продолжается работа над проектом (М-2) (М-2)
1 балл
-
2. Функции. 2.1. На электрогазосварщика 4-го разряда возлагаются следующие функции: - ручная дуговая, плазменная и газовая сварка средней сложности деталей, узлов, конструкций и трубопроводов из конструкционных сталей,чугуна, цветных металлов и сплавов, сложных деталей узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва; - ручная кислородная, плазменная и газовая прямолинейная и фигурная резка, резка бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах, в различных положениях сложных деталей из различных сталей, цветных металлов и сплавов по разметке; - кислороднофлюсовая резка деталей из высокохромистых и хромистоникелевых сталей и чугуна; - кислородная резка судовых объектов на плаву; - автоматическая и механическая сварка средней сложности и сложных аппаратов, узлов, конструкций трубопроводов из различных сталей, чугуна, цветных металлов и сплавов; - автоматическая сварка ответственных сложных строительных и технологических конструкций, работающих в сложных условиях; - ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях; - сварка конструкций из чугуна; - наплавка дефектов сложных деталей машин, механизмов, конструкций и отливок под механическую обработку и пробное давление; - горячая правка сложных конструкций; - чтение чертежей различных сложных сварных металлоконструкций. 3. Должностные обязанности. 3.1. Для выполнения возложенных на него функций электрогазосварщик 4-го разряда обязан производить следующие виды работ: - сварку аппаратуры, сосудов и емкости из углеродистой стали, работающих без давления; - сварку аппаратов, сосудов и емкостей из углеродистой стали,работающих без давления; - наплавление дефектов арматуры трубопроводной запорной из цветных металлов и сплавов под пробное давление свыше 1,6 до 5,0 МПа (свыше 15,5 до 48,4 атм); - приварку патрубков, сварку коробок под выводы, коробокохладителей, установок тока и крышек баков трансформаторов; - наплавление баллеров руля, кронштейнов гребных валов; - наплавление раковин в отливках блоков цилиндров двигателей автомобилей; - наплавку шеек валов коленчатых; - наплавку на стальных подшипниках вкладышей бронзовых и латунных; - сварку гарнитуры и горелок котлов; - газоэлектрическую резку со скосом кромок деталей из листовой нержавеющей стали, алюминиевых или медных сплавов; - резку вручную по разметке деталей из листовой стали толщиной свыше 60 мм; - сварку, наплавление с подогревом и без подогрева деталей из чугуна; - сварку с последующим испытанием под давлением деталей и узлов из цветных металлов; - сварку и наплавление узлов в эксплуатационных условиях замедлителей вагонных; - наплавление зубьев чугунных шестерен; - наварку латунью или силумином изделий из цветных сплавов тонкостенных (крышек воздухоохладителей, подшипниковых щитов, вентиляторов турбогенераторов); - наплавление раковин и трещин изделий чугунных крупных: рам, шкивов, маховиков, шестерен; - сварку и наплавление камер рабочих колес гидравлических турбин; - сварку каркасов промышленных печей и котлов; - сварку картеров крупных моторов и механической передачи тепловозов; - сварку картеров моторов нижних; - сварку и приварку перемычек катушек полюсов электрических машин из полосовой меди; - сварку коллекторов газовыхлопных и труб; - сварку и наплавление колец регулирующих гидравлических турбин; - резку со скосом кромок конструкций доменных печей (кожухов,воздухоподогревателей, газопроводов); - сварку корпусов и мостов ведущих колес жатки; - наплавление трещин корпусов компрессоров, цилиндров низкого и высокого давления воздушных компрессоров; - сварку корпусов роторов диаметром до 3500 мм; - сварку корпусов стопорных клапанов турбин мощностью до 25000 кВт; - наплавление корпусов щеткодержателей, сегментов реверсов, роторов электродвигателей; - сварку креплений и опор для трубопроводов; - сварку кронштейнов и креплений шкворневых тележек тепловоза; - сварку листов больших толщин (брони); - сварку в цеховых условиях мачт, вышек буровых и эксплуатационных; - сварку мебели из алюминия; - сварку плит фундаментальных крупных электрических машин; - сварку подкосов, полуосей стоек шасси самолетов; - сварку обойм, водогрейных труб с обоймой, конусом, кольцами и фланцами подогревателей; - наплавление по рамке и наплавление трещин подшипников и вкладышей буксовых, дышловых; - наплавление раковин и трещин поршней пневматических молотов; - сварку пылегазовоздухопроводов, узлов топливоподач и электрофильтров; - сварку рамок золотниковых, маятников; - сварку рамок иллюминаторных из алюминиевых сплавов; - сварку рам транспортеров; - сварку резервуаров воздушных троллейбусов; - сварку резервуаров для нефтепродуктов вместимостью менее 1000 куб.м; - приварку в эксплуатационных условиях рельсовых стыковых соединений; - наплавление концов рельсов и сборных крестовин; - пайку концов серебряным припоем сеток металлических одинарных и крученых для целлюлозно-бумажного производства; - сварку станин дробилок; - сварку станин и электрических машин сварно-литых; - сварку станин крупных станков чугунных; - наплавление станин рабочих клетей прокатных станов; - сварку статоров турбогенераторов с воздушным охлаждением; - наплавление трубок под датчики с радиоактивным изотопом; - горячую правку трубных элементов котлов, бронелистов и т.п.; - сварку на монтаже трубопроводов наружных и внутренних сетей водоснабжения и теплофикации; - сварку в цеховых условиях трубопроводах наружных и внутренних сетей газоснабжения низкого давления; - сварку трубопроводов технологических 5 категории; - приварку муфт бурильных труб; - сварку фахверков, связей, фонарей, прогонов, монорельсов; - сварку и наплавление быстрореза и твердого сплава фрез и штампов сложных; - сварку швов под гидроиспытания при давлении до 2,5 МПа (24,2 атм) холодильников латунных; - наплавление раковин цилиндров блоков автомашин; - сварку цистерн автомобильных; - сварку шаров, поплавков и цистерн из специальных алюминиевых сплавов. Примеры работ: -Аппараты, сосуды, емкости из углеродистой стали, работающие без давления - сварка. -Арматура несущих железобетонных конструкций - сварка. -Баки трансформаторов - приваривание патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков. -Баллеры руля, кронштейны гребных валов - наплавление. -Гарнитура и корпуса горелок котлов - сварка. -Детали из чугуна - сварка, наплавление с подогревом и без подогрева. -Камеры рабочих колес гидравлических турбин - сварка и наплавление. -Каркасы промышленных печей и котлов ДКВР - сварка. -Картеры моторов - сварка. -Коллекторы газовыхлопные и трубы - сварка и подваривание. -Кольца регулирующие гидравлических турбин - сварка и наплавление. -Корпуса и мосты ведущих колес жатки - сварка. -Корпуса компрессоров, цилиндры низкого и высокого давления воздушных компрессоров - наплавление трещин. -Корпуса роторов диаметром до 3500 мм - сварка. -Корпуса стопорных клапанов турбин мощностью до 25000 кВт - сварка. -Крепления и опоры для трубопроводов - сварка. -Кронштейны и шкворневые крепления тележки тепловоза - сварка. -Листы больших толщин (броня) - сварка. -Мачты, вышки буровые и эксплуатационные - сварка в цеховых условиях. -Подкосы, полуоси стойки шасси самолетов - сварка. -Плиты фундаментные крупные электрических машин - сварка. -Пылегазовоздухопроводы, узлы топливоотдачи и электрофильтров - сварка. -Рамы трансформаторов - сварка. -Рамы кроватей - сварка в поворотном кондукторе во всех пространственных положениях, кроме потолочного. -Резервуары для нефтепродуктов вместимостью менее 1000 куб.м - сварка. -Рельсы и сборные крестовины - наплавление концов. -Статоры турбогенераторов с воздушным охлаждением - сварка. -Станины дробилок - сварка. -Станины и корпуса электрических машин сварно-литые - сварка. -Станины крупногабаритных станков чугунные - сварка. -Станины рабочих клетей прокатных станов - наплавление. -Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка при монтаже. -Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка в стационарных условиях. -Трубопроводы технологические (V категории) - сварка. -Фрезы и штампы сложные - сварка и наплавка быстрореза и твердого сплава. -Фахверки, связи, фонари, прогоны, монорельсы - сварка. -Цилиндры блока автомашин - наплавление раковин. -Цистерны автомобильные - сварка. Сварка электродуговая: -Арматура, трубопроводы, отростки, фланцы, штуцеры, баллоны, резервуары, цистерны из углеродистых сталей, работающих под давлением 1,5 до 4,0 МПа (от 15 до 40 кгс/кв.см) - сварка. -Балки и траверсы тележек кранов и механизмов - сварка. -Бобышки, фланцы, наварыши, штуцеры баллонов компрессоров высокого давления - сварка. -Баллоны, баки, резервуары, цистерны, сепараторы, фильтры, испарители из углеродистых сталей - сварка под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см). -Бачки отражательные из малоуглеродистых сталей толщиной от 1,0 до 1,5 мм - сварка в нижнем положении. -Банкетки, корпуса шахт, корпуса лебедок, корпуса редукторов лебедок, палубные стаканы - сварка под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв. см) в нижнем положении. -Блок-секции - приваривание выгородок, насыщения к корпусу. -Валики ватерлиний - наплавление по корпусу судна. -Валы коленчатые средних размеров - сварка и наплавление изношенных частей. -Винты гребные, лопасти, ступицы обычного класса точности всех размеров и конструкций - воздушно-дуговое строгание всех поверхностей. -Выгородки, переборки и рубки - сварка и приваривание в различных пространственных положениях. -Газовыхлопы, воздухораспределители, трубы вентиляции в надстройке - сварка. -Глушители компенсаторов высокого давления, стальные, толщиной металла 1,5 мм и диаметром до 100 мм - сварка. -Двери, крышки люков водогазонепроницаемые - сварка. -Днищевые, бортовые, верхние и нижние палубы, платформы, объемные секции оконечностей, переборки поперечные и продольные - сварка стыков набора на стапеле. -Детали слесарного насыщения по основному корпусу и обшивке основных цистерн - сварка. -Детали шельфов - приваривание к межотсечным поперечным переборкам. -Двери, щиты, угольники, листы, втулки с толщиной металла от 1,4 до 1,6 мм - сварка. -Детали сложной конфигурации, предназначенные для работ под динамическими и вибрационными нагрузками, толщиной материала от 10 до 16 мм - сварка. -Изделия МСЧ - антикоррозийные наплавления из сталей типа АК на поверхности под механообработку. -Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм , из легированной стали толщиной свыше 2 мм - сварка. -Коробки кабельные - сварка под испытанием давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при узловой сборке. -Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм , из легированной стали толщиной свыше 2 мм - сварка. -Каналы судовой вентиляции - приваривание к переборкам на стапеле. -Клюзы якорные - сварка. -Кожухи, желоба, панели, поддоны из легированных сталей толщиной до 2 мм - сварка. -Клапаны вентиляции - сварка. -Комингсы грузовых трюмов - сварка набора между собой. -Конструкции корпусные из углеродистых, низколегированных и высоколегированных сталей - воздушно-дуговая строжка в труднодоступных местах (выплавка корня шва, удаление временных элементов, выплавка дефектных участков). - Конструкции судовозного поезда - сварка. -Корпус надводного судна: наружная обшивка палубы - сварка стыков и пазов на стапеле во всех положениях. -Корпуса тяжелых иллюминаторов - сварка и вварка в корпус судна. -Корпусные конструкции и узлы, до 20% сварных швов которых подвергаются ультразвуковому или гаммаграфическому контролю - сварка. -Кронштейны, кромки, экраны из листового и профильного металла толщиной до 2 мм - сварка. -Крышки и корпуса подшипников из отливок - сварка под испытание на непроницаемость. -Листы съемные из углеродистых и низколегированных сталей - сварка. -Марки углубления, грузовая сварка - приварка к корпусу судна. -Мачты, грузовые стрелы, грузовые колонны - сварка монтажных стыков и забойных листов на стапеле. -Мачты сигнальные - сварка при сборке. -Металлоконструкции судов - подварка дефектных участков швов при испытании на стапеле и на плаву во всех положениях. -Межотсечные поперечные переборки - сварка. -Насыщение слесарно-корпусное - приваривание на поперечных и продольных переборках надстройки. -Набор продольный и поперечный днищевых, бортовых и палубных (расчетных) секций из конструкционных сталей - сварка между собой и приваривание к наружной обшивке и настилу палуб на предстапельной сборке. -Набор с разделкой кромок, стыки и пазы переборок из стали - сборка и приварка на участке предварительной сборки. -Набор днищевых секций высотой от 0,8 до 1,5 м - приваривание в носовой оконечности, к настилу дна и сварка между собой. -Надстройки, рубки из легированных сталей - сварка и приваривание к основному корпусу. -Настилы двойного дна - сварка стыков и пазов на стапеле. -Насыщение грузовых мачт, стрел (головки, фундаменты, площадки управления с леерным ограждением) - приваривание к конструкциям. -Обухи для транспортировки секций грузоподъемностью до 20 т - сварка и приваривание к секциям. -Обухи грузоподъемностью свыше 20 т - приваривание и сварка. -Перо руля из стали - сварка плоской части. -Поперечные и продольные переборки, наружные стенки надстроек - сварка стыков и пазов полотнищ во всех положениях на стапеле. -Подкрепления под фундаменты, упора строечного устройства, боковые кили, наружные стенки цистерн, наружные стенки дымовой трубы - приваривание на стапеле. -Прочие цистерны - сварка швов с разделкой кромок и конструктивным непроваром на секционной сборке. -Рельсы цеховых электротележек - сварка. -Стыки и пазы обшивки кормовой оконечности, бракет и стабилизаторов - сварка. -Стыки листов стенок, крыш и набора внутренних цистерн - сварка и приваривание к обшивке, переборкам и между собой. -Стыки монтажные железобетонных сводов - сварка. -Тамбур, шлюз, санузлы - сварка и привары. -Трубы судовой вентиляции из углеродистых и низколегированных сталей толщиной до 2 мм - сварка и приваривание к ним фланцев. -Трубопроводы из углеродистых сталей, работающие под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при толщине стенки трубы свыше 2 мм - сварка. -Трубопроводы - сварка стыков на подкладных кольцах с контролем качества швов рентгенографированием. -Трубопроводы - сварка стыков с наддувом с контролем качества швов рентгенографированием. -Устройства якорные, буксирные, спусковые и швартовные, упоры строевого устройства - сварка. -Фланцы, патрубки, штуцера, приваривший, насадки, ниппели --приваривание к трубопроводу под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см). -Фундаменты из легированных сталей под вспомогательные механизмы, баллоны, шлюпочное и швартовное устройства - сварка. -Шпангоуты - сварка стыков при термообработке на установке ТВЧ. -Штампы для прессов давлением свыше 400 т - сварка. Сварка в защитных газах: -Арматура из оловянистых бронз под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - наплавление вскрывшихся дефектов отливок после механической обработки. -Арматура, литье, детали из алюминиево-магниевых сплавов- сварка, заварка дефектов. -Вентиляторы - сварка дисков со щеткой из алюминиевых сплавов. -Вьюшки из цветных сплавов - сварка. -Головки пламенной трубы, пламенная труба из алюминиевых сплавов - сварка. -Газовыхлопы, глушители из нержавеющих сталей, медно-никелевых сплавов - сварка. -Глушители компрессоров высокого давления из алюминиевых сплавов толщиной металла от 2 до 3 мм - сварка. -Детали насыщения корпуса из алюминиевых сплавов - приваривание в потолочном положении. -Детали и узлы из алюминиево-магниевых сплавов средней сложности, работающие под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см) - сварка. -Детали и узлы токораспределительных устройств из алюминиевых сплавов: коробки герметические, обечайки, угольники, петли - шарниры, банки, скобы, стойки, рамки, буртики, приварыши, сальники, желобки - приваривание к корпусу и сварка. -Корпусные конструкции после гидравлических испытаний - прихватка, сварка, исправление дефектов швов; привязка временных креплений. -Кольца отростки труб секций из цветных сплавов под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - сварка. -Конструкции из алюминиевых, титановых и цветных сплавов - заварка отверстий, прихватка в вертикальном и потолочном положении. -Крылатки, фланцы, крышки электроприборов из алюминиевых сплавов - заварка трещин, привязка отбитых частей. -Конструкции из сплавов - прихватка во всех пространственных положениях. -Конструкции из алюминиевых и титановых сплавов - правка методом наложения холостых валиков. -Конструкции композитные (сталь - алюминиевый сплав) - сварка с использованием биметаллических вставок. -Мачты из алюминиевых сплавов - сварка стыков и пазов ствола мачты и приварка комплектующих изделий. -Надстройки, рубки из алюминиевых сплавов - сварка объемных узлов, стыков набора в местах пересечения. -Отливки с толщиной стенки до 10 мм - заварка раковин, трещин под испытание давлением 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см). -Отливки из алюминиевых сплавов - заварка дефектов. -Отливки с толщиной стенки свыше 10 мм, работающие под давлением свыше 1,0 МПа (10 кгс/кв.см) - заварка дефектов. -Поршни гидроцилиндров и другие изделия (гаки якорных устройств, сальники лебедок) - наплавление медными сплавами. -Рамы, створки из цветного металла - приваривание входящих деталей. -Соединения тавровые - с полным проваром листа наружной обшивки из алюминиевых сплавов. -Стыки труб, не работающих под давлением, из алюминиевых и цветных сплавов - сварка поворотных стыков. -Трапы вертикальные и наклонные из алюминиевых сплавов - сварка. -Узлы арматуры из цветных металлов - приваривание деталей, заварка деталей под давлением от 0,1 до1,5 МПа (от 1 до 15 кгс/кв.см). -Фланцы, валики, корпуса, коробки, крышки, блоки - наплавление и заварка бронзой, сплавами, коррозионно-стойкими сталями. -Фундаменты под механизмы и приборы - правка. -Швы после автоматической сварки в защитных газах - выполнение галтелей и отделочных валиков. -Шпигаты из сплавов - обварка. -Шинопровод медный с толщиной металла 12 мм - сварка с предварительным подогревом металла. ( Надеюсь данный развёрнутый ответ удовлетворит вашу любознательность? )1 балл
-
Стойка для штанги. Крючки для удерживания штанги сделал из нержи, так-как сама штанга из нержи. Чтоб не было контакта нержи и черного металла и место контакта со временем не ржавело. Шов с не оббитым шлаком и без Электроды: Е-7018 и Е-308-16 Продолжение следует.
1 балл
-
оградка,калитка не ровно,просто на земле так стоит))
1 балл
-
Это характеристика такая у Ресанты этой. Дрянь потому что отменная. Хотя как повезёт. На чипмейкере есть где то тема с доработкой этого аппарата до приемлемого результата.1 балл
-
Очередная замена осей ROR на Schmitzнеделя на коленях мозоли натер все дело в ходе амортизатора,в сжатом должен не лежать на штоке в разжатом не висеть на нем.
1 балл
-
нет еще пока некогда ,гараж делаем ,как попробуем напишу .1 балл
-
Капитализм всегда рабовладельческий, ключевое отличие от античных времен - рабам непрерывно внушают, что они свободные.1 балл
-
Нет,похоже ты не понял.Обьясню тебе на пальцах: Вот ходишь ты на работу,а в один прекрасный день тебе и говорят: теперь трудовых отношений с наёмными работниками нам не требуется,вакансий нет,нас обслуживает стаффинговая компания.Идёшь ты значит теперь в стаффинговую контору,и оформляешь отношения с ними.И теперь ты не сварщик,ты теперь рекрут,штрейбрехер,посадил себе ты на шею посредника,все сливки снимает посредник,пенсия и вредность тебе не светит,переработки тебе не оплачивают. Таким образом капиталист защищает себя от от обязательств по трудовому законодательству (хотя ФЗ о труде теперь и так для выгоды буржуев написан),защищает от забастовок трудящихся,ибо формально они вовсе не работают на производстве. Так что брить затылок,или снова зимний брать. Тут крутой поворот истории,даже Маркс не предполагал такого развития событий,это похоже на рабовладельческий капитализм...1 балл