Лидеры




Популярный контент
Показан контент с высокой репутацией 10.06.2017 в Сообщения
-
Обечайки. Толщина 12-15 мм Режим : 32V 280-290А. Контроль: УЗК 100% (как проведут отпишу)
 18 баллов
18 баллов -
Такого "красавца" сегодня привозили,от крайслера,на лежачем полицейском подломился.
13 баллов
-
Видео что-то неполучаеться снимать пока и поэтому еще фото! Пока на недолгое время работа приостановлена вот что сделано.
11 баллов
-
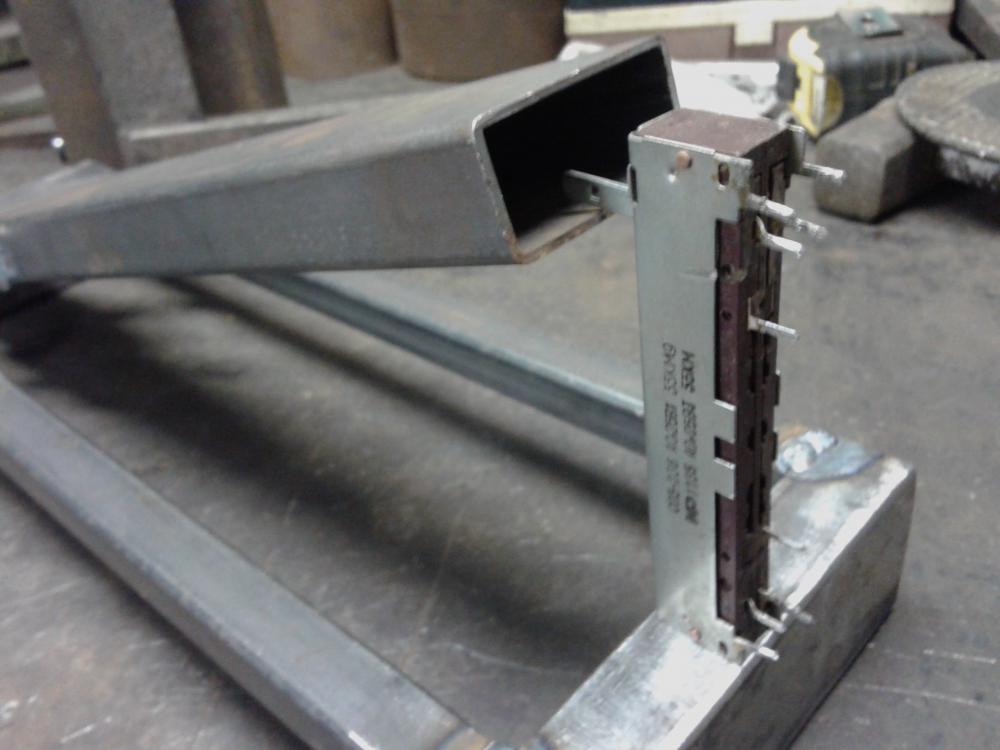
Решил изготовить педаль из того, что под ногами валялось. Под пяткой кнопка, спереди резистор (ползунок) час и полуфабрикат готов...
10 баллов
-
Вот и мои горелки для проктомалодоступных мест пришли.С более длинным гусаком гнётся.К ним и расходку заказал.Порадовало что, продавец и переход, под другие расходники положил.
7 баллов
-
Стол сварочный,передвижной понравился: https://youtu.be/ohAE0_1bkYA5 баллов
-
4043,40475 баллов
-
5 баллов
-
Если вам нужна стационарная, то берите вот это: Перепилено десятки тонн, полгорода обставлено заборами с её помощью. Если кормить нормальными дисками и не давить как сумасшедший, пилит прилично для абразива. Саму станину сломать не реально, ремни подходят от нивы, движок если удасться спалить, стоит 5к новый, перемотать рубля 1,5.4 балла
-
Не поможет, только порошковая наплавка спасёт его. Горелые коллектора даже советских времён выпуска ПАНЧ11 не берёт, а современный по качеству уступает.4 балла
-
MAGия металла.Самоходка 2С1 "гвоздика". Работа Александра MAGа Моисеенко.Продолжаю серию моделей .Башня- хвостовик от 120мм осветительной минометной мины,маска орудия два куска от гильз 30м БМП 2,катки гильзы ЗУ 23-2м _23мм.Погон башни подшипник с трансмиссии ГАЗ 66 и тд.Все просто и одновременно не совсем- это тяжелая работа, но результат перед вами
4 балла
-
Ссылочка на историю ТИГ-сварки. Потихоньку обживаю мастерскую. Тут рассказываю свои впечатления по столу Sibar Welding. Кратко- стол нравится. Вчера делал на нем раму из хитрого сплава 6069, сам шов по трещине прихватил, разделал и заварил 5356, наложил усиление из АД33( аналог велосипедной 6061) и обваривал тоже 5356. Хозяин на следующей неделе соберет, покатается и отпишется если что. Видос смонтировал самой работы: https://www.youtube.com/watch?v=1eRtwI8dsyc4 балла
-
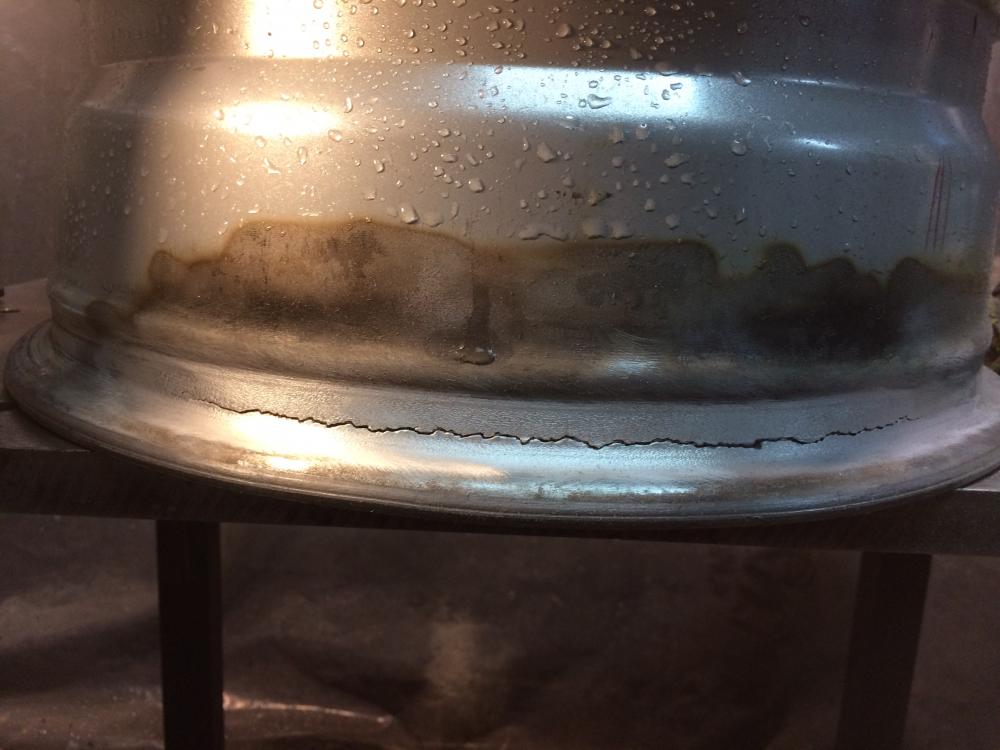
бочка из поста №73 приехала через год вроде как живая Че приехала? трубку для крыла зачинить Собсно чего с ней было: средняя ось , ввиду конструкции бочки, не имеет связи между тумбами. Заводская из куска трубы- не годная, совсем паршивая. От того их качает на ветру по ходу движения. В разные стороны, ага Как следствие- разрыв рамы. Лечение- приварены два куска тавра, привращенные в швеллер, к ним из чОрного железа приделана перемычка. В обход сиськи. Есть другой способ-из 12мм черняги вырезать пластину, с отверстием для сиськи, и усилив швелллером на болты к низу тумбы. + дешево - постоянно протягивать болты, в неудобном месте. Разбивает тумбу. Способ приварки косынками к сиське негодный, от слова совсем. Рвет сиську , в неудобном месте, там внутри тканевая диафрагма... Латку проблемно изнутри ставить...
4 балла
-
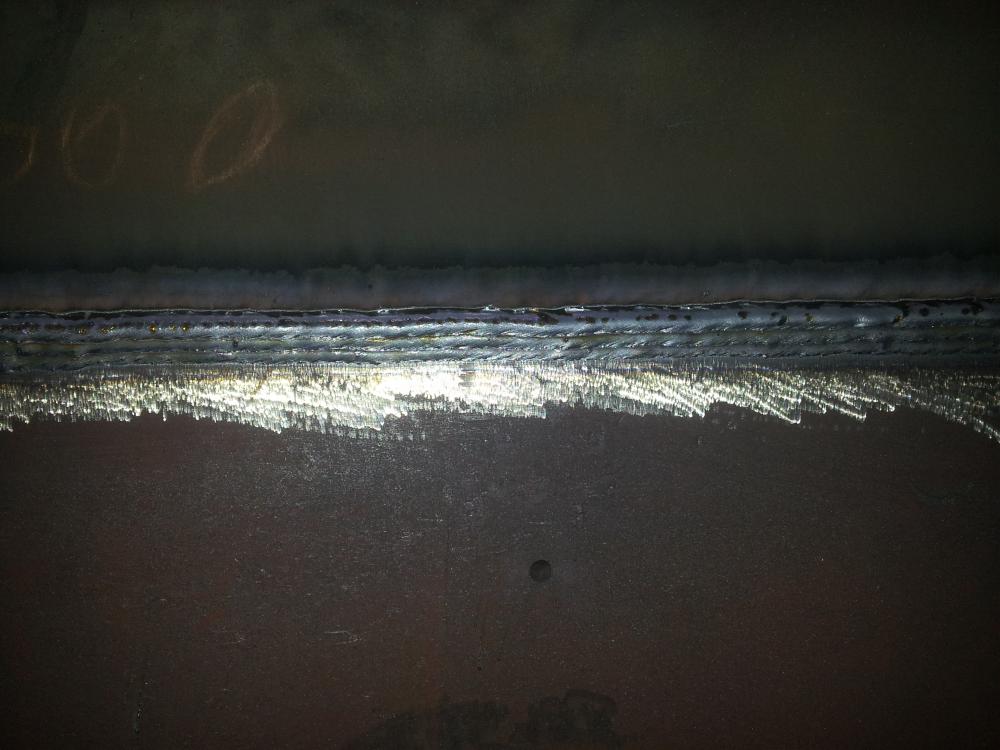
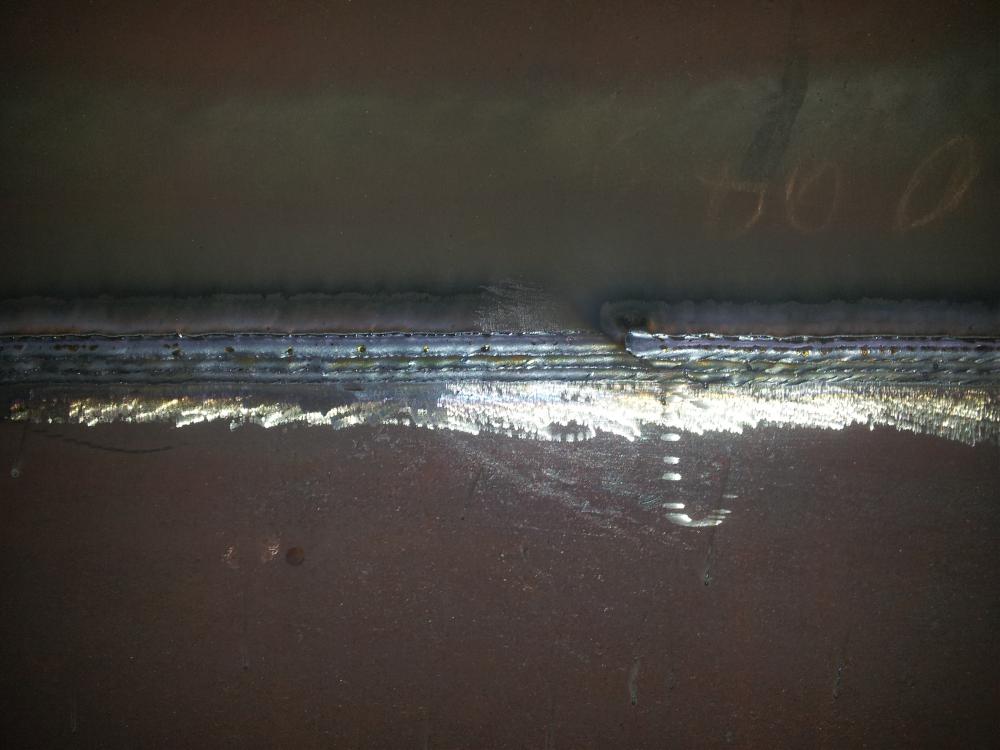
Вот тоже свежий экземпляр,трещина 27 см.,после прокатки.Поэтапно делал фото,варил 4047.
4 балла
-
3 балла
-
Ширина 10-15 мм не больше.Все верно струйный перенос получается.Но что в этом необычного ? Видео врядли будет,но попробую сделать.Там правда горизонтальный шов на струйном будет. Собственно вот.Уже выкладывал.Техника такая же. Горизонтальные швы,режим примерно тот же 29-30V 240-260A Видео со стороны.
3 балла
-
@SergDemin, Чё мы глупее Китайцев, у них пыльников нет и цена на педаль тыщи ,сроду бы не купил.3 балла
-
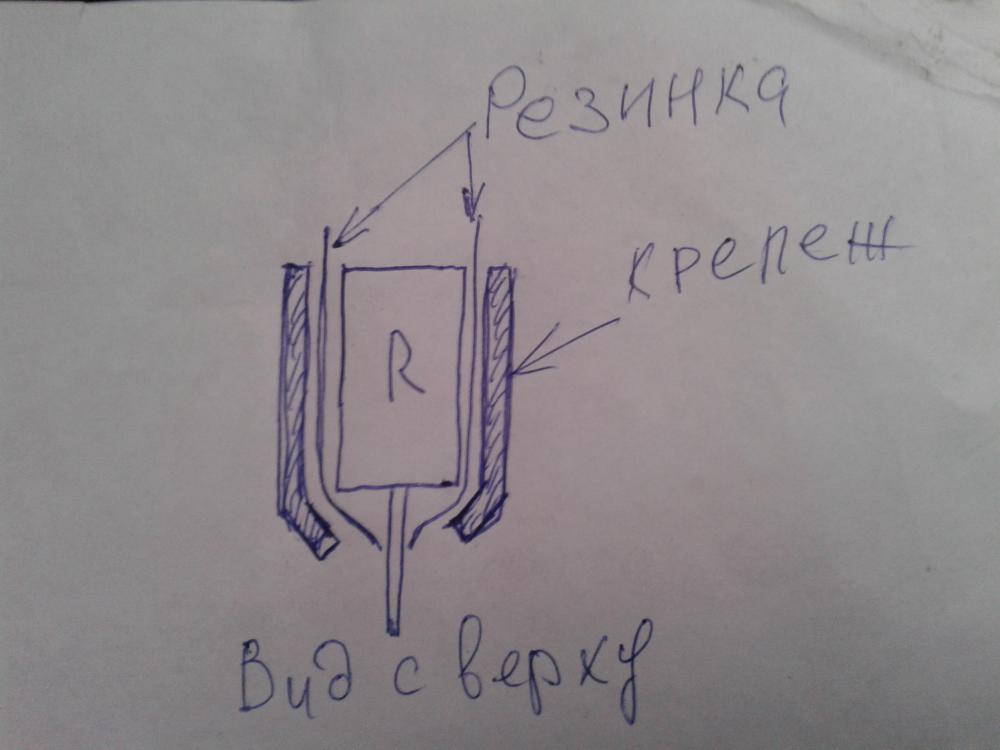
@валера1963, у этих резисторов одна особенность есть - плохая защищённость от пыли. Резинку тонкую с прорезью между пластиной, на которую он крепится будет и им поставьте. Только пластина цельная и с такой же прорезью, как на нём.3 балла
-
@Sakhalin_Cat,Расстрою тебя.Предварительная информация: не повезет спецсвязь патроны. Оружие да, патроны нет. От юрика физику вроде можно, но опять точно никто не знает.По форумам полазил тож самое.После выходных и праздников наш элелерщик позвонит в "головной офис", постараюсь накопать официальной информации, мож подскажут какие варинты3 балла
-
Если не ошибаюсь, не более 400 шт. за раз. Доехать не проблема,узнавай за пересылку на Сахалин, чтоб бы нас не посадили3 балла
-
Заказы выполнила-принимаю новые!)3 балла
-
@круазик, @валера1963, ритуал очень обширный. он покрывает практически все аспекты нашей жизни. https://youtu.be/6d2vTl6gODw3 балла
-
да! все сам, в ручную.3 балла
-
Фермы треугольные, такие фермы можно использовать как колонны ...3 балла
-
@спидглас, Самый мощный недостаток С.Г это как раз эти конченные вентиляционные каналы, прикрытые сопливой серебряной пластиной, я 9100 из-за этого ненавижу. Жду, может где ударится головой дизайнер, да корпус цельный придумает. Снова повтрюсь, пылесборник и вся требуха от производимых работ во рту и лёгких. У меня три Спида, 9100, 9100FX, 9002 flexwiew. И каждый раз не знаю какую одеть, потому как по сути, что бы все устраивало, их нужно одновременно носить все три + adflo. Вот и весь маркетинг. А ларчик просто открывался, в корпус серии 100 поставить фильр 9100, делов то! Лучше пусть рожа потеет, и не чем дышать, но глаза не слезятся и яд не вдыхать! Давайте по новой, что респиратор для 9100 надо, беруши, акваланг, скафандр. 9100FX лишена каналов, это очень хорошо, но сендвич из стёкол и пыли, за пол смены делает её не просматриваемой, хоть в химчистку неси. Забрало падает при наклонах, не держится, поднимается вверх само если лёжа на спине варить. Мне в СГ только фильтр нравится, это останавливает от выброса корпусов в помойку.3 балла
-
Вот есть интересная книга по ремонту кранового оборудования может быт полезна @Георгий 11,у ewm или у kemppi были интересные источники питания:функция сварки с большим вылетом сварочной проволоки Koncevoj_Remont_kranovyh_metallokonstrukcij.zip3 балла
-
Ок46 3 мм 107А примерно
3 балла
-
Мальчишки и девчонки, а также их родители! А профиль треугольный...увидеть не хотите ли?))) Купил вот на пощупать, думаю чего бы изобразить)
3 балла
-
@lazycat, большинство нормальных видео - от американцев. они в 99% случаях с педалью работают. ну т.е. могут на лету силу тока регулировать и проблем с перегревом детали у них нет.3 балла
-
@lazycat,@круазик,зачем ему пульс на алюминии?Ну научись на линейном токе,какой пульс на тавре?Ничего не понимаю,может сам рукожопый. @круазик,вот сегодня трубку кондиционера приносили,отрвана по фланцу,ну какой там нахрен пульс?На фланец основной ток наводишь и греешь,трубку чуть цепляешь,80-100А,он прожгет все со своим пульсом,не пойму в чем прикол.2 балла
-
Ярослав, да включите Вы уже линейный режим или накрутите побольше тока процентов на 20-ть (хотя я в импульсе никогда не работал, не интересно). Самый простой вид соединения для сварки, в плане эстетики - тавровое. Причём не важно в каком пространственном положении. Имхо. Прожигать на начальном этапе не страшно, страшно будет потом, когда железки от не провара разваливаться начнут, да и красивый шов на маленьком токе сделать сложно, и время опять же, металл перемешивать надо, а не склеивать присадком. Опять же ИМХО. И не забывайте, что при тавровых соединениях можно электрод из сопла выдвигать подальше для удобства (без фанатизма естественно), без последствий для сварочной ванны. Присадок опять же можно взять потолще. Сварочный процесс должен приносить удовольствие, а шов радовать глаз, причем без первого второе, мне кажется, получить тяжело. Успехов в освоении.2 балла
-
@SergDemin,Можно так, резинки как пыльник будут. Самое главное резисторов много.
2 балла
-
@RWS87, за разборку-сборку по 20-40р/стул. матовка-обезжирка-покраска от 130-150р(работа) итого - стартовать со 170/шт можно. с опта,5-10шт, можно скинуть по 10-ке на стуле., от 10 и больше 15-20р.2 балла
-
У меня то же есть стол передвижной сварочный, сей час покажу: Ворота на этом столике сварю так, что как струна будут.
2 балла
-
2 балла
-
Проволока СВ08Г2с 1.2мм,3 прохода.2 балла
-
Без заземления не включать!!! https://www.youtube.com/watch?v=PnkDjLLQ8qs2 балла
-
На американцах, в основном, ставятся три двигателя. Расчет делается на водителей- мексиканцев.Все-с защитой от дураков. Нет масла, охлаждающей жидкости-он не заведется. 2 аккумулятора, один-чисто на стартер, другой-на все остальное. Европейцы намного лучше. От радиуса поворота на американца одуреешь, и метровые шатуны...2 балла
-
Виктор, согласен, но этот диск очень жесткий и на нем можно вырезать половину спиц через одну и он будет бегать не заметив это. На счет поводок и увода окружности. свозил его сегодня на станок (самому интерес) и покрутили его все в пределах и даже лучше , сказали что новые и главное дорогие попадаются с биением превышающим в несколько раз относительно этого диска. Жалею что фотик не взял что бы видео сделать.2 балла
-
Ну ладно , может у них свои критерии , на магниевый диск интересно они что скажут . Вообще если я сомневаюсь в чем то я пробую , у меня пытливый ум и шаловливые ручонки . Меня тут недавно "тренировали" наверно , блок от Опеля который я сварил , неплохо получился , но фрезеровщик проходя масляный канал вылез не туда , к балансирным валам . Вскрывать бочину и через дырку варить не вариант , потом же заплату ставить и она будет рядом с втулкой балансирного вала (поведет.) Пришлось срезать всю мою сварку , сносить четверть цилиндра , сверлится и разделывать под постелью колен вала и лезть варить туда , и заново все потом отливать . Алюминия ушло много Варил 4 часа , аж вспотел . Ну позже выложу фото (в соответствующей теме ) Извиняюсь немного не по теме отвлекся , не по дискам .2 балла
-
Вот не даром я свечку сфоткал вместе с фрезой , парафин здорово работает против прилипания даже на высоких об. , а еще лучше натуральный пчелиный воск . Ну и крайняя фотка диска , вчера забыл (во голова) из нутри спицу в божеский вид привести , бор машинкой не подлезть и пришлось дрелью угловой .
2 балла
-
Можно и в "Кроилово" .Первоначальное состояние.В процессе. Итоговый результат.
2 балла
-
С медной подкладкой мало току. Поставьте прихватки на линейном токе, и двигаясь от прихватки накладываете шов.При вашем расположении пластин, нужно прогревать больше горизонтальную.2 балла
-
@lazycat, да просто шов в 2-3 захода делайте. видите что деталь перегревается - остановитесь и дайте ей остыть. ну или изначально силу тока меньше ставьте, по мере прогревания детали просто скорость сварки увеличивайте. но по началу первый вариант гораздо проще2 балла
-
Продолжаю каждый день тренироваться с алюминием. Переварил уже все обрезки, какие были. Вот что получается с соединением двух пластин 2 мм. 80А, импульс 1 Гц 30 процентов, баланс 20. Криво конечно, но хотя бы уже без проплавления пластин. Сзади кусок медной шины С прямыми швами получше, и с дистанцией 2 мм тоже, немного научился ловить момент, когда шов расплывается и надо убавлять ток, швы конечно неравномерные, но и края уже сильно не плавятся. Заметил, что в большинстве видео по сварке алюминия швы показывают не до краев пластины, видимо по этой причине, хотя бывает и на всю пластину. Жду когда привезут сталь, чтобы сварить наконец что-то полезное. Со сталью нормально, швы пляшут, но уже не так, как пару недель назад.
2 балла
-
@Anton VL, Простите, дождь , участкового и двух свидетелей не будет... Откручивать поворотный упор я не стал... подогнал от руки, рукой при резке и держал. Чему верить не знаю, угломер до десяток всего, уголок покупной... один ляд при сварке покаверкает. Профтруба 40*40 стенку не знаю, на ощупь 1,5мм. Заусенцы отломаны уцелевшими в пылу сбора доказухи руками. Не 1-2 рубля а три слишним тысячи резов тем колличеством абразивных кругов которые можно купить на цену самого дешевого твердосплава, который на тысячу резов. Как и где и чем точить твердосплав и позволит ли вера, вопрос десятый. А вам качество реза что? Вы из спила профтрубы подставки под сковородки на продажу делаете по типу деревянных? Или красивыми спилами торгуете, или на клей сажаете? Вообще что ль не варите по красоте сверху потом?
2 балла
-
Заглушил сливное отверстие.
2 балла
-
@спидглас, в том то и дело, фильтр превосходный, устраивает на 100500%, но корпус.....! Вот и приходится с этим мириться. У Белаза пробовал Оптрель, корпус понравился, в остальном нет.1 балл
-
А штурман то провокатор еще тот))), вот если бы не он тема бы заглохла на 2 странице))1 балл
-
@saper24, снимаю шляпу! У меня так точно абразивом не получается резать, что я делаю не так, подскажите?!1 балл