Лидеры




Популярный контент
Показан контент с высокой репутацией 12.04.2017 во всех областях
-
Латкой не проще? Принесли вот такое "чудо" , не знаю смеяться или плакать !?
 14 баллов
14 баллов -
11 баллов
-
Немного готовой продукции последних дней
9 баллов
-
Сущие копейки. Вот как Игорь начнёт удочки сматывать, тогда они зашевелятся. А до этого момента они способны только удешевления выдумывать, типа фару на лоб, и косу двухстороннюю.9 баллов
-
А у нас сварки не очень. Ну разве что стойки, которыми подперта опалубка прихвачены к арматурным анкерам, забитым в бетон. Что б цыгане не сперли Залили вот такую лесенку. 11 кубов бетона, и то потому что внутри пустая, а то бы...) Ну и под ней, черного цвета, подушка - 8 кубов) В самом начале предательски сдох вибратор. А в рядом находящемся магазине не нашлось замены китайскому хоботу. Пришлось черенком по старинке, в итоге непроливы, не критичные но обидные. На фотке они видны, темные. Это мы их уже раствором прошли) Ну и ставил заглушки на столбы нашего четырехметрового забора. Опять без сварки, на саморезы, жаль было палить оцинковку. Но жизнь улыбнулась любителю железок и уже скоро меня ждут ворота, 40 метров забора и козырек восемь с лишним на три с лишним.
8 баллов
-
Для этого жлобья даже мыло купить дорого... Вряд ли , всё намного хуже . Здесь уместен вопрос - какого ты там делаешь ? На уровне "цен на работу" по Рязани моя "ставка" немного превышает среднюю . За счёт слесарки , разнообразной сварки , однорыльной работы и дурной скорости . Не скажу , что это желанный ход , скорее вынужденно и тому есть куча веских причин . Сегодня я взбешён . Директора тянут одеяло на себя , меряются письками и играют во взрослых мужей . Просохатили и оборудование , и сроки , а во всех косяках часть упрёка и мне место отвели . Ответ был чересчур адекватным7 баллов
-
https://youtu.be/rxie1cUXk647 баллов
-
толщина большой трубы 1.5мм,толщина резьбы 3мм.Сварка своим телом.Тут главное подгонка кромок,зазора вообще не должно быть.При зазоре и добавлении присадки начинаются деформации,после полировки их видно.Варил током 42А.Проверочное давление изделия 6атм,рабочее 2атм.5 баллов
-
Продам новую маску Speedglas 9002X FV, цена 18000 рублей. Отправлю в регионы. Телефон: 8950-647-12-72.
5 баллов
-
бывает, горящую свечу запихивают в бутылку без дна, или в вазу, или в хим,колбу... для красоты, то есть. и создания настроения. вначале сделал что то вроде половничков с одной длинной ручкой из крепления для подвесного потолка ( сама опора , "ковшик" - из колечка 32й трубы, вставленного в чуть более высокое колечко из 40й трубы) оказалось, диаметр великоват и в сосуд половник не влазиет пришлось придумать автоцентрирующийся суперустойчивый треножник лапами вверх : (из двух шайб и трех креплений подвесного же потолка) : а "половники" пригодятся ещё, (если им понизу приварить "лучики" для опоры на них бутылки без дна, то будет самое оно) пускай пока повисят:
4 балла
-
Я вот так предполагаю что он прав на 100% в независимости от толщины фрезы . Не удержать такую дур машину в руках тем паче если будет фреза поболе диаметром и двуперая , погрызете все что попало в том числе и себя , но то место где нужно останется ну может чуток погрызаным.4 балла
-
откуда такие выводы? сколько сталкивался с ГБЦ на силумин никак не похоже отлично все варилось 4043, хотите сами убедиться в чем то, зачистите на поверхности небольшой участок зажгите на нем дугу и пару раз присадком тыкните, сразу будет видно ху из ху,вот доводилось делать, отлично и безболезненно все получилось
4 балла
-
Доделал если что опытный образец был 12 швеллер.
4 балла
-
4 балла
-
Фрезу на болгарку . Мож кому пригадицца. https://www.youtube.com/watch?v=YPEYaakWgiI3 балла
-
такие швы надо не грунтовкой с краской красить , а прозрачным лаком покрывать3 балла
-
Это каким жиш ты электродом варил? Шось дюже красиво.3 балла
-
Новая история одного прицепа купил новый в магазине, искал самый дешевый, и чтобы размер нужный. Нашел. 125х200 внутренние габариты кузова. 40см высота бортов, задний откидной. РММ 350кг. И вроде бы все хорошо, вози и радуйся....но. Как везти длинные доски, если передний борт не откидной. К чему вязать стяжки если нет ни одного зацепа. Фигня думаю, на раму грузану, к ней и привяжусь. Но конструкция не простая, борта между собой на болтах в коробочку, и к фанерному дну прикручено. Вобщем доскИ оказалось нЕсколько больше, чем может выдержать раздетая рамочка прицепа. почти куб доски естественной влажности, длина от 2х до 4х метров.
3 балла
-
Абсолютно с вами согласен , но наша точка зрения , так и останется с нами .3 балла
-
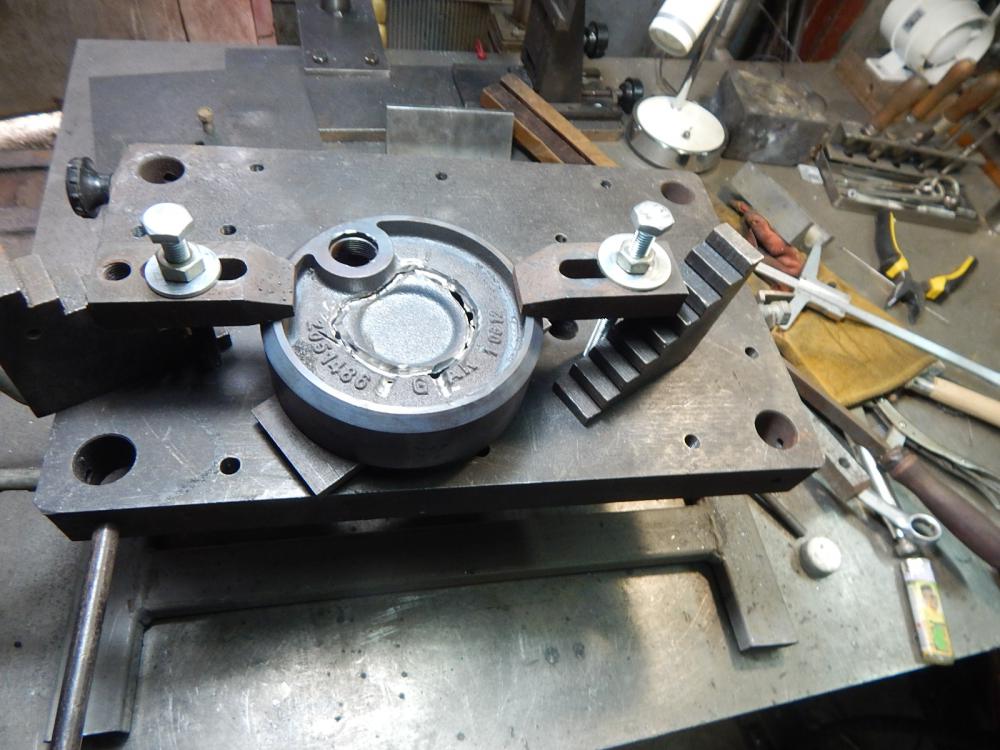
Обойма.Довольно интересная ситуация. Каких-то проблем со сваркой нет вообще.Проблема будет заключаться в соосности посадочных мест.Случай интересный-не удается даже в кондукторе посадить все на место. Часть первая.
3 балла
-
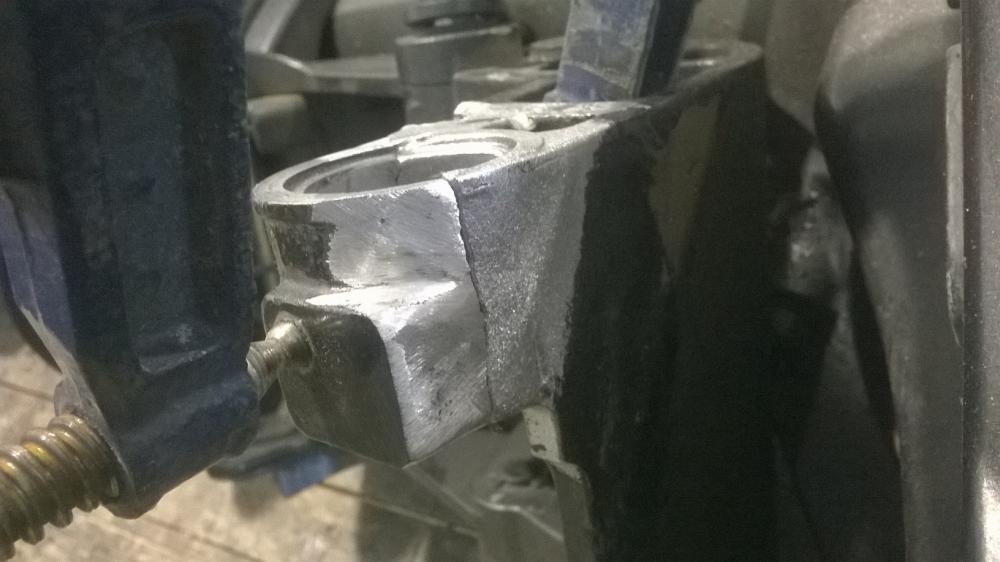
Лодочный мотор китайского производства. При перевозке плавсредство толком не закрепили (или закрепили неправильно), в результате оторвали часть проушины. Отверстие для тавотницы идеально совпало со штоком струбцины, что очень ускорило и облегчило процесс) Забоину от вылетевшего пальца восстановить не дали, двигатель буквально вырвали из-под горелки. Дали денег, оставили полкило присадки 4043 в качестве бонуса и откланялись)))
3 балла
-
@lisovin161,да вы что,человек хорошо проверяется когда ему власть и деньги дают.У меня знакомые директора есть одной фирмы,они в начале своего становления,когда у фирмы дела не очень шли,таксовали на своих машинах,в общем то знают цену деньгам и работяг не обижают,не скажу,что много платят,но выше среднего по городу и не сделку,а оклад и дают заработать,можешь по выходным работать выходить,если есть желание,двойную конечно не платят,но хоть так.Корпоративы частенько устраивают,в том году всем коллективом на волгу рыбачить ездили за счет фирмы.В общем нормальные человеческие отношения.2 балла
-
Ну что вам сказать… это был ваш ( по моему глупый выбор) ,кто хочет рак кожи ,тот может варить в солнечных очках,голый! Умные учатся на чужих ошибках,я видимо не умный и учусь на своих, поварил в обычных перчатках руки красные,жарко! Купил краги. В китайском хаме, поварил ,глаза болят, купил sg!Много дыма от сварки ,дышу им, купил adflo! Ну и так далее2 балла
-
А причитаний то в видео) Можно подумать при зажиме этого всего в ПШМ что то кординально меняется в безопасности. Если в башке пусто то и шарик надувной опасен.2 балла
-
извините сегодня в гараж не попал ( клиент не приехал) , если что пишите попробую на словах объяснить.2 балла
-
@Александр ПАНЧ 11, Здесь в общем-то все проще обстоит:срежут внутреннее посадочное место на токарном,выточат заготовку;вварю ее и потом обработают на станке.Можно было бы вварить сразу болванку,но там довольно обширная сетка трещин и плоскость деформирована и к тому же надо специально готовить оснастку,а это уже ни к чему.2 балла
-
продолжение=)
2 балла
-
@konstantinXX, Знаешь, в чем прелесть такой работы? Будешь уходить от осевого смещения-получишь радиальное... или наоборот.В этом случае трехэтапной сварки не избежать2 балла
-
А за чем шлифовать и обезжиривать детали и присадку? Я пойму, если всё это было в краске с налётом солидола с маслом... Тогда, конечно. Но присадку то - за чем? По мне - так : кромки деталей без заусенцев после обреза, можно фаску сделать, если нужно. Без налёта металлической пыли, визуально чистые - ОК, это же не алюминий. Даже на заводах "Великой Финляндии по гигиене", таких магнатов, как Valio, Arla,Hartwall контроль не требовал такой предварительной подготовки. Только не воспринимайте выше написанное как критику, примите, как совет, облегчающий сварочные процедуры. ОК?2 балла
-
День сурка ... Да , точно , день сурка ...
2 балла
-
Всем привет, хоть конкурс давным давно закончился и победитель давно юзает выигранный им приз за свою работу,я дабы не быть пустословом как и обещал выкладываю финишные фото моего прожекта. На данный момент станок успешно прошёл испытания и находится на стадии покраски. Он оснащён гидросистемой(для подъёма и опускания пильной рамы),системой регулировки скорости ленты,системой аварийной остановки при повышенной нагузке на ленточное полотно или закусывании и системой подачи жидкости СОЖ на ленту во время пиления деталей(с возможностью регулировки количества подаваемой жидкости) Вот его фото и фото детали после реза. Станок способен отрезать пластинки толщиной 0.7 мм ( А если сильно постараться, то я думаю и 0.5 получится !) Максимальная высота отрезаемой детали цилиндр 230 мм, Прямоугольник/квадрат 180 - 220 мм
2 балла
-
@misha88,осталось водолазный костюм и барокамеру приобрести.1 балл
-
Доля истины в его словах есть. Фреза, которая на видео 100 проц развалится. Что потолще будет работать. Этот инструмент вполне для людей, которые не могут позволить ПШМ. Болгарка я думаю есть тут почти у всех. Особенно вижу эту приблуду для ремонта дисков. Ещё б обороты регулировать.1 балл
-
@selco, я знаю два метода работы пуш-пул горелок. Один, самый простой: двигатель в горелке крутит всегда быстрее и тем самым подтягивает проволоку из горелки. В таком случае нужно только 24В или другое, в зависимости от того какой мотор установлен. подача напряжения осуществляется через гасящий резистор. Т.е. если тупо остановить мотор руками, то все напряжение упадет на нем. И мотор не сгорит и не пострадает. Такой ... моШный резистор (мощность рассеивания зависит от моторчика) Второй, самый сложный: двигатель в горелке синхронизирован по скорости подачи проволоки. Скорость не только привязана по диаметрам роликов и скорости подачи проволоки, но еще имеется энкодер, который выдает значения и синхронизирует обороты. Теперь по аппарату. Зная схемотехнику, лишнюю мощность особо не выцепить. Дополнительного разъема на аппарате нет для подключения горелки. Аппаратов продано не мало, но по гарантии было пару случаев и то не с основной платой. Т.е. донора нет для экспериментов. Поэтому, чтобы точно ни чего не навредить, я бы поставил вспомогательный блок питания на 24В. Места он много не займет и в аппарате плату можно упихнуть. Но меня смущает надпись на горелке MAXON. Обычно это сервомоторы. Обычного моторчика DC такой фирмы не видел. Если все же этот моторчик без обратной связи, то можно и прицепить через дополнительный блок питания. Я смогу задать вопрос производителю. Но если есть фото или еще лучше нужна МАРКА сварочной горелки и (или) ссылка где можно посмотреть совместимость горелки с аппаратами. Тогда будет легче понять итальянам и мне объяснить. Т.е. нужно понять мощность моторчика и принцип работы этой горелки.1 балл
-
Этот чуток может породить проблемы куда более дорогие. Самодельное оборудование на предприятии насколько мне известно применять нельзя, оштрафуют влёт. Ну или глаза закроют за сумму чуть меньше штрафа, но всё равно сумма там -- на три лентопилки хватит. Им дешевле покупать покупать дешёвые расходники: круги, болгарки, сварщики. Игорь сотрётся там скоро как тот круг, и они его выкинут.1 балл
-
Интересно , обычно в перевернутом положение домкрат не работает .1 балл
-
@konstantinXX,на счет присадка не соглашусь,бывает пыль наседает,во время сварки видно ее.Грешен,тоже не всегда обезжириваю,но когда вижу грязь,то протираю.1 балл
-
Не знаю как в других городах, у нас на стройках, раздолбайство полное, рутилом варят все и вся. Теперь по теме: проще взять основной электрод и заварить, чем изобретать велосипед!=)1 балл
-
Как всегда,где-то видел такое,но где не помню. Сделал и мои пальцы говорят "спасибо"
1 балл
-
1 балл
-
про меня))
1 балл
-
В группе ВК было, а тут вроде нет: Танцует скорее всего не сварщик, сварщик ставит свет. https://youtu.be/E-KvicueAvc1 балл
-
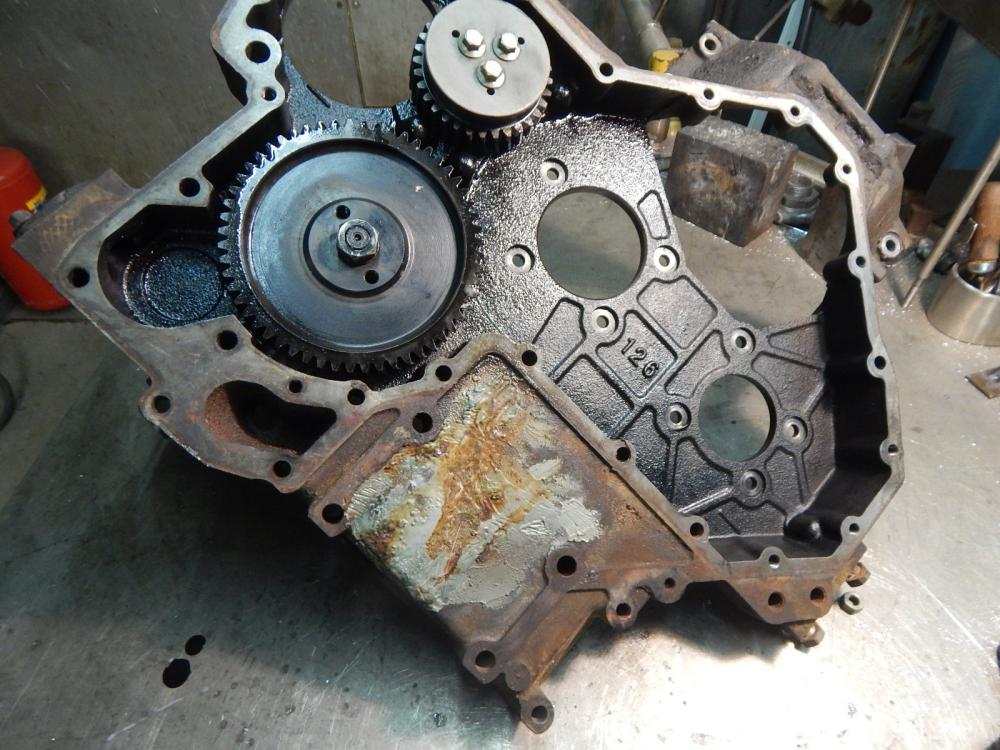
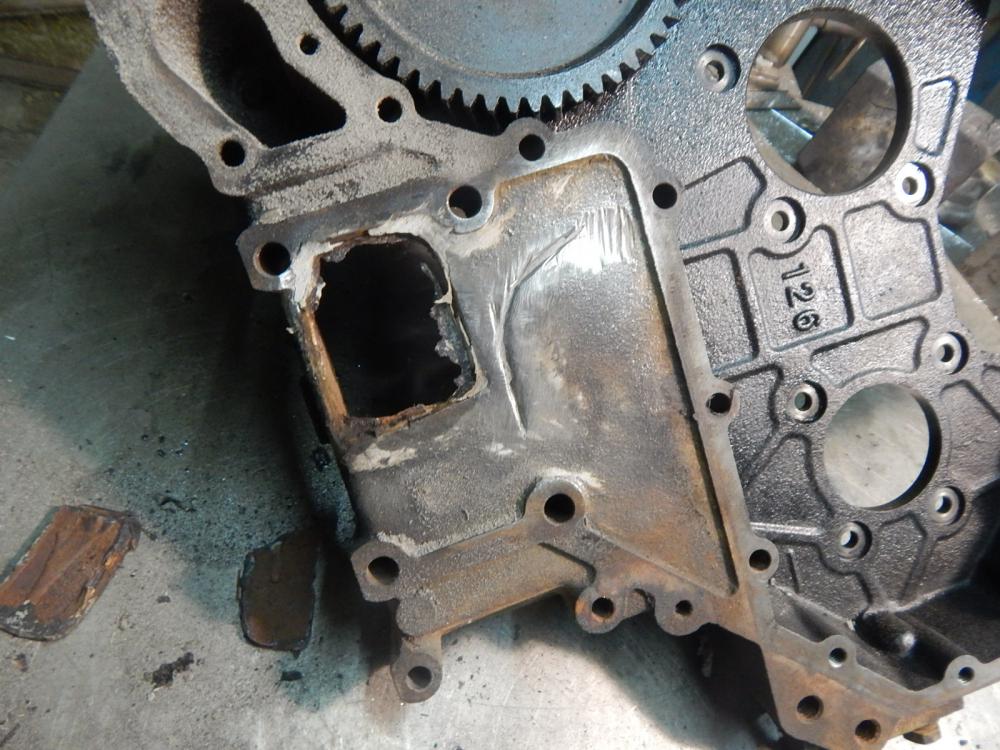
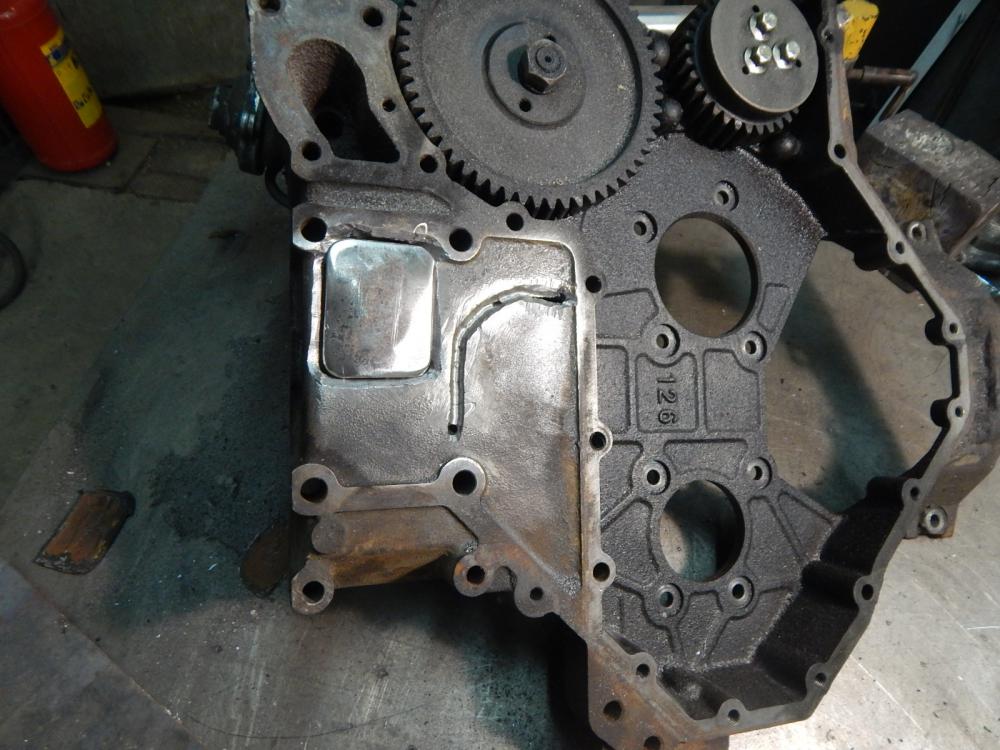
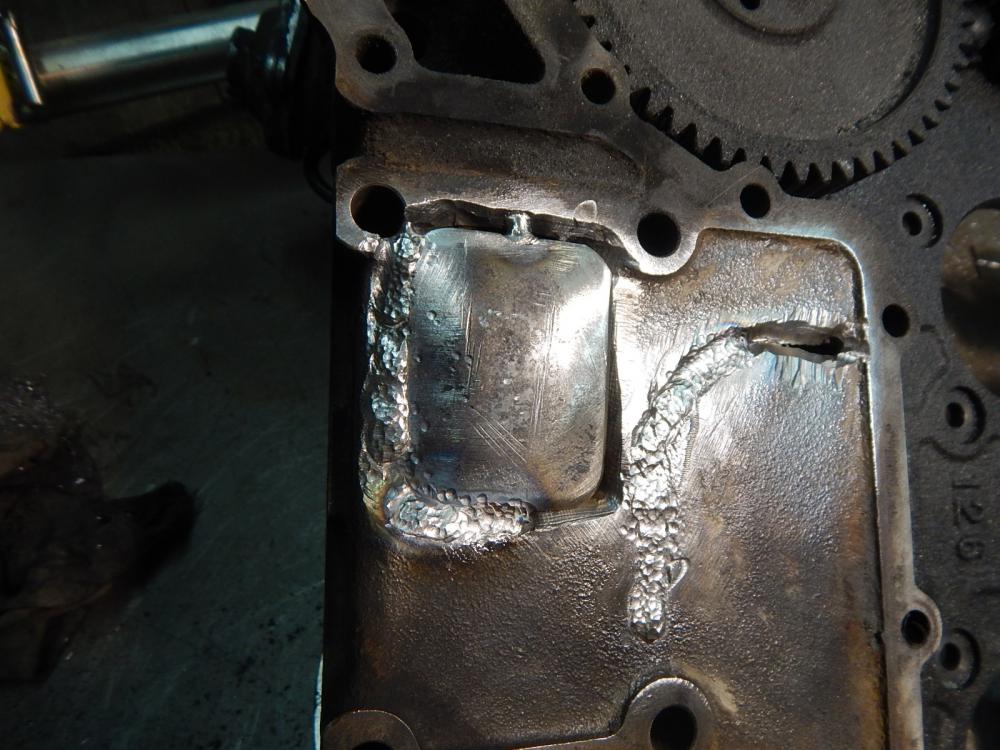
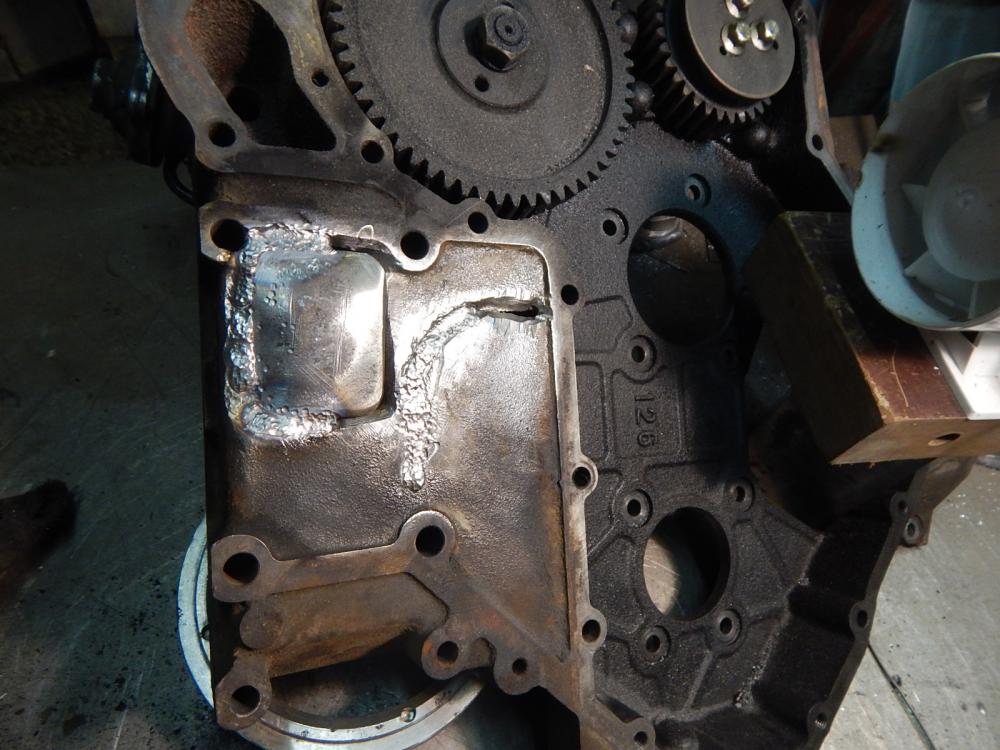
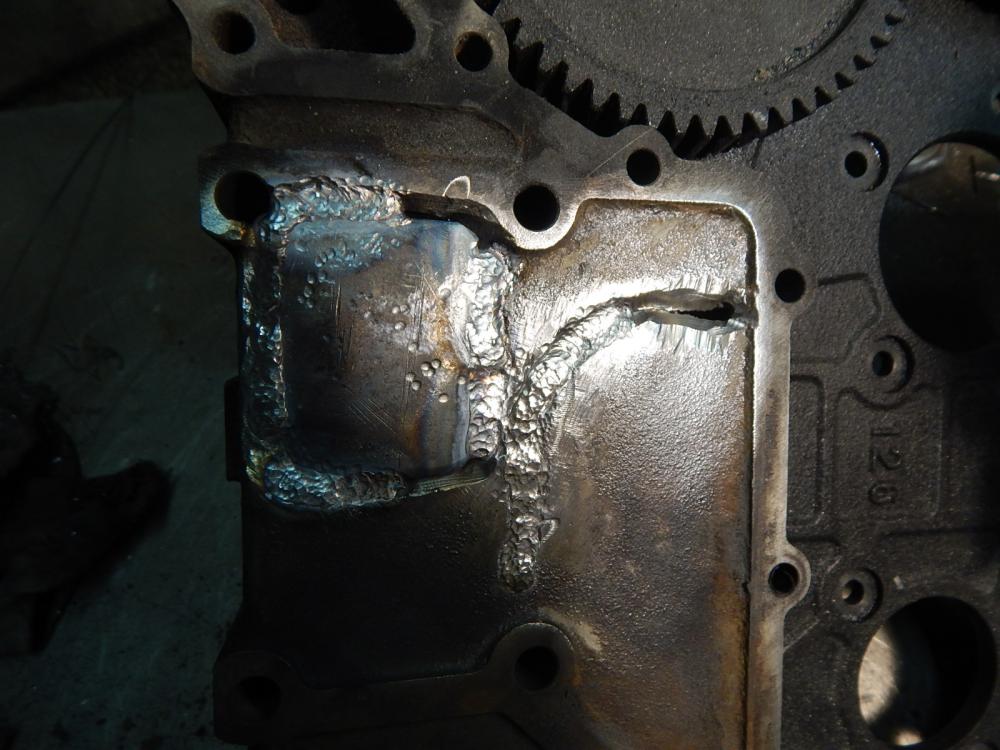
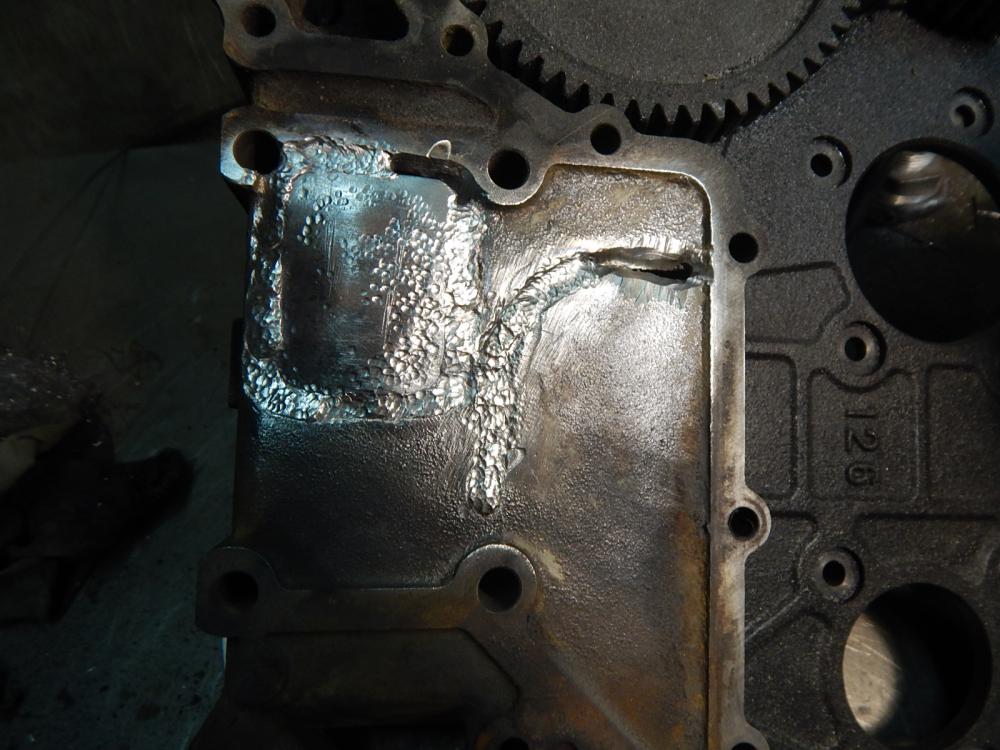
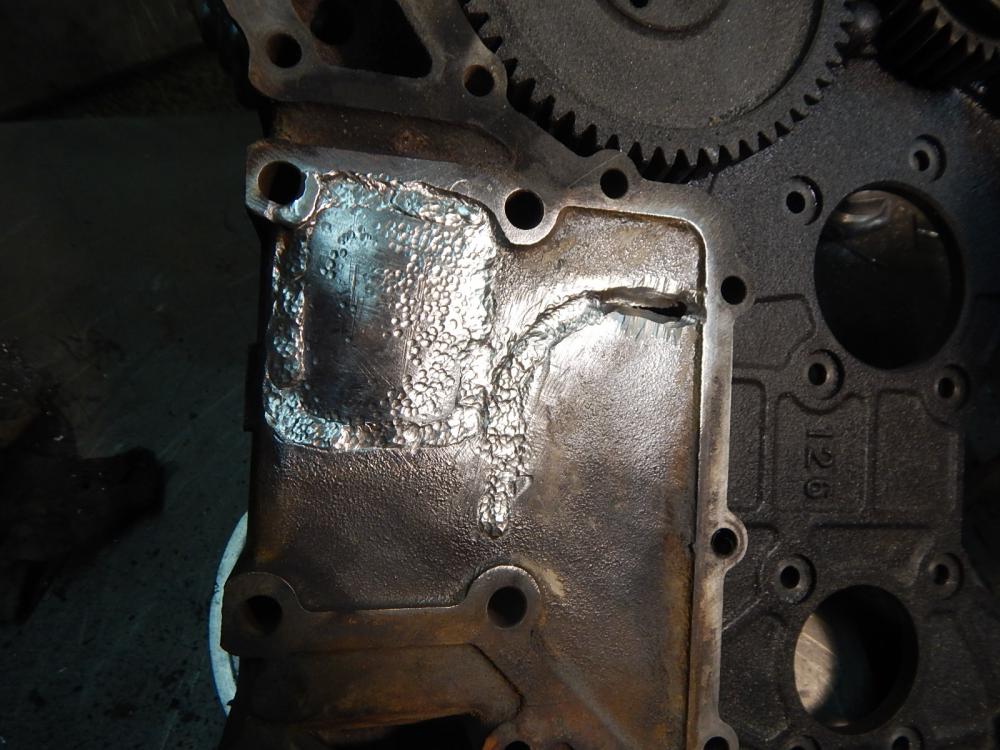
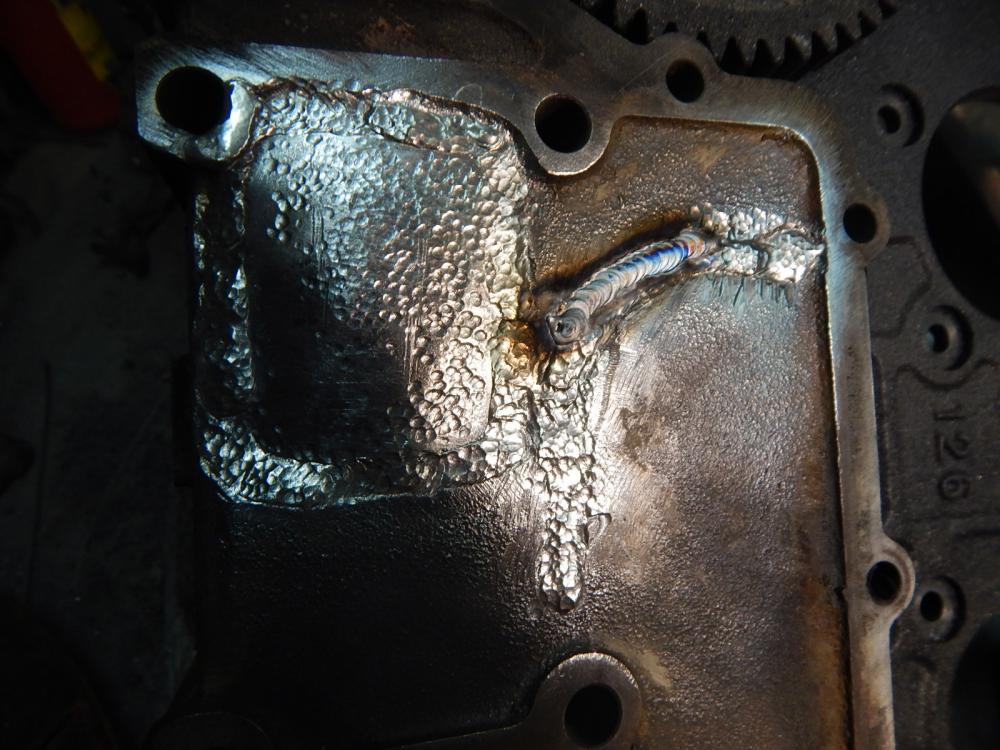
Передняя крышка двигателя.Сварка интересна расположением трещин и напряжениями,возникающими при сварке,контур жесткий.Толщина стенок 5-6 мм,ток 138 а,александровским панчем.Снимки дают представления о поэтапном наложении швов-поэтому их много.Вполне возможно,что кому-то это будет интересно.Латка вваривается без проблем,а сама проблема в расположенной рядом трещине.Может быть,сказался удар,что,скорее всего так и есть и в любом случае сварочные напряжения завершили начатое-у основания пошла трещина перпендикулярно заваренной трещине.Пришлось вырезать и вставить латку.Проба на керосин показала наличие четырех пор.
1 балл
-
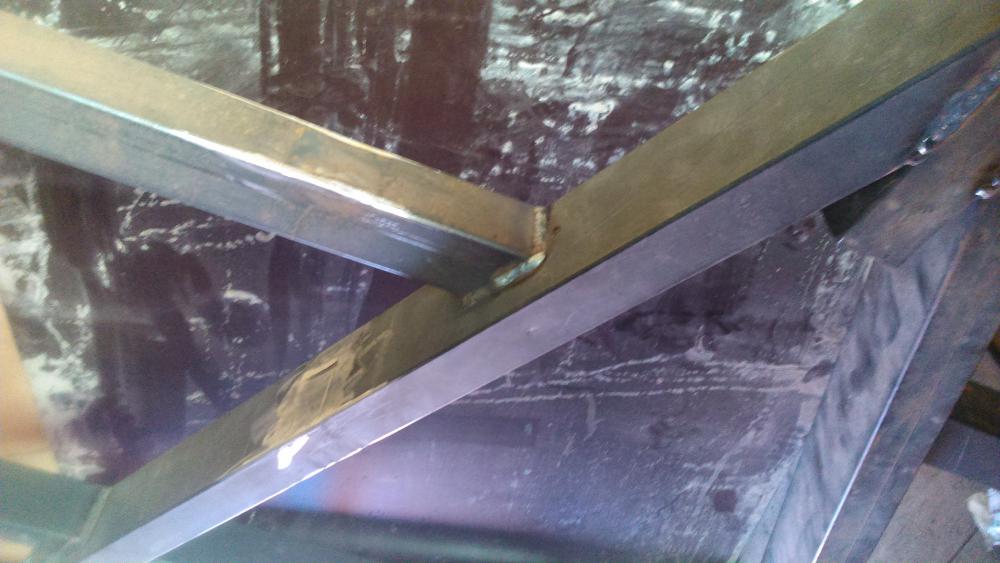
Немножко дополню свой недавний пост про МНЖКТ. Собственно решил я её в пульсе потестить, ведь на нормальных токах пруток успевает расплавиться раньше, чем в ванну попадает, да и шипение/шкворчание приличное от присадки. Увы, пульс она не перенесла. 130А в течение 0,3с тупо сдул кончик присадки и рассыпал на монтажном столике расплавленные шарики. Звук тот ещё был. Чашечка кофе и обмозгование проблемы привели к следующему логичному выводу - низкочастотный пульс к этой присадке не применим, т.к. она ограничена по току, значит, надо попробовать подобрать ей ток так, что бы она плавилась, растекалась, но не шипела. Толщина свариваемого материала тут значение играть не будет, т.к. всё равно МНЖКТ применяем практически без плавления основы. Короче, самый обычный линейный постоянный ток для этой присадки это лучшее. Без всяких пульсов, разве, что сверхвысокочастотный попробовать настроить, он дугу обожмёт и уменьшит тепловложение в основу. По току: начал с 60А, закончил на диапазоне 80-90А. На 80-90А присадка быстро расплавляется, не шипит, дугу на расплавленной присадке можно держать столько, сколько захочешь. Ну и про текучесть МНЖКТ: я явно ей польстил, скорее никель она напоминает, нормальной сварочной ванны нет. Интересно то, что первая капля ложиться и прилипает превосходно, а все последующие капли на это место уже как пластилин намазываются. если есть пора, то сколько её не грей, она не убирается пока присадкой не ткнёшь. Мой скромный вывод: как относительно дешёвая замена никелевым присадкам - да. Как средство для сварки латуней и бронз, наверное - да, но пока просто не пробовал. Для всего остального - нет. П.С. На фото: соединил домкрат с площадкой из профильной трубы 60х30х3 при помощи МНЖКТ+ два валика на профтрубе. Нижний валик на 60А - мало тока, верхний на 85А - норма. Выше 90А поднимать смысла не вижу. Сварка велась в зазор порядка 6мм. На зачищенном щёткой шве видны поры (в этом материале они не сквозные, но неприятно. Хуже то, что нормально в процессе сварки их не видно и заметить их скорее удача, чем возможность), так же видна как бы сморщенная поверхность шва (как я и говорил - напоминает пластилин). П.С.2 Теперь хочу попробовать меднокремниевую присадку. Хочется увидеть именно кристально чистую, блестящую сварочную ванну золотистого цвета, как на видео у америкэнбоя. С уважением и звиняйте за многословность. Краткость - сестра мутанта.
1 балл
-
Сегодняшняя работа нихром.
1 балл
-
Новые тоже хороши для нашего времени. Этот аппарат, можно сказать, в идеальном состоянии для своих лет. Берегли его.1 балл
-
Хонда ЦРВ (К20А), ухо коробки отломали в неизвестном сервисе. Хозяин попросил чтобы шва не было видно, пришлось чистить.
1 балл
-
Форд фокус после гидроудара
1 балл
-
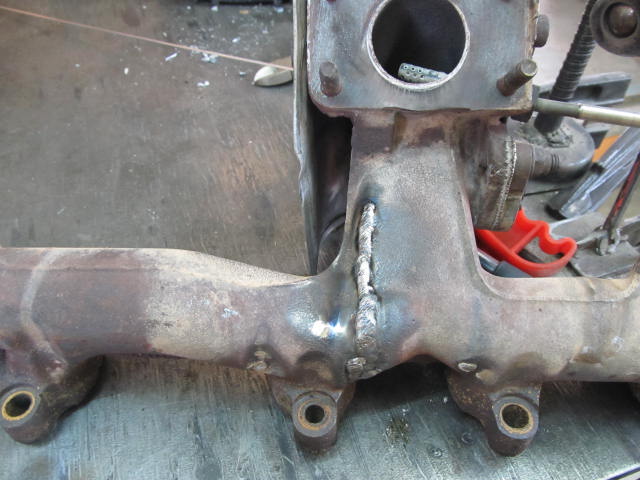
Добрый день. Дали на пробу заварить кронштейн от Пассата . Отломано ухо, и сам кронштейн на пополам. Внутри кронштейна залита какая то мастика. Ели ее отчистил. Начал наплавлять ухо. Сначала 140 А прошел, все кипело. После зачистки уже стал наплавлять. Присадку использовал 4043. После наплавки, обточил. Вот так получилось. Тело кронштейна сначала прихватил, потом прошел без присадка 100 А. Вскипевший шмурдяк зачистил и начал варить. Вот так получилось. Я не сварщик. С многими терминами не знаком. Может что то я делаю не правильно?
1 балл
















































































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)