Лидеры




Популярный контент
Показан контент с высокой репутацией 22.06.2016 в Сообщения
-
Вот же гадость, думал не закончу никогда. Весь кронштейн 16мм толщина. Подошва на двух плитах по 16, попробуй завари
 15 баллов
15 баллов -
Титан непосредственно сваривается с цирконием и гафнием.Можно получить соединения с удовлетворительными свойствами при сварке титана с ванадием ,ниобием,танталом.С этими металлами титан сваривается,как титан с титаном. Сварка титана с другими металлами затруднена и во многих случаях невозможна.В этих случаях применят плакировку другими металлами.При сварке титана с медью используют прослойки из ниобия или тантала.При соединении титана со сталью применяют вставки из ванадия.или комбинированные - ниобий со стороны титана и бронзы со стороны стали.7 баллов
-
Пришёл в гараж, снял подножку с хонды. Поломанная, была прикручена на 5-ти мм-й пластине. Разделал ПШМ, немного подрихтовал и закрепил на той же пластине. Выставил 120 ампер, с мыслями, что наверно маловато, но пусть, немного прогреется, прихвачу, а там подниму до 150 ампер. Не получилось. Поставил прихватку и на заварке кратера получил извержение вулкана. С жерла полезла чернь. Беру ПШМ и вырезаю. Попытка номер два начало 75а, дальше 60а, прохожу всё по кругу и опять всё вырезаю. Прям виспа какая-то. Финал. Ток 50а и быстро-быстро присадкой как только образовалась ванна, с перерывами на остудить немного. Обошлось без извержений. Напрактиковался с ПШМ в общем И вот собственно результат.
7 баллов
-
Для травления титана,если невозможна механическая обработка кромок,применяют следующие реактивы:плавиковая кислота (HF) -26 %,азотная (HNO 3 ) -50%,H2O - 24% Температура 20 С.Продолжительность от 1 до 20 часов. Чтобы избежать перегрева необходимо ограничивать величину сварочного тока.После окончания сварки или обрыва дуги,газ должен подаваться до тех пор,пока металл не остынет до 400С О надежности газовой защиты в процессе сварки и при остывании металла можно судить по его внешнему виду. Блестящая серебристая поверхность свидетельствует о хорошей защите.Появление на шве желто-голубых цветов указывает на нарушение защиты,а серые налеты- плохая защита.При хорошей газовой защите твердость шва должна быть равна твердости основного металла.(напильник в руки) Для технического титана рекомендуется сварочная проволока ВТ1-00.Для сплавов с пределом прочности 60 - 80 кг/мм -ВТ2св,для боллее прочных сплавов СПТ -2 Холодные трещины. Причиной возникновения холодных трещин является сварочные напряжения и понижение пластичности металла вследствие загрязнения металла газами(водородом ,азотом,кислородом).Трещины такого рода возникают сразу после сварки,так и после вылеживания(несколько суток).В этом случае разрушение вызывает чрезмерное насыщение шва водородом ,образующим с титаном гидриды,делающие металл хрупким. Механизм образования пор примерно такой же,как у стали-насыщение металла водородом .6 баллов
-
Все в этом мире относительно...Зарекаться на будущее не нужно.УШМ при всех достоинствах, инструмент требующий постоянного внимания.Все кто ими пользуются(почти 100%) имеют и негативный опыт.Всем здоровья и удачи!6 баллов
-
Титан.Общие сведения. Титан относится к группе химически активных тугоплавких металлов.По схожести свойств наиболее близкие к нему цирконий и гафний.Электросопротивление в 4 раза выше,чем у железа.Теплопроводность в 3-4 раза ниже,чем у железа. Металлы этой группы активно взаимодействуют с газами атмосферы.Окисление металлов начинаются при температурах 400-500 С.Наиболее интенсивное взаимодействие их с кислородом начинается при температурах 800-900 С .Увеличение содержания кислорода резко повышает прочность ,твердость и снижает пластичность.При указанных температурах металлы активно поглощают азот.Азот еще в большей степени,чем кислород повышает прочность твердость и снижает пластичность . Титан очень сильно поглощает водород.При температуре 700 С в титане растворяется в 25 000 раз больше водорода ,чем в железе (растворимость водорода в железе 0,000013 м/кг,в титане 0,32м/кг) Заметное поглощение водорода начинается при температурах 400-450 С Качество соединения определяется в основном надежность защиты и чистотой инертного газа - аргона или гелия.Разница между гелием и аргоном технологическая,примерно такая,как при сварке алюминия.Применяются смеси гелия с аргоном К чистоте аргона предъявляются высокие требования.Влажность устраняется пропусканием аргона через силикагель или алюмогель,а от азота и кислорода -через титановую стружку,нагретую до 800-900С Сварку титана так же можно выполнять плавящимся электродом.Сварка выполняется на постоянном токе обратной полярности на режимах,обеспечивающих мелкокапельный перенос.Плотность тока порядка 100 А/мм.Сварку плавящимся электродом производят в гелии или в смеси He -80%,Ar - 20 %5 баллов
-
@валера1963,да собственно весь вопрос то в ценник и упирается,бренды десятки лет на рынке,а тут якобы конкурент им,только мутный и непонятный с ценой дороже китая в полтора раза.Но говорят китай не тот уровень для них,поэтому и цена такая,но за бренды то мы за имя доплачиваем,а тут ни имени,ни отчества,только фамилия Россия.5 баллов
-
Варил подставки для автомаляров. Вертикальная труба квадратик 20х20х2, гнутые перекладины ∅20х1. Гнул на примитивном ручном трубогибе. На материал стыковал обрезки.
4 балла
-
@Goga_S,Ну с этого и надо было начинать. Оборудование крупным планом, сварочные швы, был бы другой разговор. Конечно в пульсе (на черном металле) он превосходит мой (самопальный транс. который не может победить алюминий)- фото для сравнения. А если бы показали сварку алюминия (швы), вообще было бы прекрасно. Почему преобретают ( меркле и лорхи), они сваривают (крылатый метал),если EVOSPARK тоже может и дешевле, можно подумать.
3 балла
-
Смотрите совсем маленькая фирма и существует давно , офис, завод и все остальное похоже в этом здании , у наших "новых русских" побольше коттеджи встречаются. Да ладно суть не в этом , а в том что они выпускают и похоже держат в страхе EWM и Merkle , ну Panasonic далеко от них, хотя они ему прямые конкуренты. У нас бы побольше таких зарождалось и "импортозамещением" не надо было бы заниматься. http://www.elmatech-gmbh.de/index.php/en/ Evospark стоило бы рассмотреть и заняться полуавтоматом с АС режимом .
3 балла
-
Два вида горелок бывает , 1й- однотрубная и она (труба ) носитель сварочного тока и сверху должна иметь резиновую трубку - изоляцию 2й- двухтрубная и наружная труба изолирована , внутренняя носитель тока . 1й вариант- Сопло имеет изоляцию Переделка под сопло без изоляции 2й вариант - двухтрубная по фото я думаю все понятно будет
3 балла
-
Продам новую маску Speedglas 9100XX FX, цена 26000 рублей. Вышлю в регионы. Телефон: 8950-647-12-72.
3 балла
-
сделали душ не спеша, жара с непривычки выбивает что то из колеи ) основа бод бочку, варил УОНИ 13/55 петли ( проф труба 15/15 в нее круг 10мм плотно входит,зазор получается минимум) и шпингалет самодельные ))) полка из доски 25/150, 30 ширина 60 длина основа проф труба
3 балла
-
3 балла
-
А что Selco, у нас все впорядке :P . Теплотвод это первое и самое главное и здесь стальной уголок даже пусть он будет 100 не поможет . Ищите толстостенный Д16 , почему дюраль да потому что он упругий и не даст себя "прогнуть" нержи. Второе хорошая газовая защита и быстрота ведения горелки . Третье подборка токов и импульса . Технология , зажимаете на уголке как можно лучше полосы нержи так чтобы торцы полос заходили одна на другую ровно на половину толщины своей каждая (это надо сделать очень хорошо и ровно ) далее прихватки , остывание и собственно сварка с одного конца к другому (не каких шахмат) и желательно без отрыва и снова остывание и часок другой пусть полежит на уголке в неволе. Ну и после всех этих операций "турецкой сабли" не должно получиться. http://websvarka.ru/talk/topic/166-svarochnye-shvy/?p=102187 http://websvarka.ru/talk/topic/166-svarochnye-shvy/?p=1023002 балла
-
Теплоотводящей подложкой - на алюминиевом профиле, например, приструбцинить.2 балла
-
@Ramilz72,можете сначала вварить,потом просверлить или прожечь отверстия внутри..А вообще,если подача отключена,то пар должен сконденсироваться в воду и помешать ничего не должно.2 балла
-
Выглядит вот так большая линза для маленькой горелки
2 балла
-
всем привет доброго вечера желаю вот пробовал варить диск снаружи
2 балла
-
http://s00.yaplakal.com/pics/pics_preview/6/9/0/7943096.jpg2 балла
-
Покупаете Г.Л.Джамба part №45V116S,45V64S,995795S,и используете керамику от 17,18,26 горелок.2 балла
-
@Anton VL,немного не в тему,но для справки.Макита,выходя на рынок,стоила в 2 раза дешевле боша и была чисто японская,сейчас цена практически одинакова,при том,что чисто японскую тяжело найти.По моему мнению нужно для начала заработать имя,потом только на этом имени делать деньги.Представляете какая будет цена,когда они заработают имя (при условии,что аппараты действительно и в огне не горят,и в воде не тонут),если на начальном этапе такая цена?Вы же не думаете,что цена расти не будет?Может конечно они ее снизят и будут работать за счет оборота,но как то слабо верится.2 балла
-
@Psihoz,Самый простй вариант приобрести СО2 и смеситель УГС-1. Автожестянку в СО2, а толстый метал в смеси и св. проволоку 1мм. зарядить. Есть у меня такой аппарат, вполне устраивает. В чистом аргоне не стоит сваривать чермет.2 балла
-
@Anton VL,EVERLAST-это китай для Америки, как у нас GROVERS, а для Америки THERMAL ARC-202 (даже номера плат совпадаюют). http://www.chipmaker.ru/topic/46424/page__st__3340 # 3348 (для бразилии китайский эверласт красит аппараты в синий цвет). p.s. и не стоит думать, что я мошейник.2 балла
-
Мне сие неизвестно, ибо "писатель" убыл на долгосрочный больничный и на кафедру более не вернулся... (информацию о его состоянии сообщала жена по телефону).2 балла
-
Вот и хорошо, постараюсь попасть и попробовать. Мои философские высказывания, относительно выжиманий ,небыли направлены в определенный адрес, но это реальность сегодняшнего дня, а там посмотрим. Хотя ценник не для покупке для малого бизнеса это точно.2 балла
-
@валера1963, из той же группы2 балла
-
Значит к другим представленным материалам претензий нет. Плюс форумчане желают вам хорошего здоровья, удобного и безопасного выполнения работ. Одного "пожуришь" - другие задумаются и свои "и так сойдёт" приведут в порядок, а потом ещё и смогут показать прогресс.2 балла
-
Проскочила фраза "импортозамещение", а с ней связаны нехорошие ассоциации. Одно дело строить свой бизнес и пытаться производить самому и совсем другое "импортозамещать". Так ведь есть надежда у человека: Дались всем эти ящички, больше как подколка была, чем предположение об экономической несостоятельности или грубых нарушениях производственной дисциплины. Вот правильный "ящичек":
2 балла
-
Я видел только DC TIG в разборе на выставке. AC посмотреть не получилось. Но, думаю, там та же реализация силовой части из модулей по 175А, плюс добавлен модулятор переменки. P.S. Кому интересны фото швов и т.д. можете их поискать в ВК, группа https://vk.com/evospark2 балла
-
Знакомый как то звонил, говорит хамелеон купил и не видит ничего кроме яркого пятна, хотел обратно сдавать, оказалось плёнку защитную не снял2 балла
-
@Ramilz72, по классификации сша/ европы и т.д- сварка покрытым электродом во всех пространственных положениях Shielded metal arc welding или manual metal arc (MMA) welding или stick welding РДС короче2 балла
-
толерантность ,ПОНИМАШ.. https://www.youtube.com/watch?time_continue=26&v=-LS_k7B11z02 балла
-
Так это рядом совсем. Кто у нас из Мурманска? Про кота Семёна, почти 2000км за 6 лет...2 балла
-
Во всех современных масках есть регулировка степени затемнения, в них всё прекрасно видно. Есть у них одна особенность, но это к АСФ отношения не имеет. Защитные пластины из поликарбоната. Их протирать нельзя, только аккуратно мыть. От протирания на них образуются мелкие царапины, из за них идёт засветка и видимость резко ухудшается. Особенно это внутренней касается. У меня внутри линзы стеклянные, протирать можно, а пока поликарбонат был, помучился немного с этим.2 балла
-
Сегодня завершил начатое . Труба со "стандартной" толщиной стенки как то не пишется , токарь - в отпуске , пришлось демонтировать одну из своих приблуд . Сплющил в тисках ( в роли дорна подкалиберная труба ), загнул , немного "ушил" , так как слегка великовато , прикинул и приварил . Надо теперь в деле опробовать .
2 балла
-
Есть как раз Блювельд164, год выпуска...вообщем то больше 10 лет, много больше...сейчас стоит чаще на полке, раньше работал каждый день, не ремонтировался ни разу...да 3-4 электрода тройки и надо "покурить", не любит посаженные сети... но это же бытовой аппарат, весом 3кг400гр, зачем от него требовать сверх способностей?Варит кстати любым типом электродов.В аннотации нет заявлений, что варит пятеркой при ПВ 100%...
2 балла
-
В страсти ударились Про УШМ - Универсальная Шайтан Машина У меня обычно под рукой минимум 2. обе на 125мм. Одна маломощная на 700вт (хитачи, макита, был еще хундай, но отжил свое) с отрезным 1.0-0.8 и девольт 28136 для обдирочных, лепестков, тарелок и прочей фигни для которой важна мощь, регулируемые обороты, прочный редуктор, антивибрационная рукоятка и т.д. На отрезном все это нафих не надо, к тому же солидный редуктор скрадывает вылет диска. Большие болгарки не жалую, для больших железяк есть резак плазморез и т.д. Если сильно хочется то на девольт имеем защитный кожух ф150мм, ставим, радуемся. Предвосхищая реплики о том что так нельзя, у 28136 макс. обороты 10000, за предельные 80м/с на 150-ом диске не вылазит. Более того девольт выпускает модель ушм под 150мм, от озвученной она отличается кожухом и ценой Собственно про саму модель - ВЕСЧЬ!!! бошики у нас аналогичные по характеристикам примерно в двое дороже, метабы столько не ходят - проверено, аналогичные макиты появились относительно не давно, ничего сказать не могу. Самой старшей 28136 в нашем хозяйстве уже шестой год, продолжает работать.
2 балла
-
Завари его в бочке...2 балла
-
Обещали привезти на сварку титановый бачек. Пока ждал сварганил башмачек для поддува:
2 балла
-
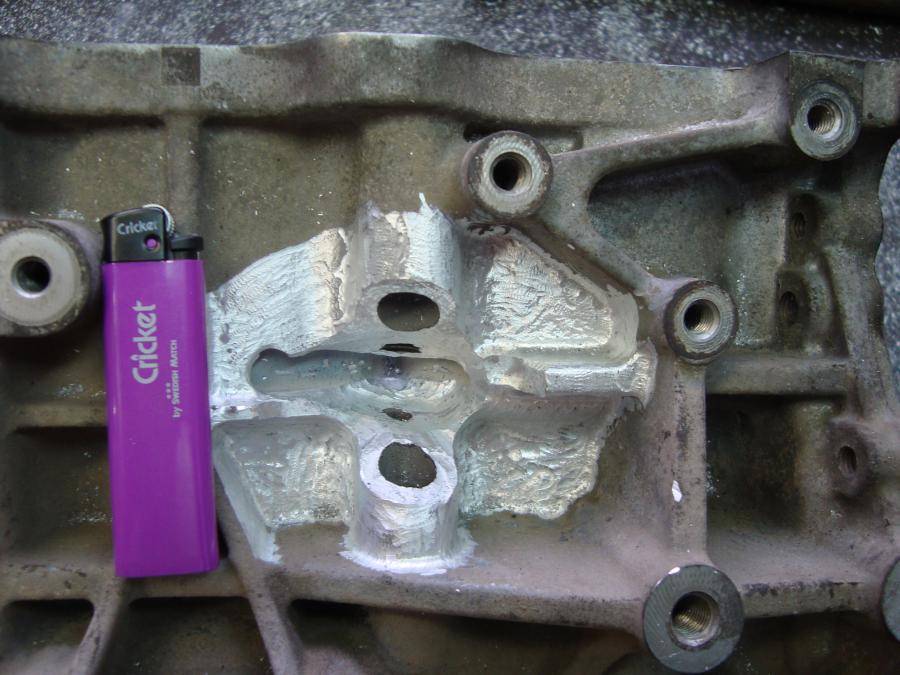
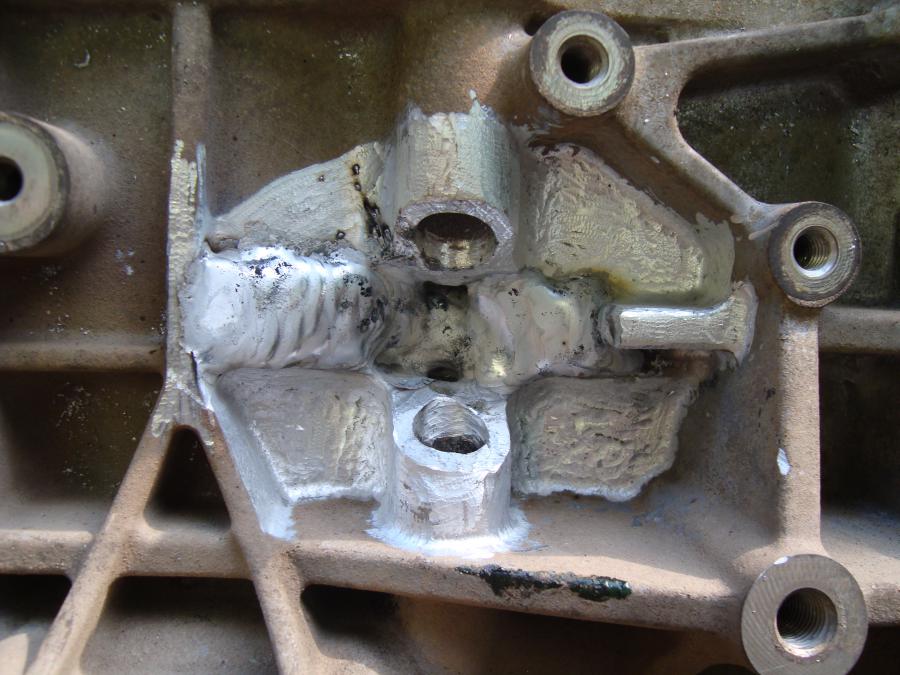
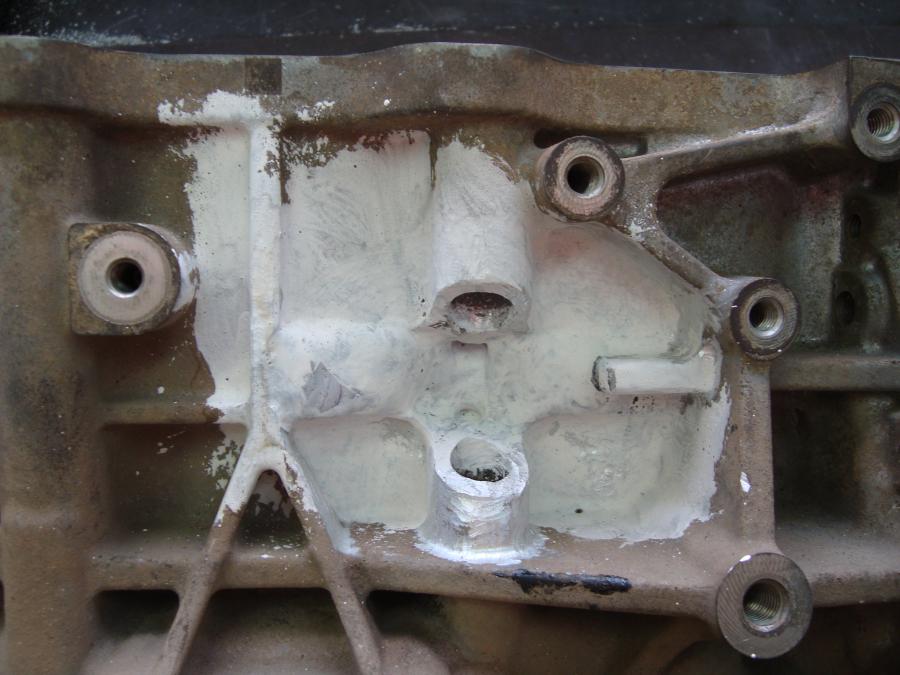
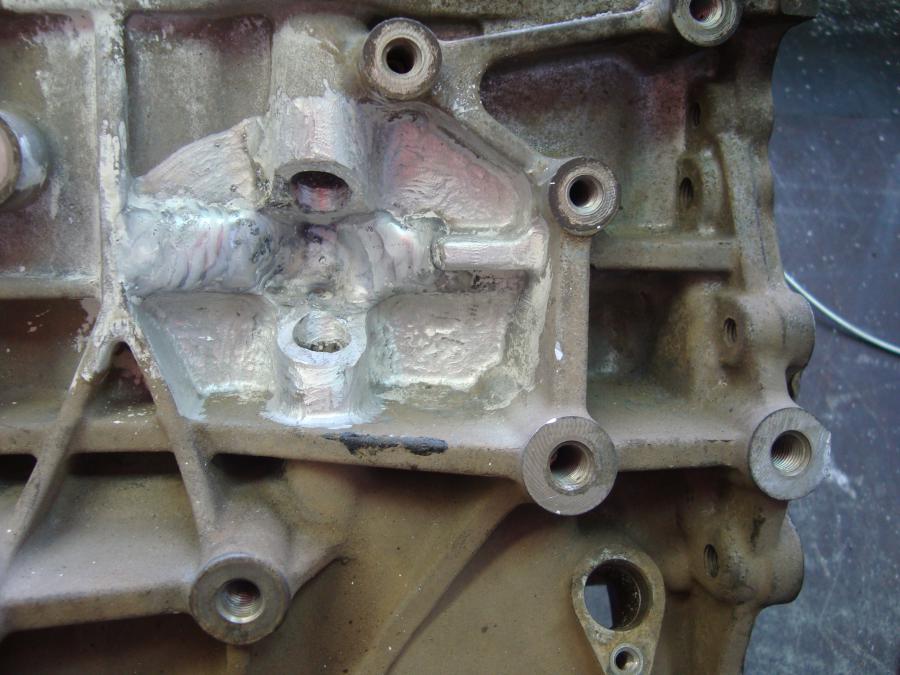
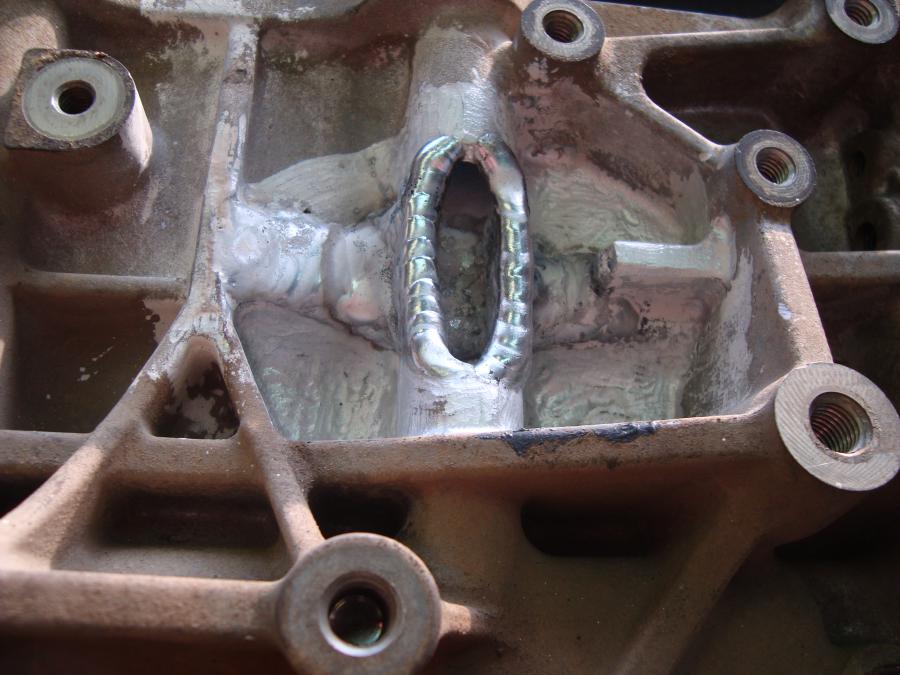
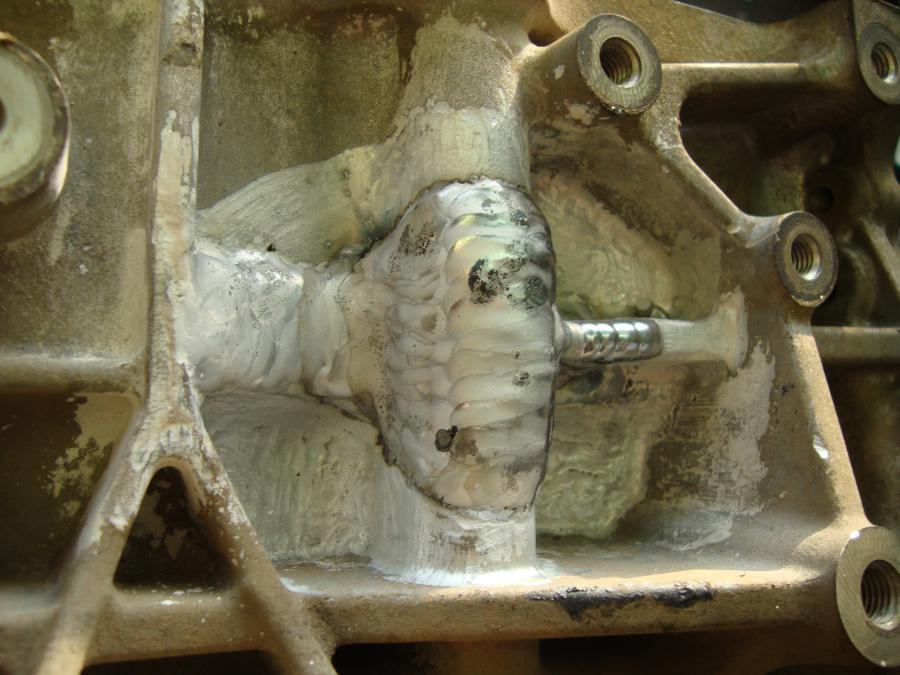
Всем привет. Зовут меня Сергей, хочу предоставить работу по Блоку цилиндров (в дальнейшем БЦ) от автомобиля Suzuki. Я постарался сделать снимки, показывающие последовательность выполняемых работ. Ниже на первых двух снимках показан БЦ с двух сторон. После опрессовки красным помечены трещины, откуда вытекает охлаждающая жидкость. Вырваны столбы (сливной масляный канал и резьбовое отверстие крепления головки). Точно причину назвать трудно: перетянули (тянули с другим моментом затяжки), попала жидкость в резьбовой канал или заводской брак литья к примеру. Многие варят по наружи БЦ и отдают. Мы же понимаем, что нам нужно добраться до последней (третей) стенки резьбового канала, который внутри блока около самих цилиндров. Поэтому отложим пока горелку (часов на 6) и возьмем дрель и шарошку . Начало разделки. Если хорошо приглядеться, можно увидеть трещину. БЦ с обеих сторон зачищен под сварку: «Выварка» рубашки охлаждения и первой стенки (резьбового канала) и опрессовка (проверка мелом на керосин) герметичности. Печь, в которой перед сваркой подогревается блок (примерно с этой работой грелся и остывал он раз 5). Дальше следует выварка полностью резьбового канала (остывание блока), и также проверка на герметичность керосином (но льем уже не в рубашку охлаждения, а в резьбовой канал). И потом вывариваем сливной масляный канал и так же проверяем на герметичность. Далее заключительные работы — восстановление ребер жесткости и наварка плоскости БЦ (так как естественно у нас все утянуло). На этом мои работы по сварке и восстановлению закончены. Дальше уже будут станочные работы и опрессовка БЦ под давлением в специальной ванне, а после — опрессовка с установленной на БЦ головкой и рекомендованным моментом затяжки. Спасибо, что дочитали до конца. Надеюсь, что не особо утомил своей писаниной... и так старался кратко все описать)). Конкурсная работа №11, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
@Рабиндранат Кагор, да, у нержавейки сопротивление высокое - электрод как залипнет, так сразу нагревается докрасна и приходит в полную негодность... Вывод - электрод не должен залипать. И не должен перегреваться. Сварочный источник должен то и другое обеспечить.1 балл
-
@Anton VL,Я же ссылку дал откуда это фото. (итальянский novatig, имея одинакоые потроха с моим grovers-ом стоит 2тыс. еврорублей - почему? просто жрать они любят икру).1 балл
-
Us1981 с Днем рождения! Удачи и здоровья!1 балл
-
Ну заблудилась девочка, думала сварные подсобят ей в кризис.1 балл
-
Становится теплее. Обещают жару (+грозы, ливни, град). Тоже игрался на выходных. Правда давление под 4 атмосферы. Берем воду, в неё немного сиропа и в морозилку до первых льдинок. После, качнём в бутылку, поболтаем, газ растворяется и давление в бутылке на глазах падает, потом еще качнём, и так несколько раз, пока газ не перестанет растворяться. При заполнении жидкостью, наливать не по самое горлышко, лучше в бутылке оставить запас для газа. Перед накручиванием пробки со штуцером, бутылку сдавить, выпустив воздух, он не растворяется и будет мешать. Только сделал фотосет для другого ресурса, давно там обещал отчитаться, да всё руки не доходили и фотика нормального нет, смотрю, а тут готовая тема. Баллон углекислоты "Подкачка"
1 балл
-
https://www.youtube.com/watch?time_continue=280&v=dY5f_EjDBKE1 балл
-
Добавлю
1 балл
-
Ух.вроде готов на завтра.Блин так вкалывать почти неделю-без перерывов и по 9-10 часов в среднем в день.Но завтра я могу вывезти все свои мангалы на день города.Сегодня изготовил зеркала и ручки на дверки.Затем зарядив лигированнную проволку изготовил и установил выхлоп на трактор.После зачистки и обработки покрасил.Решил сегодня провести испытания-налил в котелок более 20литров воды -закипятил ее.Изделие ведет себя отлично-хорошая регулировка по скорости горения шибером на дверке.Остальное проверим завтра.
1 балл
-
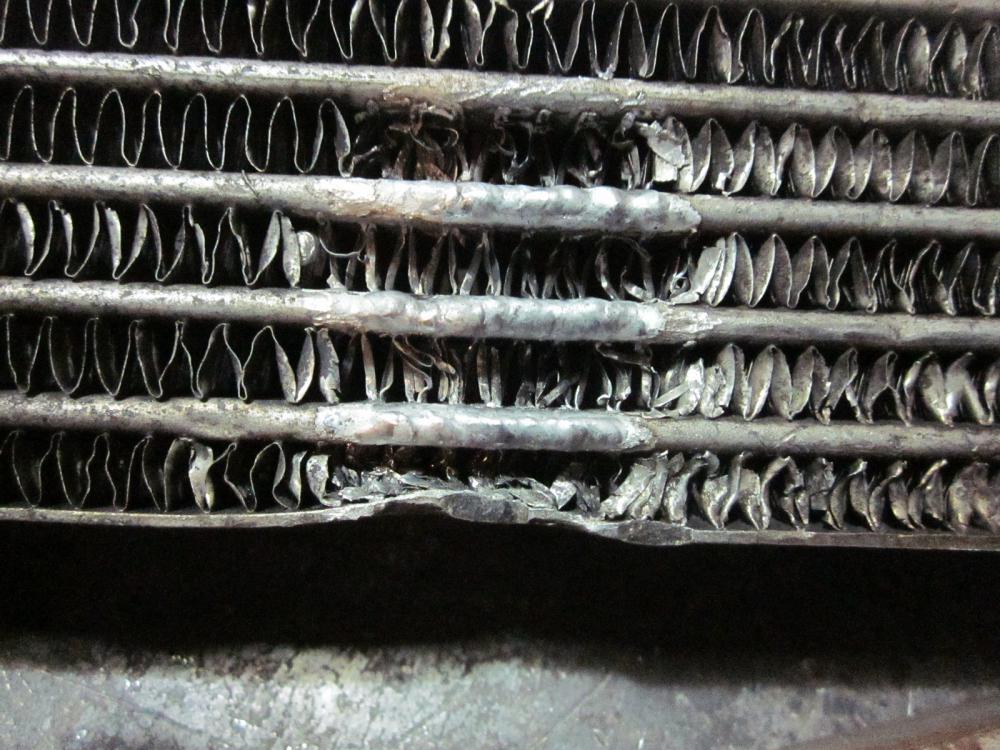
редко, но бывает, притащили масляный радиатор, с чего незнаю, в одном месте сифонит в 4-х других вот вот начнет, залепил.. честно говоря процесс муторный какой то, с утра в понедельник подобное сделать будет весьма сложно))
1 балл