Лидеры




Популярный контент
Показан контент с высокой репутацией 23.11.2015 во всех областях
-
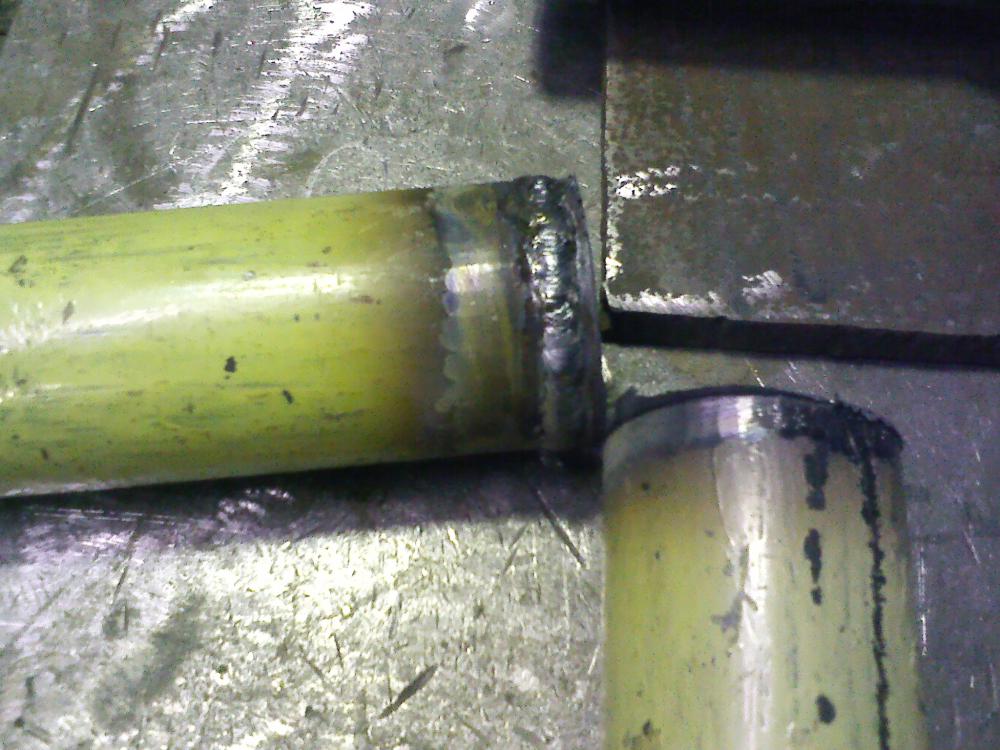
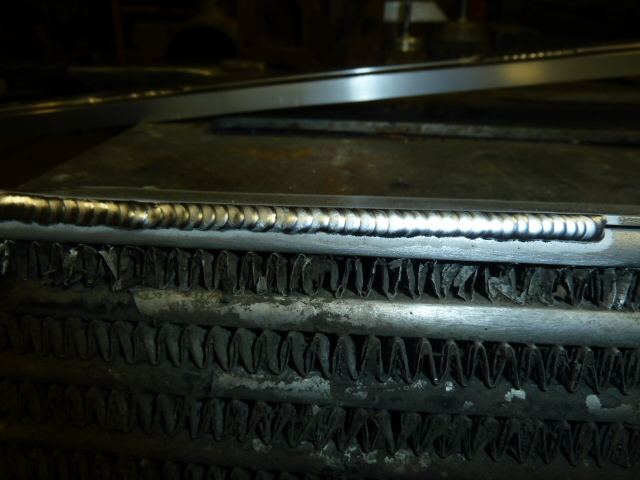
Нашёл сегодня ту "катушку" и разрезал , как было предложено , ближе ко шву . Предсавляю этот стык без купюр . Ответная сторона была тоже в тот же день сварена - это чтобы не было лишних вопросов . По трубе , думаю , без труда можно определить , что это тот же самый образец. Так как ни о каком контроле и качестве стыка не было и речи - суть была в совершенно в другом , то ни стачивания "в нож" прихваток и замков естественно не было , что , само собой , отразилось в виде локальных непроваров . В обычной жизни такого не допускаю , но в обычной жизни я варю корень аргоном и ПА , а последний раз варил в таком положении "катушку" РД , наверное , года 4 назад . Это к слову . Черта снаружи - это нижняя часть . Стрелками - места непровара и та сторона , которая показана на видео . Без "опознавательных" знаков - ответная сторона .
 11 баллов
11 баллов -
Что же они курили?!
9 баллов
-
Когда на встречу с друзьями принес электрошокер... https://www.youtube.com/watch?v=N3NPqhOQyM88 баллов
-
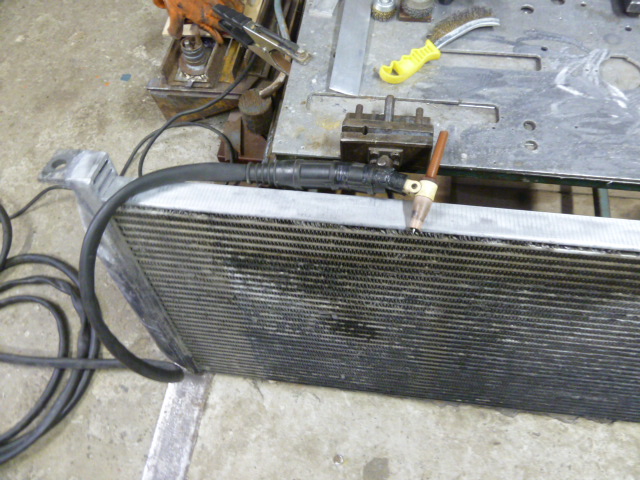
Интеркулер с американца . ОТК ждет своего часа Проверено , ОТК дает добро за рыбу вечером Мой кормилец не подвел и выполнял все что от него требовали
7 баллов
-
Со мной случилось как в анекдоте. Поймали как то инопланетяне троих: русского, американца, немца, и говорят: "Мы, дадим вам два титановых шарика, посадим в комнату без окон, без дверей (четыре стены, потолок, пол и дверь) и кто из вас сделает за 25 секунд, что нибудь оригенальное с этими шариками того мы отпустим" Заходят к американцу-тот жанглирует- "Наверное мы тебя отпустим, молодец".Заходят к немцу-он тоже жанглирует, подбрасывает шарики из под себя через себя. - Ну ты вооще молодец наверное мы скорей всего тебя отпустим. Заходят к русскому, а он это.. . один шарик сломал, а другой потерял. Поехал на учёбу и взял с собой свой любимый тренажер шарнирный БИЗОН–1. И при первой попытке отломал то что казалось никогда не сломается. Отломал от шара(шар стального подшипника 4см) ручку. Шар был просверлен и в него на клею был вкручен штырь с ручкой. Сколько эта конструкция выдержала не передать. И вот результат: http://s49.radikal.ru/i125/1511/a2/6cd33feae4e8.jpg http://s018.radikal.ru/i517/1511/28/d6d48ec51e18.jpg Ну залом да залом. Их тысячами в день вытаскивают. Но во первых нельзя повредить шар и сохранить его поверхность. Во вторых залом был посажен на клей. К сожалению промежуточные фотки были утеряны. Процесс наварки шишки и гайки. Процесс зажима в тисках между большими шайбами в тисках. Ну о новомодный видос на ютюбе . https://www.youtube.com/watch?v=b36qQXNr0C46 баллов
-
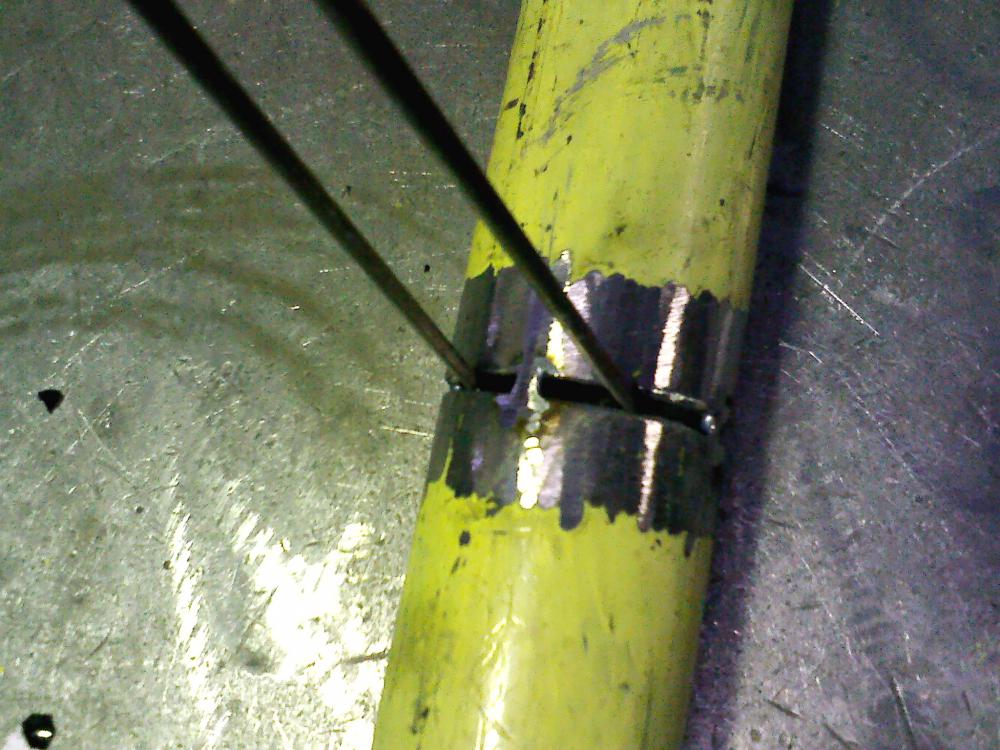
Не нашёл куда примостить , решил в эту " болгарскую " тему . То что специфика работ болгаркой у всех разная -это само собой разумеющийся факт . И я уже не спорю относительно направления вращения диска по той же самой причине - главное удобно и безопасно . Выражу сугубо своё , личное мнение по своему опыту работы . Ни в коем случае не хочу поднимать диспут , но с удовольствием посмотрю на ту же операцию с противоположным вращением . Перерезал труб - мама не горюй , в том числе и с противоположным теперешнему вращению и , на мой взгляд , метод " искрой на себя " даёт больший эффект в скорости , удобности и точности . Вот в этом направлении и хотелось бы пообщаться с практиками . Прошу обратить внимание - безопасности не касаюсь . Это сегодняшний эпизод - отвод ф57 мм требуется довести до нужного размера и конфигурации для дальнейшего использования в узле . Он ( эпизод ) , кстати , и натолкнул на эту мысль . Да , кожух в этой ситуации крайне необходим ! На спецовке имеется приклеенный лоскут от старой робы - со своей задачей справляется вполне успешно , хотя сама спецодежда "Зевс" поганенького качества - тупо протирается , с неимоверной быстротой . https://www.youtube.com/watch?v=oPMcPmnmOYg
5 баллов
-
5 баллов
-
Сегодня урывками начал воплощать задуманное в жизнь . Взял "присадку" у электрика , ошкурил и скрутил . У токаря позаимствовал огрызок кругляка и понеслась . Опыт с медью был разовый и короткометражный и конечный результат этого проекта был под вопросом , но , вроде бы , получилось . Накопытил пару серьёзных щёток - осталось с ними замудрить и устроить пробный забег .
4 балла
-
Отремонтировал.Первоначальное состояние.Электроды МНЧ2.Проковка каждого слоя.
4 балла
-
Сразу оговорюсь , что "эталонной" подготовки и сборки катушки не было и не подразумевалось . Видео было сделано по просьбе одного нашего коллеги . Именно со стороны , в плане положения и перемещения электрода , а заодно зазора , тока и т.п. Пробовал с маленьким зазором - как поворотные стыки варю , но качество меня не удовлетворило . Следствие того , что практики , в силу использования других приёмов сварки , в этом направлении мало , равно как неповоротных стыков РДС в частности . Уже несколько лет корень или ТИГ , или ПА . Пришлось вспомнить былое . Зазор 2,6мм , эл. LB-52U ф 2,6мм , ток 35А ,ф трубы 57 х 4 . Более детально снять процесс нет возможности , но при случае обязательно попробую , а пока только так . https://www.youtube.com/watch?v=CEnHddEOPqM
4 балла
-
У меня тоже мелочь , своеобразная . И , чувствую , надолго . Дабы облегчить и ускорить процесс пришлось сделать пару вещей - " выставлялку " и вращатель ( http://websvarka.ru/talk/topic/5496-ersatz-vraschatel/?p=169604 ) . На первой приблуде удобно и быстро собирать отводы - зазор "автоматом" выставляется и в плоскости не уводит . Со вторым изделием особо ковыряться было некогда да и не с чем ( в плане материала и реализации) , так что всё из того , что под ногами и руками . Небольшой видео обзор работы прибамбаса https://www.youtube.com/watch?v=cAEjrt3XzkU&feature=youtu.be Раньше трубу катал по направляющим , но на ПА это сопряжено с некоторым неудобством ( при РДС такой проблемы нет ) - во время вращения иной раз труба "примерзает" к направляющей . Если варить не точками , а постоянно , то такой проблемы нет . В общем устроился поудобнее и наварил немного . Не напрягаясь .
4 балла
-
@Георгий 11,Доброго дня есть хорошая книга "Сварка меди и сплавов на медной основе" ред.В.Р.Абрамович В.П.Демянцевич.Там хорошо описана вся технология3 балла
-
Не знаю может и не правильно но сделал так и работает. Залом прошелся болгаркой потом наплавил подложку никелем (тиг) потом выплавил то что не доставало полуавтоматом 08г2с 0.8мм и обработал болгаркой. Эта фиговина от станка которая бублики и баранки делает в хлебопекарне. Самое поганое что там перепад температур. 2 смены отработал пока полет нормальный Посмотрим что дальше будет но чуйка говорит: все будет хорошо. Вариантов все равно нет. Такую деталь не найдешь. Они этот станок б\у брали и залом увидели когда разбирали чтобы вычистить станок, а то сэс нахлобучит. Вот такие работы самые любимые. Особенно когда отдаешь заказчику и у него глаза квадратные и рука в карман за доп. денюжкой тянется
3 балла
-
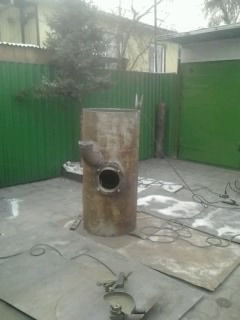
Банная печь, доделал сегодня. Если бы Вова не помогал, еще бы долго делал, а так я ему только заготовки подавал а он обваривал. Холодно на улице варить. Да и я не люблю работать зимой, осенью, весной и летом.
3 балла
-
Как то слышал от друзей такую историю...., один из них попал к цыганскому барону на день рождения попили погуляли и устали. Отдых в комнате барона с камином и коньяком и что удивило моего друга в камин было вставлено здоровенное бревно (метра 3 ) и по мере выгорания его просто подпихивали в топку , так сказать камин долгого горения , просто и сердито. Ну а если всерьез , то эти все печи с долгим горением одна реклама (не тепла не горения, это равносильно что человека заставить бежать и прикрыть ему доступ воздуха на половину, пример в противогазе в армии самое любимое наказания солдат, офицерами) да и требуют присмотра не погасло или еще чего. Вспоминается деревня и бабкина русская печь , охапку дров сожжет в течении часа, трубу закроет и на сутки печь обеспечивает комфорт в доме, то есть лучше мысль бросить на накопления и аккумулирования тепла и постепенной отдачи его, меньше дров и всяких заморочек и т.п.2 балла
-
, вы себе даже представить не можете, до какой степени мне знакомо то, что вы говорите. Вы даже себе не представляете, какой абсурд мне приходится видеть на работе. По этой причине я ещё больше уважаю это предприятие, что оно продукцию производит.2 балла
-
Еще чуть напишу...ни эти ребята, ни их зарплаты не грамма ни интересуют.Симпатии также не вызывают, и антипатии кстати тоже...Из того, что хочется узнать: общая численность персонала, количество рабочих, занятых на производстве и количество менеджеров (бухгалтеры, экономисты в их числе).Будете удивлены...Придет иностранец, первым делом начнет с ...с кого думаете?..Так, что у них сильный стимул "держаться на плаву"...Парень с моего города ездил в Италию около месяца назад (покупали поворотный круг для спецтехники), был в гостях у руководителя одного из подразделений Фиата, кабинет у него от силы 4х4 метра, его жена приносила им чай, ездит тоже на Фиате. ..2 балла
-
@novichok_tig,отопление и водоснабжение нынче аргоном варят?2 балла
-
@Алексей1991, ваш препод вас не обманывает. Если три месяца только варить, то вполне можно научиться. Всем это говорю, и вам расскажу. Не надейтесь что устроившись официально в какую-то контору вы там будете повышать мастерство. Идите в шабашники. Стройки, особенно большие -- вот что вас интересует. Например в Сочи я работал на строительстве 4-ой гор. больницы. Там только труб мама-дарагая как много. И причём диаметры до трёхсот примерно. Вот там можно чему-то научиться. А на тарно-полиграфическом комбинате в РМЦ -- глухо.2 балла
-
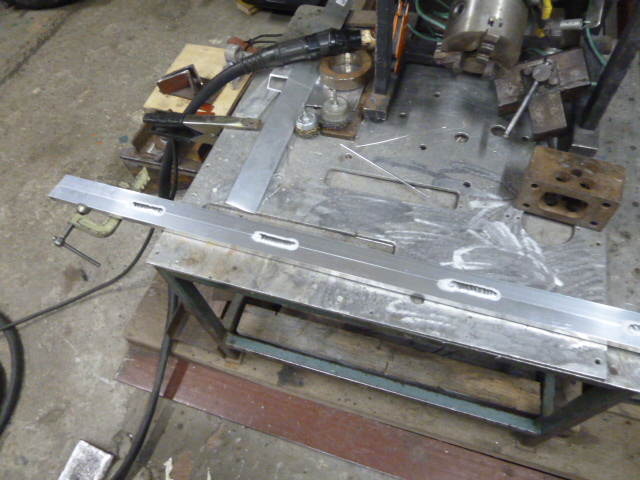
"Протез" находится на самом краю трубной доски. Это раз. Воздуху до него ещё надо дойти. Как видно по фото, "протез" приварен на место старой трубки с сохранением её проходного сечения. Это-два. Так что, по совокупности, мегабайпаса из этой новой трубки не выйдет. А жёсткость конструкции-нисколько не пострадает.2 балла
-
Благодарю за оценку , но , смею заверить , что маститые профи сидят на магистралях , в траншеях и подвалах . В цеховых же , тепличных , условиях всё банальнее и проще . Имея желание и голову на плечах всё до того упрощается , что слово " профессионализм " подходит с натяжкой . А имея мало-мальски возможностей , в плане доступа к сварке и наличию времени , всё это осваивается достаточно быстро . Немаловажным фактором является желание и , тут уж как не крути , способность к обучаемости .2 балла
-
2 балла
-
Нерж 304,толщ. 4
2 балла
-
@Svarshik_odinohka, Если они ещё "живые" , то сделаю . Если уже на пункте металлоприёма ( дело было неделю назад ) , то , по возможности , сделаю ещё один стык , но как по времени быстро - не обещаю . Постараюсь это дело запротоколировать на видео , дабы не возникло вопросов относительно подлога , подмены и других "неправомерных" действий - у нас есть персонажи для которых белое - чёрное . Качеством фото и съёмки придётся довольствоваться таким - качественная камера иссякла , а заводить другую не вижу смысла , так что телефон с таким разрешением - это всё , чем располагаю . Ещё хотелось бы заметить , что я не " практикующий неповоротник " ( в плане сварки корня РДС ) и видео не является обучающим . Эта тема имеет ноги из переписки , где я признал , что заварить неповоротный стык с минимальным зазором для меня куда проблемнее , чем с зазором . А вот поворотный стык наоборот , с минимальным удобнее . Кстати , вопрос касался именно труб относительно малого диаметра и толщиной стенки 3,5 - 4мм . Так же я забыл указать за прямую полярность на видео . На мой взгляд , немаловажный факт - сварка протекает совершенно по другому.2 балла
-
А ведь это идея? ;-) https://www.youtube.com/watch?v=yeIS7XuUE3M2 балла
-
Продолжая тему животных https://www.youtube.com/watch?v=Nq0_t7U2-jc причём над дверью уже наколочены доски, а профлист придавлен кирпичём, матёрый)2 балла
-
Ну вот между основным делом дошла очередь до "золотого чайника" это он сверху покрыт наверное гальваника , а внутри он просто "обыкновенная медь". Припаян носик был обычным оловом и не хватка воды и олово потекло. Отпаял его совсем зачистил до меди и с присадкой CuSi3 , без флюса сварку-пайку сделано ТИГ. Ток поставил АС (переменка) так лучше очищается от окалины при сварке (но можно и на постоянке) и дуга не такая концентрированная под пайку лучше подходит. Импульс реж. пик 127А пауза 15% (медь тонкая 1мм но требует больших токов ) Скважность 60% 40% Частота 0,5гц газ Ar
2 балла
-
Вот такое бы "чудовище" купить https://www.youtube.com/watch?v=V4ynbEbA1gc2 балла
-
Здравствуйте, коллеги! Кто-то просил чертежик на трубогиб, не могу сообщение это найти. Как я ранее ответил его и не было, но есть фото что получилось. Надеюсь это поможет кому это нужно. Максимально прокатал трубу 50-50, для будущего мостика(для красоты в огороде).При прокатке она немного деформировалась, но это нестрашно, полет нормальный.
1 балл
-
Ну что сказать. Напросились к нам домой телевизионщики отснять материал для новостей по многодетной линии. Разумеется в рабочее время, когда я на работе, ну и они на работе. Приехали, собрали всех в кучу, и 2,5 часа съемки превратились в 1 минуту эфира. Супруга, дети (как раз на каникулах были все дома), кусочки дома и совсем осенний молодой сад. Да, и еще хрюшки в конце - тоже у нас живут. Вобщем вот ссылка, нас показывают с 1:18 по 2:21 мин. http://topspb.tv/news/news89712/1 балл
-
А у нас в стране есть хоть какая-то продукция, совсем не привязанная к валюте, даже косвенно?1 балл
-
@novichok_tig,А не подскажете город, в котором ставят трубу из нержи? Я в своё время года три подрабатывал по пластику.... тянули и отопление и канашку, подвод воды и даже во дворцах у новорусских не встречал нержи. Может город нищий или мода сменилась ?1 балл
-
Вот с этим туго даже у настоящих сварных. Дюже не налягайте. Всё упомнить не получиться, а на практике оно применяется редко. Я вот сходу не назову марку электродов для нержавейки, и в составах обмазки не разбираюсь. Зато знаю что электроды вольфрам для пищевой нержавейки желательно брать "красные". А что там в теории написано -- непомню, скорее всего ничего конкретного. Так же уонии для лёгких металлоконструкций (если не указано в проекте иное), ЛБ-52 для новых труб, аношки эмэрки для ржавых. И таких примеров вам могут накидать кучу. Однако теоретического обоснования этому зачастую нет. По теории трубы должны прекрасно вариться всякой рутил-целлюлозой, и на металлоконструкциях уонии не обязательно.1 балл
-
Duo это возможность подключения внешнего протяга, на счёт ТИГ и ММА -это походу просто дань моде, у всех так и у нас так будет, по сути этот источник конечно-МИГ.... По настройкам-очень мудрёно, куча подменю, я начал разбираться только с книгой перед глазами на русском-методом тыка вариантов нет....Повторюсь настроек на МИГ ОЧЕНЬ много....может даже через чур... С уважением, Роман.1 балл
-
Ну да не ноу хао понятно. Я к тому что я ей больше не пользуюсь. Вот решил слить.)1 балл
-
Дождался. Мелочи всякие.
1 балл
-
Полицейские собаки в Китае в очереди за обедом http://xexe.club/uploads/posts/2015-08/1439723997_umskivxklpg.jpg1 балл
-
Если , то на вопрос Ответ в этой теме уже есть. Это либо нихром Х20Н80, Либо ПАНЧ-11 (никель). Как вариант-покрытые электроды на никелевой, либо нихромовой основе. Обмазку оббиваем и варим в аргоне. Нержовая присадка-в некоторой степени лотерея. Может, порвёт, а может и нет.1 балл
-
От подобной "усадки", моё личное мнение, можно попробовать лечение фаской и присадкой. Если неправ - rodat поправит.1 балл
-
Попытка сделать самим потерпела фиаско ещё и под головкой порвало Проверка пенетратом.
1 балл
-
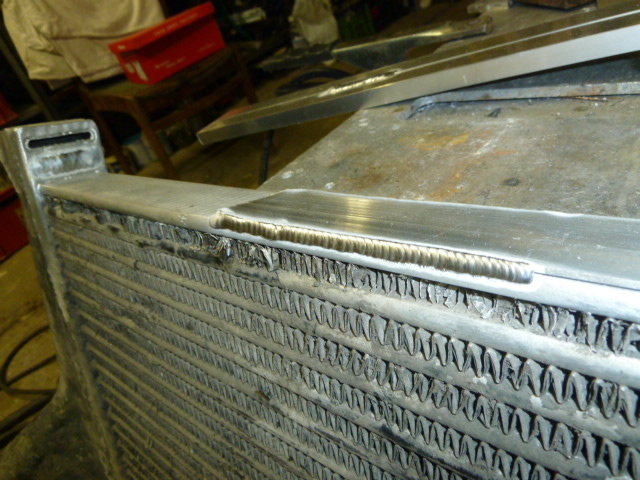
60 А, 1,5мм, уходим от нагрева благодаря протяжке, тем самым избегая проседания металла с обратной стороны в кашу, ведь там нет поддува. Лежат пластины от бетона и все. Особо они не помогают, так как лист не много поднимает все же от пола. Вот так и рождается крупная чешуя. Уход от перегрева, прямолинейность, скорость и красота. Жаль только и это особо не ценят. Над душой бывает стоят, хотят еще быстрее, больше и многое негативное другое. Это как свет во тьме светит, но они более возлюбили тьму и не приняли теплоты его. Ну да ладно, Бог им Судья. https://www.youtube.com/watch?v=dtz4SXczr5g1 балл
-
Мы сейчас говорим о роликах @alexandr_magnus777 или реальных сварщиках в реальных условиях? Орбиталка хороша когда 100 000 000 одинаковых стыков в одном месте, а когда нужно исправлять "косяки братьев меньших", то тут ухохочешься пока режим перестроишь. Никакие карты не помогут... и таскать это хозяйство из-за двух разных швов по объекту - дураков нет.1 балл
-
@демонстратор, @Менгон, @swarnoy_23rus, У меня даже латунные брусочки для этого есть, но поленился подкладывать. Значит меньше греть. Попробую. @круазик, номер 1560 может? но у Вас там только фотографии без описания процесса. сварочным аппаратом? а не погорит он за 6 часов беспрерывного напряжения? Вы правы. Это просто крышка. Копеечное изделие. Возиться с ней долго просто не рентабельно.1 балл
-
Шланг по любому надо снимать, и хоть агоном хоть 192м хоть 4047 запаять. Я бы обварил сваркой1 балл
-
Когда закончу не знаю но главное начал. Хочется поставить полуавтомат на колеса да и соединить все это во едино с баллонами.Пока что осилил раму. Нужна еще платформа под аппарат. С низу думаю пару тройку отсеков под инструмент сделать.
1 балл
-
Чугунная панамка от теплообменника .
1 балл
-
http://s020.radikal.ru/i713/1308/ee/d6543b165f54.jpg http://s019.radikal.ru/i623/1308/46/68eb628eccd8.jpg http://i074.radikal.ru/1308/71/97a2bf9de3b1.jpg http://s004.radikal.ru/i208/1308/a6/28f9f79cc67c.jpg http://s57.radikal.ru/i156/1308/59/cc5137f4dcb6.jpg http://s017.radikal.ru/i438/1308/85/8061fc16390e.jpg http://s019.radikal.ru/i634/1308/10/e59eba687029.jpg http://s005.radikal.ru/i212/1308/ce/c21a5225b0c1.jpg http://s020.radikal.ru/i706/1308/5a/fdd345a77769.jpg http://i036.radikal.ru/1308/46/aac6c9d0abf7.jpg http://s001.radikal.ru/i193/1308/34/793ad7b90c23.jpg http://s61.radikal.ru/i173/1308/b3/becf5f560c8d.jpg http://s017.radikal.ru/i431/1308/a6/7de7c136b0b8.jpg http://s017.radikal.ru/i429/1308/0c/bd76574ec420.jpg http://i016.radikal.ru/1308/67/e72010e9f79f.jpg http://s019.radikal.ru/i613/1308/05/680eafa98e8c.jpg http://s019.radikal.ru/i608/1308/72/925a7435ec65.jpg http://s017.radikal.ru/i418/1308/5e/57bb5209bc48.jpg http://s017.radikal.ru/i433/1308/24/cfc953b659b7.jpg http://i036.radikal.ru/1308/d6/ca100717698b.jpg1 балл
-
сегодня мимо проходил. 2008(или 9й)год. прорезка забора/установка больших ворот,реконструкция решеток(в связи с ремонтом все проемы сузились-обрезали/переделывали) и навесик.12X91 балл
-
Расскажу историю про знакомство с Мультиплазом. Звонит мне друг,( потом мы как то по жизни разъехались. Я его в начале девяностых на сантехнику перетащил.)и говорит : Тут мне работу предлагают, демонстрировать Мультиплаз. Процент с продаж и т.п. Надо его посмотреть. Я усомнился, вода в качестве плазмообразующего, хрень какая то. Были уже электролизные сварочники, да и водород в баллонах есть, но варить сталь им нельзя, он главный гад для сварочного шва. Нет , говорит, надо посмотреть. Пошли мы этот Мультиплаз брать. И такое выслушали. В Сибири, по болотам газопровод тянут. Там крутые сварные во всю мультиплазом пользуются. Где чего подрезать, подварить. Ага - на магистральном газопроводе, подрезать, подварить. Круто! А когда вода в нём кончается, суют в ближайшую лужу. Он охлаждается и воду из лужи засасывает! ( ничего не придумал, практически цитата) Взяли мы его, день, извините, промудохались. Ни варить, ни резать нормально не получается. Чуда не случилось. Как у Задорного в монологе " Может Ноу хау? - нет Хау ноу!" Хау ноу конкретное. А потом мне знакомый звонит, через пару лет, брат двоюродный Мультиплаз купил. Что с ним делать? Ни варить, ни резать не получается? Научи. А нафига, спрашиваю купил? Так он сорок стоит, а тут за двадцать отдали. В хозяйстве вещь полезная! Я совет, конечно, дал - ищите дурака, который за 10 купит, и, если найдёте, сильно радуйтесь. Продал или нет, не знаю. Вот такая история. Понимаю - флуд, но тема такая, что ни скажи, всё флуд.1 балл
-
Нет! Да.1 балл