Лидеры




Популярный контент
Показан контент с высокой репутацией 24.07.2015 во всех областях
-
Сегодня доделал печку в лес14 баллов
-
Вот такой пандус сегодня забабахал.
 11 баллов
11 баллов -
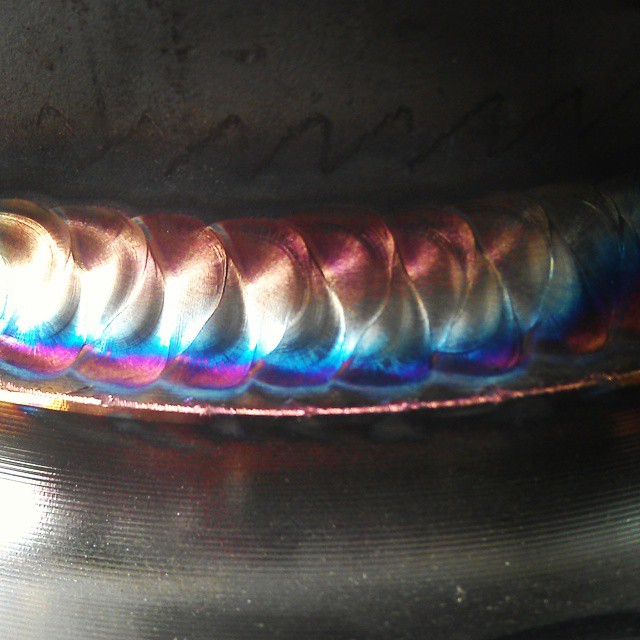
Живу в Израиле( и заранее извиняюсь за орфографию, живу здесь с 98 года). Мне почти 27 лет Варю полтора года. 99.9% от всего времени-нержавейку на химические и пищевые предприятия.
4 балла
-
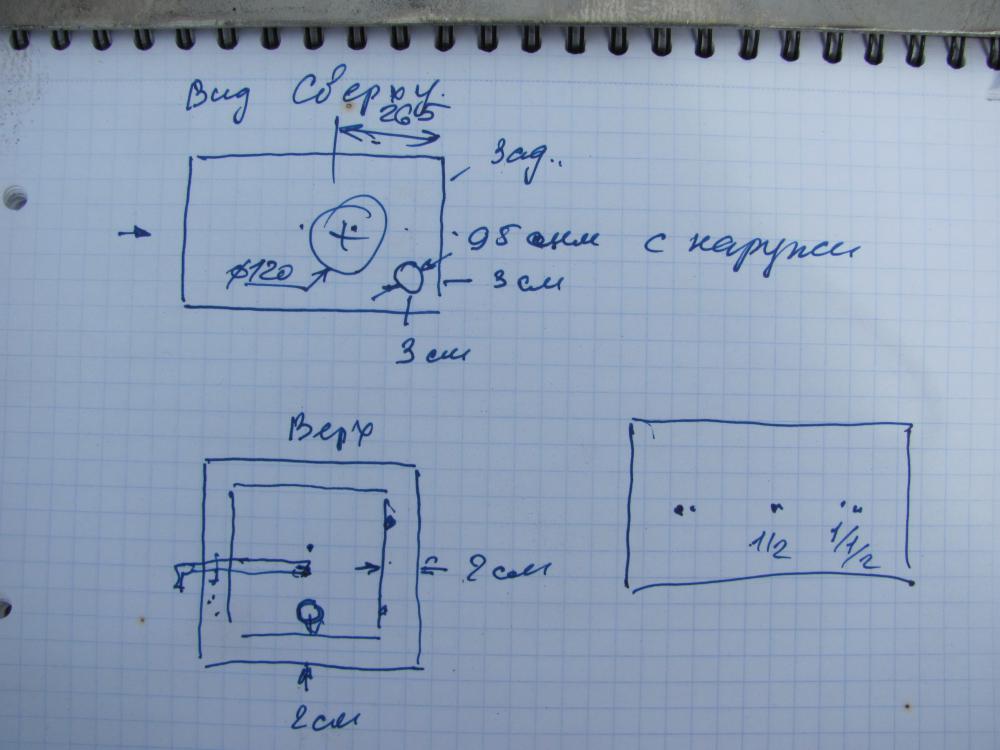
Эта печка вся с 4 мм листа, чтобы её не вело при топке по бокам сделаны по три отверстия Ф5 мм для охлаждения воздухом. Печь заказали лица видевшие эту (из листа 1,5 мм) http://websvarka.ru/talk/topic/4194-svarochnyj-invertor-aurorapro-inter-160/page-4?do=findComment&comment=102992 после сезона использования (числа с 20 сентября того года по январь следующего) - ничего не повело, печь стоит на камнях (со слов, сам не видел).3 балла
-
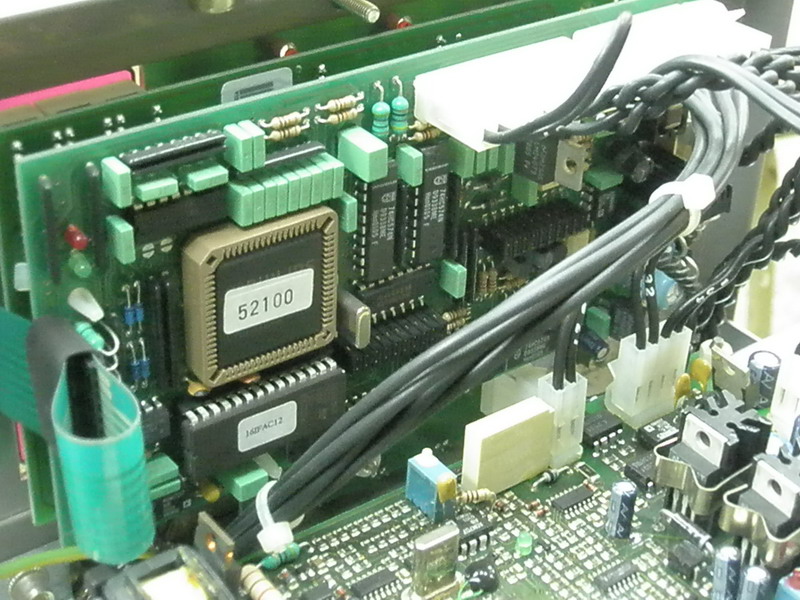
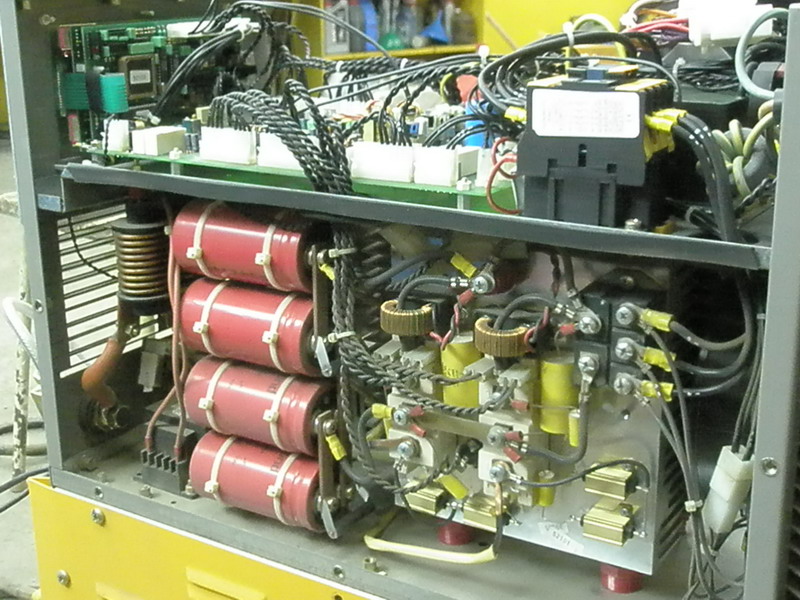
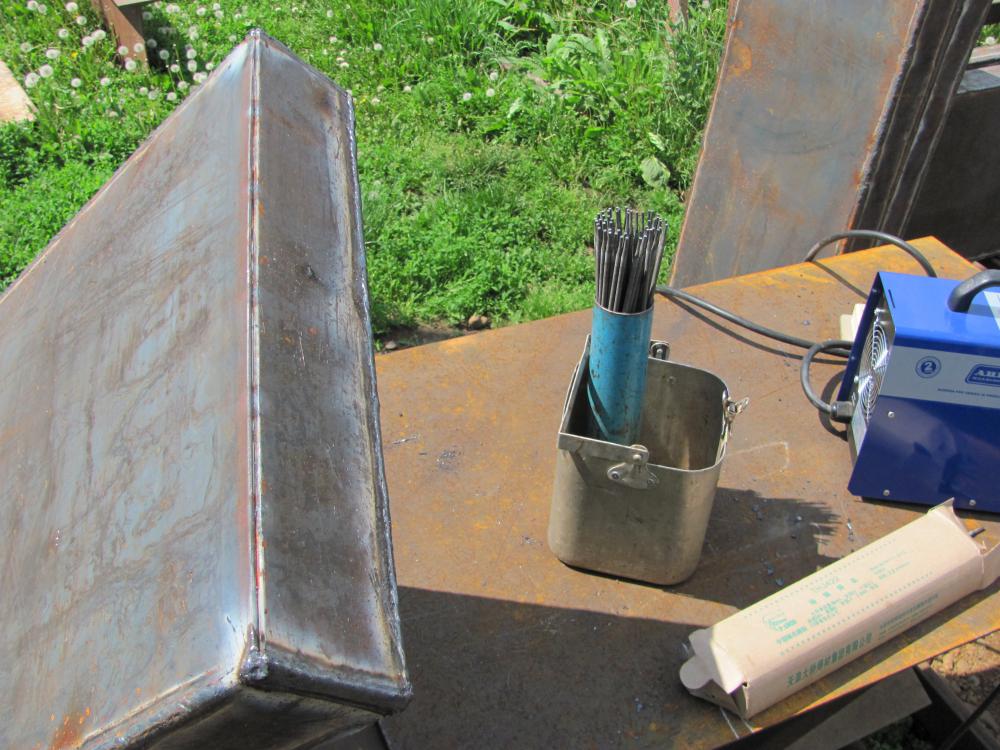
аппарат "рилон" (он же джасик) 350(вроде) трёх фазовый, старый как мамонт. еле дишит но другого нечего нету, хозяин супер жадный. 42-50 ампер точно сказать не могу ибо было давно, игла заточенна максимально остро. проволка 1мм 316Л газ 12-15 едениц на манометре. газовая линза номер 8 держак самый дешёвый, самый китайский из всех китайских.3 балла
-
Вчера..То ли смешная история, то ли: "Эти удивительные электрики из ЖЭУ". Начальница их звонит: "Дверь на мусорную камеру повесить, навесы приварить", Иду - говорю. Собрал хозяйство, вышел во двор, дошёл до нужного подъезда. Стоят электрики, -"Давай кабель, -подключим в подвале". Раскрутил вилку, освободил концы, потащили они, где-то там подключили... Включил инвертор проверить -тот загудел и отключился,-сеть пропала. Опять электрик пошёл, пошевелили, чего-то там в недрах. В общем, два навеса приварил, дверь работает, закрывается-открывается. А электрики куда-то уже свалили,- "Сам отключишься, там ничего сложного". Пошёл в подвал, включил свет и что я вижу: провода сетевые, питающие лампу освещения оголены и на них прицеплена моя переноска путём согнутых буквой "Г" лужённых концов. Просто висит, даже не зажата. Ну, снял...скручиваюсь, удивляюсь с профессионалов наших. А я-то ещё думал пока варил: чего-то, то подлипает, то току маловато.... Вот так было:http://f5.s.qip.ru/IA4wMCaC.png3 балла
-
первый раз гружу с андроида, почему-то перевернулась...
3 балла
-
Многофункциональный комплекс для приготовления пищи на природе! Все вместе это; мангал ,барбекю ,вертел,коптильня,печка. в действии!
2 балла
-
высотные прыжки европейских спецов. И музыка приятная https://youtu.be/5ZcT3qnr9Ks2 балла
-
@AMBIVERT42, С уважением, под сплинкерами, судя по всему имеются в виду спринклеры. С холостыми срабатываниями из-за температуры не сталкивался. Бог миловал... Чаще попадались бракованные ампулы, которые лопались от превышения давления в "лучах". Случаи с полипропиленом описываю даже для неспринклерных систем (просто пожарные краны по зданию, без оросителей). Пример - по этажам ПК, в подвале - кольцо из ПП. Тут нарушаются требования о сохранении возможности функционирования при повышенных температурах.2 балла
-
"Так, что у нас сегодня? А-а... Опять про море" /худ.фильм-комедия "Сеньор Робинзон"/2 балла
-
Сегодня отдал печку для таёжной избушки, варил Авророй на минимальном токе (31А) из стали 1,5 мм, лосиноостровскими электродами мр3 2мм. Дело было так: http://www.youtube.com/watch?v=mzI78b8FSQs&feature=youtu.be http://www.youtube.com/watch?v=g4ch3Kqv4Y0 Осталось погонять аппарат на максимальных токах.
2 балла
-
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл
-
Добрый день! В очередной раз делаю (теперь себе) складной мангал (раскладной, мобильный, походный и т.п. — назовите как хотите). А то как сапожник без сапог — всем делаю, а себе никак! Демонстрирую на фото процесс и окончание. Думаю описывать сам процесс не имеет смысла, конструкция проста, все по фото понятно! Конкурсная работа № 14, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
1 балл
-
@Rolli,Уж больно у Вас все мудрено. В 80-е изготавливал осцилляторы ( для лентяев), ну для тех кто не хотел учиться сварочному ремеслу, кнопку нажал дуга горит, отпустил погасла. Питание 27в. (контактора и осц.) катушка самоиндукции, + мощный контактор (200-400А.) последовательно (св. источник-осциллятор). Время изготовления пару часов с перекуром, прекрасно поджигает через эл. покрытие. Последний из "Магикан".
1 балл
-
Неделя прошла в экспериментах с механизмом прижимной балки, т.к. подходящих гидроцилиндров не подобрал, решил попробовать такую конструкцию (энергоаккумуляторы с фуры). Не понравилось, уж больно громоздко получается, короче забраковал . Начал делать прижим с "ручным приводом", опять точим, сверлим . С гидроцилиндром со старого трубогиба тоже не все гуд, маловат ход штока, поэтому пришлось заняться поисками более подходящего, в итоге сегодня добрые люди привезли то что нужно.
1 балл
-
Ух ты кавер какой!. Буряточки молодчинки я считаю. Хотя под роликом комменты не ахти. Та что слева похожа на мою племяшку Машеньку. https://youtu.be/qTsjIaNH21M https://youtu.be/WBJT_GgMkjo1 балл
-
@Big_White, тут твой диагноз не поставят с полуслова, либо описывай все условия протекания процесса с фото деталей и настроек аппарата, либо иди к аргонщикам в цеху, чтобы показали, что и как надо.1 балл
-
@Oleg1978,возьмите лучше этот http://www.tehnosvarka.ru/catalog/mma_svarka/svarochnyy_invertor_grovers_gm_2000.htm на выезде не знаешь просажена сеть или нет,он с ккм,поэтому проблем будет меньше.1 балл
-
это же барыги=) они у вас купят за дешево у нас продадут в тридорого=) деньги с воздуха1 балл
-
Тут есть, как ни странно на первый взгляд, своя логика. Во-первых, сплинкер призван подавлять очаг зарождающегося пожара, но никак не тушить уже разбушевавшийся объёмный пожар. Во-вторых, при расчёте температуры срабатывания сплинкеров делается расчёт на максимально возможную температуру воздуха в районе потолка. На то в справочной базе нормативных документов того же ВНИИПО имеются необходимые таблицы. Посему, в абсолютном большинстве случаев, ПП-труба проходит с солидным запасом. Как бы сей факт не был прискорбен для матёрых монтажников, но экономика берёт своё. Вот, ошибки при выборе температуры срабатывания сплинкеров-как раз дают зело большой головняк и проектировщикам и эксплуатационникам. На моей памяти уже было более десятка случаев случайного срабатывания сплинкеров из-за превышения припотолочной температуры. Собирались авторитетные комиссии, проводились техэкспертизы. Вывод, как правило, один: безграмотная эксплуатация. То вплотную к сплинкеру подвесят мощный галогенный прожектор, то помещение из вещевого склада перепрофилируют в пекарню и т.д и т.п.1 балл
-
Вот Ваш ответ. Рассмотрим в плане "провала сварочной ванны". В районе "замка" образовался прожёг и что? Отрезаем изделие (трубу, лист, тавр) по-новому и делаем монтажный стык заново? А если диаметр более 12 000 мм, не жирно будет? Вот Вам и странность вопроса... Второе. Не было уточнения о стороне исправления: с лица или с изнанки. Исправления как просто заварки "дыры" или исправления "сопли", свисающей на второй стороне стыка (тавра, угла). Что касается "в отрыв" и "безотрыв" - это не ко мне, у нас такого пафоса нет. РГК-УЗК проходит или не проходит, а как я буду это делать - никого не беспокоит. Сварщик отвечает за свои швы, а за мин. зазор 4+2 отвечают сборщики.1 балл
-
Ага, и данных о просвете сварочных швов нет )) Добротный, мобильный мангал. Не первое место точно, но работа добротная.1 балл
-
анекдот:" Медведев пообещал, что скоро во всех сельских домах появится Интернет. Благодаря ему люди смогут быстрее узнать, когда у них появится газ, горячая вода, отопление и канализация."1 балл
-
@Oleg1978, я бы посоветовал вот этот http://www.welding-russia.ru/catalog.html?itemid=1008, На мой взгляд, полностью соответствует вашим требованиям. Ну, а из перечисленных - Аврору.1 балл
-
@mf_, тогда Вы постарайтесь ответить на один неудобный: Понятие "прожёг" в контексте РДС вообще и для Вас лично. В отличии от Вас я не даю ответов на общие вопросы если не знаю, что конкретно подразумевается. Если следовать Вашей логике, то большая часть сварщиков только и будет заниматься распилом швов. Почему? Потому что @BelaZZ как раз и упомянул про "контролируемый прожёг". Этим способом вариться большая часть ответственных соединений. обратная сторона которых подвергается в последствии воздушно-дуговой строжке, расчистке и заварке. А если под прожогом понимать дырищу в миллиметровой нержавейке, которую дИбил прожёг электродом УОНИИ на токе 200А... То, да - распилить и выкинуть за борт...1 балл
-
Причём фиг вдолбишь, что четвёртый уровень НАКС - это как минимум инженер-сварщик с профильным высшим образованием. При том, что он по ходу дела и варить то уметь не обязан. У него другие задачи - расчёт режимов, напряжений, деформаций, и технологий в особенно сложных случаях...1 балл
-
Зависит от того, какую терминологию и специфику Вы собираетесь понимать.1 балл
-
@mf_, слабо отрезать стык прочного корпуса ПЛ, зачистить и заварить по-новому? http://xn----7sbooiklil0c.xn--p1ai/wp-content/uploads/2015/03/f_aWMucGljcy5saXZlam91cm5hbC5jb20vYm1wZC8zODAyNDk4MC8xOTUzNjIwLzE5NTM2MjBfb3JpZ2luYWwuanBnP19faWQ9NjAyMzM.jpeg1 балл
-
"красненький" , "желтенький", "зелененький".
1 балл
-
Оборвало край чашки под пружину: вместе с куском рамы выворотило. Притянул лебедкой с цепью, приварил со всех сторон + косынок добавил. На этот же Патрол приварил втулки к аммортизаторам для сайлентблоков.
1 балл
-
Есть аккордная, сдельная, повремённая и сдельно-повремённая оплата - это если не вдаваться в подробности и особенности некоторых предприятий (прогрессивка, сроковые графики, премиальный фонд и прочие доплаты). Закрывают Вам однозначно больше тарифа, потому что тариф - это ~ оплата вынужденного простоя, около 10-17 т.р. в месяц (С.-Пб).Когда 5-6 разрядов около трети это даже много. Приведу пример: три работника с 3-4-5 разрядами одновременно в бригаде выполняют работу по 4-му разряду. Вот 3-му дали четвёртый, а четвёртому - 5. Прекрасно, но работа-то осталась по четвёртому и те, двое с пятыми стали получать... Сколько? А если у всех троих пятый? Потому руководству всегда было интересно, чтобы работники с ниЗкими разрядами выполняли более квалифицированную работу. Но тут вступают третьи силы, от которых нельзя отмахнуться - это РД. Я наблюдал ситуацию, когда по приказу Главного Сварщика одного из ленинградских заводов всему личному составу сделали "+1 разряд" . Так что "очень много ответственных металлоконструкций" и "почти вся с требованиями высокой квалификации" - это лишь наши с Вами размышления, нужно смотреть документы на разрядность работы и её нормочасы. Это как раз и есть "добавил-убавил, внёс коррективы"... Только всё это подоплёка вопроса. В ЕТКС нашли работу которую выполняете сейчас?1 балл
-
Стыдно продаванам бывает только когда должная маржа не капнула, а самая хорошая маржа на самой дешовой кетайчатине. "Никогда такого не было, и вот опять." (с) Черномырдин.1 балл
-
https://www.youtube.com/watch?v=lae6xubNGhc https://www.youtube.com/watch?v=1zz603DiK5U https://www.youtube.com/watch?v=VojhqH_zFC01 балл
-
Покраска рамы и обработка кузова(всё высохло).Изготовление тракта выпуска.
1 балл
-
Фото с работы...Хотел снять целый рабочий (обычный )день на судне.Просто поставил камеру и получилось 2680 фотграфий.Смотреть эту нудятину никто конечно не захочет,но если сделать time elapse все уложить в пару минут и еще музычку из прошлого века наложить ,то вроде и ничего... Суть темы-филлипки долго не смазывали подпорку- лапу крышки трюма(палец-бронзовая втулка), в результате чего крышку трюма было трудно открыть,все жестко прикипело -приржавело ,3 чела становились на эту штуковину во время открытия и прыгали на ней чтобы осадить-на направляющую,при этом кто нибудь один норовил свалиться в трюм(глубина 17м)Фуух...пока расскажешь https://www.youtube.com/watch?v=1gLEx9NYEyc Мужик в шапке,типа командующий исполнитель-это я))1 балл
-
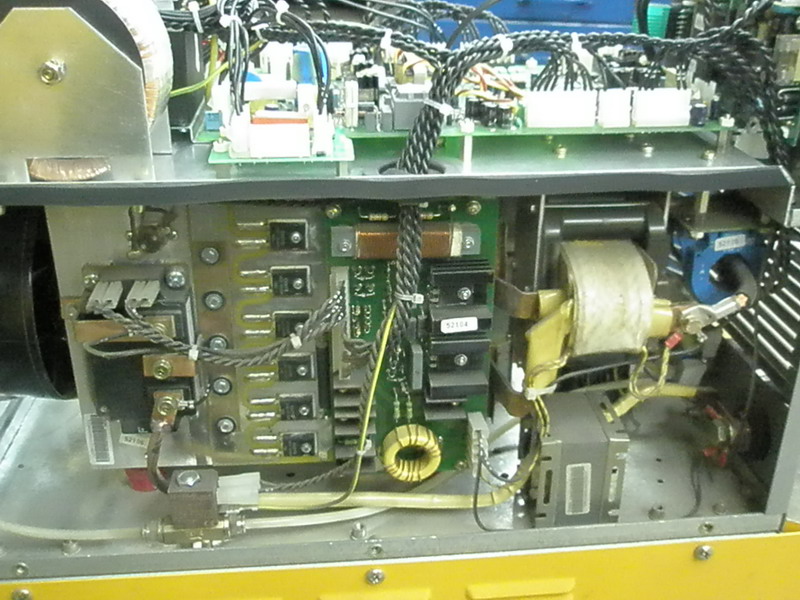
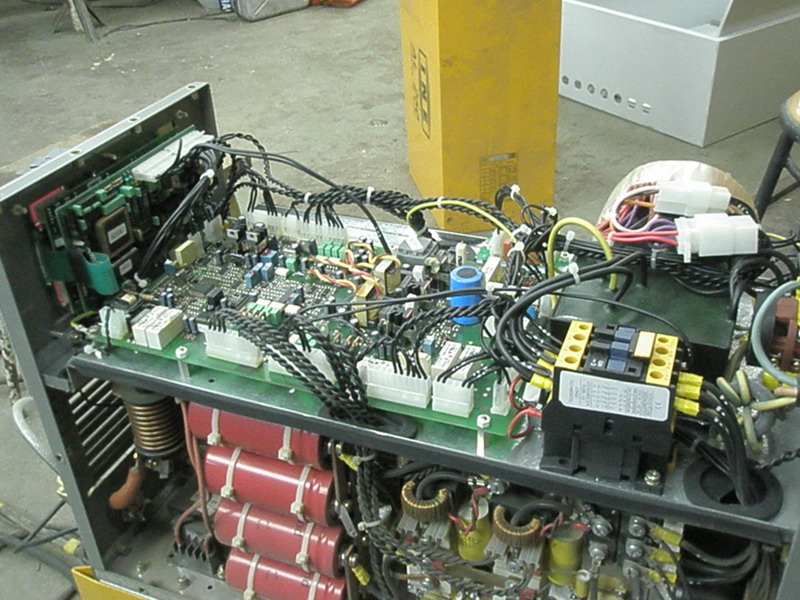
Может кому пригодится по ремонту... Кедр.zip1 балл
-
Смотрите музыку http://www.youtube.com/watch?v=zZlYLuZVuoI1 балл
-
Калитку сделал пару недель назад, а сегодня доделал ворота, только немного накосячил , на будущее будет уроком.
1 балл
-
Продолжили изготовление, занимались прижимной балкой Поставили на "ноги" и собрали в кучу Механизм регулировки поворотной балки Крепление прижимной балки Примерный подъем прижимной балки Не удержался попробовать в работе, согнули кусочек в 500Х1мм., пока я доволен Теперь на очереди маслостанция, увеличили объем маслянного бачка (т.к. планирую на прижимную балку тоже поставить гидроцилиндры), нашли в закромах мотор, выточил полумуфту, приладили на раму. Думаю как закрепить гидроцилиндр На следующей неделе продолжим.
1 балл
-
@Isperyanc, ну нет=) все нашел, занял. завтразаберут=) и отправят... как я жду его+)
1 балл
-
Ride or die! http://cs623328.vk.me/v623328334/377fb/A_BxeJPP_4I.jpg1 балл
-
Влияние полярности тока на процесс сварки тиг Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер. Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: - сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); - зона расплавления основного металла широкая, но неглубокая; - наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: - повышенный ввод тепла в изделие и сниженный в электрод; - зона расплавления основного металла узкая, но глубокая. http://weldering.com/sites/default/files/styles/medium/public/tig_pryampol.jpg?itok=iWg728Yyhttp://weldering.com/sites/default/files/styles/medium/public/tig_obrpol.jpg?itok=_khl4avW Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки): - в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм - в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм - в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм. В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод. Основные международные обозначения, относящиеся к сварке ТИГ TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке). WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке). TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке). TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке). TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке. http://weldering.com/sites/default/files/styles/thumbnail/public/image66.jpg?itok=GpmPsloT Установка длины дугового промежутка http://weldering.com/sites/default/files/styles/thumbnail/public/image67.jpg?itok=4Vvy7nQA Высокочастотный разряд http://weldering.com/sites/default/files/styles/thumbnail/public/image68.jpg?itok=rTTRtgCF Зарождение и развитие дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image69.jpg?itok=k5xHvU9m Формирование рабочей дуги При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию. TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания. TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток. http://weldering.com/sites/default/files/styles/thumbnail/public/image71.jpg?itok=or1bG7Ie Касание электрода http://weldering.com/sites/default/files/styles/thumbnail/public/image70.jpg?itok=3aMQpReX Зарождение малоамперной дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image72.jpg?itok=lzgkc20F Формирование рабочей дуги Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток. Настройка параметров сварки ТИГ На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ. http://weldering.com/sites/default/files/styles/large/public/tig_nastr.jpg?itok=OT542Tz4 Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу. http://weldering.com/sites/default/files/styles/large/public/tig_direction.jpg?itok=kHRGq7Wjhttp://weldering.com/sites/default/files/styles/large/public/tig_angle.jpg?itok=XytjlaEW Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Особенности сварки алюминия и алюминиевых сплавов При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить: - механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); - химической обработкой (довольно сложно и трудоемко); - сваркой на обратной полярности; - сваркой на переменном токе. http://weldering.com/sites/default/files/styles/large/public/tig_al.jpg?itok=V67Xxp5r При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка). http://weldering.com/sites/default/files/styles/medium/public/tig_al1.jpg?itok=DYu4EjHwhttp://weldering.com/sites/default/files/styles/medium/public/tig_al2.jpg?itok=fKbNomNr Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности. Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски. Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон) Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов. http://weldering.com/sites/default/files/styles/large/public/tig_pol.jpg?itok=7GmxPOj9 Достоинства и недостатки процесса ручной сварки ТИГ По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: - позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью); - обеспечивается хороший визуальный контроль сварочной ванны и дуги; - благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; - практически не требуется обработка поверхности шва после сварки; - как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; - также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом). Охрана здоровья и охрана труда применительно к процессу сварки TIG Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.1 балл
-
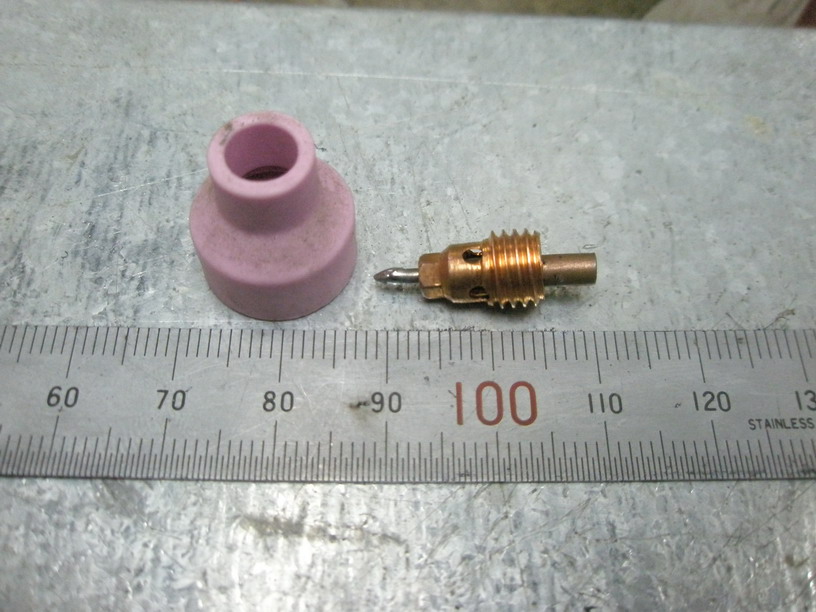
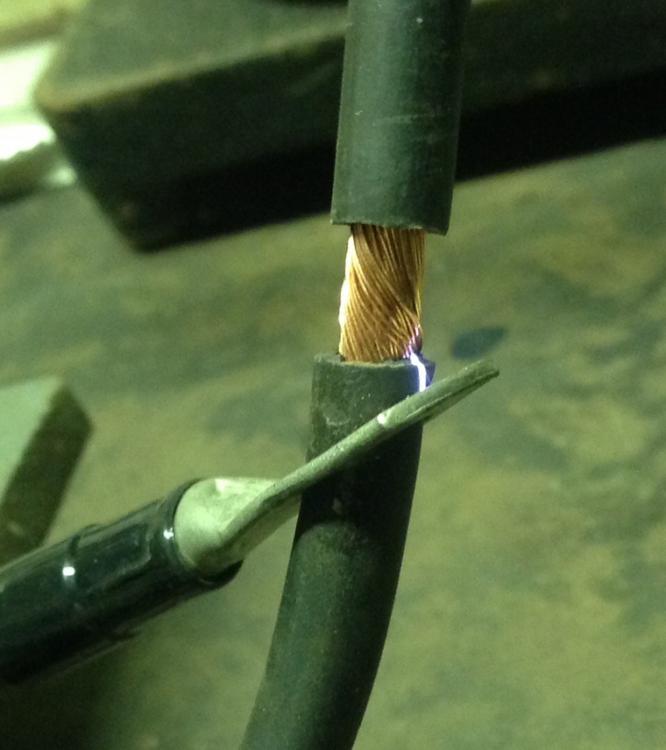
Хенд-мейд наконечника стелы к подводному ружью, эл. двойка МР Лосиноостровская.
1 балл
-
На Урале уже долго стоит циклон, последствия которого можно оценить по банке с компотом. У людей ничего не растёт, картошка гниёт и тдитп. Вот и Шнабззззззззззз сегодня классно прокатился на велике с работы. Когда намокли штаны на ляжках было принято решение из серии "сгорел сарай- сгори и хата". В удовольствии погонять по лужам на большой скорости я себе не отказал, после чего пришлось делать вот так прям по возвращению домой. Жонка долго угорала надо мной. Нет, я не фрекен Бок и не Ипполит из "Иронии судьбы", просто на мне было очень много песка.
1 балл
-
@Рудольф Шнапс,У меня такая же ситуевина последние 6 лет.Спасает ямка с ведром в углу и в ей дренажный насос с поэтическим названием Pedrollo.Насос то не простой а с поплавком-выключателем.Как вода поднимется и утопит ведро-поплавок всплывает и включает насос.Вода выкачаалась-стоит себе,скучает до следующего потопа.1 балл
-
Вернулся из отпусков, привезя домой приличное количество компотов, варенья и два мешка папаниной вкуснейшей кубанской картошки.Глядь- а в гаражном подвале воды богато, никогда воды не было в подвале, но сезон дождей что тут уже несколько недель, видать, сильно поднял уровень грунтовых вод. Ну, я надел сапоги для зимней рыбалки и в буквальном смысле нырнул в погреб для откачки воды: я набираю в вёдра, а товарищ по комнате в общаге института Ваня выливает. Откачали мы так больше полутонны воды, но полностью откачивать не стали, т.к. сосед по гаражу подорвал наш оптимизм своей убеждённостью в том, что вода снова придёт. Так оно и произошло. Нырнул снова туда- а вода почти на прежнем уровне. http://cs618725.vk.me/v618725903/166ac/XQ-EqhvGoxI.jpg Ящик из под винограда стоит на полу подвала. Первоначальный уровень воды был немного ниже уровня компота в банке. Компот из лесной земляники.1 балл
-
1 балл
-
"не судите пианиста он играет как умеет" http://www.youtube.com/watch?v=VTYKX3N9DJg
1 балл