Лидеры




Популярный контент
Показан контент с высокой репутацией 15.06.2015 во всех областях
-
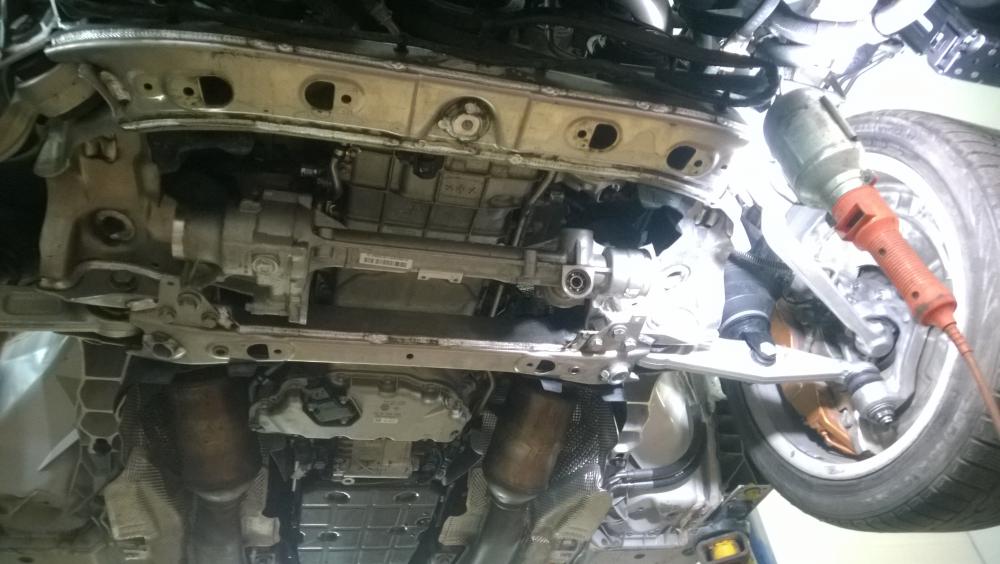
Всем Здравствуйте! На выходных варил крепление на рулевой рейке. Аппарат: китайский сундук на 200А, присадка Lincoln 4043 ф2,4мм, ток 140-180А. Прихватывал по месту, снимал, обваривал, ставил обратно на место, давал остыть, потом снова снимал, наплавлял ребра жесткости, снова ставил на место, ждал пока остынет....таким образом. Вся работа с перекурами заняла 5 часов, да я и не спешил. По окончании сварочных работ рейка встает на своё место четко. Для пущего вида заказчик своими силами решил еще и отпескоструить место ремонта, его дело. Выражаю огромную благодарность однофорумчанину Сергею (Krech) за помощь с токаркой !!!
 13 баллов
13 баллов -
дружбана угнали в рабство на барскую фазенду в 404. отдуваюсь теперь один. село в 6км от Луганска .школа. перекрыли заново крышу,теперь- окна(изготовлены в РФ). монтируют наши. крепление под потолочные фермы сверлить?-не наш профиль. анкеры?нет,не слышали..да и нет их.... 26м пролет, уголок 100мм (по проэкту-75й но нет такого в закормах республики..)ч/з 0,5м-12-я арматура.. пейзаж близлежащих развалин из окна и по селу всякого горелого натыкано..с одной стороны дороги (еще не разминирован) с другой-танк и башня в 5метрах (бк рванул) ну и главное средство производства..*инвертор* советского разлива. между прочим-выпуска луганского энергозавода.. а че.. нормальных нет. сперли в войну..этот-самый легкий из имеющихся тр-ров..
12 баллов
-
Внесу и я свои "пять копеек"... Крыло от Мерседеса. Присадочный пруток 4043 ф2мм.
11 баллов
-
Толщина там не детская... От 12 мм и толще бывает. Сверлить насквозь сверлом не меньше 8мм , что бы провар был на всю глубину. Ток от 250 ампер, и выше с предварительным подогревом градусов до 300-350 С. Греть приходится постоянно с другой стороны-иначе диск начинает остывать во время сварки. Гиморойное это дело, тем более летом. Зимой еще куда не шло. Диск настолько горячий что и в крагах руки обжигает, так еще и подручный так и норовит резаком поджарить. Трещину сами не нашли? и не найдете даже с керосином. Давление в шине не маленькое... За год я таких работ делаю 5-6, денег беру много(как на мой взгляд). Обязательное условие- покажи границу трещины, я добавлю по 2 см с каждой стороны, при клиенте зачищаю, сверлю насквозь, варю с двух сторон, заставляю смотреть иногда особливо дотошных в маску на сварку как все проплавляется (мало что они там видят и понимают, но сам эффект присутствия ...) и по итогу НИКАКИХ ГАРАНТИЙ-Хотели сварку, вы ее получили, трещину вы сами показали, как варилось вы видели-вопросы и претензии есть? Никто после такого экстрима с претензиями не обращался. Хоть и местные все-сделано все возможное. Приметно 70% работы удачные, остальные или трещина указана неправильно или чел понимает что алюминий на наших дорогах неправильный метал, и покупает стальные диски.10 баллов
-
Вот что успел сфоткать пока хозяева не приехали !!! трубу долго пришлось вырезать из старого бака теперь у меня есть кривые листы нерж. надо что то с них сделать
7 баллов
-
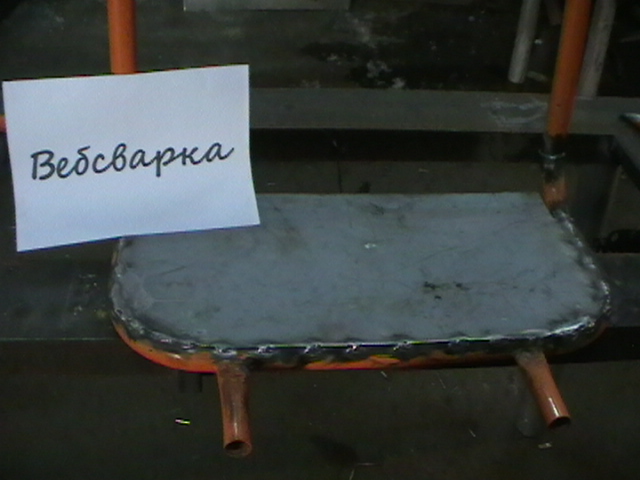
вот такой бак принес хозяин сам пытался заварить думал дешевле будет- этот старый за бери себе а мне говорит сделай новый с другого листа скупой платит дважды буду варить новый как положено а из старого мангал сварганю после
5 баллов
-
вот купили для работы инверторный генератор,света не было так чайники гоняли,теперь можно на сарайке по калымам мотатся)),в принципе на передние сидение 9ки спокойно помещается
4 балла
-
Сегодня рано утром, ни свет ни заря, часов в 11 взялся за правую сторону сгнившей рамы. Там вроде гнили поменьше, думал, быстрей управлюсь. Но опыт (сын ошибок трудных) настойчиво намекал, что какая-нить подлянка обязательно затормозит и по времени работа займёт не менее, чем левая сторона. Так и получилось. Несколько лет назад, когда я только осваивал азы сварки, пытался заварить гнильё как раз на этой стороне. В итоге мои "заплатки" пришлось дополнительно срезать. Попутно восстановил закладные гайки: две под крюк (где-то валяется, не так давно видел его), одну под крепление защиты (при откручивании свернулся болт). С первыми двумя было понятно: срезал старое гнильё (как раз окошко в раме вырезал — удобно подбираться), выставил и прихватил новые гайки М10. С креплением защиты сложней: высверлил, резьбе пижнец, пришлось заварить всё отверстие, просверлил, нарезал резьбу по-новой. Наваренная и вновь нарезанная резьба для одного из болтов крепления защиты. Снизу видно новые закладные гайки. Почистил ржу и прочую грязь щёткой и обнаружил нехилую такую трещину в кронштейне крепления переднего бампера. Разделал болгаркой и аккуратно заварил в один проход с проваром на всю толщину и небольшим обратным валиком.
4 балла
-
Добавлю своих работ
3 балла
-
Вот собрал таки!!! Помпа от газели, радиатор с мазды , пока пашет ))
3 балла
-
Конечно не будет, но скорее всего разговор был примерно такой: "Ты мне пока завари, а я чуть позже новое куплю". Знакомая песня, но покупать никто ничего не будет пока эти детали не превратятся в пыль.3 балла
-
http://cs622830.vk.me/v622830139/414f6/sli0d_RELAQ.jpg http://ic.pics.livejournal.com/zolotaya_dolina/40634904/6066/6066_900.jpg3 балла
-
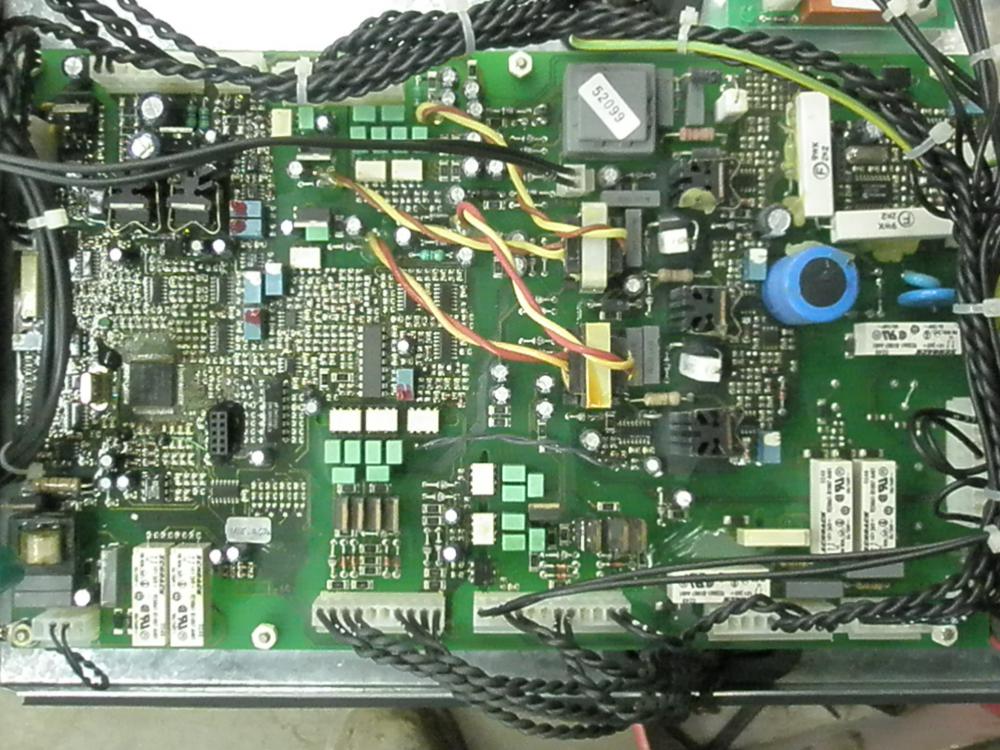
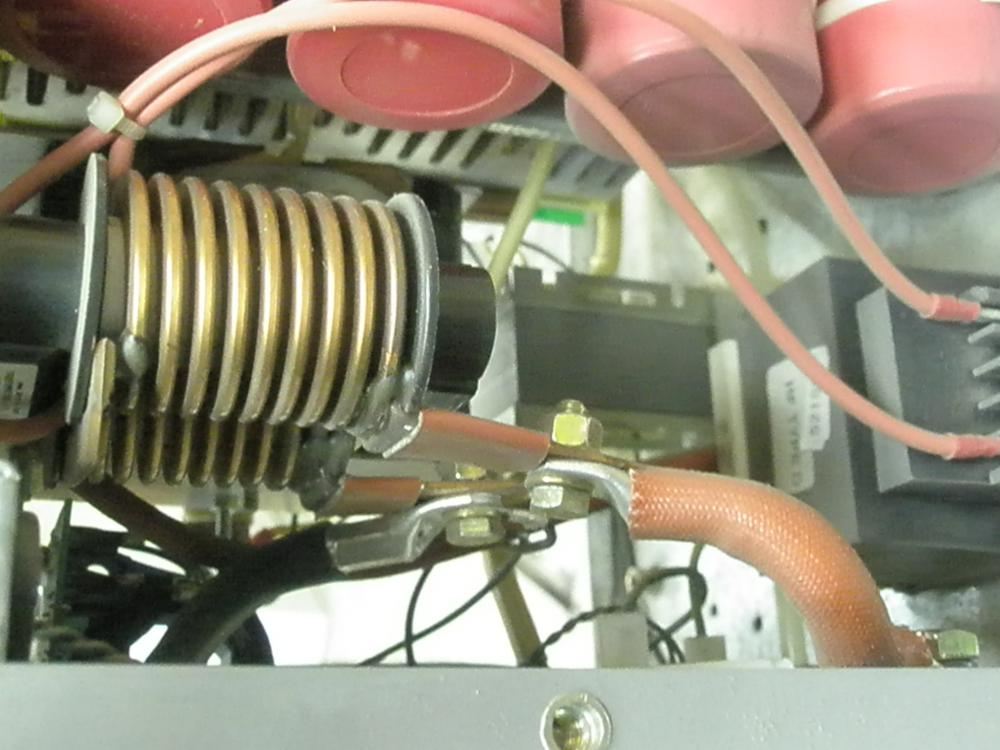
Очередной "подкидыш" из мастерской по ремонту электрооборудования. Классика жанра. Что называется, жертва косорукой разборки... Обратный валик выскоблил цилиндрической бор-фрезой для прилегания уплотнения. За кадром осталась сварка паяльником пластикового корпуса струйного насоса, обеспечивающего "самовсасываемость" данной насосной станции.
3 балла
-
2 балла
-
Такая у меня на работе,времен царя гороха.
2 балла
-
Cпособствует... не знаю что. Но вот уменьшает их количество - опыт. (не смеюсь)2 балла
-
я за свою работу взял а там им решать что куда ,2 балла
-
два месяца назад делал секции на забор,пришло время монтажа
2 балла
-
Интересная идея.
2 балла
-
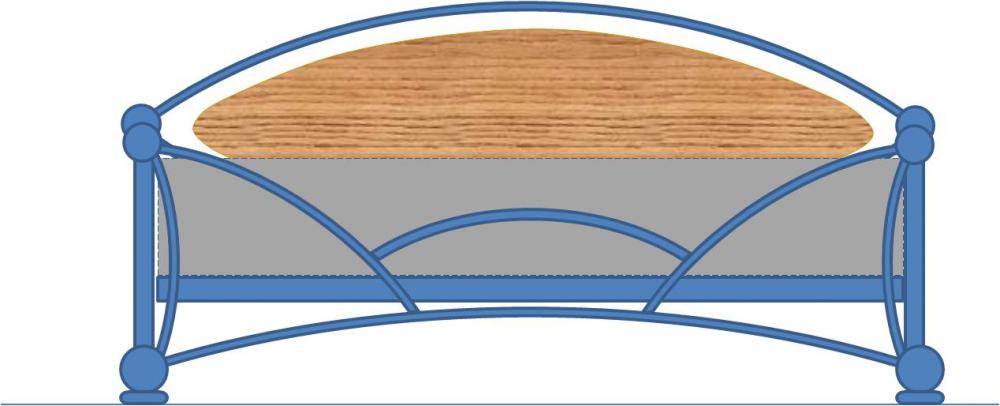
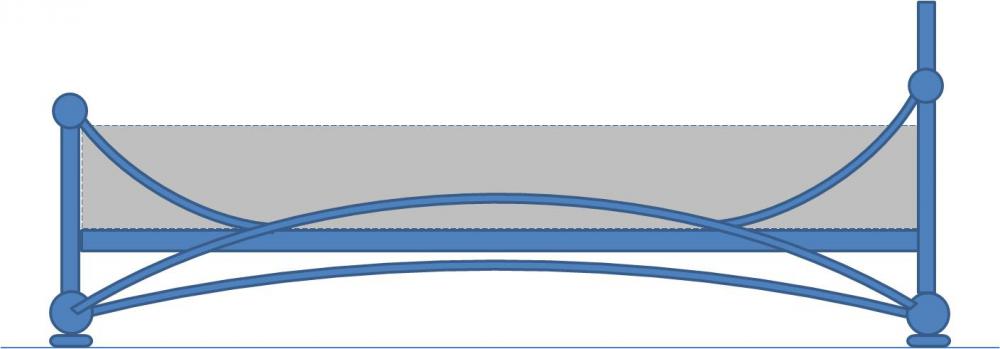
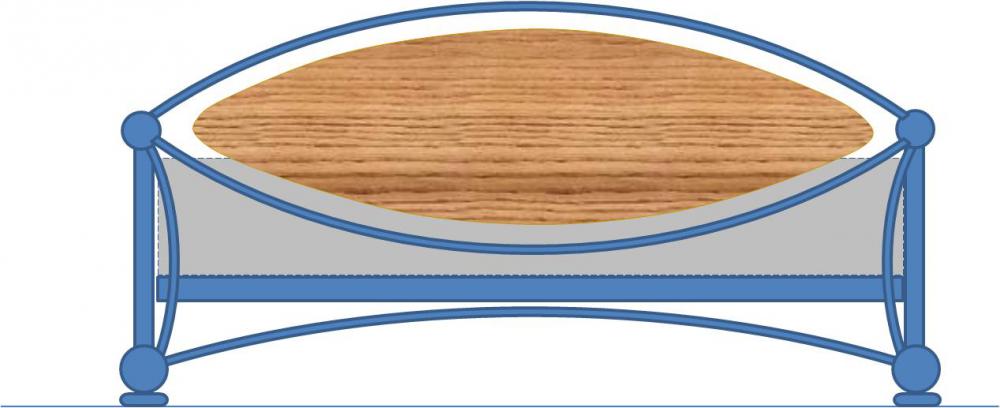
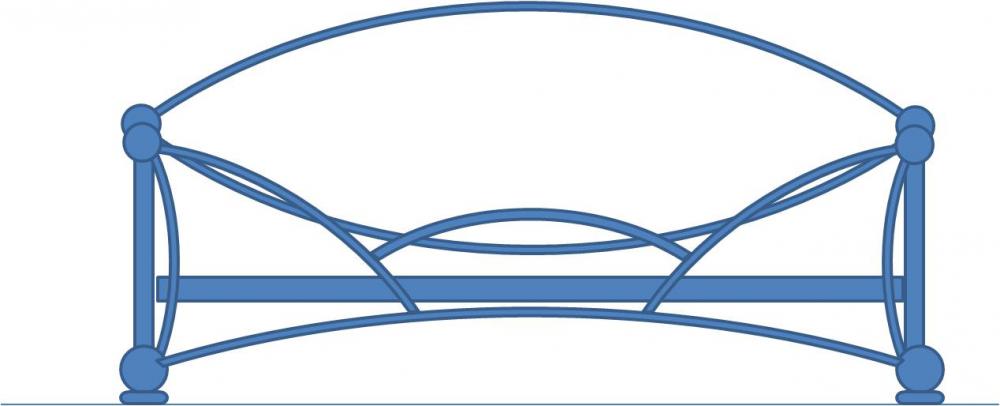
Дошли руки до кровати. Следуя старой русской пословице - "обещанного три года ждут", спустя три года как задумал, начал. Варю сразу две, себе и дружану. Ибо с ним и собирались давно, да все никак. А тут вот по случаю обретения неустроенного семейного гнездышка сам бог велел. Намулевал эскиз еще по зиме. А тут устроив себе типа отпуск, начал. Заодно боевое крещение профелегибу устроил, а то стоял колом. Для начала накатал боковин и сварил лежанки из профтрубы 50*25 с заполнением 40*20. Все гнутые этлементы 40*20*1,5мм. Шары сто и восемьдесят. Поскольку ровными плоскостями не обладаю, да и вообще как беспризорник по чужим гаражам, сварил стапель для выставления элементов в плоскости. Наприхватывал элементов. Фотал уже поздно. На другой день продолжил. Львиную часть времени отнимала подгонка элементов. Ну и вот что вышло. Сняли с женой со стапеля, вынесли во двор. Еще надо подпятники поставить.
2 балла
-
Ржавое гнильё вырезал и 0,8 новый вваривал на минималке своего ПА. Сильно не пинайте, варил как мог: сначала точками по периметру, потом с отрывом между ними. Прожоги были, заплавлял также с отрывами. Места стыков зачищал до голого металла (болгарка, гравёр). Обратный валик через раз получался.
2 балла
-
Изготовил новую стойку прицепа.Потом мелочи всякие.
2 балла
-
остальное в разнобой накидаю ,и так все всем понятно осталось на 96 коллекторах заварить эти стыки (2304шт)всего то опрессовать и алга на демонтаж монтаж уже на самом котле. Всем удачи!! P/S есть видео, сам себя снимал.Но незнаю как поделиться?
2 балла
-
Нерж втулки для стапеля http://cs628124.vk.me/v628124172/559d/HflJXXZa2dA.jpg http://cs628124.vk.me/v628124172/55a6/6zvtE4QOybI.jpg http://cs628124.vk.me/v628124172/55af/GoWbAjVHIZU.jpg2 балла
-
Нержа 304 10мм. Чёрный ф 630 врезка. В обед чтоб не уснуть балуюсь.
2 балла
-
Надо начинать строить новый БВО,разжился парой насосов.Один шестерёнчатый, другой мембрамный 3-х камерный.
2 балла
-
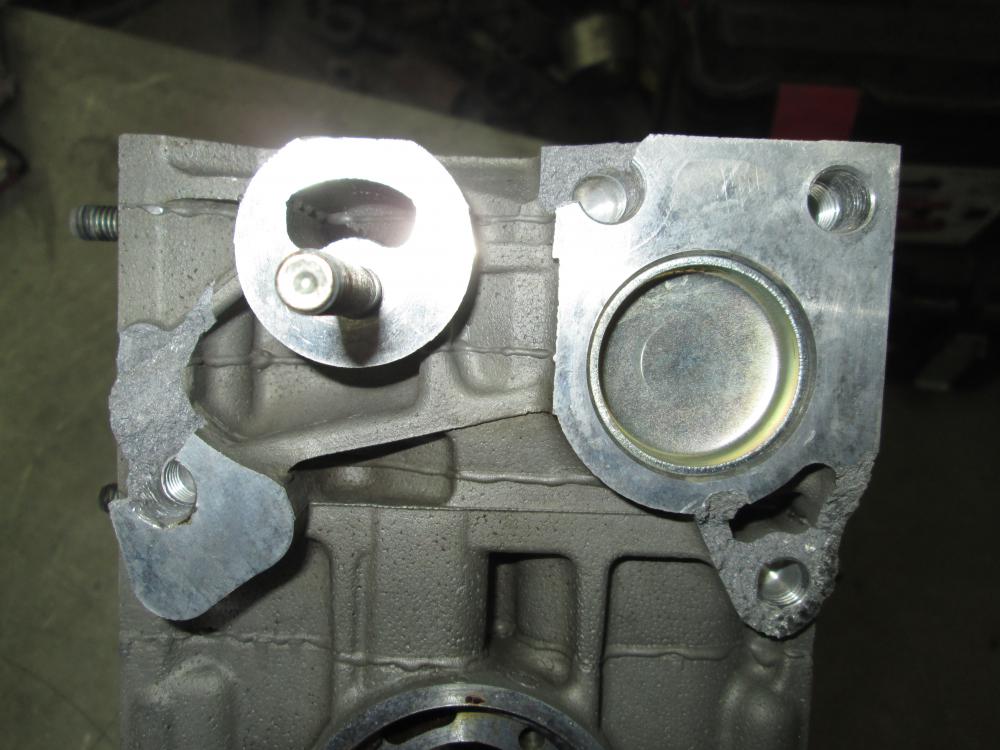
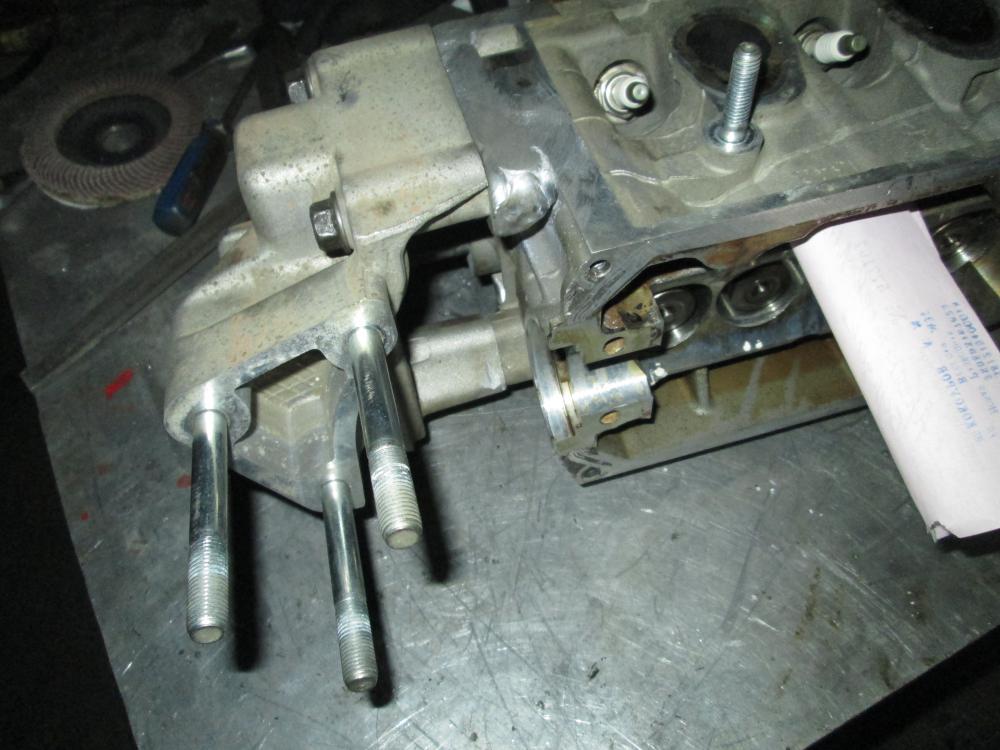
Это же от качества сплава зависит, некоторые отлично свариваются, а некоторые как губка, сколько не жги, всё бесполезно. Из последнего, головка и КПП:
2 балла
-
Фотографии кишочков наших сварочников. Буду добавлять по мере появления фоток. Сегодня это аппарат итальянец INE AL250AC\DC встроенная водянка, 3*380В Это самый навороченный аргонник который я встречал в инете и вживую. Наворочен именно возможностями настройки, такой функционал даже неизвестно куда применять.
1 балл
-
На случай работы на выезде, чтобы горелку не зашвыривать куда попало, из хворой струбцинки и куска профильной трубы на скорую руку смастырил державку. Сварил нихромом.
1 балл
-
Начал делать тележку под кислород и пропан. Может дадите умных советов чтоб не допустить ошибок в работе.Доделывать буду по выходным,так что есть время еще додумать данное изделие.Колесо купил пока одно,с камерой как на тачках (550р).Надо еще ось вытачивать, а дальше пойдет работа.
1 балл
-
Молодца! Есть характер стабильности1 балл
-
Эх дороги
1 балл
-
Лист изначально кривой с завода.1 балл
-
Новый информационный партнер: Тиберис — первый интернет-гипермаркет сварочного оборудования. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на info@websvarka.ru.
1 балл
-
@Dmitry N,, По последнему пункту согласен с написанным- есть такой грешок и за именитыми производителями. Взять к примеру EWM ALPHA Q 551- неудачное расположение крышки на блоке с проволокой- открывается вверх и при установке кассеты так и норовит шарахнуть по пальцам, та-же беда и с соседней крышкой на роликово-натяжном механизме, там она просто тупо падает вниз, по рукам получаешь конкретно, если не придерживать. На новых Фрониусах сделали наклон и крышка откидывается дальше прямого угла, не падает, сами петли уж очень высокотехнологичны и мудрёны -если что, то заменить нечем.1 балл
-
@gyrza,Это обычный Димет. Есть и обычный, с бачком, но на радиаторы не идёт.
1 балл
-
Жил-был ручной насос, но когда уровень Енисея падал то ему не хватало воды. Отрезали, приварили метр трубы, и забили с помощью перфоратора. Видео не получилось MOV001.MODВы не можете загружать файлы подобного типа
1 балл
-
Не знаю, интуитивно как то, не могу описать. Сегодня сделаю вертикал на тройке, если это важно. Я то сколько работаю, УОНИ кил 50 может сжег всего, остальное АНО, МР, и не представляю как их на монтажках всяких и колхозах основными заменить можно. Товарищ Глобул то меня напугал, оказывается вся сила в УОНИ, а рутил только в отрыв и медленно, а я и не знал, без отрыва варил.Вчера вот, чулок камазовский. АНО 21, четверка. Положение что то среднее между горизонтом и потолком, ширина шва около 12-14мм. Без отрыва, естественно.
1 балл
-
Сегодня тестил новую горелку для своего Форсажа 200 ПА, под руку принесли крышку верхнего бачка нового радиатора от трактора. Говорят стали одевать шланг и отломили. Вроде бы получилось. Да, ПА конечно придумали не зря. ПА Форсаж 200, проволока 1 мм, углекислота, металл 0,8.
1 балл
-
@самарец63, Вам в любом случае нужно думать по этому поводу. Я вот сейчас работаю главным сварщиком на производстве деталей трубопроводов. Полистал Ваш РД и возникла куча вопросов. Технология будет сложной. На некоторых аустенитных сплавах при сварке трещины могут образовываться, термичку надо делать. Или разрабатывать технологию так, чтобы получать нужные значения ударной вязкости швов. Требования к стойкости к МКК опять же, проволоку надо подбирать. Короче - без спеца не обойтись. Да ещё и об автоматизации задумываетесь. Головки для орбитальной сварки разработаны скорее как монтажное средство, в цеху могут быть другие решения по автоматизации.1 балл
-
Сейчас манагеры (претенденты) сдают экзамен на знание азов по сварочному оборудованию....это что-то с чем-то: - "полярность бывает прямая и ...эээммм...кривая!" (прямая и обратная)....Очень кривая, не ровная . - "импульсивная сварка." (импульсная)....Очень вспыльчивая, неуравновешенная! - "прогиб металла." (коробление)....Я барбазал ходыл. Одын прагыб и ты пагып! Пара человек было, не сдали - путают напряжение с амперажем и т.д.. После обеда следующие подойдут. коллега мой в шоке.1 балл
-
собсно фотки ну и порваные цепи...
1 балл
-
Владимир. 30 лет. Женат. Сыну 11 месяцев. Родился в Риге, переехал в Израиль, армия, университет на инженерно-строительном. Закончились деньги и мотивация - бросил. Начал искать специальность, которая всегда будет востребована. Так как увлекался холодной ковкой, решил, что сварщик то, что мне нужно. Прошел курс в какой-то унылой шаражке. Специалисты там обучают неплохие, но за те 60 часов обучения приличных знаний, конечно, не получить. Хотел изучать полуавтомат (по нашему просто "цэ о два"), но напутал и сказал аргон. Когда начали учиться, то решил, что видимо, судьба такая. Устроился в мастерскую по сборке разной мелкой металической мебели. Варил полуавтоматом. Лажал ежедневно. Один раз принесли чертёж, естественно в миллиметрах, а я привык, что в строительном в сантиметрах, ну вы поняли, что я там насобирал? Через три месяца начались проблемы с кистью. Врачь сказал -меньше напрягайте. -но у меня профессия такая.. -поменяйте профессию. Ушел с мастерской, востановился, подкачал кисть. Устроился на завод по сборке мебели из нержавейки. Думал там аргон, нежные швы, диском работать не надо. Первые два месяца диск из рук выпускал только на обед. Потом начали доверять варить. Чем дальше, тем больше. Через полтора года ушёл - не сошлись с начальником в рабочих часах. 90% моих знаний и умений оттуда. Дальше год собирал примитивные шкафы для водоочистительных сооружений, паралельно начав обустраивать собственную мастерскую. Фирма разорилась, ну, думаю, судьба. Пора. Открыл собственную мастерскую. Первые три месяца было очень тяжело. Неотлаженное производство, отсутствие опыта в расчете времени производства, неуверенность в себе, отсутствие самодисциплины. Теперь вроде налаживается. Вообще, как сварщик я так себе. По вашим меркам ниже среднего. Но в условиях нашего рынка считаюсь хорошим специалистом - сварных тут дефицит. Варить люблю очень. Теперь как частник, добавились и другие интересные аспекты ремесла - просчитать, продумать. Созидательный труд. Планов много, мотивации тоже. Считаю, что нашел своё призвание.1 балл
-
Тут всё элементарно. Чиновничья братия всегда занимается чем полегче. Вот моя аллегория. Вновь назначенный чиновник(глава) начал свою деятельность с покраски электрических столбов(уныло и серо выглядели). Выгнали на покраску сотрудников как водицца образования и здравоохранения. Проезжавшие мимо сотрудники электросетей в ужасе перекрестились.Допуска нет и закрасили все знаки на столбах.1 балл
-
Самый простой способ вывести человека из себя, это сделать то, что он просит. Не то что себе там представляет в мыслях, а дословно то, что сказал.1 балл
-
Всегда при сварке дисков ломал голову куда прицепить зажим массы. Взяв болт, приварив к болту пластину проблему с массой для себя решил. Правда теперь другая проблема, очень часто после ремонта отдаю диски вместе со своим прибамбасингом.
1 балл
-
Да без серьезной оснастки за раму лучше не браться1 балл
-
Соединение фланца Ст20 и корпуса вентилятора 08х18н10т. Присадка ER 309 LSi. Не знаю почему, но при прочих равных условиях (ток, газовая защита, скорость сварки) шов получается более тёмным чем просто на нерж+нерж.
1 балл
-
Варили прошлым летом два колечка для реконструкции печи жомосушки сахзавода, электроды уонии13/55 5мм,стыки после сварки стерли болгарками остальные мои художества,труба 32-100мм,электроды LB52U 2.6-3.2, стыки поворотные.
1 балл
-
Andrew, это вас как раз интересовало=) мой товарищ и напарник купил на ебеи вот таких наклеек штук пять(фото1). решили значит сделать мы вывеску себе. ну очень она нам нравиться и все виды сварки у нас присутствуют=) возможно кому то будет интересно=) вообщем проблема такая рисовать не умеем ну а резать могем+) решение пришло махом не зря учился 4 курса на ПГС=) опыт переноса чертежей аналогичен=) что надо стекло подставка марке и лампа. на фото 2 и 3 видно снизу деталь сверху на двух табуретках стекло и наклейка на нем. дальше вроде понятно чем ближе к лампе и дальше от детали тем больше контур тени. выключаем свет оставляем лампу и маркером обводим нужное, получаем фото 3 дальше резка плазмой (так как резаком не вырежешь такое) фото 4. отбиваем шлак прикидываем фото 5 и 6. Лист-подложка красим, затем прихватывает вырезанное и шлифуем лепестковым диском далее покрываем лаком фото 7 сохнет получаем фото 8 прихватываем вообщем крепление и получаем вот такую вот красивую штуку фото 9 для это нам надо было все то сварочный любой сделать пару прихваток у нас это полуавтомат ресанта... плазма дурацкая сварог, не наша=) баллон краски и баллон лака, материал (железо собственно) ну и пивасик чтоб творчество перло+)
1 балл