Лидеры




Популярный контент
Показан контент с высокой репутацией 03.05.2015 во всех областях
-
Не удалось расслабится на праздники. Ручка от холодильника "Стинол", выполнил аналог из алюминия: Окончательно: зашлифовал, покрасил из баллончика серебрянкой. После, пусть сам(заказчик), подберёт белую эмаль по цвету.
 8 баллов
8 баллов -
Приехал товарищ(М.Н.С.)-Работу надо сдавать,только сварить осталось.Перекатал Радс.
5 баллов
-
Варили электродом по алюминию.Вырезай,вычищай всю сварку и вари по новой.Если не получится,то вырезай кусок и вваривай другой.5 баллов
-
http://s00.yaplakal.com/pics/pics_preview/3/0/0/5369003.jpg4 балла
-
Наконец то открыл дачный сезон, наварившись вдоволь. Решил как все начинающие начать с мангала. конструкцию подсмотрел тут в соответствующей теме, слегка модернизировав. Купил лист 57см на 150 см толщиной 4. Недостаток квалификации тем самым компенсировал толщиной железа Раскрой на даче для начала замерил напряжение. - 250В/220 в соответстветственно на холостую и с подключенным чайником. Неплохо, погнали Пробовал варить электродами ЛБ52У 3,2 мм ток100-120А - нифига, липнут намертво, помучался и бросил ОК46 3 мм Эсаб - ток 100-110 - нормально, только воняют МР-3 судиславские 3 мм - больше всего понравились. Ток 90-100, и зажигаются и горят хорошо Монолит РЦ 2,5 мм - хорошо, но уж больно быстро горят К сожалению, большинство фото швов оказалась не в фокусе, так что на суд выношу только парочку (МР-3, горизонтал, внешние углы мангала ) первые попытки потом вроде лучше пошло
4 балла
-
Чего не напишишь ради рекламы своей продукции. Читаем надписи под вторым и третьем слайдами http://www.dimet-r.narod.ru/application/auto26.html3 балла
-
@Us1981, тут есть первая часть записок, прочитайте, а так, надо жечь, жечь и ещё раз жечь.3 балла
-
Добрый день у меня такая проблема. Есть старый сварочный полуавтомат 80 годов.Но названия на нем не сохранилось. Есть несколько тумблеров и потенциометров без надписей. Не работает подача проволоки.Хочу найти как это чудо называлось. Прошу помочь .Может кто знает.
2 балла
-
@chdv1971, Старый сослуживец заказал, в своё время он очень серьёзно мне помог по службе и во время дефолта 98-ого выручал.. Так, что за символическую пачку "Мальбары".2 балла
-
@Ribak1976, Такие электроды- дело нужное. На ТЭС, ТЭЦ, ГРЭС очень популярны диаметры 2,5мм. К примеру для сварки поверхностей нагрева котлов из углеродистых сталей диаметром менее 100мм наибольшее применение нашли электроды ЦУ-5...2.5мм , особенностью этих электродов является несколько повышенная толщина покрытия, благодаря чему при сварке создаётся надёжная газовая защита, что снижает вероятность образования пор.Есть ещё электроды ЦЛ-39, кот изготавливаются только диам. 2.5мм и предназначены для сварки труб поверхностей нагрева из сталей 12х1мф,12х2мфб и 12 х2мфср. Эти электроды можно применять для сварки корневых швов толстостенных трубопроводов..В разделку проще и удобнее забраться именно таким диаметром. Правда есть одно "но"- при сварке этими марками необходима короткая дуга и вести её надо по возможности без обрыва, иначе появляются поры при удлинении дуги и её обрыве. Ну и разбрызгивание у них очень маленькое, некоторые их так и называют "без искровыми" .2 балла
-
семь с копейками рублей. Ну и немного фотографий: Забрал сегодня портал у транспортников, УРА. Теперь надо смонтировать и стол изготовить. Ну и инструмент в порядок вчера привели.
2 балла
-
http://f5.s.qip.ru/hT9jS2R6.jpg2 балла
-
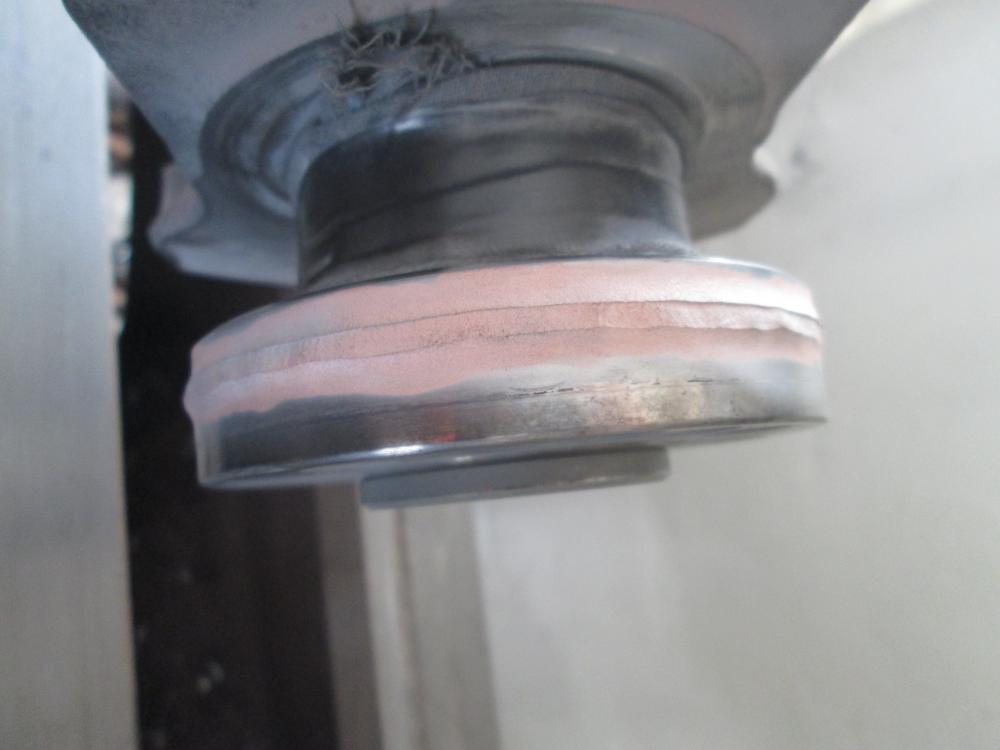
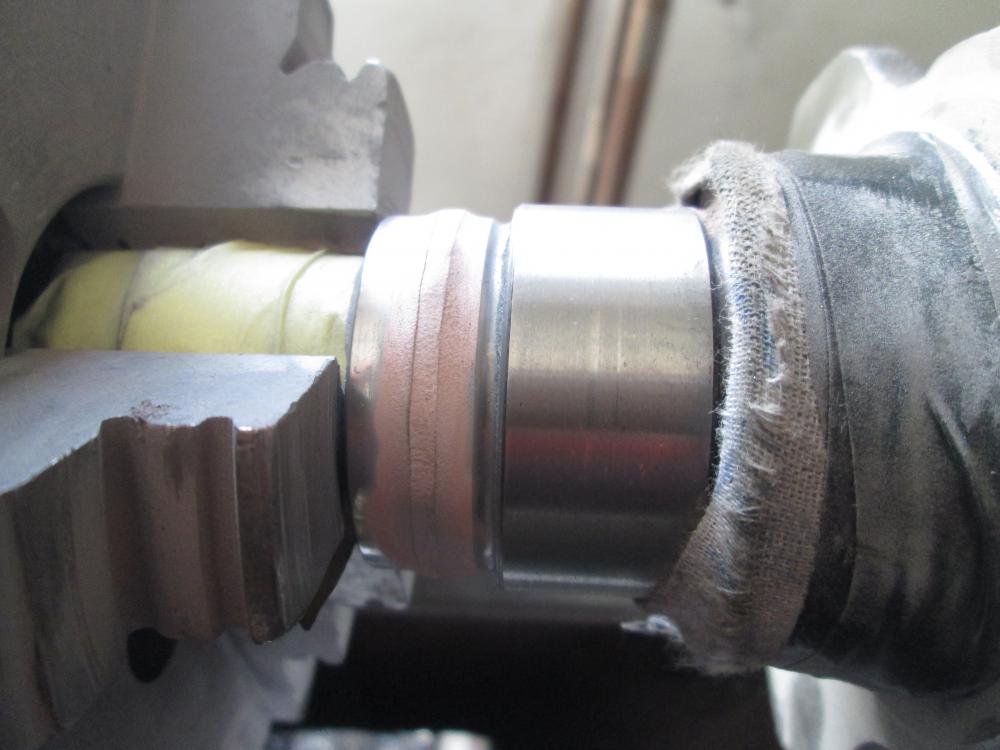
Напыление под сальники КВ.
2 балла
-
Вообще молодчики. Мало того,что реклама оборудования, так еще и продвижение профессии в массы. В общем одни положительные эмоции. Хорошее дело затеяли.1 балл
-
Прикольно:1 балл
-
Патент на ДИМЕТ http://www.findpatent.ru/patent/225/2257423.html# Вот формула изобретения аппарата ДИМЕТ. От прототипа заявленное решение отличается тем, что электронагреватель сжатого газа включает в себя кожух, в котором размещен с зазором, заполненным теплоизолятором, металлический корпус, внутри которого установлен тепловыделяющий элемент, при этом в металлическом корпусе выполнены отверстия, обеспечивающие обдув кожуха изнутри ненагретым газом, а узел ввода в сопло порошкового материала выполнен с возможностью обеспечения поступления порошкового материала в закритическую часть сверхзвукового сопла под углом к его оси. Указанная совокупность признаков не выявлена в других технических решениях, относящихся к рассматриваемой области техники, и не вытекает очевидным образом из существующего уровня техники в данной области. Следовательно, решение является новым и имеет изобретательский уровень. Я при своих 8ми классах образования могу запатентовать такой же аппарат отличаещийся как минимум по четырёс признакам, н и естественно более экономичный по энергозатратам. В общем как в 80х годах группа Советских учёных придумала, так ни чего и не изменилось, только пуговицы ПЕРЛОМУТРОВЫЕ пришили. Может я и ошибаюсь, тогда поправте... К стати, вот очень не плохой блог по ГДН http://www.steelratboat.ru/1871/dymet#more-1871 Собственно вот прототип и напылённое с его помощью олово... Сегодня после долгого черчения, начат промышленный образец.
1 балл
-
СИЗ(перчатки,краги, рукавицы) не должны быть влажными.1 балл
-
Alex_DRUMMER,с Днем!!!Здоровья и хорошей работы....Держи,от сердца отрываю!!http://cs5826.vk.me/u145224483/153670953/x_3699e6bd.jpg1 балл
-
Жив останешься !!!1 балл
-
@Космос, Ничего себе цены !!!!! Это на ту же Ресанту -то!!! Это я про Элитечи (кроме последнего. Он трёхэтажка). Да и остальные так же немало стоят.1 балл
-
@Gonza, да , в Норильске.1 балл
-
@Us1981, попробуйте детали немного под углом расположить и варить на подъем без поперечных колебаний, дабы шлак вперед ванны не затекал. @Лепило, чем больше напржение хх тем легче поджиг дуги1 балл
-
Alex_DRUMMER С Днём Рождения ! Здоровья, хорошего настроения и всего наилучшего.1 балл
-
Всего наилучшего!1 балл
-
Всем добрый день. Вот проблемма у меня не получается поддон отремонтировать с фольцвагена.кто то варил до меня,там сплошное сито было. Масло выжигал,вычистил машинкой,ацетоном протер. Пробую по кромкам оплавить,идет чернота жесткая,и искры стреляют.
1 балл
-
@Alex_DRUMMER, здоровья и удачи!1 балл
-
Alex_DRUMMER, с Днём Рождения ! Здоровья , счастья , удачи !1 балл
-
Тут будет сложно советовать как научиться, особенно тем кто варит всю жизнь... Я учусь так, сначала как первый раз взял держак, в голове я был уже профессионалом) как только пошла залипуха, приходил в бешенство и отчаяние и бросал все, поэтому идет уже шестой год, сейчас более менее научился держать руку и дугу, и то бывает что чуть поторопишся и получаются не швы а какули)) Итак берем металл, электроды, кучу времени и желание и начинаем жечь, сначала зажигать дугу в нужном месте, типа сварка в отрыв, потом пробывать играть током и надлюдать как происходит горение дуги и проплавление металла, самое главное - не спе шить!!! Лучше контролируемо прожечь чем оно отвалиться от шлака Да, есть еще тема "техника ведения электрода"1 балл
-
Alex_DRUMMER с Днем рождения! Здоровья,хорошего настроения,успехов!1 балл
-
Мало опыта. Мало опыта.)1 балл
-
@som, http://s020.radikal.ru/i717/1505/68/7c06a88ce261.jpg1 балл
-
http://www.youtube.com/watch?v=T_U7HxOzhWw1 балл
-
С 1 Мая С Днём Рождения Анархия http://s019.radikal.ru/i629/1505/eb/8ce81f7c1b0b.jpg http://www.youtube.com/watch?v=5NKtERwSPA0 http://www.youtube.com/watch?v=MSZGe-KiYg41 балл
-
https://youtu.be/NmUweH12KBQ1 балл
-
1 балл
-
Долой "мокрые" ликтроды! Будем осваивать термопинал ТП-5-150. 2000 руб. Привезли с Оренбурга.
1 балл
-
С сети
1 балл
-
Мой наборчик
1 балл
-
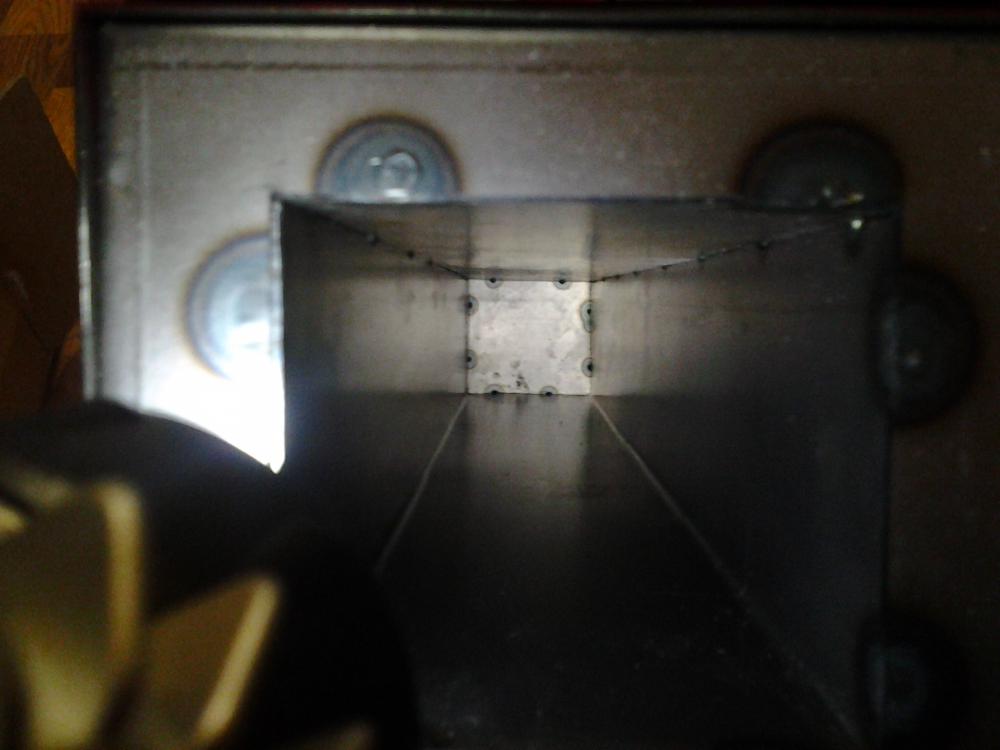
Сегодня сварганил небольшой ,простенький заход на крыльцо-веранду
1 балл
-
@balamut,такими категориями мыслят те, кто такие "зазоры" делает. Место/имя им /длинно и неразборчиво/1 балл
-
С соседнего форума Самое интересное, это всё в ветке про алюминий.... Дальше вменяемый пареньподкалывает "граматного" сварщика. Мой ответ на всё это безобразие. Сварного не крутят как он верх ногами варит будет , крутят трубу, все 20 км, причём обороты там не хилые, чёт порядка 5-7тыс об/мин., говорят подходить опасно, может намотать. Вообще в газо и нефте проводах, все швы проклеивают специАтельной изолентой, я всегда думал зачем?, потом мне объяснили, оказывается что бы не текли, просто в поле не всегда получается положить хороший шов, вот и приходится заматывать сверху изолентой, что бы не текла. Где админы?, удалите последние две страници ...1 балл
-
продолжаем
1 балл
-
Ну и немного сегодняшней работы. Пневмозадвижка какая то, "где то шипит"- сказали. Искать свищ не стал, половина было наварено без сплавления с основным металлом
1 балл
-
Ну, что поделаешь? Взял дяденька чужое, вот и сидит. Это же не означает, что на него нужно равняться и крысятничать. Ды и в любом другом регионе и городе есть такие дядечки, просто их еще не отвезли куда нужно. Я если честно вообще не понимаю для чего нужно такое количество золота, денег и прочих материальных ценностей и нафига из-за них карму портить. К гробу то не приколотишь, ни часы ни бриллиантовую ручку. Не понимаю... Мне проще, я минималист, мне практически ничего ненужно, штаны есть, крыша над головой есть, сыт, одет обут, есть интересная и хорошая работа... Что еще может быть нужно для счастья.1 балл
-
http://cs619126.vk.me/v619126917/20150/Gk41WrRkWjs.jpg1 балл
-
Попалась мне как-то газовая линза для горелки нестандартного размера,не помню ее обозначение,буду называть маленькой. Как ее установить на более распространенную горелку ,которой комплектуются большинство аппаратов и которая имеется у меня в наличии.Оказалось легко! Понадобится цанга и цангодержатель от стандартной TIG горелки От стандартного цангодержателя отрезаем кусочек с резьбой длиной 16мм и нарезаем внутри резьбу 8 шаг1, он должен легко накручиваться на цангодержатель газовой линзы,от стандартной цанги отрезаем кусочек длиной 10мм и добавляем к цанге газовой линзы.Получился вот такой переходник.
1 балл
-
Немного фотографий для разнообразия. http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_08s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_11s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_12s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_13s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_14s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_15s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_16s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_17s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_18s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_19s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_20s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_21s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_22s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_23s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_24s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_25s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_26s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_27s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_28s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_29s.jpg http://www.argon.pw/IMG_Forum/lumii/remont_aluminievih_detaley_www.argon.pw_30s.jpg1 балл
-
@krech,Как заметно по снимкам,выполнялся полный провар излома.При условии сварки присадкой,близкой по химсоставу,снятие усиления шва не вызовет снижения прочности детали.А,вот,наличие валиков шва,являющихся,по сути,концентраторами напряжения,на столь коротком прямом участке детали-не есть хорошо.При знакопеременных нагрузках на крышку генератора может получиться околошовная трещина.1 балл
-
Этого хватит?, если что, то могу прикупить. не вопрос.1 балл
-
А мне такие больше нравятся, пыли абразивной нет.
1 балл