Лидеры




Популярный контент
Показан контент с высокой репутацией 19.03.2015 во всех областях
-
С гидробарьером, процесс еще весьма сырой, но вроде получилось
 13 баллов
13 баллов -
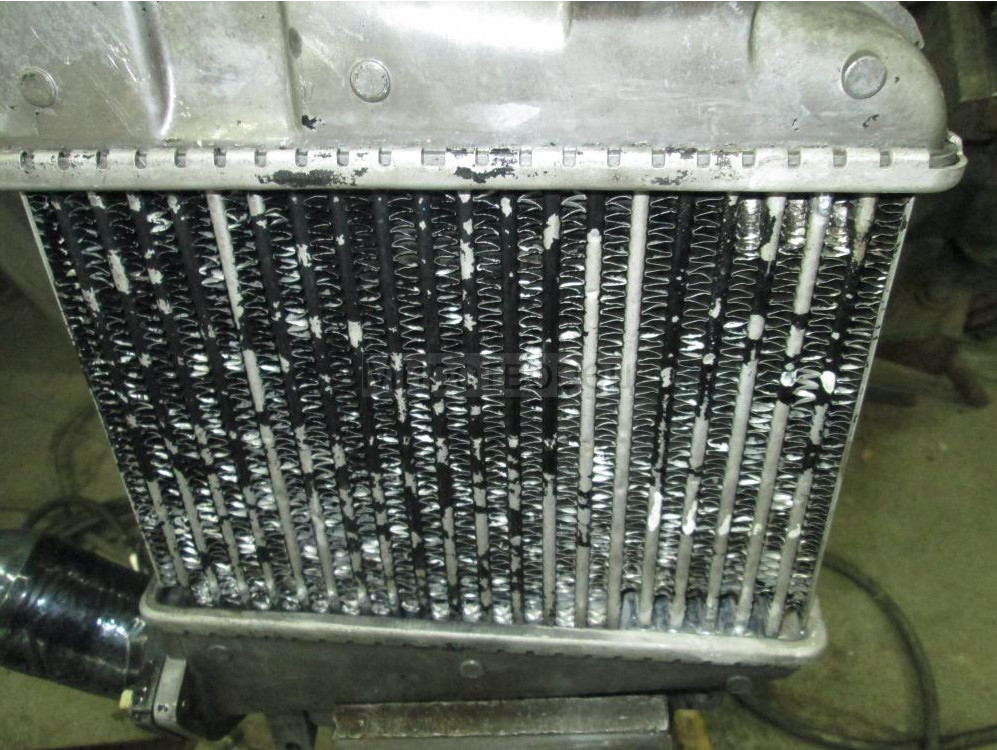
Пайка интеркулера Ниссан Патрол.
9 баллов
-
http://f6.s.qip.ru/IA4wMyFU.png6 баллов
-
Видео запилил по заправке из большого баллона в маленький, мож кому пригодится. http://www.youtube.com/watch?v=g6s-Dj8DFf45 баллов
-
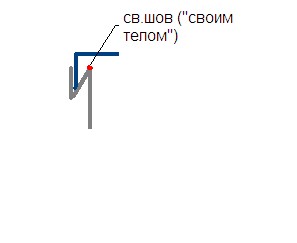
А вот вам маленький "бонус" Что бы меньше "вело",и не мучить себя и "нержу" таврами. Пример изготовления "гидрозатвора" коптилки (проверено на практике)....
4 балла
-
http://ic.pics.livejournal.com/xrenoff/13574766/303024/303024_600.jpg http://f6.s.qip.ru/IA4wMyGC.png4 балла
-
Не совсем юмор, из разряда: "А что плохого может произойти?" Первая, скорее пародия на многие рабочие места.
4 балла
-
@POG65, Определение марок сталей по цвету искры http://www.desti.ru/images/iskra/tmp23F-1.jpg Сталь 12Х18Н9 — искры светло-желтые, короткие, в небольшом количестве, почти без разветвлений с красно-желтым пучком в конце разветвления и тремя-пятью мелкими красными крупинками на разветвлениях. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-2.jpg Сталь Х12Ф1 — искры желтые, короткие, густые звёздочки, концы нитей острые с отдельными красными крупинками. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-3.jpg Сталь 12X13 — искры светло-желтые, короткие, с небольшими пучкообразными разветвлениями, с мелкими красными крупинками. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-4.jpg Железо Армко — искры светло-желтые прямые без разветвлений с двумя-тремя короткими красными нитями в середине. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-5.jpg Сталь марок Ст2 и СтЗ — искры светло-желтые, разветвления несколько более развиты и тоньше, чем сама нить; на концах искр стрелочки, звездочек нет. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-6.jpg Сталь 12ХНЗА — искры желтые, разветвления более развитые и толще, на концах искр стрелочки, звездочек нет. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-7.jpg Сталь 4 — искры светло-желтые, разветвления тоньше, чем нити, и гуще, чем стали Ст2 и СтЗ, звездочек нет. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-8.jpg Сталь автоматная 12 — искры светло-желтые с тонкими разветвлениями и с большим количеством звездочек: на концах нитей стрелочки, а в середине некоторых звездочек слабые красно-желтые пучочки. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-9.jpg Сталь 10 — искры светло-желтые с малым количеством разветвлений, небольшое количество удлиненных звездочек, кончики нитей острые, в середине некоторых звездочек имеется красно-желтые слабые пучочки. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-10.jpg Сталь марок У8, У10 — искры светло-желтые, разветвлений и звездочек больше и крупнее, чем у стали 15 и 20, с большим количеством красно-желтых пучочков в звездочках. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-11.jpg Сталь марок 15, 20 — искры светло-желтые, разветвлений и зведочек больше, чем у стали 10, но красно-желтых пучочков в звездочках меньше трех-пяти. В начале имеется пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-12.jpg Сталь марок 25, 30 — искры светло-желтые, разветвлений много, густые звездочки, концы нитей тонкие, во многих звездочках имеются красно-желтые крупинки в виде горошинок. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-13.jpg Сталь У12Ф — искры светло-желтые, крупные густые звездочки, в трех-пяти звездочках имеются красно-желтые пучочки. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-14.jpg Сталь марок 40ХН, ХНМ — искры светло-желтые, в центре искр выделяются густые звездочки, на концах нитей небольшое количество стрелочек, в некоторых звездочках имеются красные крупинки. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-15.jpg Сталь марок 20ХНМ, 20НЗ — искры желтые, в центре искр выделяется несколько ярких звездочек, на концах искр имеются стрелочки и несколько красных крупинок в звездочках. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-16.jpg Сталь марок 40, 45 — искры светло-желтые, разветвления сильно развиты, на разветвлениях имеются крупные звездочки, в центре которых имеются красно-желтые крупинки. В начале искры имеется светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-17.jpg Сталь 38ХМЮА — искры желтые, на концах нитей стрелочки, а в середине нитей имеются несколько крупных звездочек с небольшими красными крупинками. В начале имеется небольшой светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-18.jpg Сталь марок 4ХС, ЗОХГСА, 35ХГСА — искры светло-желтые, на концах нитей стрелочки, на разветвлениях выделяется несколько светлых звездочек с небольшими светло-красными крупинками в середине. В начале искры имеется светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-19.jpg Сталь марок X, ХГ, ШХ15, ШХ9 — искры желтые, на разветвлениях большое количество крупных светло-красных звездочек с мелкими желтыми крупинками в середине. В начале искры имеется светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-20.jpg Сталь 9ХС — искры темно-желтые со светло-красными разветвлениями и большим количеством звездочек с желтыми крупинками в середине. В начале искры от прикосновения заготовки к абразивному кругу получаются ярко-красные пучки с переходом на светло-желтые и светло-красные разветвления http://www.desti.ru/images/iskra/tmp23F-21.jpg Сталь Р9. Первый вид определения — искры светло-малиновые с желто-красным пучком в начале, разветвления простые и редкие с небольшими желто-красными крупинками на концах. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-22.jpg Сталь Р9. Второй вид определения искры темно-малиновые, нити с ярким желто-красным пучком в начале, разветвления с крупинками на кончиках, с редкими и мелкими разветвлениями. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-23.jpg Сталь Р18. Первый вид определения — искры темно-малиновые с желто-красным пучком в начале, нити прямолинейные, без разветвлений с одной-двумя светло-желтыми крупинками, на концах пучка искры. В начале искры имеется светло-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-24.jpg Сталь Р18. Второй вид определения — искры темно-малиновые с желто-красным пучком в начале, на концах двух-трех нитей небольшие разветвления, с светло-желтыми крупинками на концах пучка. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-25.jpg Сталь ЗХ2В8 — искры темно-малиновые, нити длинные с ярким желто-красным пучком в конце нитей; в пучке имеются крупинки со светло-желтыми кончиками, с редкими и мелкими разветвлениями. В начале искры имеется ярко-красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-26.jpg Сталь ХВГ — искры темно-малиновые, светлые и яркие разветвления с мелкими отдельными желто-красными пучками и крапинками. На концах коротких и длинных нитей имеются ярко-красные звездочки со светло-желтыми крупинками в середине. В начале искры имеется ярко-красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-27.jpg Сталь ХВ5 — искры темно-малиновые, разветвления с желто-красными пучками и крупинках на концах, некоторые нити более светлые и яркие. В начале искры имеется ярко-красно-желтый пучок от прикосновения заготовки к абразивному кругу3 балла
-
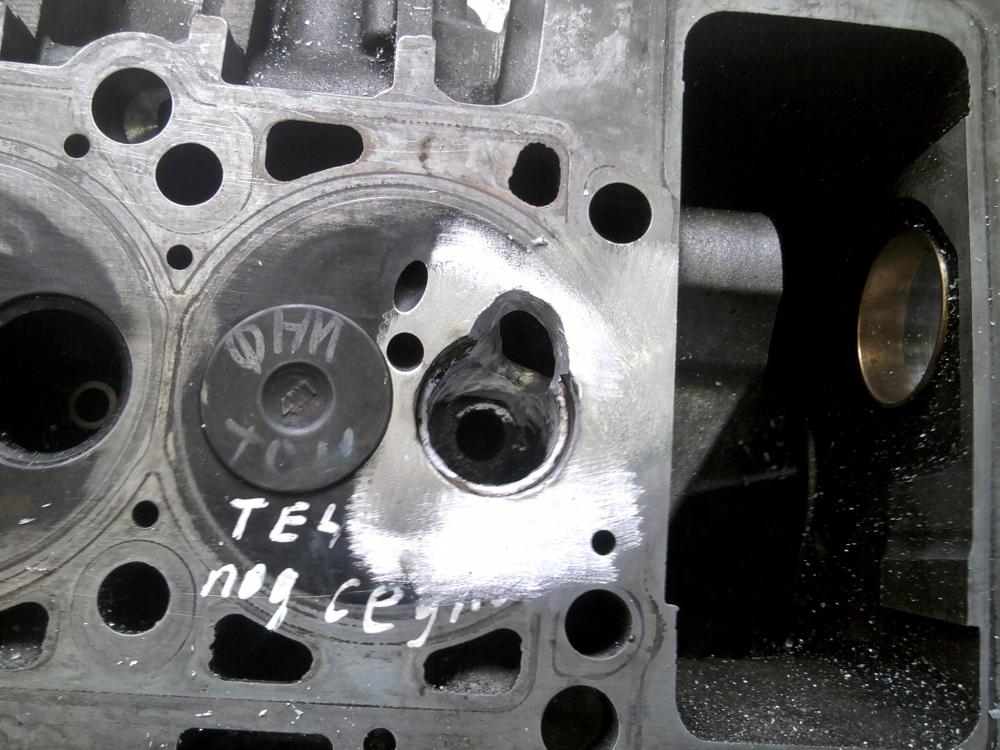
Пришел второй такой же блок , фото тоже выше выкладовал . Но с другой проблемой. Уточнил машина 1938 года ЗИС. Буду варить , номер бы сохранить.
3 балла
-
https://youtu.be/kLf-zGeA0e82 балла
-
Выпаривал как? По "науке" перегретый пар 120 градусов по Цельсию,10 мин на каждые 100 литров обьема У меня такой возможности нет, вернее она есть но цена... Можно "активной пеной" промыть(есть на мойках, для мытья двигателей, после нее даже солярочной вони не остается) но цена опять же и вода в баке - если фильтр топливный ее пропустит то топливному насосу прямая дорога в ремонт. Поэтому не заморачиваясь закачиваю в бак углекислоту-относительно дешево и достаточно безопасно.2 балла
-
А это что разве не марка(тип) проволки (СВ 08Г2С-О) ?2 балла
-
сварные войска)
2 балла
-
http://websvarka.ru/talk/topic/2987-voprosy-novichka-po-pa-svarke/ Держите горелку правильно, движения равномерно-поступательные или слегка поперечно-колебательные. Дело не в быстроте сварки, а скорости ведения.2 балла
-
2 балла
-
Вытряхивал из телефона старые фото. Те что с юморком/позитивом даю посмотреть сюда. Сантехники нашего жека скинули по блютуз (в туалете квартиры) на работе нашёл такую дверь глубоко в подземельях станции где не берёт связь. надпись на грязной стене в человеческий рост "вова.. на сантим больше" (что то важное) Пятница. Конец дня. Бредовая история. Нехочется вспоминать... ржал я от этого на грани срыва психики. Искрами от себя поработали ребята, все целы Дверца моей кабинки ))) Зачем снимать вал с дробилки? шейка под подшипник точится на месте
2 балла
-
Врезка в подрамник а/м Scania профиля для крепления морского 20 фунтового контейнера
2 балла
-
http://cs7010.vk.me/c7008/v7008852/2ff2f/dScUFqzFUXE.jpg Некоторым так и хочется подарить!2 балла
-
Ещё один вариант ремонта опорных пальцев кронштейна тормозных колодок BPW eco, eco Plus. Ремонтируем не срезая сам кронштейн с оси. Но тут есть одно "НО", такой ремонт возможен в том случае, если выработка на пальцах не значительная (осталась не тронутая фрезированная часть пальца). И так, на фото сама деталька необходимая для ремонта, на бумаженции эскиз с размерами. Буртик на втулке служит для предотвращения сползания тормозной колодки с опорного пальца в случае поломки или ослабления задних пружин колодок. Далее снимаем защитное кольцо, УШМ подчищаем буртик на пальце Одеваем на палец нашу втулочку и с торца привариваем её к пальцу Всем удачи. С уважением Андрей.2 балла
-
Это вместо "извините и спасибо". Ну что за люди? что вы уципились к этим фото. ваши фото мне все ровно не помогли. заказчик не дурак. ему вашифото да фени. он смотрит что сделали. а потом и продолжает сотрудничать. а фото не я один ворую. как вы это высказали. вы пробижитесь по сайта там 60 % все без своих фото. мне это час не нужно. я заказчиков нашел не по инету. а знакомые подогнали.Источник: Требуются сварщики, слесаря. пожарка, отопление.1 балл
-
blyeweld он же telwin являются от начала и до конца итальянского производства. отличная техника отличного качества за приемлимые деньги. Единственный момент это то что производитель не врубается в то что в наших розетках нет электричества т.е. ниже 200 вольт аппараты уходят в защиту. Если у вас нет электричества в розетке но всё же вы хотите варить ещё четверкой то китай в этом поможет. Только нужно расчитывать что в скором времени сгорит пускачь в лучшем случае а перед этим куча вилок и розеток.1 балл
-
Если @Дайсон живёт в Швеции, то ОК 12.50 (Aristorod).1 балл
-
Как и многие из нас, стартанул на север в поисках лучшей жизни) , в первое время работал на "российсках стройках" и не больших компаниях. Работал не по вахте, то есть , поехал как бы на вахту, но решил там остаться ( в город Ноябрьск ), так как не видел и не вижу смысла работы вахтовым методом даже сейчас. Спустя год хождения от одной к другой организации , решил попробовать все же съездить на вахту ( на "восточное" месторождение ) , можно сказать поехал на "Бум" , так как не знал что за организация и что она из себя представляет. Уехал.... Привезли на объект , заказчик "Новатэк" , жесткий контроль.... Именно там уже познакомился с ребятами и узнал что к чему, оказывается они не получали ЗП более 6 месяцев, и теперь боятся увольняться ... Естественно я ,ноги в руки и бегом оттуда ( через 3 недели ) ... Но ,я был пустой.... В кармане была не большая сумма денег... В общем, дожил до того что мне было не где ночевать , ( хоть и были и есть знакомые и родные на родине, решил пока не говорить им ) . Два дня ночевал на вокзале, искал работу ( декабрь месяц ) , ее как на зло нету, ну не сезон... И как то с утра, на вокзале зашел выпить горячего кофе, где и познакомился с "поддатым" мужиком, который уезжал домой с вахты. Он же мне и рассказал что у них в конторе как раз ищут сварного.... Дал номер, сказал куда идти и как я понял позже, сам позвонил начальнику и сказал что я от него. Фирма называлась Wagenborg Oilfield Services ( неделю язык ломал ) , меня сразу взяли, сразу впустили в "корпоративную квартиру", где жили двое , в том числе я). Самое клевое то, что ЗП всегда вовремя, и оплата шла 50х50 ( расчет и аванс ) , т.е. я всегда был с деньгами. Проработав там эНое время, фирма проиграла какой то тендер и я сам ушел с фирмы ( все ровно попал бы по сокращение ), и сразу устроился к конкурентам SBDR (Scholler-Blackmann Daron Russia) , где ЗП в разы больше, белый график ( выходные и праздничные х2 ) , на работу и домой на такси (Х-Trail) за счет фирмы , бассейн, без "ДОМ 2" ..... В принциппе все, это главное, а главное - верить))) Я был на дне, но ситуация может резко поменяться ))) ps. Устал писать, может потом продолжение сделаю. Может... Всем спасибо за внимание))))1 балл
-
Вот как почистил .Прям болгарской не чистил .
1 балл
-
Приходится интересоваться выбирать и пользовать много разной спортивно-туриковской-военно-охотническо-рыболовной одежки и снаряжения (типа спальных мешков, применительно по теме утеплителей если ). Конечно и рабочую одежку не обхожу стороной, хочется по-возможности и работать удобно ))1 балл
-
У нас в ближайшее время появится капюшон для нашей маски сварщика - это будет защита головы от брызг и искр. Ждите фото-видео. По подшлемникам - пока мы только продаем эту номенклатурную позицию производства спидглас.1 балл
-
В стоимость вряд ли будут вникать, вы сможете объяснить какую часть стоимости аппарата вы перенесли на конкретное изделие/работу. Только лишние вопросы: "А чо аппарат такой дарагой? Из-за крутёлок? Вася за углом нам вчера алюминиевым проводом заварил и недорага..."1 балл
-
@alpi, Рилон,хороший,надёжный,ремонтопригодный "трёпёхплатник".1 балл
-
@Георгий 11, бывает достаточно: А смета, калькуляция, ценообразование, себестоимость - вы уверены, что клиенты это потянут и будут вникать?
1 балл
-
Иностранные компании стараются придерживаться ТК.РФ в отличии от местных патриотов.1 балл
-
Офисный рукож инжиниринг продолжает меня преследовать http://cs623926.vk.me/v623926489/2333a/vKcE1iGDryA.jpg1 балл
-
сперто отсюда . немного переделано,с сохранением авторской подписи :P
1 балл
-
Сегодня решил поварить П\А, сварил конструкцию которую можно использовать как стол, верстак, леса...складная. Готового вида нет, несколько швов, такой масштаб по сварке в среде защитного газа провел впервые
1 балл
-
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д). Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е). Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, д). Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 beta Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину. Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия. Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика. Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
1 балл
-
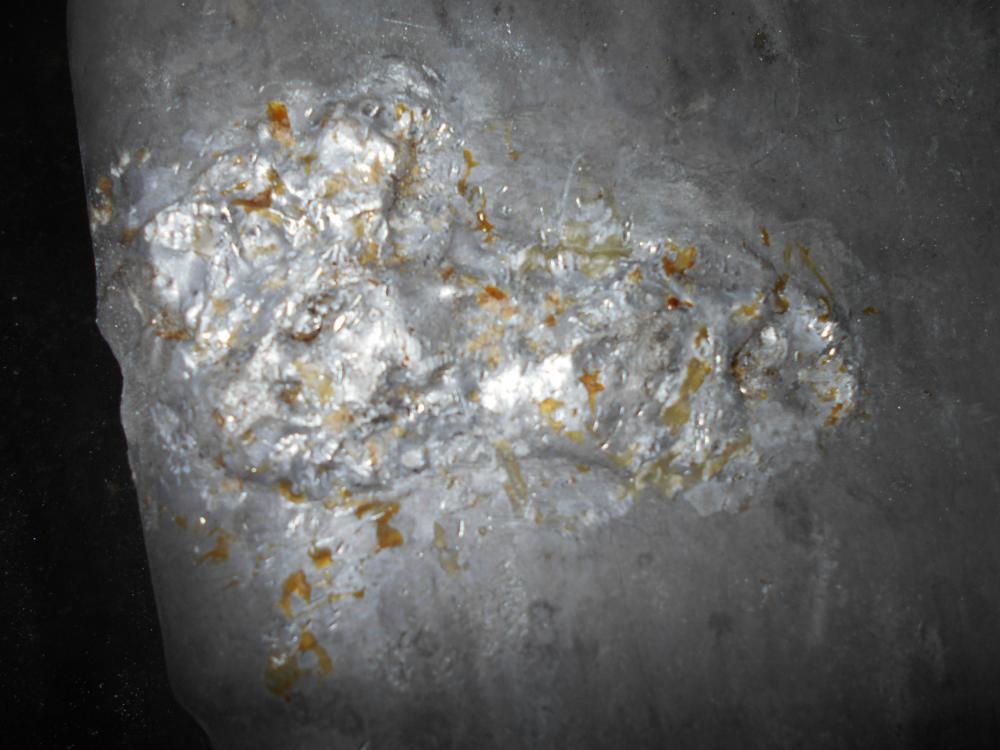
Отметил День ЖКХшника в гараже. Кемерунцы-народец бедный и жадный. Оттого поручни в очередной санузел для инвалидов опять-таки делал из отходов производства. Труба Ду-32 и лист 6 мм. Зачистил и сдал в покраску. Из дружественной СТО притащили поддон с Мерса-124. Это-уже ели варили до меня... Замазали эпоксидкой. Обколотил. Обнажилось вот что... Вид изнутри. Вырезал и заварил по-новой.
1 балл
-
2 комплекта под установку солнечных панелей.
1 балл
-
При сборки теплицы ОБЯЗАТЕЛЬНО нужен фундамент либо бетонный - либо из бруса 100х150 и выведено все под ноль ,из Бруса вариант лучше всего так как его можно слепить когда угодно и где угодно и перетащить можно теплицу потом . Без уровня правильно не получится собрать поликарбонат может перекосится а если рядом как всегда хозяева крутятся то тут воще капец .
1 балл
-
Один из карьеров около Оленегорска А эти фотки с интернета, самый первый карьер Ковыряют землю, что бы добыть железную руду, что бы выплавить сталь, что бы из этой стали изготовить машины, что бы ковырять землю , чето я глубоко "копнул".1 балл
-
бандэрас если еще появитесь конечно ) Вот немного для наглядности а вообще поищите по форуму в "сварке алюминия" "Галереи сварочных работ" Очень много ребята выставляли и вроде все наглядно.
1 балл
-
Сотовый поликарбонат самый отвратительный материал на свете, как в работе так и эксплуатации. Чего стоит одна стыковка на нераскрывающихся стыковых профилях. А о хлипкости его можно легенды слогать. И цветет аки пруд по лету если пустоты открыты, да пыль собирает. Другое дело литой( сплошной), но цена запредельная. Давно мысль крутится теплицу сварганить, но как подумаю эту дрянь в руки брать так все желание пропадает( Пару навесов делал под сотовый, как монтировать его, особо если на нем стоять приходится- вилы. Щас смотрю мода пошла его на теплицах стыковать в нахлест, без спец. элементов.1 балл
-
http://f6.s.qip.ru/IA4wMynd.png http://f5.s.qip.ru/IA4wMyn8.png http://f5.s.qip.ru/IA4wMyn5.png http://f6.s.qip.ru/IA4wMync.png1 балл
-
Ремонт и восстановление вилок КПП.Восстановление изношенных участков, производил наплавкой.Чтобы избежать перегрева,после каждого прохода давал детали остыть.После наплавки предварительная обработка(Напильник),после подварки участков с недостаточными габаритами, шлифовка.Замер оптимальных размеров вёл от "маячка".Как заметно на фото,одна из вилок потеряла перпендикулярность,правка с подогревом.Теперь и отдавать клиенту можно.
1 балл
-
Сегодня с отцом расслаблялись на рыбалке. Лунок пробурили на нашем Гореморе (Горьковское водохранилище) немеряно, а рыбы поймали всего ничего. Но как говорит отец - от ноля ушли. В общем прогулялись, свежим воздухом подышали, да и день на рыбалке в счёт жизни не идет, так что можно сказать на день помолодели. Эх, люблю рыбалку !
1 балл
-
Знаете, без обид, но в Вас этого гонора вообще перебор.1 балл
-
@Tibidabo, Вам это ничего не напоминает?1 балл
-
Как бы общая тема по специфическим особенностям сварки в автомобильных блоков, корпусов, элементов трансмиссии и т.п.
1 балл
-
Кипяток ничего есесно не сделает трубам. Но мне довольно прикольно смотреть как гуляют трубы по длине в течении дня. Даже метку поставил. Получалось до 2 см. Хорошо что муфты стоят(хорошо додумались поставить). По мне лучше чугунина. Соседи начинают полоскаться после полуночи и складывается ощущение потопа. Начинаешь бегать проверять.1 балл
-
1 балл
-
Канализацию-однозначно, пластиком. Он дешевле, проще монтируется и, из-за более гладкой внутренней поверхности.чем у чугуна, гораздо меньше забивается. Даже, если и забился (зарос жиром, например),то его несложно прочистить. А если уж сильно загогулистая кнструкция собрана-то разобрать и вычистить, затем-просто собрать обратно. Изолируют, обычно, пластиковый стояк канализации (общедомовой). Так как пластик-очень шумный. То есть, когда по нему течёт вода-то это очень хорошо слышно. Чугун обладает лучшими шумоизолирующими свойствами, а пластик приходится шумоизолировать дополнительно. Лучшая шумоизоляция-самоклеящиеся листы автомобильной шумоизоляции на битумной основе. Ими просто оклеивают трубу снаружи. Потом идут всякие изолирующие материалы на основе вспененного полиэтилена и "Изовер" на основе из фольги. Это-почти во всех новостройках. Но, К примеру, наша контора в прошлом году сдавала пару домов, так в них-канализация-пластик, а стояки отопления и водоснабжения-сталь. Внутриквартирная разводка-полипропилен (на ГВС-армированный). А это-уже показатель совести подрядчика и его отношения к делу...1 балл
-
тоже была бяка с площадками под крабы, проблему решил листом 5мм, разметил, приварил гайки, и целиком сразу под два краба приварил к телевизору. на этом фото видно, треугольные рычаги тоже самодел
1 балл